Инструкция по охране труда для газосварщика
1.1. К самостоятельному выполнению газосварочных работ допускаются лица в возрасте не менее 18 лет, прошедшие предварительный и периодические медицинские осмотры, вводный и первичный на рабочем месте инструктажи по охране труда, соответствующее обучение, инструктаж, проверку знаний требований охраны труда, освоившие безопасные приемы и методы выполнения работ и имеющие квалификационное удостоверение на право производства указанных работ.
1.2. Женщины к сварке внутри замкнутых и труднодоступных пространств и сварке при верхолазных работах не допускаются.
1.3. Повторный инструктаж на рабочем месте газосварщик проходит не реже одного раза в квартал, периодический медосмотр – не реже одного раза в год.
1.4. В соответствии с Типовыми отраслевыми нормами бесплатной выдачи специальной одежды, специальной обуви и других средств индивидуальной защиты газосварщику выдаются:
— костюм хлопчатобумажный с огнезащитной пропиткой;
На наружных работах зимой дополнительно выдаются:
— куртка хлопчатобумажная на утепляющей прокладке;
— брюки хлопчатобумажные на утепляющей прокладке;
Спецодежда должна быть чистой, исправной, застегнутой на все пуговицы.
1.5. При выполнении порученной работы газосварщик не должен покидать свое рабочее место без разрешения мастера или принимать участие в производстве работ, ему не порученных. Во время работы не разрешается курить и принимать пищу.
1.6. О замеченных нарушениях требований безопасности на своем рабочем месте, а также о неисправностях оборудования, приспособлений, инструмента и средств индивидуальной защиты газосварщик должен сообщать своему непосредственному руководителю и не приступать к работе до устранения нарушений и неисправностей.
1.7. Газосварщик должен соблюдать правила личной гигиены. Перед приемом пищи необходимо мыть руки с мылом.
1.8. Газосварщик должен уметь оказывать первую медицинскую (доврачебную) помощь.
1.9. Газосварщик должен знать, что опасными и вредными производственными факторами, действующими на него в процессе выполнения работ, являются:
— оборудование (газогенератор, баллоны с газом);
1.10. Оборудование (газогенератор, баллоны с газом, горелки) — в результате неправильной эксплуатации или неисправности может произойти взрыв с тяжелыми последствиями.
1.11. Инфракрасное излучение оказывает вредное влияние на хрусталик и роговицу глаза.
1.12. Ацетилен — бесцветный газ с резким характерным запахом. Длительное вдыхание ацетилена может повлечь за собой головокружение и даже отравление. Смесь ацетилена с кислородом и воздухом взрывоопасна;
1.13. Пропан-бутан-метановая смесь — бесцветный газ со слабым запахом, взрывоопасен, при больших концентрациях может вызвать отравление.
1.14. В процессе сварки или резки металлов возможны ожоги расплавленным металлом.
1.15. Газосварщик не должен пользоваться инструментом, приспособлениями, оборудованием, обращению с которыми он не обучен и не проинструктирован.
1.16. За невыполнение требований безопасности, изложенных в настоящей инструкции, газосварщик несет ответственность в соответствии с действующим законодательством РФ.
2. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Проверить наличие и исправность средств индивидуальной защиты. Надеть их, застегнуть манжеты рукавов костюма.
2.2. Осмотреть и подготовить свое рабочее место, убрать все лишние предметы, не загромождая при этом проходов. Проверить состояние пола на рабочем месте. Если пол скользкий или мокрый, необходимо его вытереть.
2.3. Проверить наличие и исправность газосварочной аппаратуры, вентиляции, инструмента, приспособлений, а также воды в водяном затворе.
2.4. Подготовить холодную воду для охлаждения горелки (резака), огнетушители, ящик с песком и другие средства пожаротушения.
2.5. Убедиться, что вблизи места сварочных работ нет легковоспламеняющихся и горючих материалов. Если они имеются, убрать их не менее чем на 5 м от места сварки (резки).
2.6. Транспортировку баллонов с газом производить только на специальных тележках. Не бросать баллоны, не ударять друг о друга, не браться при подъеме баллона за его вентиль. Следить, чтобы на штуцере вентиля была заглушка, а на баллоне колпак.
2.7. Включить вентиляцию.
— работать неисправным инструментом и приспособлениями или на неисправном оборудовании, а также самому производить устранение неисправностей;
— переносить баллоны на плечах (одним или двумя рабочими).
3. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
3.1. При проведении газосварочных работ на временных постах ограждать их негорючими ширмами или щитами высотой не менее 1,8 м, обеспечить средствами пожаротушения. Проводить такие работы только после получения разрешения на производство сварочных работ.
3.2. Хранить на стационарном сварочном посту баллоны с ацетиленом (или другими газами) и кислородом раздельно в металлическом шкафу с перегородкой и полом, исключающими искрообразование при ударе.
3.3. Баллоны устанавливать в специальные стойки в вертикальном положении и прочно крепить их хомутами или цепями. В летнее время защищать их от прямого попадания солнечных лучей.
3.4. На сварочном посту разрешается иметь только по одному заполненному баллону с ацетиленом (или другими газами) и кислородом.
3.5. Производить газовую сварку, резку и нагрев деталей на расстоянии не менее 10 м от ацетиленовых генераторов, не менее 5 м от кислородных и ацетиленовых (или с другими газами) баллонов, не менее 3 м от ацетиленовых трубопроводов и не менее 1,5 м от кислородопроводов.
3.6. Зажигать газ в горелке спичкой или специальной зажигалкой.
3.7. При кратковременных перерывах в работе или по окончании работы погасить газовую горелку и положить на специальную подставку.
3.8. При работе с помощником быть осторожным, не направлять на него пламя горелки и не разрешать ему находиться против пламени горелки.
3.9. Размещать наполненные газом баллоны на расстоянии не менее 1 м от отопительных систем и паропроводов, расстояние от баллонов до печей и других открытых источников тепла должно быть не менее 5 м.
3.10. Снимать колпак без применения ударного инструмента, могущего вызвать искру. Если колпак не отворачивается, баллон возвратить заводу (цеху) — изготовителю.
3.11. Перед использованием кислородных баллонов, редукторов и шлангов проверить, нет ли на штуцерах следов масла. При обнаружении следов масла на штуцерах кислородного баллона, баллон отправить на завод-наполнитель, сделав соответствующую надпись: «Осторожно. Полный с газом».
3.12. В процессе работы не допускать попадание масла на шланги и горелку.
3.13. Присоединять редуктор к баллону с газом только с помощью специального ключа. Перед этим осмотреть штуцер баллона и продуть его кратковременным открыванием вентиля на 1/4 — 1/2 оборота. При продувке не находиться против штуцера баллона.
3.14. Применять только проверенную газовую аппаратуру (все газовые редукторы и газопроводы должны осматриваться и испытываться на газонепроницаемость 1 раз в 3 месяца, а резаки и горелки — 1 раз в месяц ответственным лицом с оформлением акта).
3.15. Для уплотнения газового редуктора применять только фибровую прокладку.
3.16. Во время работы с ацетиленовым газогенератором выполнять следующие требования:
— не курить и не пользоваться открытым огнем в помещении, где установлен газогенератор;
— не менее двух раз в смену проверять исправность водяного затвора и уровень воды в нем, постоянно поддерживая его не ниже отверстия контрольного крана;
— замерзшие газогенераторы и трубопроводы отогревать только горячей водой (паром);
— не увеличивать давление в газогенераторе свыше допустимого путем наложения дополнительного груза на колокол;
— устанавливать переносной газогенератор на открытой площадке или в хорошо проветриваемом помещении. При этом газогенератор должен быть огражден и на ограждении вывешены предупредительные надписи: «Огнеопасно», «Не курить», «Не подходить с огнем»;
— передвигать переносной газогенератор только после его разрядки (полностью выпущен газ и удалены остатки карбида);
— вскрытие барабанов с карбидом кальция производить при помощи дюралюминиевого или латунного зубила и молотка или других инструментов из указанных материалов;
— на газосварочном посту хранить карбид кальция следует в количестве сменной потребности,
— сливать ил только в специальные иловые ямы.
3.17. Разряжать газогенератор системы «вода на карбид» только после того, как из открытого продувочного крана потечет вода.
3.18. Применять резиновые шланги, только в соответствии с их назначением. Не допускается использовать кислородные шланги для подачи ацетилена и наоборот. Перед присоединением шлангов к горелке их следует предварительно продуть — рабочими газами. Длина шлангов должна быть от 10 до 20 м. Шланги необходимо предохранять от внешних повреждений, воздействия высоких температур, искр и пламени.
3.19. Закреплять шланги на соединительных ниппелях, на штуцерах горелки и редуктора только при помощи специальных хомутиков. Допускается не более двух сращиваний на каждом шланге посредством ниппелей.
3.20. Проверять герметичность вентиля баллона, редуктора и соединений шлангов по манометру (не должно быть колебания стрелок при отсутствии забора газа), а также путем смачиванием подозрительных мест мыльным раствором.
3.21. Для освещения рабочего места пользоваться переносным светильником напряжением не выше 42 В (12 В внутри емкостей).
3.22. Перед сваркой (резкой) емкости, в которой находилось легковоспламеняющееся вещество (бензин, керосин, сжиженный газ, масло и т.п.), потребовать, чтобы эта емкость была тщательно промыта, пропарена и проверена на содержание в ней взрывоопасной смеси газоанализатором.
3.23. Сварку емкостей производить при открытых крышках или пробках.
3.24. Проводить сварочные работы внутри емкости, колодца, в траншее и т.п. только после получения наряда-допуска и соблюдения указанных в нем мер безопасности. Снаружи у люка (лаза) емкости должен неотлучно находиться помощник страхующий работу газосварщика.
3.25. Перед сваркой (резкой) вблизи токоведущих устройств потребовать, чтобы последние были обесточены.
3.26. Очищать металл в местах, подлежащих сварке или резке, от краски, масла, ржавчины, окалины, грязи и т п.
3.27. При вырезке поврежденных мест и резке металла не придерживать рукой вырезаемые (отрезаемые) части.
— применять для подачи кислорода редукторы, шланги, использованные ранее для работа с другими газами;
— зажигать газовую горелку от горячей детали;
— соединять ацетиленовые шланги медной трубкой;
— производить газосварку (резку) в помещениях, где производятся работы по окраске или находятся легковоспламеняющиеся материалы;
— работать двум сварщикам от одного водяного затвора;
— пользоваться замасленными шлангами, допускать их скручивание, сплющивание и изломы;
— работать при загрязненных выходных каналах мундштуков газовой горелки;
— хранить карбид кальция в поврежденных барабанах;
— применять огонь для проверки герметичности вентилей баллона, редуктора и соединений шлангов;
— сваривать сосуды и трубопроводы, находящиеся под давлением;
— подтягивать гайки с целью устранения неплотности в резьбовых соединениях газопроводов, находящихся под давлением;
— производить сварку или резку на весу и без защитных очков;
— перемещаться с горящей горелкой (резаком) вне пределов рабочего места и не подниматься с ней по трапам, лестницам-стремянкам и т.п.;
— выпускать из рук горящую горелку (резак) даже на короткое время;
— пользоваться баллоном о просроченной датой испытания;
— загружать в загрузочные ящики газогенератора карбид кальция меньшей грануляции, чем указано в паспорте газогенератора;
— сливать ил в канализацию или разбрасывать его по территории.
4. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПРИ АВАРИЙНЫХ СИТУАЦИЯХ
4.1. При обнаружении утечки газа работу немедленно прекратить, устранить утечку, проветрить помещение.
4.2. Прочищать мундштук наконечника латунной иглой, а не стальной проволокой.
4.3. При обратном ударе пламени немедленно закрыть ацетиленовый и кислородный вентили на горелке (резаке), вентиль водяного затвора и вентиль на баллоне. После этого охладить горелку (в холодной воде без следов масла).
4.4. Прежде чем вновь зажечь горелку, проверить уровень воды в водяном затворе и состояние разрывной мембраны в затворе, а также проверить шланги и продуть их газами.
4.5. Прекратить проведение газосварочных работ в случае возникновения пожара вблизи газосварочного поста.
4.6. При несчастном случае необходимо немедленно сообщить о случившемся администрации, вызвать скорую помощь по телефону 103 (если это необходимо), сохранить обстановку такой, какой она была на момент происшествия (если это не угрожает жизни и здоровью работников и не приведет к дальнейшей аварии), оказать помощь пострадавшему.
4.7. При возникновении пожара вызвать пожарную команду по телефону 101 и приступить к тушению пожара имеющимися первичными средствами пожаротушения.
4.8. При обнаружении запаха газа или прорыве трубопроводов (водоснабжения, канализации, отопления и других) вызвать соответствующую специализированную аварийную бригаду.
5. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТЫ
5.1. Для гашения горелки или резака вначале закрыть вентиль ацетилена, а затем вентиль кислорода.
5.2. Закрыть вентиль на баллонах или газопроводах, выпустить газ из всех коммуникаций и освободить зажимные пружины редукторов. Отвернуть шланги и редуктор от баллона. На пустых баллонах сделать надпись «Пустой». Если в баллонах остался газ, то навернуть на них предохранительные колпаки и отвезти их в шкафы, находящиеся снаружи помещения. Установить баллоны в соответствующие отделения шкафа в зависимости от содержащегося в них газа.
5.3. Отключить вентиляцию, разрядить газогенератор.
5.4. Убрать горелку, резак, редуктор, шланги, инструмент и приспособления в отведенное для них место.
5.5. Привести в порядок рабочее место, убрать обрезки из проходов, сложить устойчиво детали на специально отведенном для них место.
5.6. Снять средства индивидуальной защиты и убрать их в предназначенное для них место. Своевременно сдавать специальную одежду и другие средства индивидуальной защиты в химчистку (стирку) и ремонт.
5.7. Вымыть руки с мылом и принять душ.
5.8. Обо всех недостатках, обнаруженных во время работы, известить своего непосредственного руководителя.
![]()
dlya_gazosvarshchika.doc
Инструкция по от для сварщика полимерных трубопроводов
Приложение 1 Технологическая карта сварки труб из полиэтилена встык нагретым инструментом (НИ-01-СК/СБ)
Библиография
1 Область применения
Технологическая инструкция «применяется для сварки напорных труб диаметром до 630 мм и фасонных частей к ним из полиэтилена, предназначенных для транспортирования воды хозяйственно-питьевого назначения и технических нужд при температуре от 0° до 40°С производимых по ГОСТ 18599, ГОСТ 32415 и ТУ 2248-006-88742502-2004 [1].
2. Нормативные ссылки
В настоящей инструкции использованы ссылки на следующие нормативные документы:
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия
ГОСТ 32415-2013 Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия
ГОСТ Р 52779-2007 Детали соединительные из полиэтилена для газопроводов. Общие технические условия
ГОСТ Р 53652.3-2009 Трубы из термопластов. Метод определения свойств при растяжении. Часть 3. Трубы из полиолефинов
ГОСТ Р 54792-2011 Дефекты в сварных соединениях термопластов. Описание и оценка
ГОСТ Р ИСО 12176-1-2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык
3. Подготовка сварочного производства
3.1. Требования к квалификации сварщиков
3.1.1. Сварщики и специалисты сварочного производства, выполняющие работы по сварке нагретым инструментом труб должны быть аттестованы в соответствии с ПБ 03-273-99 и РД 03-495-02 [3].
3.1.2. Сварку допускных стыков осуществляют в условиях, приближенных к производственным. Допускные образцы изготавливаются из отрезков полиэтиленовых труб длиной не менее 300 мм. Допускные образцы подвергают визуальному и измерительному контролю и испытанию на осевое растяжение.
3.2 Свариваемые материалы
3.2.1. Трубы и соединительные детали из полиэтилена должны иметь документ о качестве.
3.2.2. Документ о качестве, сопровождающий каждую партию труб (деталей), содержит: наименование и (или) товарный знак предприятия-изготовителя; номер партии и дату изготовления; условное обозначение трубы (детали); размер партии в метрах (штуках); марку сырья; условия и сроки хранения; результаты испытаний или подтверждение о соответствии качества требованиям нормативной документации.
3.2.3 Входной контроль заключается в оценке свариваемых материалов: труб, соединительных деталей и других изделий. При входном контроле материалов следует проверить визуальным контролем соответствие их требованиям стандартов или других нормативных сопроводительных документов.
3.2.4 В случае неполноты приведённых данных в документе о качестве или при необходимости проверки качества труб из полиэтилена, при входном контроле проводят испытания на осевое растяжение. Контроль выполняют в аттестованной лаборатории.
3.3 Сварочное оборудование
3.3.1 Работы должны проводиться при температуре воздуха не ниже -10°С и не выше +35°С. При более широком интервале температур сварочные работы следует выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала.
3.3.2 Подготовительные операции включают:
подготовку и проверку работоспособности сварочного оборудования;
подготовку места сварки и размещение сварочного оборудования;
выбор необходимых параметров сварки;
закрепление и центровку труб и деталей в зажимах центратора сварочной машины;
механическую обработку торцов свариваемых поверхностей труб и деталей.
3.3.3 При подготовке сварочного оборудования подбираются зажимы и вкладыши, соответствующие диаметру свариваемых труб. Вкладыши зажимов должны быть чистыми, без сколов и заусенцев, которые могли бы повредить поверхность труб. Рабочие поверхности нагревателя и инструмента для обработки полиэтиленовых труб очищаются от пыли и остатков полиэтилена.
3.3.4 Работоспособность оборудования определяется при визуальной проверке комплектующих узлов сварочных машин, аппаратов, приспособлений и их контрольном включении. У сварочных машин стыковой сварки проверяют плавность перемещения подвижного зажима центратора и работу торцевателя. Особое внимание уделяется визуальной проверке изоляции электрических кабелей и заземлителей.
3.3.5 При сварке встык свободный конец трубы или плети закрывают инвентарными заглушками для предотвращения сквозняков внутри свариваемых труб.
3.3.6 Оборудование перед использованием должно быть проконтролировано на наличие паспорта завода-изготовителя, комплектность и исправность, и должно обеспечивать заданные режимы работы. Оборудование должно быть аттестовано согласно РД 03-614-03 [3].
3.4 Требования к организации сварочного производства
Организация, производитель сварочных работ, должна пройти процедуры проверки готовности на использование аттестованной сварочной технологии в соответствии с РД 03-615-03 [5].
4. Требования к сборке и сварке
4.1. Стыковая сварка рекомендуется для соединения между собой труб и соединительных деталей наружным диаметром более 50 мм и толщиной стенки более 4 мм.
 | |
| 866 × 1379 пикс.   Открыть в новом окне | |
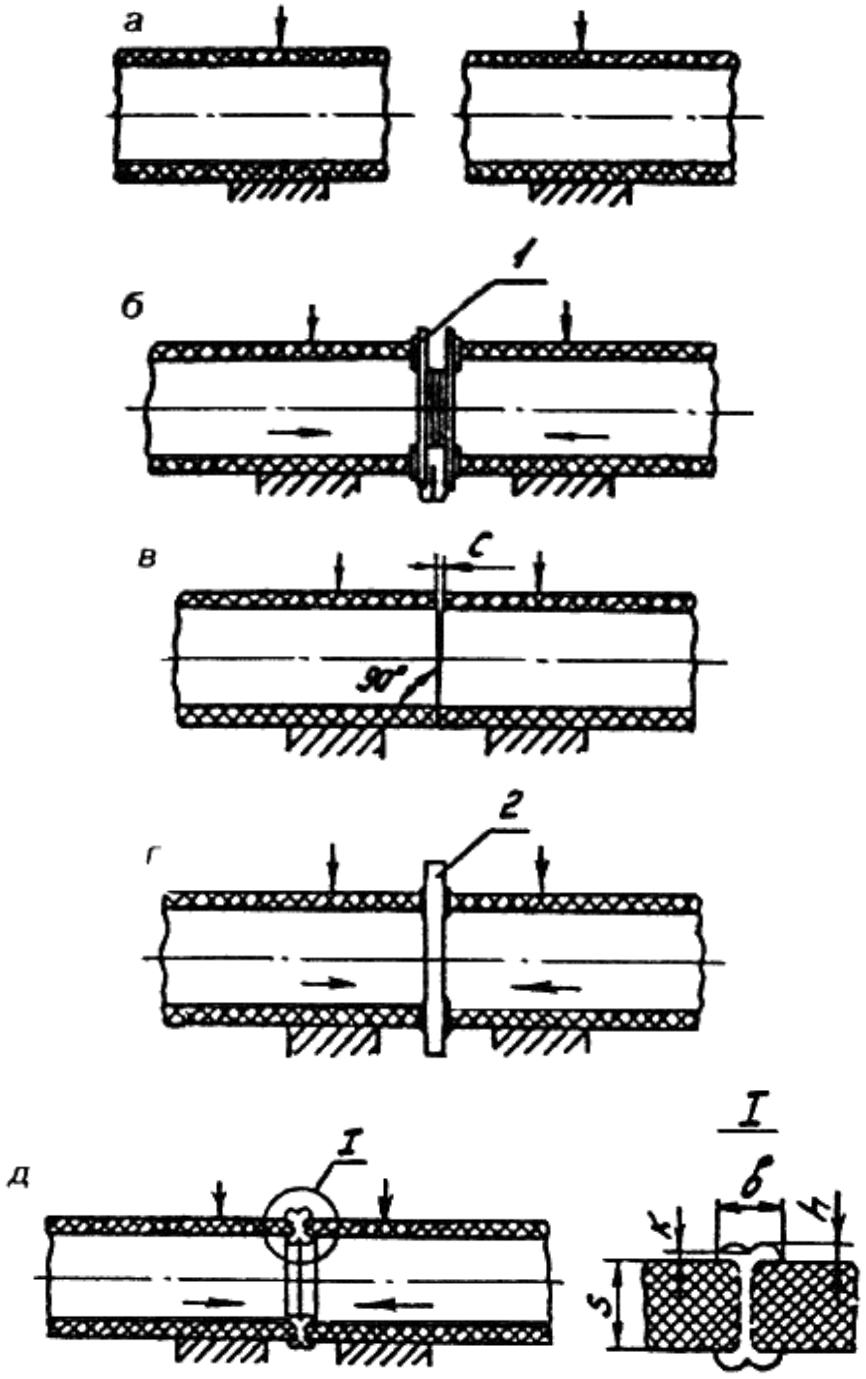
а — центровка и закрепление в зажимах сварочной машины концов свариваемых труб; б — механическая обработка торцов труб с помощью торцовки 1; в — проверка точности совпадения торцов по величине зазора с; г — нагрев и оплавление свариваемых поверхностей нагретым инструментом 2; д — осадка стыка
Рисунок 4.1 — Последовательность процесса сборки и сварки труб нагретым инструментом
4.2. Основными параметрами при сварке нагретым инструментом встык являются температура нагретого инструмента (Тн) и величины давления (Роп, Рн и Рос) и времени (tоп, tн, tп, tд и tохл). Значение параметров принимается в соответствии с рекомендациями завода-изготовителя сварочного оборудования.
Прочность шва снижается как при понижении, так и при повышении температуры расплава, поэтому большинство опасных дефектов возникает именно при перегреве или недогреве торцов свариваемых труб.
Технологическая карта и протокол сварки полиэтиленовых труб
Протокол сварки полиэтиленовых труб является результатом правильно разработанной технологической карты согласно требованиям нормативных документом системы аттестации сварочного производства НАКС.

В современном мире полимерные материалы все больше вытесняют металл, поскольку они обладают превосходной химической стойкостью, низким удельным весом, стойкостью к абразивному износу, высокой прочностью на растяжение и низким водопоглощением. Сейчас уже не в диковинку, что полимерные трубы и фитинги используют в трубопроводах холодного и горячего водоснабжения, газоснабжении, водоотведении (канализация). Эти системы являются жизненно важными, поэтому к качеству материалов и сварных соединений предъявляются высокие требования. Поломка любого трубопровода может вызвать техногенную катастрофу влекущую за собой экологическую катастрофу и даже гибель людей.
С целью обеспечения безупречного качества в НАКС была разработана процедура аттестации технологии сварки, сварщиков и оборудования, в рамках которой является обязательным разработка технологических карт, которые позволяют обеспечить повторяемость процесса, а протокол служит подтверждением соблюдения всех режимов и условий.
Форма технологической карты на сварку полиэтиленовых труб
Сварку полимерных труб и муфт производят следующими способами:

- нагретым инструментом (НИ);
- закладными нагревателями (ЗН);
- нагретым газом (НГ);
- экструзионная сварка (Э).
Ниже представлены образцы технологических карт сварки нагретым инструментом и закладными нагревателями. А здесь и здесь можно их скачать.
Карта технологического процесса сварки полимерных труб встык нагретым инструментом
| Наименование изделия | сварное соединение |
| Способ сварки | НИ |
| НД | СП 42-101-96; СП42-105-99 |
| Вид соединения | стыковое |
| Сварочное оборудование | |
| Ф.И.О. сварщика | |
| Характеристика деталей: | |
| завод-изготовитель | |
| марка материала | полиэтилен ПЭ80 |
| дата выпуска | |
| номер сертификата | |
| диаметр трубы | 110мм |
| толщина стенки, (SDR) | 10мм, (11,0) |
| Клеймо сварщика | |
| Эскиз сварного соединения | |
| Конструкция сборки | Конструктивные элементы сварного соединения |
|---|---|
 |  |
g — высота грата;
е — ширина грата;
с — превышение впадины между валиками грата и поверхностью детали
Технологические параметры сварки труб встык нагревательным инструментом и их значения (в соответствии с СП 42-101)
5. Время при прогреве tпр, сек., в зависимости от типа свариваемых труб и температуры окружающего воздуха
8. Время при охлаждении tохл, мин, не менее, в зависимости от температуры окружающего воздуха
Дополнительные технологические требования по сварке:
- на длину не менее 50 мм от торцов протереть поверхности концов свариваемых деталей сперва увлажненной, а затем сухой ветошью;
- разместить и зафиксировать трубы в зажимах центратора установки для сварки;
- отцентрировать детали по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10% номинальной толщины стенки свариваемых труб;
- отторцевать свариваемые поверхности деталей непосредственно в сварочной установке;
- повторно проверить центровку и отсутствие зазоров в стыке (допускается зазор не более 0,3 мм). Измерение зазора производят лепестковым щупом (ГОСТ 882-75) с погрешностью 0,05 мм;
- выполнить измерение усилия при холостом ходе подвижного зажима центратора установки с зафиксированной в нем трубой и скорректировать величину усилия давления при оплавлении, прогреве и осадки;
- установить требуемые параметры режима и выполнить процесс сварки;
- после сварки произвести охлаждение стыка под давлением осадки в течение времени охлаждение (tохл.);
- на наружной поверхности маркером написать клеймо сварщика;
- вынуть деталь из установки и провести визуальный и измерительный контроль.
Требования к контролю качества
| Метод контроля | Наименование (шифр) НД | Объем контроля (%, кол-во образцов) |
|---|---|---|
| 1. Визуальный и измерительный | СП 42-101; СП 42-105 | 100 % |
| 2. Ультразвуковой | Инструкция* | 100 % |
| 3. Испытание на статическое растяжение | ГОСТ 11262; СП 42-105 | ≥ 5 образцов |
* Инструкция по ультразвуковому контролю сварных стыковых соединений полиэтиленовых труб, утвержденная ОАО «Росгазификапия», 1999 г.
| Разработал: | (подпись, дата) | Фамилия И.О. |
Карта технологического процесса сварки полимерных труб с применением деталей с закладными нагревателями
| Наименование изделия | сварное соединение | ||||
| Способ сварки | ЗН | ||||
| НД | СП 42-101-96; СП 42-105-99 | ||||
| Вид соединения | стыковое | ||||
| Сварочное оборудование | ЗНШ | ||||
| Ф.И.О. сварщика | |||||
| Характеристика деталей: | |||||
| завод-изготовитель | |||||
| марка материала | |||||
| дата выпуска | |||||
| номер сертификата (ГОСТ/ТУ) | |||||
| диаметр трубы | 50 мм | ||||
| толщина стенки, (SDR) | 4,5 мм (11,1) | ||||
| Клеймо сварщика | |||||
| Технологические параметры сварки* | |||||
| Температура окружающего воздуха, °С | Наружный диаметр трубы, мм | Толщина стенки, мм | SDR | Время охлаждения после сварки, мин | |
|---|---|---|---|---|---|
| 20 | 50 | 4,5 | 11,1 | 7 | |
*При сварке на аппаратах с ручным вводом параметров режима сварки указывают их действительные значения.
Дополнительные технологические требования по сварке:
- произвести обрезку труб под прямым углом к их осям;
- пометить на торцах участок сварки длинной не менее 0,5 длины фитинга от края;
- произвести зачистку механическим способом поверхности деталей в зоне сварки от оксидного пленки на глубину 0,1—0,2 мм;
- провести снятие фаски на внутренней и наружной поверхностях торца трубы;
- при помощи приспособления придать трубе в зоне сварки круглую форму;
- обезжирить зону сварки;
- маркером на поверхность трубы нанести отметки на расстоянии 0,5 длины фитинга от торца трубы;
- закрепить детали в позиционере или на выравнивающих опорах;
- вставить подготовленные торцы труб в фитинг, после чего подключить его к сварочному аппарату;
- в сварочный аппарат, при помощи карандаша, записать параметры сварки, которые указаны на штрихкоде этикетки фитинга;
- включить сварочный аппарат и осуществить сварку;
- провести визуальный и измерительный контроль сварного соединения.
Требования к контролю качества
Протокол сварки полиэтиленовых труб или муфт
После того, как проведена процедура аттестации и технологическая карта на сварку полиэтиленовых труб или муфт утверждена в НАКС — можно приступать к промышленной сварке изделий. Для того, чтобы отслеживать точность соблюдения параметров и режимов сварки предусмотрена обязательная регистрация этих данных в виде протокола.

Протокол сварки полиэтиленовых труб включает в себя информацию:
- название модели или номер сварочного аппарата;
- дата сварки;
- Ф.И.О. сварщика и/или клеймо;
- наименование проекта или объекта;
- материал;
- типоразмер трубы или муфты;
- SDR (стандартное размерное отношение трубы т.е. отношение номинального наружного диаметра к номинальной толщине стенки);
- температура воздуха окружающей среды;
- давление сопротивления;
- режимы сварки: температура, давления, время и т.д.;
- другая дополнительная информация: погодные условия, меры защиты, № шва, ошибки и т.д.
Каждый производитель сварочных аппаратов делает свое уникальное внешнее оформление протокола и добавлять как можно больше дополнительной информации, которая позволит с точностью проанализировать причину образования дефектов.
Образец протокола сварки полиэтиленовых труб можно скачать по ссылке.
Источник https://prom-nadzor.ru/content/instrukciya-po-ohrane-truda-dlya-gazosvarshchika
Источник https://www.dokipedia.ru/document/5326015?pid=2259
Источник https://weldering.com/tehnologicheskaya-karta-protokol-svarki-polietilenovyh-trub





