Металлические трубопроводы строительные конструкции
Настоящий стандарт распространяется на горячедеформированные бесшовные трубы для сварных стальных строительных конструкций.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 53364-2009 (ИСО 10474:1991) Трубы стальные и изделия из труб. Документы о приемочном контроле
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10006-80 (ИСО 6892-84)Трубы металлические. Метод испытания на растяжение
ГОСТ 10243-75 Сталь. Метод испытаний и оценки макроструктуры
ГОСТ 10692-80 Трубы стальные, чугунные и соединительные части к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 12344-2003 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-2001 (ИСО 671-82, ИСО 4935-89) Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 (ИСО 439-82, ИСО 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12349-83 Стали легированные и высоколегированные. Методы определения вольфрама
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351-2003 (ИСО 4942:1988, ИСО 9647:1989) Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12353-78 Стали легированные и высоколегированные. Методы определения кобальта
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356-81 Стали легированные и высоколегированные. Методы определения титана
ГОСТ 12357-84 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 12359-99 (ИСО 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12360-82 Стали легированные и высоколегированные. Методы определения бора
ГОСТ 12361-2002 Стали легированные и высоколегированные. Методы определения ниобия
ГОСТ 12362-79 Стали легированные и высоколегированные. Методы определения микропримесей сурьмы, свинца, олова, цинка и кадмия
ГОСТ 12363-79 Стали легированные и высоколегированные. Методы определения селена
ГОСТ 12364-84 Стали легированные и высоколегированные. Методы определения церия
ГОСТ 12365-84 Стали легированные и высоколегированные. Методы определения циркония
ГОСТ 17410-78 Контроль неразрушающий. Трубы металлические бесшовные цилиндрические. Методы ультразвуковой дефектоскопии
ГОСТ 18360-93 Калибры-скобы листовые для диаметров от 3 до 260 мм. Размеры
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.6-88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 28473-90 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие требования к методам анализа
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Требования при оформлении заказа
3.1 При оформлении заказа заказчик должен предоставить информацию, приведенную в таблице 1.
Таблица 1 — Информация, предоставляемая при оформлении заказа
Номер подраздела настоящего стандарта
1.1 Наименование изделия (труба)
1.2 Размеры трубы
1.4 Группа прочности
1.5 Температура испытания на ударный изгиб (для группы прочности II)
1.6 Обозначение настоящего стандарта
1.7 Количество (общая масса или общая длина) труб или число штук (для труб мерной длины)
2.1 Увеличенные предельные отклонения по длине труб
2.2 Повышенная точность труб по наружному диаметру и/или толщине стенки
2.3 Изготовление труб по внутреннему диаметру и толщине стенки с указанием предельных отклонений внутреннего диаметра
2.4 Трубы с размерами, не предусмотренными таблицей 2
2.5 Трубы длиной, не предусмотренной 4.2
2.6 Труб с комбинированными предельными отклонениями
2.7 Изготовление труб по наружному и внутреннему диаметрам и разнотолщинности с указанием предельных отклонений внутреннего диаметра и норм разнотолщинности
2.8 Дополнительные требования к качеству поверхности труб
2.9 Фаски на концах труб, подлежащих сварке
3.2 Примеры условных обозначений
Труба наружным диаметром 168 мм, толщиной стенки 7 мм, длиной, кратной мерной, 6000 мм, повышенной точности изготовления по диаметру и толщине стенки, группы прочности III по ГОСТ Р 54864:
Труба 168 × 7 × 6000кр п-III — ГОСТ Р 54864-2011
Труба наружным диаметром 245 мм толщиной стенки 25 мм, длиной 12500 мм (мерная длина), обычной точности изготовления по диаметру и толщине стенки, группы прочности I по ГОСТ Р 54864:
Труба 245 × 25 × 12500-I — ГОСТ Р 54864-2011
Труба наружным диаметром 152 мм, внутренним диаметром 140 мм, с нормированием разнотолщинности, длиной 12000 мм (мерная длина), обычной точности изготовления по диаметру, группы прочности II по ГОСТ Р 54864:
Труба 152 × вн. 140 × 12000-II — ГОСТ Р 54864-2011
Труба наружным диаметром 146 мм повышенной точности, толщиной стенки 10 мм обычной точности, немерной длины, группы прочности III по ГОСТ Р 54864:
Труба 146п × 10-III — ГОСТ Р 54864-2011
4 Сортамент
4.1 Размеры и масса 1 м труб должны соответствовать приведенным в таблице 2. По согласованию между изготовителем и заказчиком допускается поставка труб других размеров, не предусмотренных таблицей 2.
а) немерной длины — в пределах от 3,0 до 12,5 м;
б) мерной длины — в пределах немерной;
в) длины, кратной мерной, — в пределах немерной длины с припуском на каждый рез по 5 мм. По согласованию между изготовителем и заказчиком допускается изготовлять трубы длиной, выходящей за пределы, указанные для труб немерной длины.
Таблица 2 — Размеры и масса 1 м труб
Масса 1 м труб, кг, при толщине стенки, мм
Продолжение таблицы 2
Наружный диаметр,
мм
Окончание таблицы 2
Наружный диаметр, мм
Примечание — Теоретическую массу 1 м труб М вычисляют по формуле
М = 0,02466 · S ( D — S ),
где S — толщина стенки, мм;
D — наружный диаметр, мм.
Теоретическая масса является справочной величиной.
а) +10 мм — для труб диаметром до 168 мм включительно, длиной до 6000 мм включительно;
б) +15 мм -для труб диаметром свыше 168 мм и/или длиной свыше 6000 мм.
По согласованию между изготовителем и заказчиком допускается изготавливать трубы с другими предельными отклонениями, но не более + 100 мм.
По требованию заказчика предельные отклонения диаметра и толщины стенки труб должны соответствовать требованиям повышенной точности изготовления, указанным в таблицах 3 и 4.
Таблица 3 — Предельные отклонения по наружному диаметру труб
Предельное отклонение для труб точности изготовления
Св. 50 до 219 включ.
4.6 Отклонение от прямолинейности термически обработанных труб на любом участке длиной 1 м не должно превышать:
1,5 мм — для труб толщиной стенки до 20,0 мм включительно;
2,0 мм — для труб толщиной стенки свыше 20,0 до 30,0 мм включительно;
4,0 мм — для труб толщиной стенки свыше 30,0 мм.
Отклонение от прямолинейности по всей длине труб не должно превышать 0,2 % длины.
Таблица 4 — Предельные отклонения по толщине стенки труб
Толщина стенки, мм
Предельные отклонения, %, по толщине стенки труб точности изготовления
Св. 15 до 30 включ.
Предельные отклонения по внутреннему диаметру труб, нормы разнотолщинности устанавливают по согласованию между изготовителем и заказчиком.
5 Технические требования
5.1 Трубы изготовляют из углеродистой и низколегированной стали, полученной в сталеплавильных агрегатах с применением внепечной обработки в установке «ковш-печь» и установке вакуумирования стали. Для производства труб должны быть использованы катаные, кованые или непрерывнолитые заготовки.
Таблица 5 — Механические свойства металла труб
Ударная вязкость KCV, Дж/см 2 , при температуре, °С
Св. 3,5 до 10 включ.
Св.10 до 20 включ.
Св.20 до 40 включ.
От 3,5 до 10 включ.
Св.10 до 40 включ.
От 3,5 до 30 включ.
Примечание — Температура испытаний на ударный изгиб для труб группы прочности II выбирается заказчиком и указывается в заказе.
5.3 Химический состав стали должен соответствовать нормам, приведенным в таблице 6.
5.4 Для химического состава стали в готовых трубах допускаются отклонения, указанные в таблице/.
5.5 Трубы группы прочности I с любой толщиной стенки и группы прочности II с толщиной стенки до 8 мм включительно по выбору изготовителя поставляются без термической обработки или после термической обработки.
Трубы группы прочности II с толщиной стенки более 8 мм и трубы групп прочности III и IV с любой толщиной стенки должны поставляться после обязательной термической обработки (нормализации, нормализации с отпуском или закалки с отпуском) по режимам предприятия-изготовителя. Для труб с толщиной стенки более 10 мм допускается проведение нормализации с ускоренным охлаждением.
Допускается нормализационная прокатка труб.
Таблица 6 — Химический состав стали труб
Массовая доля элементов по плавочному анализу, %
Примечание — Сталь должна быть обработана кальцием или кальцийсодержащими сплавами.
Таблица 7 — Допускаемые отклонения химического состава стали в готовых трубах
Допускаемое отклонение, % по массе
Значение углеродного эквивалента Сэ не должно превышать 0,41 % для труб группы прочности II; 0,43 % — для труб группы прочности III; 0,45 % — для труб группы прочности IV и должно определяться по формуле
Сэ = С + Мn/6 + (Сr + Мо + V + Nb + Ti) /5 + (Сu + Ni) /15,
где С, Мn, Сr, Мо, V, Nb, Ti, Сu и Ni — массовые доли углерода, марганца, хрома, молибдена, ванадия, ниобия, титана, меди и никеля по плавочному анализу, %.
5.8 В макроструктуре труб с толщиной стенки 12 мм и более не допускаются расслоения, трещины, пустоты, завороты корочки, флокены, неоднородные включения, видимые без применения специальных приборов.
5.9 Трубы должны выдерживать испытание на загиб.
5.10 Трубы должны проходить неразрушающий дефектоскопический контроль после окончания технологических операций, связанных с термической обработкой и деформированием металла.
Допускается концы труб толщиной стенки 20 мм и более обрезать автогеном или плазменной резкой. По требованию заказчика резка труб автогеном не допускается.
Таблица 8 — Максимальный угол внутренней фаски
Максимальный угол внутренней фаски
Св. 10,0 до 14,0 включ.
Св. 14,0 до 16,0 включ.
5.13 Маркировка и упаковка труб — по ГОСТ 10692.
6 Правила приемки
6.1 Трубы принимают партиями. Партия должна состоять из труб одного наружного диаметра и толщины стенки, одной группы прочности, одного вида термической обработки (для термически обработанных труб), одной плавки и сопровождаться одним документом о качестве (сертификатом) в соответствии с ГОСТ Р 53364, удостоверяющим соответствие их качества требованиям настоящего стандарта с обязательным указанием:
— химического состава и значения углеродного эквивалента;
— вида проведенной термической обработки, в том числе нормализационной прокатки;
— результатов всех испытаний согласно требованиям настоящего стандарта;
— отметки о прохождении неразрушающего дефектоскопического контроля;
— дополнительных требований к трубам, а также особенностей изготовления, принятых по согласованию между изготовителем и заказчиком;
6.2 Число труб в партии должно быть не более:
а) 400 шт. — для труб диаметром не более 76 мм;
б) 200 шт. — для труб других размеров.
6.3 Контролю размеров, длины, формы и качеству поверхности подвергают каждую трубу партии.
6.4 Для контроля макроструктуры, механических свойств, испытаний на загиб отбирают две трубы от партии.
6.5 Для проверки химического состава отбирают одну трубу от плавки.
6.6 Неразрушающему дефектоскопическому контролю в соответствии с требованиями 5.10 подвергают каждую трубу.
6.7 Нормы отбора труб для контроля на соответствие 5.11 и 5.12 устанавливаются в документации изготовителя.
6.8 При получении неудовлетворительных результатов хотя бы по одному из испытаний (на загиб, макроструктуры или механических свойств) по нему проводят повторные испытания на удвоенной выборке от той же партии.
Результаты повторных испытаний являются окончательными и распространяются на всю партию.
6.9 Для исправления свойств допускается подвергать трубы дополнительной термической обработке и предъявлять к приемке как новую партию.
7 Методы контроля
7.1 Контроль наружного диаметра труб проводят калибром-скобой по ГОСТ 18360, штангенциркулем по ГОСТ 166 или микрометром по ГОСТ 6507.
Контроль толщины стенки труб проводят трубным микрометром типа МТ по ГОСТ 6507 либо индикаторным стенкомером по ГОСТ 11358.
Контроль длины труб проводят рулеткой по ГОСТ 7502.
Контроль кривизны труб на 1 м длины проводят поверочной линейкой по ГОСТ 8026 и щупом по действующему нормативному документу.
Измерение общей кривизны проводят с помощью струны и линейки. Общую кривизну определяют как частное от деления максимального значения прогиба на длину трубы.
Допускается проводить контроль другими средствами измерений, метрологические характеристики которых обеспечивают необходимую точность.
Контроль труб в соответствии с 5.11 и 5.12 проводят по технологии предприятия-изготовителя.
7.2 Для контроля химического состава, макроструктуры, испытаний на загиб и растяжение из каждой отобранной трубы вырезают по одному образцу, для испытаний на ударный изгиб — по три образца для каждой температуры испытаний.
Допускается применять другие методы анализа, обеспечивающие точность определения в соответствии с указанными выше стандартами.
При разногласии в оценке качества продукции по химическому составу испытания проводят по указанным выше стандартам.
7.4 Испытание на растяжение проводят по ГОСТ 10006 на продольных образцах.
7.5 Испытание на ударный изгиб проводят по ГОСТ 9454 на продольных образцах типов 11 — 13. Значение ударной вязкости определяют как среднеарифметическое результатов испытаний трех образцов. Для одного из трех образцов допускается снижение ударной вязкости на 30 %. Для труб с толщиной стенки от 3,5 до 5,0 мм испытания проводят на образцах с необработанной наружной и внутренней поверхностями, при этом ширину образцов принимают равной толщине стенки трубы.
7.6 Испытания на загиб проводят по ГОСТ 3728 на продольных образцах.
7.7 Макроструктуру металла труб проверяют на протравленном кольцевом поперечном образце по ГОСТ 10243.
7.8 Неразрушающий дефектоскопический контроль проводят по ГОСТ 17410. Для настройки чувствительности аппаратуры применяют стандартные образцы с искусственным дефектом в виде продольной прямоугольной риски, нанесенной на наружную и внутреннюю поверхности образца, глубиной (10,0 ± 1,0) % толщины стенки, длина риски 50,0 мм, ширина риски — не более 1,5 мм.
7.9 Визуальный контроль поверхности труб проводят без применения увеличительных приборов. Глубину дефектов проверяют надпиловкой или иным способом.
8 Транспортирование и хранение
Транспортирование и хранение — по ГОСТ 10692.
9 Требования безопасности
Специальные меры безопасности при транспортировании и хранении не требуются, т. к. горячедеформированные бесшовные стальные трубы для сварных стальных строительных конструкций пожаробезопасны, взрывобезопасны, нетоксичны, электробезопасны и радиационнобезопасны.
Ключевые слова: стальные бесшовные горячедеформированные трубы для строительных конструкций, сортамент, группа прочности, химический состав, механические свойства, свариваемость, контроль, испытание труб
Металлические трубопроводы строительные конструкции
ГОСТ Р 54864-2016
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ СТАЛЬНЫЕ БЕСШОВНЫЕ ГОРЯЧЕДЕФОРМИРОВАННЫЕ ДЛЯ СВАРНЫХ СТАЛЬНЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
Hot-deformed seamless steel pipes for the welded steel structures. Specifications
Дата введения 2016-11-01
1 РАЗРАБОТАН Открытым акционерным обществом «Российский научно-исследовательский институт трубной промышленности» (ОАО «РосНИТИ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны»
1 Область применения
Настоящий стандарт распространяется на трубы стальные бесшовные горячедеформированные для сварных стальных строительных конструкций по ГОСТ 23118, эксплуатируемых в неагрессивных средах высокого и нормального уровня ответственности по ГОСТ 27751.
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 2216 Калибры-скобы гладкие регулируемые. Технические условия
ГОСТ 3728 Трубы. Метод испытания на загиб
ГОСТ 6507 Микрометры. Технические условия
ГОСТ 7268 Сталь. Метод определения склонности к механическому старению по испытанию на ударный изгиб
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 7565 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 8026 Линейки поверочные. Технические условия
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10006 (ИСО 6892-84) Трубы металлические. Метод испытания на растяжение
ГОСТ 10243 Сталь. Методы испытаний и оценки макроструктуры
ГОСТ 10692 Трубы стальные, чугунные и соединительные детали к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 11358 Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0,1 мм. Технические условия
ГОСТ 16504 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18360 Калибры-скобы листовые для диаметров от 3 до 260 мм. Размеры
ГОСТ 18365 Калибры-скобы листовые со сменными губками для диаметров свыше 100 до 360 мм. Размеры
ГОСТ 23118 Конструкции стальные строительные. Общие технические условия
ГОСТ 26877 Металлопродукция. Методы измерений отклонений формы
ГОСТ 27751 Надежность строительных конструкций и оснований. Основные положения
ГОСТ 28548 Трубы стальные. Термины и определения
ГОСТ 30432 Трубы металлические. Методы отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 31458 (ИСО 10474:2013) Трубы стальные, чугунные и соединительные детали к ним. Документы о приемочном контроле
ГОСТ 32528 Трубы стальные бесшовные горячедеформированные. Технические условия
ГОСТ Р 55942 (ИСО 6761:1981) Трубы стальные. Отделка концов труб и соединительных деталей под сварку. Общие технические требования
ГОСТ Р ИСО 10893-3 Трубы стальные бесшовные и сварные. Часть 3. Автоматизированный контроль методом рассеяния магнитного потока по всей поверхности труб из ферромагнитной стали для обнаружения продольных и (или) поперечных дефектов
ГОСТ Р ИСО 10893-5 Трубы стальные бесшовные и сварные. Часть 5. Магнитопорошковый контроль труб из ферромагнитной стали для обнаружения поверхностных дефектов
ГОСТ Р ИСО 10893-8 Трубы стальные бесшовные и сварные. Часть 8. Ультразвуковой метод автоматизированного контроля для обнаружения расслоений
ГОСТ Р ИСО 10893-10 Трубы стальные бесшовные и сварные. Часть 10. Ультразвуковой метод автоматизированного контроля для обнаружения продольных и (или) поперечных дефектов по всей поверхности
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется принять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 16504, ГОСТ 28548, ГОСТ 27751 и [1], а также следующий термин с соответствующим определением:
класс прочности: Обозначение уровня прочностных свойств металла труб, состоящее из буквенного сокращения используемой стали С (строительная) и минимального предела текучести металла труб в Н/мм.
4.1 Размеры
4.1.1 Трубы изготовляют наружным диаметром от 45 до 550 мм и толщиной стенки от 3,5 до 40,0 мм обычной точности изготовления в соответствии с размерным рядом по ГОСТ 32528.
4.1.2 По согласованию между изготовителем и заказчиком трубы изготовляют размерами, не предусмотренными настоящим стандартом.
4.1.3 По согласованию между изготовителем и заказчиком трубы изготовляют повышенной точности изготовления по наружному диаметру и (или) толщине стенки.
4.2 Длина
4.2.1 По длине трубы изготовляют:
б) мерной длины — в пределах немерной длины;
в) длины, кратной мерной, — в пределах немерной длины с припуском на каждый рез по 5 мм.
4.2.2 По согласованию между изготовителем и заказчиком допускается изготовлять трубы мерной длины и длины, кратной мерной, не предусмотренной настоящим стандартом.
4.2.3 По согласованию между изготовителем и заказчиком допускается изготовлять трубы длиной, кратной мерной, с припуском на каждый рез, не предусмотренным настоящим стандартом.
4.3 Классы прочности
Трубы изготовляют классов прочности: С235, С245, С255, С275, С285, С345, С375, С390 и С440.
4.4 Примеры условных обозначений
Примеры условных обозначений
Трубы наружным диаметром 168 мм повышенной точности изготовления (п), толщиной стенки 7,0 мм повышенной точности изготовления (п), длиной, кратной 6,0 м (6000 кр), класса прочности С390:
Труба-168п7,0п6000 кр-С390-ГОСТ Р 54864-2016
Трубы наружным диаметром 245 мм обычной точности изготовления, толщиной стенки 25,0 мм обычной точности изготовления, мерной длины 12,0 м (12000), класса прочности С235:
Труба 24525,012000-С235-ГОСТ Р 54864-2016
Трубы наружным диаметром 146 мм повышенной точности изготовления (п), толщиной стенки 10,0 мм обычной точности изготовления, немерной длины, класса прочности С390:
Труба 146п10,0-С390-ГОСТ Р 54864-2016
4.5 Сведения, указываемые в заказе
4.5.1 При оформлении заказа на трубы, изготовляемые по настоящему стандарту, заказчик должен указать в заказе следующие обязательные требования:
а) обозначение настоящего стандарта;
б) размер труб (наружный диаметр и толщину стенки) (см. 4.1.1);
в) вид длины (немерная, мерная, кратная мерной) и конкретную длину для труб мерной и кратной мерной длины (см. 4.2.1);
г) класс прочности (см. 4.3).
4.5.2 При необходимости заказчик может указать в заказе следующие требования:
а) массовую долю молибдена 0,12%-0,15% для классов прочности С235, С245, С255, С275, С285, С345 и С375 (см. 5.2.1, таблица 1, сноска 4);
б) массовую долю серы не более 0,010%, фосфора не более 0,015% (см. 5.2.1, таблица 1, сноска 4);
в) массовую долю азота не более 0,010% (см. 5.2.1, таблица 1, сноска 8);
г) испытания на ударный изгиб для труб толщиной стенки 5,0 мм и более при одной из температур: минус 20°С, минус 40°С, минус 60°С (см. 5.3, таблица 4, сноска 1);
д) испытания на ударный изгиб после механического старения труб толщиной стенки не менее 5,0 мм (см. 5.3, таблица 4, сноска 1);
е) контроль макроструктуры металла труб толщиной стенки не менее 12,0 мм (см. 5.4);
ж) испытания на загиб (см. 5.5);
и) неразрушающий дефектоскопический контроль труб с наружной и внутренней поверхности для выявления продольных дефектов [см. перечисление а) 5.8];
к) неразрушающий дефектоскопический контроль труб с наружной и внутренней поверхности для выявления продольных и поперечных дефектов [см. перечисление б) 5.8];
ГОСТ Р 54864-2011
Дата введения 2013-01-01
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации — ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН Закрытым акционерным обществом «Центральный ордена Трудового Красного Знамени научно-исследовательский и проектный институт строительных металлоконструкций им. Н.П.Мельникова» (ЗАО «ЦНИИПСК им.Мельникова»), Центром труб и сварных конструкций Федерального государственного унитарного предприятия «Центральный научно-исследовательский институт черной металлургии им. И.П.Бардина» (ЦТСК ФГУП «ЦНИИчермет им. И.П.Бардина»), Открытым акционерным обществом «Первоуральский новотрубный завод» (ОАО «ПНТЗ»), Открытым акционерным обществом «Челябинский трубопрокатный завод» (ОАО «ЧТПЗ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Настоящий стандарт разработан для создания нормативной базы производства стальных бесшовных горячедеформированных труб, предназначенных для сварных металлических конструкций объектов гражданского и промышленного строительства.
В отличие от действующих отечественных стандартов на бесшовные стальные трубы настоящий стандарт впервые содержит новые, высокие требования к основным свойствам материала труб, необходимым для их эффективного использования в сварных стальных строительных конструкциях. К числу таких требований относятся:
— хорошая свариваемость как результат ограничения содержания элементов в химическом составе стали, а также снижения содержания серы;
— высокое сопротивление хрупкому разрушению, контролируемое испытанием образцов современной жесткой формы при низких отрицательных температурах, гарантирующее надежность эксплуатации сооружений и возможность создания конструкций «северного исполнения».
Изготовление труб разных групп прочности способствует снижению массы металлических конструкций, уменьшению трудоемкости их изготовления и снижению общей стоимости сооружений.
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
ГОСТ Р 54864-2016 Трубы стальные бесшовные горячедеформированные для сварных стальных строительных конструкций. Технические условия
Текст ГОСТ Р 54864-2016 Трубы стальные бесшовные горячедеформированные для сварных стальных строительных конструкций. Технические условия
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ

ТРУБЫ СТАЛЬНЫЕ БЕСШОВНЫЕ ГОРЯЧЕДЕФОРМИРОВАННЫЕ ДЛЯ СВАРНЫХ СТАЛЬНЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
Технические условия
Предисловие
1 РАЗРАБОТАН Открытым акционерным обществом «Российский научно-исследовательский институт трубной промышленности» (ОАО «РосНИТИ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны»
3 УТВЕРЖДЕН И 8ВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 24 февраля 2016 г. № 67-ст
4 ВЗАМЕН ГОСТ Р 54864—2011
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии

ТРУБЫ СТАЛЬНЫЕ БЕСШОВНЫЕ ГОРЯЧЕДЕФОРМИРОВАННЫЕ ДЛЯ СВАРНЫХ СТАЛЬНЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
Дата введения —2016—11— 01
1 Область применения
Настоящий стандарт распространяется на трубы стальные бесшовные горячедеформированные для сварных стальных строительных конструкций по ГОСТ 23118, эксплуатируемых в неагрессивных средах высокою и нормального уровня ответственности по ГОСТ 27751.
2 Нормативные ссылки
8 настоящем стандарте использованы нормативные ссыпки на следующие стандарты:
ГОСТ 166 (ИСО 3599—76) Штангенциркули. Технические условия ГОСТ 427 Линейки измерительные металлические. Технические условия ГОСТ 2216 Калибры-скобы гладкие регулируемые. Технические условия ГОСТ 3728 Трубы. Метод испытания на загиб ГОСТ 6507 Микрометры. Технические условия
ГОСТ 7502 Рулетки измерительные металлические. Технические условия ГОСТ 7565 (ИСО 377-2—89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 10006 (ИСО 6892—84) Трубы металлические. Метод испытания на растяжение ГОСТ 10243 Сталь. Методы испытаний и оценки макроструктуры
ГОСТ 11358 Толщиномеры и стенкомеры индикаторные с ценой деления 0.01 и 0.1 мм. Технические условия
ГОСТ 18360 Калибры-скобы листовые для диаметров от 3 до 260 мм. Размеры ГОСТ 18365 Калибры-скобы листовые со сменными губками для диаметров свыше 100 до 360 мм. Размеры
ГОСТ 28548 Трубы стальные. Термины и определений
ГОСТ 31458 (ИСО 10474:2013) Трубы стальные, чугунные и соединительные детали к ним. До-кументы о приемочном контроле
ГОСТ 32528 Трубы стальные бесшовные горячвдеформированные. Технические условия
ГОСТ Р ИСО 10893*3 Трубы стальные бесшовные и сварные. Часть 3. Автоматизированный кон* троль методом рассеяния магнитного потока по всей поверхности труб из ферромагнитной стали для обнаружения продольных и (или) поперечных дефектов
ГОСТ Р ИСО 10893*8 Трубы стальные бесшовные и сварные. Часть 8. Ультразвуковой метод автоматизированного контроля для обнаружения расслоений
ГОСТ Р ИСО 10893*10 Трубы стальные бесшовные и сварные. Часть 10. Ультразвуковой метод автоматизированного контроля для обнаружения продольных и (или) поперечных дефектов по всей поверхности
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссыпка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется принять в части, не затрагивающей эту ссыпку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 16504, ГОСТ 28548. ГОСТ 27751 и (1). а также следующий термин с соответствующим определением:
класс прочности: Обозначение уровня прочностных свойств металла труб, состоящее из буквенною сокращения ислольэуемой стали С (строительная) и минимального предела текучести металла труб в Н/мм 2 .
4 Сортамент
4.1.1 Трубы изготовляют наружным диаметром от 45 до 550 мм и толщиной стенки от 3.5 до 40.0 мм обычной точности изготовления в соответствии с размерным рядом по ГОСТ 32528.
а) немодной длины — в пределах от 3.0 до 12.5 м;
6> мерной длины — в пределах немерной длины;
в) длины, кратной мерной, — в пределах немерной длины с припуском на каждый реэ по 5 мм.
4.2.3 По согласованию между изготовителем и заказчиком допускается изготовлять трубы длиной, кратной мерной, с припуском на каждый рез. не предусмотренным настоящим стандартом.
4.3 Классы прочности
Трубы изготовляют классов прочности: С235. С245. С255, С275. С285. С345. С375. С390 и С440.
4.4 Примеры условных обозначений Примеры условных обозначений
Трубы наружным диаметром 168 мм повышенной точности изготовления (л), толщиной стенки
7.0 мм повышенной точности изготовления (п), длиной, кратной 6.0 м (6000 кр), класса прочности С390:
Труба — 168п * 7,0п * 6000 кр — С390 — ГОСТ Я 54864—2016
Трубы наружным диаметром 245 мм обычной точности изготовления, толщиной стенки 25.0 мм обычной точности изготовления, мерной длины 12.0 м (12000). класса прочности С235:
Труба 245 * 25,0 * 12000 — С235 — ГОСТ Р 54864—2016
Трубы наружным диаметром 146 мм повышенной точности изготовления (л), толщиной стенки
10.0 мм обычной точности изготовления, немерной длины, класса прочности С390:
Труба 146п к 10,0 — С390 — ГОСТ Р 54864—2016
4.5 Сведения, указываемые в заказе
4.5.1 При оформлении заказа на трубы, изготовляемые по настоящему стандарту, заказчик дол* жен указать в заказе следующие обязательные требования:
а) массовую долю молибдена 0.12 % — 0.15 % для классов прочности С235. С245. С255. С275. С285. С345 и С375 (см. 5.2.1. таблица 1. сноска 4);
б) массовую долю серы не более 0.010 %, фосфора не более 0.015 % (см. 5.2.1, таблица 1. сно* ска 4);
в) массовую долю азота не более 0.010 % (см. 5.2.1. таблица 1. сноска 8);
г) испытания на ударный изгиб для труб толщиной стенки 5.0 мм и более при одной из температур: минус 20 °С. минус 40 °С. минус 60 °С (см. 5.3, таблица 4. сноска 1);
д) испытания на ударный изгиб после механического старения труб толщиной стенки не менее
5,0 мм (см. 5.3, таблица 4. сноска 1);
и) неразрушающий дефектоскопический контроль труб с наружной и внутренней поверхности для выявления продольных дефектов (см. перечисление а) 5.8];
к) нераэрушающий дефектоскопический контроль труб с наружной и внутренней поверхности для выявления продольных и поперечных дефектов [см. перечисление б) 5.8];
л) неразрушающий дефектоскопический контроль труб толщиной стенки св. 5.0 мм для выявления расслоений (см. перечисление в) 5.8];
м) поставку труб с временным защитным наружным покрытием (см. 5.10.2).
н) поставка труб одной плавки (см. 7.1).
4.5.3 При необходимости, между заказчиком и изготовителем могут быть согласованы и указаны в заказе следующие требования:
а) размеры, не предусмотренные настоящим стандартом (см. 4.1.2);
б) повышенная точность изготовления по наружному диаметру и (или) толщине стенки (см. 4.1.3);
в) мерная длина или длина, кратная мерной, не предусмотренная настоящим стандартом (см. 4.2.2);
г) длина, кратная мерной, с припуском на каждый рез. не предусмотренным настоящим стандарт том (см. 4.2.3);
д) термическая обработка труб определенного вида и режима (см. 5.1.4);
е) содержание углерода не более 0.17 % для классов прочности С345. С375. С390 (см. 5.2.1. таблица 1. сноска 2);
ж) норма ударной вязкости и (или) температура испытаний, не предусмотренные настоящим стандартом (см. 5.3, таблица 4. сноски 3 и 4);
и) смещенные предельные отклонения наружного диаметра и (или) толщины стенки (см. 5.6.2):
к) увеличенные предельные отклонения мерной длины (см. 5.6.4);
л) отделка концов труб типов ФК. ФП или ФС по ГОСТ Р 55942 (см. 5.9.2);
м) отделка концов труб, не предусмотренная ГОСТ Р 55942 (см. 5.9.3);
н) обрезка концов труб толщиной стенки 20,0 мм и более автогенной, плазменной резкой или пилой горячей резки (см. 5.9.4);
л) дополнительные требования по ГОСТ 10692 к маркировке и (или) упаковке (см. 5.10.3);
р) метод неразрушающего дефектоскопического контроля и (или) другой уровень приемки (см. 8.11).
5 Технические требования
5.1 Способ производства
5.1.1 Сталь, используемая для изготовления труб, должна быть полностью раскислена.
5.1.2 Для производства труб должна быть использована катаная, кованая или непрерывнолитая заготовка. Допускается использование слитков, выплавленных электрошлаковым переплавом.
5.1.3 Трубы должны быть бесшовными и изготовлены способом горячей деформации.
5.1.4 Трубы поставляют без термической обработки или в состоянии после термической обработки.
При проведении термической обработки труб вид и режим термической обработки выбирает изготовитель с учетом обеспечения требований настоящего стандарта, если между изготовителем и заказчиком не согласовано проведение термической обработки определенного вида и режима.
Читайте также:
- Металлы в таблице менделеева список
- Ag 500 что за металл
- Гост 10145 81 металлы метод испытания на длительную прочность
- Что можно делать на станке лазерной резки металла
- Монтаж подкрановых балок металлических
Какие виды металлических труб бывает



Металлические трубы выпускаются с наружным диаметром от 10 мм до 1420 мм. По величине этого параметра их принято условно делить на три категории:
1. При наружном диаметре от 10 мм до 108 мм трубы относятся к изделиям с малым диаметром. Они используются для прокладки водопроводных систем в многоквартирных и частных домах;
2. При показателе от 114 мм до 530 мм – к трубам со средним диаметром. Они применяются в системах сбора сырой нефти и при постройке городских водопроводов;
3. При наружном размере от 530 мм до 1420 мм – к трубам с большим диаметром. Они используются при прокладке магистральных нефте- и газопроводов.
Читайте также: Можно ли ставить холодильник рядом с газовой трубой, что скажет специалист
Виды стальных труб по способу их производства
Труба стальная используются при прокладке водопроводных систем и газотранспортных коммуникаций. Такие изделия имеют множество положительных качеств, среди которых можно выделить высокую прочность, устойчивость к линейному расширению. Существенным недостатком таких изделий является то, что они имеют слабую устойчивость к коррозийным воздействиям. Все стальные трубы классифицируются по способу изготовления и назначению.

Стальные трубы имеют широкий диапазон размеров от которых зависит их сфера применения.
Одной из самых распространенных разновидностей стальных труб являются электросварные изделия. Их также называют прямошовными. Выполняются из листовой стали. Применение электросварочного оборудования позволяет получить небольшой ровный шов. Такие трубы используются при прокладке водопроводных коммуникаций и газотранспортных систем. Диаметры трубопроводов такого типа довольно просто определить с помощью нормативной документации (ГОСТ 10704-91). Диапазон размеров сечения в этом случае составляет 10-1420 мм.
Следующая разновидность стальных труб – спиралешовные. Такие изделия изготавливаются из стали, которая выпускается в рулонах. Как и предыдущий тип, данные детали имеют шов, однако он не отличается минимальной шириной. Таким образом, спиралешовные трубы не способны выдерживать высокие показатели давления (в отличие от электросварных). Из-за этого их не применяют для прокладки газотранспортных систем. Данные изделия регламентирует ГОСТ 8696-74.
Современная промышленность позволяет выпускать конструкции, которые и вовсе не имеют шва. Бесшовные трубы выполняются из специальных заготовок. Стоит отметить, что такие изделия изготавливаются двумя способами: горячим и холодным. В ГОСТах диаметры стальных труб прописываются в специальных таблицах, содержащих и другие геометрические характеристики изделий, что упрощает поиск. Бесшовные детали регламентируют ГОСТ 8732-78 и ГОСТ 8734-75.

Диаметры труб прописаны в специальных таблицах ГОСТ, вместе с остальными параметрами.
Диапазон диаметров изделий, которые не имеют шва, колеблется в пределах от 10 до 550 мм. Отсутствие шва значительно повышает прочностные характеристики данных труб, что позволяет использовать их в ответственных коммуникациях.
изделий, однако он распространяется только на детали, диаметр которых не превышает 250 мм.
Какие есть ГОСТы на трубы из стали
Перечень технических показателей любого типа стальной трубы напрямую зависит от того, какой именно метод изготовления был использован. Все это определяется при помощи ГОСТов, знание которых, по крайней мере, даст возможность учесть рекомендации по эксплуатированию определенной разновидности трубы.
В настоящее время чаще всего применяются следующие нормативные документы по выпуску стальных труб:
ГОСТ 30732-2006. Его приняли в 2006 году: его положения касаются труб и фасонных изделий из стали, покрытых теплоизоляционным слоем.
Стальная продукция, где используется пенополиуретановая теплоизоляция и полиэтиленовая оболочка, или защитной стальное покрытие, применяются в тех случаях, когда необходимо проложить подземные тепловые сети. Температура теплоносителя не должна превышать 140 градусов (повышение до 150 градусов допускается только на короткое время). При этом давление в системе не должно превышать 1,6 Мпа.ГОСТ 2591-2006 (88).
ГОСТ, рассчитанный на стальной горячекатаный прокат, был принят в 2006 году, хотя некоторые источники допускают применения старого ГОСТ – 2591-81. Документ содержит информацию, касающуюся квадратного стального проката, для изготовления которого применялся «горячий» метод. Данный ГОСТ касается всех изделий с размерами сторон от 6 до 200 мм.
Более габаритные квадратные трубы производятся в том случае, если производитель и заказчик составят отдельный договор.ГОСТ 9567-75. В нем оговариваются прецизионные трубы из стали, для которых высокая точность изготовления. Различаются холоднодеформированные и горячекатаные прецизионные трубы оцинкованного или хромированного типа.
Читайте также: Труба бесшовная оцинкованная ГОСТ 8732-78, ГОСТ 8734-75
Особенно нуждается в продукции этого повышенного ГОСТа машиностроительная индустрия.ГОСТ 52079-2003. В данном документа указаны нормы относительно сварных прямошовных и спиралешовных труб из стали диаметром 114 – 1420 мм. Из таких габаритных изделий обустраиваются магистральные газопроводы, трубопроводы, по которым транспортируется нефть и нефтепродукты.
ГОСТ 52079-2003 указывает на то, что передаваться по этим трубам могут только продукты, не обладающие коррозийной активностью. При помощи стальных труб, имеющих крупные диаметры, можно транспортировать вещества, имеющие давление до 9,8 Мпа. Для окружающей среды установлен температурный минимум в -60 градусов.
При этом важно знать, что официально ГОСТ 52079-2003 уже не действителен: с 1-го января 2015 года действует новый ГОСТ 31447-2012.ГОСТ 12336-66. Его положения касаются замкнутых изделий профильного типа, с сечением в виде квадрата или прямоугольника
Начиная с 1-го января 1981 года полномочия ГОСТ 12336-66 перешли к ТУ 14-2-361-79, однако актуальность его положений не утрачена и доныне.ГОСТ 10705-91 (80).
Содержит перечень технических условий, при которых производятся стальные электросварные трубы прямошовного типа диаметром от 10 до 630 мм. Для производства труб по этому ГОСТу используется углеродистая или низколегированная сталь. Применяются данные изделия в очень многих сферах, но приоритетом являются магистрали для перекачки воды.
Положения стандарта не касаются стальных труб, из которых изготовляются электронагреватели.ГОСТ 10706 76 (91). Касается электросварных стальных труб прямошовного типа, которые имеют общее назначение. Как следует из данного документа, диаметр данной продукции находится в диапазоне от 426 до 1620 мм.ГОСТ 10707 80.
Тут указаны нормативы, по которым производятся электросварные холоднодеформированные трубы, имеющие различную степень точности: обычную, повышенную и прецизионную. Диаметр продукции, выпуск которых ориентирован на этот документ, может быть от 5 до 110 мм: в этом случае используют нелегированную углеродистую сталь. Иногда электросварные прямошовные изделия имеют в сопроводительной документации ссылки на ГОСТ 10707 80: это объясняется тем, что в 1991 году было решено продлить действие данного документа.
Наружный диаметр труб (Dн): классификация стальных изделий
Как уже было сказано выше, внутренний и наружный диаметры отличаются друг от друга. Первый из них употребляется при обозначении отдельных элементов трубопроводных конструкций. Реализация стальных изделий также выполняется по внутреннему диаметру. Этот показатель важен в том случае, если необходимо провести монтажные вычисления водопровода или газовой линии. В свою очередь, наружный диаметр используют для определения прочностных характеристик трубопровода и его сопротивляемости к механическим нагрузкам.

Наружный диаметр позволяет определить прочность трубы и ее устойчивость к повреждениям.
Наружный диаметр стальных труб – характеристика, по которой классифицируются все изделия из данного материала.
В зависимости от этого параметра выделяют три основные разновидности трубопроводов:
Трубы, которые относятся к группе маленьких, имеют диапазон диаметров от 10 до 102 мм. Изделия среднего размера могут иметь сечение от 102 до 426 мм. Диапазон диаметров больших стальных труб начинается от 426 мм. В свою очередь, определение внутреннего диаметра рекомендуется делать по таблице.
Маленькие трубы используются при монтаже коммуникаций в жилых постройках. Посредством средних изделий прокладываются городские водотранспортные линии, а также их активно эксплуатируют компании, которые занимаются добычей нефти (сырой). Основными сферами, в которых нашли применение большие изделия из стали, являются нефте- и газотранспортная области. Из больших деталей собирают магистральные линии. Диаметр газовых труб может достигать 1220 мм.

Сортамент стальных труб довольно широк, так как эти изделия используются во всех сферах, где требуется прокладка коммуникаций.
Основные виды деталей трубопроводов
| отводы | заглушки |
| переходы | штуцера |
| тройники | переходные кольца |
Различают промышленный (технологический) и магистральный трубопроводный транспорт в зависимости от территориального расположения и назначения. Газо- и нефтепроводы, переправляющие продукты от мест добычи к местам переработки и потребления, а именно на заводы или в морские порты для последующей выгрузки в танкеры и дальнейшей транспортировки, относятся к магистральному трубопроводному транспорту. С заводов готовые нефтепродукты направляются по магистральным продуктоводам в районы потребления. По территории России общая протяженность магистральных трубопроводов составляет около 200 тыс.км., включая различные водные преграды, которые они пересекают на своем пути более 5 тыс. раз.
Читайте также: Стальные трубы высокого давления, их виды и характеристики
Больше трети трубопроводов промышленных предприятий составляют технологические трубопроводы. Технологические трубопроводы переправляют жидкость, пар, газ, которые считаются сырьем, полуфабрикатами, готовой продукцией, отходами производства или продуктами, требуемыми для правильного течения технологического процесса. Кроме того, данные трубопроводы переправляют пожароопасные и наносящие вред здоровью продукты при разных температурах и давлениях.
Классификация технологических трубопроводов происходит по следующим признакам:
Месторасположение:
Способ прокладки:
надземные, наземные, подземные.
Внутреннее давление:
безнапорные (самотечные), вакуумные, низкого давления, среднего давления, высокого давления.
Температура транспортируемого вещества:
криогенные, холодные, нормальные, теплые, горячие, перегретые.
Агрессивность транспортируемого вещества:
неагрессивные, слабоагрессивные (малоагрессивные), среднеагрессивные, агрессивные.
Транспортируемое вещество:
паропроводы, водопроводы, нефтепроводы, газопроводы, кислородопроводы, мазутопроводы, ацетиленопроводы, маслопроводы, бензопроводы, кислотопроводы, щелочепроводы, аммиакопроводы и др.
Материальное исполнение:
стальные, стальные с внутренним или наружным покрытием, из цветных металлов, чугунные, из неметаллических материалов.
Способ соединения:
Область применения соединительных деталей трубопроводов разнообразна: тяжелая химическая промышленность, нефтехимическая, газовая; производство различных специализированных препаратов; электроэнергетика (ТЭЦ и АЭС); разведка, добыча, переработка и хранение нефти и газа, а также других полезных ископаемых; металлургическое и сталелитейное производство; судостроительная, автомобилестроительная и продовольственная промышленность; гражданское строительство и коммунальное хозяйство (центральное тепло- и водоснабжение, водосборные и гидроэнергетические сооружения, распределительные, оросительные системы, транспорт и насосные станции, станции очистки сточных вод, переработка воды и водоподготовка, системы регулирования.)
Наш завод изготавливает детали трубопроводов из различных сталей: углеродистых, низколегированных, легированных сталей, с повышенной коррозионной и хладостойкостью, из неметаллических материалов, а также с различными защитными покрытиями.
Виды металлических труб

В зависимости от типа производства и назначения, трубы делятся на несколько видов:
- Бесшовная стальная труба – выполнена путем проката или литья из заготовки, не имеет стыковочного, сварного шва. Производители изготавливают такую деталь способом горячей или холодной формовки. Для горячего формирования необходима температура, близкая к температуре плавления металла, при холодной формовке труба подвергается легкой термической обработке, а далее обрабатывается прессом.
- Электросварной трубопрокат, изготавливается из листового металла или путем сварки сферической заготовки, такое изделие имеет сварной шов по всей длине. Встречаются прямошовные трубы, в которых сварной стык расположен ровной полосой, параллельно направлению и изделия со спиралевидным швом. Для сварки детали по спирали, заготовка одновременно закручивается от корневого шва и сразу стыкуется электросваркой. Производство такого типа трубы может осуществляться и из листового металла с предварительной формовкой и стыковкой концов.
Сортимент стальных бесшовных труб, согласно ГОСТу 8732-78 91
Производство стальных бесшовных труб горячедеформированного типа по ГОСТу 8732-78 (91) отличается наличием длительных и сложных процессов. Именно этим фактором объясняется достаточно большая цена на данную продукцию. Для использования горячедеформированных и холоднокатаных труб бесшовного типа подходят экстремальные условия, где в случае возникновения малейшей протечки последствия могут быть самыми серьезными.
Сырьем для производства горячедеформированных труб без швов выступают металлические заготовки: прошивной процесс и нагревание до высоких температур приводит к образованию из них полых цилиндров – гильз. Вначале неправильная их форма благодаря прохождению вальцов приобретает ровные очертания. Из гильзы нарезаются отрезки длиной 4-12,5 м (длина может быть мерной и немерной).
Для стальных горячекатаных согласно ГОСТу допускается наличие небольшого несоответствия по толщине стенок. Это же касается и отклонений по диаметру: главное, чтобы эти различия не превышали специальные нормативные указания. Список допускаемых отклонений диаметра согласно ГОСТу 8732-78 (91), имеется в специальных документах.
Марки и типы
Читайте также: Напорные полиэтиленовые трубы Протект 1075 ПЭ 100 КС для газопроводов в г. Москва
Помимо номера ГОСТ, нужно учитывать не только типоразмеры стальных труб и их вид, но и марку стали, из которой изготовлен строительный материал, а именно:
Гарантируемые показатели стали подразделяются на три группы:
- А – механические свойства;
- Б – химический состав;
- В – соотношение механического состава с отдельными химическими особенностями.
Марка А и соответствует вышеперечисленным индексам (Ст. от 1 до 7). Если есть дополнительные обозначения, добавляется дополнительный индекс – кп (кипящая) или пс (полуспокойная). Если индекса нет – сталь относится к спокойному виду.
К кипящей относится сталь, которая в процессе обработки не достигла полного раскисления в печке и сохранившая в своем содержании небольшое количество закиси железа. Эта сталь не так ценится в связи с тем, что при ее плавлении возможно образование трещин ввиду содержания растворенных газов. Если процесс раскислевания прошел полностью, такая сталь именуется спокойной. Путь ее добычи дороже, и в соответствии с этим возрастает цена на продукцию из этого вида. Газов в ее составе нет, и из-за этого она активно применяется для использования в ответственных конструкциях. Полуспокойная сталь – нечто среднее между газосодержащей кипящей и безгазовой спокойной сталями.
Стальные трубы в разрезе
Также трубы из стали подразделяются на нержавеющие и обычные. Сфера применения нержавеющих туб – специальное строительство: трубопроводы для агресивных сред, монтаже трубопровода котельных, машиностроительной и пищевой промышленностях. Единственным недостатком этого вида специалисты считают их высокую стоимость.
Трубопроводная арматура
Трубопроводная арматура
предназначена для управления потоками нефти, транспортируемыми по трубопроводам. По принципу действия арматура делится на три класса: запорная, регулирующая и предохранительная.
Запорная арматура
(задвижки) служит для полного перекрытия сечения трубопровода,
регулирующая
(регуляторы давления) -для изменения давления или расхода перекачиваемой жидкости,
предохранительная
(обратные и предохранительные клапаны) — для защиты трубопроводов и оборудования при превышении допустимого давления, а также предотвращения обратных токов жидкости.
называются запорные устройства, в которых проходное сечение перекрывается поступательным перемещением затвора в направлении, перпендикулярном направлению движения нефти. Конструктивно (рис. 12.10) задвижка представляет собой цельный литой или сварной корпус, снабженный двумя патрубками для присоединения к трубопроводу (с помощью фланцев или сварки) и шпиндель, соединенный с запорным элементом и управляемый с помощью маховика или специального привода. Место выхода шпинделя из корпуса герметизируется с помощью сальникового уплотнения.
По конструкции ушютнителыюго затвора задвижки делятся на клиновые и параллельные.
На магистральных нефтепроводах задвижки оснащают электроприводом (рис. 12.11).
Регуляторами давления
называются устройства, служащие для автоматического поддержания давления на требуемом уровне. В соответствии с тем, где поддерживается давление — до или после регулятора — различают регуляторы типа «до себя» и «после себя».


1 — коробка электрического включения; 2 — маховик ручного привода; 3 — редуктор; 4 — электродвигатель; 5 — шпиндель; 6 — крышка; 7 — корпус
Предохранительными клапанами
называются устройства, предотвращающие повышение давления в трубопроводе сверх установленной величины. На нефтепроводах применяют мало- и полноподъемные предохранительные клапаны закрытого типа, работающие по принципу сброса части жидкости из места возникновения повышенного давления в специальный сборный коллектор (рис. 12.12).
Обратным клапаном
называется устройство для предотвращения обратного движения среды в трубопроводе. При перекачке нефти применяют клапаны обратные поворотные — с затвором, вращающимся относительно горизонтальной оси (рис. 12.13).
Арматура магистральных нефтепроводов рассчитана на рабочее давление 6,4 МПа.
Технология производства
Технологический процесс, по которому изготавливают трубы электросварного типа, состоит из целого ряда операций. Он достаточно сложный, трудоемкий и занимает много времени. Чтобы труба электросварная приобрела свой законченный вид, ее сворачивают из полосы (штрипс), которая была предварительно изготовлена способом холодной или горячей деформации.
Для изготовления качественных и надежных труб разного диаметра преимущественно применяется радиочастотная сварка, позволяющая, ко всему прочему, выполнять процесс соединения металла с достаточно большой скоростью. При таком методе сварки через предварительно свернутую заготовку пропускают токи высокого напряжения, которые и способствуют быстрому разогреванию ее кромок. Для того чтобы на месте разогретых и расплавленных кромок заготовки сформировался надежный сварной шов, их прижимают друг к другу под большим давлением. С целью получения из стальной полосы (штрипса) заготовки для электросварной трубы требуемого диаметра применяются специальные обжимные станы.
Данная технология, по которой на специализированных предприятиях изготавливают трубы стальные электросварные прямошовные и спиралешовные, позволяет не только получать на выходе качественную и надежную продукцию, но и обеспечивать ей привлекательный внешний вид (сварной шов на таких изделиях почти незаметен).

Технологический процесс производства сварных труб
Другие виды ГОСТов по стальным трубам
Действие нормативных документов распространяется также на другие виды изделий и операций, относящихся к стальным трубам.
Перечень ГОСТов, осуществляющих регламентацию методов и порядка осуществления монтажа при помощи стальных труб, а также различных крепежных и соединительных элементов для них:
Сварка. ГОСТ 16037-80 – содержит перечень требований при сваривании труб из стали. Также имеется установка для основных конструктивных элементов, типовых размеров сварных соединений с другими элементами (это не касается электросварных швов, которые есть на самих стальных трубах).
ГОСТ 6996-66 – им регулируется прочностные характеристики всех металлических соединений.Фитинги. Этот термин в общем обозначает все трубопроводные детали соединения. ГОСТ 8966-75 описывает, как производятся металлические прямые муфты, при помощи которых создаются стальные трубопроводы.
Они могут быть оцинкованные, обладая цилиндрической резьбой на концах: с их помощью разрешается монтировать трубопроводы для транспортировки неагрессивных сред, имеющих температуру до 175 градусов, при давлении не более 1,6 Мпа. ГОСТ 8967-75 относится к производству оцинкованных или простых ниппелей, на которых имеется цилиндрическая резьба: ими чаще всего соединяют водопроводы или газовые системы. Диаметры ниппелей бывают от 8 до 100 мм, при чем оцинкованные модели имеют обозначение «Ц».
ГОСТом 8968-75 осуществляется определение технических характеристик контргайки, имеющей или не имеющей антикоррозийное покрытие: их навинчивают сверху основных гаек. Чтобы не происходило саморазвинчивание. Массовое производство ориентировано на контргайки, имеющие диаметр 8-50 мм: большие размеры выпускают только по индивидуальному заказу.
По ГОСТу 8969-75 осуществляется регламентация производства сгонов: для этого фитинга характерна резьба на конце, которая может иметь различную длину. С их помощью организовываются неподвижные соединения трубопроводов, при чем их прочность почти такая же, как и у сварных.Хомуты. Их используют, чтобы крепить трубопроводы на горизонтальные участки.
Хомуты имеют вид металлических U-образных скоб, на которых имеются болты для завинчивания. Стальные трубопроводы иногда могут крепится хомутами из пластика, однако прочность соединения в таком случае снижается. Кроме хомутов, трубопроводы могут оснащаться также скобами, кронштейнами, накладками, подвесками.
При чем в задачу крепежных элементов входит не только надежной фиксации труб: они хорошо поглощают вибрацию и слегка препятствуют тепловому расширению. ГОСТ 24137-80 касается металлических хомутов для труб из стали, имеющих диаметр 15-240 мм
Создавая крепление, важно учитывать, что расстояние между хомутами на горизонтальном основании должно быть не меньшим, чем 0,75 мм, на вертикальном – 1-1,5 мм
Читайте также: Перенос газовой трубы в доме: какие есть способы перемещения?
- ru-stroyka.com
- www.ktzholding.com
- trubaspec.com
Стальные трубы
Стальные изделия считаются устаревшим вариантом для монтажа водопроводных и других систем. Но, тем не менее, они и сейчас пользуются определённым спросом. Сами по себе они являются неустойчивыми к коррозийным воздействиям, поэтому нуждаются в защитном покрытии. Как правило, защитный слой выполняется из цинка — такие изделия называют оцинкованными.
В первую очередь такие трубы подразделяются на:
- шовные;
- бесшовные.
А уже после этого, по специфике производства, на:
- оцинкованные;
- сварные;
- горячекатаные;
- холоднокатаные;
- профильные;
- холоднотянутые.
Монтаж стальных изделий, из-за их веса, довольно сложен, но они до сих пор используются в разных трубопроводных конструкциях — технологических и хозяйственных.

Бесшовные стальные трубы — одни из самых прочных изделий трубного проката
По типу сечения выделяют такие виды труб из стали:
- круглые;
- квадратные;
- прямоугольные;
- многоугольные.
Такие изделия соединяются между собой: специальными муфтами, резьбой или сваркой. Являются очень прочными и способны переносить большие показатели давления.
Размеры и масса стальных труб представлены в таблице № 1.
Таблица 1
| Ду, мм | Наружный диаметр, мм | Масса 1 м трубы, кг |
| 125 | 165 | 15,04 |
| 100 | 114 | 12,15 |
| 50 | 60 | 4,88 |
| 40 | 48 | 3,84 |
| 32 | 42,3 | 3,09 |
| 20 | 26,8 | – |
| 10 | 17 | 0,8 |
В процессе эксплуатации характеристики труб из стали ухудшаются — они неизбежно теряют свою пропускную способность из-за сужения просвета. Кроме этого, они проводят электрический ток, что при неисправной электропроводке может привести к поражению током. Эксплуатационный срок стальных изделий составляет примерно 25 лет.







Стальные прецизионные трубы по ГОСТу 9567-75
Эта группа изделий контролируется отдельным ГОСТом, так как их изготовление предусматривает соблюдение повышенной точности и особых мер.
Классифицируются эти виды металлических труб в зависимости от толщины стенок и способа производства:
С особо тонкими стенками. Диаметр тут имеет соотношение с толщиной стенки выше 40, при толщине менее 0,5 мм.С тонкими стенками.
Для первого показателя установлен уровень от 40 и ниже, при толщине стенок мене 1,5 мм.С толстыми стенами. Первое соотношение – от 6 до 12,5.Особо толстые стенки. Соотношение – меньше 6.
Все прецизионные трубы являются бесшовными, обладая высокими показателями изотропной жесткости. Это дает возможность даже из тонкостенных стальных изделий по ГОСТу 9567-75 организовывать различные системы повышенной точности и сложности. Поверхность такой трубы может быть оцинкованной или фосфаративной, покрытой маслом.
Виды труб
Трубы отличаются способом изготовления, формами и размерами. Наибольшим спросом на рынке пользуются следующие виды стальных труб:
- Оцинкованные;
- Профильные;
- Бесшовные;
- Водогазопроводные;
- Электросварные.
Оцинкованные трубы

Покрытие на основе цинка хорошо защищает стальные трубы от ржавчины. Такой тип труб чаще всего используют для сооружения трубопроводов, передачи холодной воды или для эксплуатации на открытом воздухе.
Существует 3 разновидности оцинкованных труб:
- Водогазопроводные. Их используют для водопроводов внутри зданий. Наиболее распространенными размерами являются Ду 15х 2,5 – Ду 50х3,5.
- Электросварные. Применяются для создания наружных водопроводов, а также в различных металлоконструкциях. Популярными являются диаметры от 20х1,5 до 219х6 мм.
- Профильные. Основной сферой применения являются изготовление металлоконструкций эксплуатируемых как внутри так и снаружи строений. Также их используют для защиты кабелей. Наиболее распространенные размеры – от 15х15х1,5 до 80х80х4 мм.
Как правило, оцинкованные трубы изготавливаются из прямошовных труб. В зависимости от типа трубы и ее дальнейшего применения выделяют способы производства:
- Горячее оцинкование. Производится уже для готовой трубы и является наиболее распространенным методом цинкования. Преимуществами такого способа являются относительно низкая стоимость процесса, быстрота и возможность обрабатывать трубы длиной до 12 метров. К минусам можно отнести неравномерность покрытия и возможное образование наплывов.
- Горячее оцинковка стальной ленты. Этот метод цинкования отлично подходит для труб с тонкими стенками. Рулон стали протягивают через раствор, а затем сушат. В результате можно добиться равномерного покрытия металла, прочного сцепления и маленькой толщины покрывающего слоя. Недостатком метода можно назвать необходимость дополнительной обработки сварного шва, который образовывается в процессе производства трубы. Также таким способом можно обрабатывать сталь толщиной 3 мм, что зачастую не подходит для большинства современных труб.
- Термодиффузионная оцинковка. Это достаточно новый способ покрытия труб, который основывается на помещении молекул цинка, заряженных противоположными зарядами, на металл. Чаще всего таким образом обрабатывают готовые изделия небольших размеров. К плюсам такого метода относятся высокое качество готового покрытия, отсутствие отслоек, качественное покрытие даже труднодоступных мест. Минусы подобной оцинковки – высокая стоимость работ, ограничения в длине изделий и трудоемкость процесса.
- Гальваническое покрытие. Этот способ покрытия является самым дорогим, поэтому чаще всего его используют для покрытия небольших изделий или отдельных деталей. С помощью гальванического метода можно наносить не только цинк, но и медь, хром и никель. Трубы, обработанные этим методом, имеют красивый внешний вид и надежно защищены от коррозии. Как правило, они используются для производства мебели из металла, выставочных стендов, перил и т.д. К недостаткам способа можно отнести высокие требования к качеству металла, большую стоимость работ и низкую производительность.
Особенности упаковки и транспортировки
Оцинкованные трубы упаковываются в пачки весом в 1—7 тонн. Вес связки зависит от размера профиля и его диаметра. Каждая пачка обязательно должна сопровождаться биркой, на которой указан диаметр труб, марка стали, номер партии и другие параметры изделий.
Хранение готовых труб может быть организовано на больших открытых площадках. Транспортировка осуществляется в машинах с открытым кузовом либо в полувагонах. Не допускается перевозка оцинкованных труб вместе с обычными трубами, так как это может привести к их повреждению.
Профильные трубы

Профильные трубы изготавливают на станках из стальной ленты методом электросварки или формовкой круглых электросварных труб. По типу сечения трубы разделяются на квадратные, прямоугольные и овальные. В зависимости от сферы применения труб их могут производить из холоднокатаной или горячекатаной стали. Также могут различаться и марки стали: низкоуглеродистые, углеродистые и другие.
Группы профильных труб
- Трубы из холоднокатаной стали. Толщина стенок изделий составляет 0,6—2 мм. В основном такие трубы используются для производства опор, ножек или каркасов различных видов мебели. Холоднокатаную сталь можно подвергать холодному гнутью, порошковой окраске либо гальваническому покрытию.
- Трубы из горячекатаной стали. Толщина стенок в данном случае может составлять от 1,5 до 5 мм. Из таких труб изготавливаются двери, заборы и другие металлоконструкции разного назначения. Горячекатаная сталь отлично поддается сварке, покраске водостойкими красками и цинкованию.
- Замкнутые профили. Используются для изготовления всевозможных строительных конструкций. Толщина стенок труб составляет 4—12 мм. Подобные профили применяются для производства стальных каркасов складских комплексов, торговых площадок и других серьезных построек. Замкнутые профили можно сваривать, красить водостойкими красками и оцинковывать.
Особенности упаковки и транспортировки
Профильные трубы упаковывают в связки весом 1—9 тонн. На каждую пачку обязательно необходимо прикрепить бирку с номером партии, маркой стали и размерами. Если изделия имеют небольшую толщину стен, их стоит упаковывать в специальные стальные коробки для защиты от повреждений. Тонкостенные изделия предпочтительно хранить на отапливаемых складах. Перевозят такие трубы в полувагонах либо на автомобилях с открытым кузовом. Тонкостенные трубы нельзя перевозить вместе с обычными, так как они могут повредиться в процессе транспортировки.
Бесшовные трубы

Бесшовные трубы, как очевидно из названия, не имеют соединительного сварного шва. Такой тип труб стоит довольно дорого, поскольку способ их изготовления сложен и требует больших затрат.
Бесшовные трубы разделяются на два типа:
- Горячекатаные. Изготавливаются из горячекатаной или цельнолитой заготовки. Металл разогревают до температуры от 900 до 1200 градусов. Готовая труба обладает низкой прочностью и плохим качеством поверхности. Чаще всего подобные изделия применяются для проведения трубопроводов и цилиндров высокого давления. Размеры труб колеблются от 32х3 до 426х30мм.
- Холоднодеформированные. Такие трубы изготавливаются при относительно низких температурах на специальных трубопрокатных станах. Как правило, температура составляет 450 градусов и ниже. Благодаря точной технологии готовые изделия обладают высоким качеством поверхности. Наиболее ходовые размеры от 8х1 до 83х10мм. Производство таких труб обходится очень дорого, поэтому они используются в трубопроводах высокого давления и при высоких температурах. Чаще всего холоднодеформированные трубы можно встретить в различных энергетических установках.
Бесшовные трубы чаще всего имеют немерную длину 2,5—12 метров. Однако нередко изготавливаются и более длинные изделия мерной длины. Такие трубы стоят намного дороже, поэтому не пользуются большой популярностью.
Особенности упаковки и транспортировки
Трубы могут быть упакованы в связки или лежать отдельно. Если диаметр изделий превышает 159 мм, то характеристики труб должны быть нанесены непосредственно на тело самой трубы.
Водогазопроводные трубы

Водогазопроводные трубы применяются для монтажа систем водоснабжения, отопления и бытовых газопроводов. Их изготавливаются путем сварки металлических штрипсов из углеродистой стали. Большое внимание при производстве труб уделяется качеству сварочного шва. Он должен быть водо- и газонепроницаемым, а также должен выдерживать серьезные нагрузки. В зависимости от толщины стенок трубы подразделяются на легкие, обыкновенные и усиленные.
К водогазопроводным трубам применяются достаточно высокие требования по качеству. На них не должно быть трещин, вздутий или расслоений на торцах. Разрезать изделия разрешается строго под углом в 90 градусов. Вмятины и другие дефекты допускаются только в том случае, если это никак не отражается на эксплуатационных характеристиках. Регламент оцинковки труб не допускает наличие пузырей, отслоек или посторонних включений на поверхности изделий.
Особенности использования
Водогазопроводные трубы в основном используются для передачи горячей и холодной воды. Также по ним транспортируется газ низкого давления. Соединять трубы между собой можно сварным способом либо с помощью специальных резьбовых соединений.
Также водогазопроводные трубы применяются для создания различных металлоконструкций. Сюда входят строительные леса, заборы, этажерки и другие предметы мебели.
Основными покупателям таких труб являются жилищно-коммунальные хозяйства и строительные компании. Большинство квартир и домов оснащается именно такими трубами.
Наиболее ходовыми являются 6-метровые трубы, удобные для монтажа и эксплуатации. Однако при необходимости изготавливаются и более длинные трубы, если это нужно заказчику.
Электросварные трубы

Электросварные трубы изготавливаются из стальной ленты. Они делятся на прямошовные и спиральношовные. Прямошовные имеют один прямой шов, который проходит вдоль всего изделия. В спиральношовных шов проходит вокруг трубы и имеет форму спирали.
Наиболее популярными являются прямошовные трубы. Они имеют минимальную длину шва, что делает их более прочными и позволяет лучше контролировать качество изготовления. Спиральношовные трубы встречаются реже и чаще всего имеют большой диаметр.
Если труба имеет длину более 10,5 метров, то в этом случае на ней может присутствовать один поперечный сварной шов. В целом, сортамент выпускаемых электросварных труб достаточно широк. Наружный диаметр может составлять от 10 до 1420 миллиметров, а толщина стенок колебаться от 1 до 16,5 миллиметров.
Для изготовления труб используется низкоуглеродистая, углеродистая или низколегированная марка стали. Также их делают из легированной стали и нержавеющих материалов.
Области применения электросварных труб
В зависимости от используемой марки стали, электросварные трубы могут применяться в разных сферах. Обычные трубы используются для сооружения трубопроводов горячей и холодной воды, а также бытового газа. Из электросварных прямошовных труб делают трубопроводы, которые подают воду, и теплотрассы. Специальные магистральные трубы используются для монтажа магистральных нефте- и газопроводов высокого давления.
Особенности упаковки и транспортировки
В зависимости от того, какой диаметр имеют трубы, их упаковывают в связки весом 1—8 тонн. Наиболее часто вес упаковки составляет 2—5 тонн. Если диаметр труб составляет больше 159 мм, то их не упаковывают в связки. Это делается для удобства транспортировки и разгрузки транспорта.
Для перевозки электросварных труб используются полувагоны, которые можно разгружать или загружать помощью подъемного крана, либо грузовые автомобили.
Трубы с толщиной стенок меньше 1,5 мм хранятся в специальных коробах, которые находятся на складах или под навесами. Если толщина стенок составляет больше 1,5 мм, то такие трубы могут хранятся на открытых площадках.
Вам также могут быть полезны статьи:
- ГОСТы и ТУ на стальные трубы.
- Таблицы весов металлических труб.
- Online-калькулятор расчета стальных трубы.
Бесшовные трубы
Отличительной особенностью бесшовных труб является цельность их структуры. Они делятся на холодно- и горячедеформированные. Холоднодеформированные выпускаются на основании ГОСТов 8734-75 и 8733-74.
Они могут иметь наружный диаметр и толщину стенки 5-250 мм и 0,3-24 мм соответственно. Такие изделия отличаются точными геометрическими размерами и высокой чистотой поверхности. Чаще всего они используются в холодильной промышленности, автомобиле- и авиастроении, а также при прокладке трубопроводов.
Горячедеформированные трубы производятся на основании ГОСТов 8732-78 и 8731-74. Их наружный диаметр и толщина стенки могут варьироваться в пределах 28-530 мм и 2,5-75 мм соответственно.
Такие изделия имеют более высокую жесткость по сравнению с холоднодеформированными и плохо сгибаются. Внешне горячедеформированные трубы отличаются шероховатой поверхностью. Чаще всего они используются в машиностроении, нефтедобывающей и химической промышленности, а также для постройки трубопроводов с высоким расчетным давлением.
Для бесшовных труб характерно отсутствие каких-либо соединений
Электросварные трубы
Для производства электросварных труб используются металлические ленты. В прямошовных моделях сварка осуществляется вдоль всего изделия. Шов имеет минимально возможную длину, легко проверяется на качество и герметичность. Менее распространенными считаются спиральношовные модели. Такая продукция сваривается по спирали, обычно имеет большой диаметр и применяется при организации трубопроводов соответствующего размера.
Изделия данного типа изготавливаются из углеродистой, низколегированной стали, реже нержавейки. Применяются для монтажа трубопроводов перекачки воды, теплоносителя для систем отопления, газа и продуктов нефтепереработки. Продукция высокой прочности используется для строительства магистралей высокого давления.
Стальные электросварные трубы с прямыми швами сортимент, согласно ГОСТу 10705-91
Перечень технических условий, по которым изготовляют из стали прямошовные электросварные трубы, содержит ГОСТ 10705-91.
Среди наиболее важных положений этого документа можно выделить следующее:
- Размер допускаемой кривизны указан в пределах 1,5 мм/ погонный метр для изделий, прошедших термическую обработку, и 2 мм/погонный метр – для непрошедших. Если того хочет заказчик, в первом случае параметр допускается снизить до 1-го мм, во втором – до 1,5 мм.Если трубу подвергают термической обработке, то, при соответствующей рекомендации заказчика, для этой процедуры может быть создана специальная защитная атмосфера.По краям прямошовная электросварная туба, согласно ГОСТа 10707-91, обрезается с соблюдением угла 90 градусов, с последующей зачисткой всех возникших неровностей и дефектов.
Газовые и нефтепроводные тубы из стали, использующиеся в промышленности, подпадают под отдельный ГОСТ.
Как уже упоминалось, ГОСТ 52079-2003 касается стальных электросварных изделий с прямым швом, имеющих большой диаметр.Кроме того, к особой категории относится разновидность стальных труб сварного и бесшовного типа, которые использует мотовелопромышленность. Любой участок данных изделий не должен иметь кривизну больше 1,5 мм. Благодаря нормативному документу 12132-66 дается разрешение на изготовление продукции, имеющей исключительно высокую или повышенную степень точности.
Системы измерения параметров труб
Существует одна особенность в указании параметров наиболее востребованных для бытовых нужд водогазопроводных труб. При сооружении водопроводов с их применением отдельные элементы чаще всего соединяются с помощью резьбового метода.
Для этого на внешнюю поверхность труб наносится резьба. Учитывая, что именно этот параметр важен при сборке системы, он и указывается производителем. При этом диаметр резьбы всегда меньше наружного диаметра трубы.
На сегодняшний день при описании параметров труб используется две системы измерений: имперская и метрическая. В первой все параметры указываются в дюймах. Она используется только применительно к водогазопроводным трубам и арматуре для них.
В метрической системе все параметры указываются в миллиметрах, сантиметрах или метрах. Иногда при стыковке труб разного типа приходится пересчитывать их размеры из одной системы в другую. Для этого используются специальные таблицы, приведенные в ГОСТе 6357-81.
Физико-химические свойства
Изменением состояния при нагревании или охлаждении диэлектриков характеризуются их физико-химические свойства, а также химически активных веществ под действием влаги, механических нагрузок и т.п. Нежелательные, а порой аварийные последствия в работе электроустановок может вызвать чрезвычайное нагревание электроизоляционного материала. Примером этому служит пожар, короткое замыкание, поражение людей электрическим током. От этого предъявляются высокие требования к диэлектрикам по их нагревостойкости.
Нагревостойкостью называется способность диэлектрика длительно выдерживать заданную ему рабочую температуру без заметного изменения своих электроизоляционных качеств. По ней различают семь классов электроизоляционных материалов, используемых при температурах 90, 105, 120, 130, 155, 180, более 18-0°С. Ряд материалов (асбест, керамические материалы, слюда и т.п.) благодаря своему строению располагают большой нагревостойкостью. Волокнистые материалы – из шелка, хлопка, целлюлозы и т.п. с целью увеличения нагревостойкости пропитывают специальными веществами.
Некоторые диэлектрики при нагревании могут расплавиться, такие как слюда, парафин, а также размягчиться – смолы, битумы, или даже загореться (происходит вспышка паров электроизоляционных жидкостей при определенных температурах): кабельное масло, трансформаторное, синтетические электроизоляционные жидкости.
К потере эластичности приводит охлаждение диэлектриков, а также к появлению трещин и т.п. Каждый материал от этого характеризуется холодостойкостью. Холодостойкостью называется способность диэлектрика сохранять свои основные свойства при охлаждении. Например, за холодостойкость у твердого диэлектрика принимают такую температуру (ниже 0°С), при которой начинается его механическое разрушение.
На открытом воздухе работают многие электроустановки, в последствии подвергаются действию влаги их электроизоляционные материалы. Да и в зависимости от окружающей среды и в закрытых электроустановках специфика технологического процесса электрооборудование также подвергается действию влаги. Прежде всего, его электроизоляционные свойства ухудшает проникновение воды внутрь диэлектрика, так как вода несомненно является проводником электрического тока. Поглощать влагу из окружающей среды характеризуется способность диэлектрика – влагопоглощаемостью. Влагопоглощаемость тоже определяют опытным путем: выдерживают в дистиллированной воде образец диэлектрика в течение 24 часа при температуре обычно 20°С; а также есть и другие способы определения влагопоглощаемости.
Также характеризуют твердые диэлектрики смачиваемостью их поверхности водой, так как уменьшает удельное поверхностное электрическое сопротивление диэлектрика наличие воды. По краевому углу смачивания судят о смачиваемости. Чем больше угол смачивания, тем меньше смачиваемость диэлектрика и лучше его электроизоляционные свойства. предназначенные для работы в химически активной (агрессивной) среде, электроизоляционные материалы, должны противостоять действию щелочей, кислот. Такие свойства определяют примерно так же, как влагопоглощаемость.
Большинство многих электроизоляционных материалов используются кроме своего прямого назначения также для защиты металлических проводников от коррозии. С бурным развитием атомной энергетики и космической техники в настоящее время все более и более высоким требования предъявляются к радиационной стойкости диэлектриков.
Вязкостью характеризуют также жидкие диэлектрики, её определяют временем истечения жидкости из сосуда, имеющего строго определенную отверстие и форму.
При изготовлении аппаратов, электрических машин и другого электрооборудования, ремонте или монтаже электроустановок нередко приходится обрабатывать электроизоляционные материалы механическими способами, таким как сверлением, резанием, шлифованием и т.п
От этого немаловажно знать механические свойства диэлектриков, такие как твердость, предел прочности, и т.п., а также не менее важно знать свойства диэлектриков растворяться в растворителях и лаках, склеиваться. Крайние свойства особенно часто встречаются в связи с внедрением новых, прогрессивных способов выполнения сборки электрических аппаратов, машин и электромонтажных работ
Водогазопроводные трубы

Изделия с маркировкой ВГП являются наиболее популярными на рынке, используются повсеместно, производятся в различных типоразмерах. Для изготовления продукции используются стальные ленты или штрипсы, свариваемые по всей длине. Для того, чтобы изделие было прочным и герметичным, особое внимание уделяется качеству сварки и проверке готового шва.
Трубы данного типа могут быть стандартными, облегченными и усиленными. В зависимости от перекачиваемой среды и величины давления используется товар различного типа. При проверке отбраковываются изделия, имеющие дефекты и неоднородности поверхности, трещины, расслоения металла, вздутия и другие негативные особенности.
Использование продукции актуально при монтаже водопроводов и систем перекачки газа. Между собой элементы свариваются или соединяются на резьбу. Допускается использование для производства заборов, ограждений, строительных лесов, различных металлоконструкций. Покупателями становятся организации сферы ЖКХ, строительные, монтажные компании.
Диаметры труб
Для описания размеров поперечного сечения труб помимо толщины стенки используется несколько различных диаметров:
Внутренний диаметр всегда указывается в миллиметрах;Условный проход является безразмерной величиной. Он аналогичен внутреннему диаметру, но может не совпадать с ним по величине. Фактически условный проход – это округленное в большую или меньшую сторону значение среднего внутреннего диаметра труб.
Его значение важно при проведении расчетов для всей системы подачи жидкости, пара или газа. Удобство этого параметра становится очевидным при практическом применении
В этом случае для сборки гарантированно работоспособной системы подбираются трубы и фитинги с одинаковым условным проходом;Наружный диаметр является основным габаритным размером труб.
Водогазопроводные трубы – самый распространенный материал для сборки бытовых водопроводных систем
Газообразные диэлектрики
Преимуществами газов перед остальными видами электроизоляционных материалов являются: высокое удельное электрическое сопротивление, малый тангенс угла диэлектрических потерь; малая, близкая к единице диэлектрическая проницаемость. Наиболее же ценным свойством газов является их способность восстанавливать электрическую прочность после разряда. Кроме воздуха в качестве электрической изоляции широко используют двух- и трехатомные газы — азот, водород, углекислый газ. Электрические прочности этих газов при нормальных условиях мало отличаются друг от друга и могут с достаточной точностью приниматься равными прочности воздуха. В таблице 3.5.1 приведены отношения электрической прочности некоторых газов, включая и высокопрочные, Епр г к электрической прочности воздуха, которая принята за единицу. В этой же таблице даны точки кипения газов при нормальном давлении.
Наилучшим образом требованиям к газам, применяемым в электроизоляционных конструкциях, удовлетворяет элегаз и фреон. Гексафторэтан нельзя использовать при повышенных давлениях из-за низких критических параметров.
ГОСТ Р 70461-2022 Строительные работы и типовые технологические процессы. Конструкции стальные из труб и замкнутых профилей. Правила и контроль выполнения монтажных работ
Текст ГОСТ Р 70461-2022 Строительные работы и типовые технологические процессы. Конструкции стальные из труб и замкнутых профилей. Правила и контроль выполнения монтажных работ
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
ГОСТ Р 70461— 2022
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Строительные работы и типовые технологические процессы
КОНСТРУКЦИИ СТАЛЬНЫЕ ИЗ ТРУБ И ЗАМКНУТЫХ ПРОФИЛЕЙ
Правила и контроль выполнения монтажных работ
Москва Российский институт стандартизации 2022
Предисловие
- 1 РАЗРАБОТАН Акционерным обществом «Центр методологии нормирования и стандартизации в строительстве» (АО «ЦНС»)
- 2 ВНЕСЕН Техническим комитетом по стандартизации ТК 400 «Производство работ в строительстве. Типовые технологические и организационные процессы»
- 3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 31 октября 2022 г. № 1221-ст
- 4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© Оформление. ФГБУ «РСТ», 2022
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Приложение А (рекомендуемое) Сварка стальных конструкций на строительной площадке
из готовых элементов и изготовление вспомогательных и второстепенных элементов
на монтажной площадке
Приложение Б (справочное) Средства индивидуальной защиты, применяемые при пристрелке дюбелей
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Строительные работы и типовые технологические процессы КОНСТРУКЦИИ СТАЛЬНЫЕ ИЗ ТРУБ И ЗАМКНУТЫХ ПРОФИЛЕЙ Правила и контроль выполнения монтажных работ
Construction works and typical technological processes. Steel structures from pipes and closed profiles. Rules and control of work performance
Дата введения — 2023—05—01
1 Область применения
Настоящий стандарт распространяется на строительные конструкции из стальных труб и замкнутых профилей (далее — стальные конструкции) и устанавливает требования к их изготовлению в условиях строительно-монтажной площадки, монтажу и контролю выполненных работ.
Примечание — Области применения стальных конструкций по климатическим, ветровым, снеговым и сейсмическим районам определяются в чертежах проектной документации.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы:
ГОСТ 8.051 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 9.032 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.402 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
ГОСТ 9.908 Единая система защиты от коррозии и старения. Металлы и сплавы. Методы определения показателей коррозии и коррозионной стойкости
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.4.020 Система стандартов безопасности труда. Средства индивидуальной защиты рук. Номенклатура показателей качества
ГОСТ 12.4.254 Система стандартов безопасности труда. Средства индивидуальной защиты глаз и лица при сварке и аналогичных процессах. Общие технические условия
ГОСТ 12.4.275 (ЕН 13819-1:2002) Система стандартов безопасности труда. Средства индивидуальной защиты органа слуха. Общие технические требования. Методы испытаний
ГОСТ 166 (ИСО 3599—76) Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 535 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 1759.0 Болты, винты, шпильки и гайки. Технические условия.
ГОСТ 3242 Соединения сварные. Методы контроля качества
ГОСТ 5264—80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5915 Гайки шестигранные класса точности В. Конструкция и размеры
ГОСТ 5927 Гайки шестигранные класса точности А. Конструкция и размеры
ГОСТ 6402 Шайбы пружинные. Технические условия
ГОСТ 6996 Сварные соединения. Методы определения механических свойств
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 8731 Трубы стальные бесшовные горячедеформированные. Технические требования
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9466 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ ГОСТ ГОСТ ГОСТ ГОСТ ГОСТ
Трубы стальные электросварные. Технические условия.
Трубы стальные электросварные прямошовные. Технические требования
Шайбы косые. Технические условия
Скобы с отсчетным устройством. Технические условия
Шайбы. Технические условия
Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 14673 Штампы для листовой штамповки. Блоки штампов с осевым расположением шариковых направляющих узлов. Конструкция и размеры
ГОСТ 14771 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14776 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16523 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 17066 Прокат тонколистовой из стали повышенной прочности. Технические условия
ГОСТ 17435 Линейки чертежные. Технические условия
ГОСТ 18123 Шайбы. Общие технические условия 1 )
ГОСТ 19281 Прокат повышенной прочности. Общие технические условия
ГОСТ 21780 Система обеспечения точности геометрических параметров в строительстве. Расчет точности
ГОСТ 23118—2019 Конструкции стальные строительные. Общие технические условия
ГОСТ 23518 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 24297 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ 27772 Прокат для строительных стальных конструкций. Общие технические условия
ГОСТ 30245 Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций. Технические условия
ГОСТ 32484.1 (EN 14399-1:2005) Болтокомплекты высокопрочные для предварительного натяжения конструкционные. Общие требования
ГОСТ 32484.3 (EN 14399-3:2005) Болтокомплекты высокопрочные для предварительного натяжения конструкционные. Система HR — комплекты шестигранных болтов и гаек
ГОСТ 32484.5 (EN 14399-5:2005) Болтокомплекты высокопрочные для предварительного натяжения конструкционные. Плоские шайбы
ГОСТ 32528 Трубы стальные бесшовные горячедеформированные. Технические условия
ГОСТ 32931 Трубы стальные профильные для металлоконструкций. Технические условия
ГОСТ 33228 Трубы стальные сварные общего назначения. Технические условия
ГОСТ 33715 Краны грузоподъемные. Съемные грузозахватные приспособления и тара. Эксплуатация
ГОСТ ISO 898-1 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы
ГОСТ ISO 898-2 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 2. Гайки установленных классов прочности с крупным и мелким шагом резьбы
ГОСТ ISO 4032 Гайки шестигранные нормальные (тип 1). Классы точности А и В
ГОСТ ISO 8673 Гайки шестигранные нормальные (тип 1) с мелким шагом резьбы. Классы точности А и В
ГОСТ Р 54864 Трубы стальные бесшовные горячедеформированные для сварных стальных строительных конструкций. Технические условия
ГОСТ Р 58064 Трубы стальные сварные для строительных конструкций. Технические условия
ГОСТ Р 58904/ISO/TR 25901-1:2016 Сварка и родственные процессы. Словарь. Часть 1. Общие термины
ГОСТ Р 58905/ISO/TR 25901-2:2016 Сварка и родственные процессы. Словарь. Часть 3. Сварочные процессы
ГОСТ Р ИСО 4014 Болты с шестигранной головкой. Классы точности А и В
ГОСТ Р ИСО 4017 Винты с шестигранной головкой. Классы точности А и В
ГОСТ Р ИСО 8676 Винты с шестигранной головкой с мелким шагом резьбы. Классы точности А и В
ГОСТ Р ИСО 8765 Болты с шестигранной головкой с мелким шагом резьбы. Классы точности А и В
ГОСТ Р ИСО 17659 Сварка. Термины многоязычные для сварных соединений
СП 16.13330.2017 «СНиП 11-23-81* Стальные конструкции»
СП 48.13330.2019 «СНиП 12-01-2004 Организация строительства»
СП 70.13330.2012 «СНиП 3.03.01-87 Несущие и ограждающие конструкции»
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов (сводов правил) в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины, определения и сокращения
3.1 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р 58904, ГОСТ Р 58905, ГОСТ Р ИСО 17659, а также следующие термины с соответствующими определениями:
- 3.1.1 деталь (элемент): Изделие, изготовленное из однородного материала без применения сборочных операций.
Примечание — Номер изделия в спецификации технической документации на стальную конструкцию называется «Позиция».
- 3.1.2 монтажный зазор: Расстояние между гранями соединяемых элементов стальных конструкций, предусмотренное для возможности перемещений в процессе установки.
- 3.1.3 замкнутый сварной гнутый профиль проката: Сортовой гнутый профиль проката, квадратный или прямоугольный в сечении, замкнутый контур которого обеспечен гибкой и сваркой листовой заготовки.
- 3.1.4
изделие: Объект, форма, размеры, конструкция которого определяют его функциональное назначение в большей мере, чем его химический состав. Изделие является единицей промышленной продукции, количество которой может исчисляться дискретной величиной в штуках или экземплярах. К изделиям не относится нештучная продукция.
[ГОСТ 32421—2013, пункт 3.5]
- 3.1.5 комплектующее изделие: Единица продукции предприятия-поставщика, применяемая как составная часть продукции, выпускаемой другим предприятием.
- 3.1.6 строительное изделие: Элемент строительной конструкции (или конструкция в целом), изготовленный вне места его применения.
Примечание — Примеры строительных изделий: стальной ригель, стальная колонна, стальная связь, панель стены, стропильная балка, стальная балка, плита перекрытия, лестничный марш, звено воздуховода, кольцо колодца, подоконная доска, санитарно-техническая кабина и другие элементы и строительные конструкции, поставляемые для использования в строительстве в готовом виде.
- 3.1.7 обустройство: Процесс установки на строительных конструкциях подмостей, люлек, лестниц и других временных приспособлений при подготовке их к монтажу для обеспечения безопасных условий труда монтажников на высоте.
Примечание — Инвентарные навесные подмости, площадки и лестницы закрепляют к монтируемым элементам у мест их установки.
ожог дугой: Местное повреждение поверхности основного металла рядом со сварным швом из-за горения дуги вне разделки кромок.
[ГОСТ Р ИСО 6520-1—2012, раздел 5, таблица 1, пункт 601]
Примечание — Ожоги, подрезы, натеки, наплывы, прожоги, незаверенные кратеры, оставшиеся после сварки шлак и брызги, оплавление кромок (в угловых швах) вызываются преимущественно чрезмерной силой тока и напряжения на дуге, большим диаметром электродов, неправильными манипуляциями электродом, плохой сборкой стыка под сварку, низкой квалификацией сварщика.
опытный образец: Образец продукции, изготовленный по вновь разработанной рабочей документации для проверки путем испытаний соответствия его заданным техническим требованиям с целью принятия решения о возможности постановки на производство и (или) использования по назначению.
[ГОСТ 16504—81, статья 8]
- 3.1.10 отправочная марка (сборочная единица): Изделие, собранное на заводе из деталей с участием соединяющих элементов: сварочных материалов, крепежных метизов и др., являющееся частью стальной конструкции каркаса (фермы, колонны, рамы) и предназначенное для сборки в конструкцию на монтажной площадке.
- 3.1.11
подрез (Нрк. канавка): Продольное сплошное или прерывистое углубление по линии сплавления валика сварного шва с основным металлом или предыдущим наплавленным металлом.
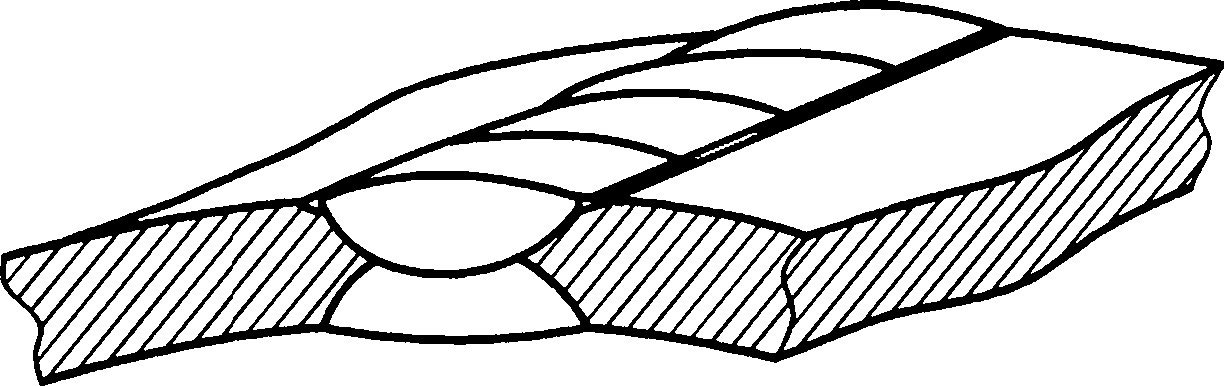
Примечание — Подрез характерен для сварных соединений, выполненных дуговой сваркой. [ГОСТ Р 59496—2021, статья 10]
- 3.1.12 полуфабрикат: Изделие предприятия-поставщика, подлежащее дополнительной обработке или сборке (например, стальное литье для опорных частей, поковки, холодногнутые профили и т. д.)
- 3.1.13 полые профили: Общий термин трубчатых профилей круглого, квадратного или прямоугольного сечений.
- 3.1.14 работы монтажные: Комплекс работ по монтажу и демонтажу стальных конструкций.
- 3.1.15 сборка: Процесс соединения в определенной последовательности и закрепление отправочных марок, монтажных элементов, деталей и узлов с целью получения стальной конструкции, удовлетворяющей ее назначению.
- 3.1.16 сварочные деформации: Искажение формы сварного изделия (укорочение, изгиб, поворот сечений, потеря устойчивости листа и т. д.) в процессе сварки и последующего охлаждения металла.
- 3.1.17 монтажный стык: Соединительный узел конструктивных элементов, выполненный в монтажных условиях.
- 3.1.18 технологическая проба [испытание]: Процесс определения возможности проведения различных технологических операций.
Примечание — К таким испытаниям относятся испытания на загиб в холодном состоянии, осадку, перегиб, выдавливание, свариваемость, прокаливаемость и др.
- 3.1.19 технологический [монтажный] припуск: Конструктивно предусмотренный заведомо больше требуемого размер монтажного элемента, предусмотренный для максимально точного монтажа этого элемента и/или компенсации усадок от сварки.
- 3.1.20 типовое изделие: Изделие, принадлежащее к группе изделий, близких по конструкции, и обладающее наибольшим количеством конструктивных и технологических признаков этой группы.
- 3.1.21 монтажный элемент: Готовое изделие, отправляемое на монтаж без сборки и сварки на заводе (фасонки, накладки, прокладки, рыбки, связи и т. д.).
- 3.1.22 элемент: Составная часть строительной конструкции, сооружения.
3.2 Сокращения
В настоящем стандарте применены следующие сокращения:
ЖСР — журнал сварочных работ;
КМ — конструкции металлические;
КМД — конструкции металлические деталировочные;
ППР — проект производства работ;
ППСР — проект производства сварочных работ;
ТД — техническая документация;
ТУ — технические условия.
Примечание — Техническая документация на изделия — это документальное подтверждение качества товара: декларация о соответствии, сертификат соответствия, дополнительные документы для подтверждения стандартов при проведении проверки качества, заключение.
4 Требования к организации производства работ
- 4.1 При организации производства работ следует выполнять требования ППР, СП 48.13330.2019 и настоящего стандарта. Монтажные работы должны быть организованы с использованием прогрессивных методов, обеспечивающих безопасность работ, высокую производительность труда, сокращение сроков изготовления стальных конструкций и проведения монтажных работ, снижение себестоимости и качество их выполнения.
- 4.2 При организации проведения работ должны быть учтены принятые в ППР решения, обоснованные расчетами на неблагоприятные значения и сочетания нагрузок и воздействий, возможных в период изготовления стальных конструкций и производства монтажных работ. Отдельные конструктивные элементы или части строящегося здания (сооружения), используемые для крепления к ним монтажных приспособлений и устройств, должны быть проверены на указанные силовые воздействия.
Также должны быть учтены предусмотренные в ППР мероприятия по обеспечению устойчивости стальных конструкций в периоды изготовления и подготовки к монтажу, непосредственно во время монтажа и до завершения проектного или временного закрепления.
Примечание — Расчет устойчивости стальных конструкций в процессе монтажа может быть выполнен по СП 70.13330.2012 (приложение К).
- 4.3 Изготовление и производство монтажных работ должно соответствовать требованиям к процессам изготовления и монтажа, содержащимся в ППР, чертежах КМ, КМД:
- — указания по сборке монтажных соединений;
- — указания по выполнению сварных соединений;
- — указания по выполнению соединений на болтах, винтах и других крепежных элементах;
- — указания по защите стальных конструкций от коррозии.
- 4.4 Работы необходимо выполнять с учетом следующих требований:
- — габариты транспортируемых стальных конструкций должны быть сопоставлены с габаритами транспортных средств и транспортных путей с учетом последовательности их монтажа;
- — зона складирования и раскладки сборных элементов должна соответствовать плану монтажных работ, ее размеры должны быть установлены с учетом наличия проезжей части для транспорта, прохода крана и беспрепятственного ведения монтажа;
- — зона изготовления или укрупнительной сборки стальных конструкций должна соответствовать плану монтажных работ, она может быть расположена на территории приобъектных складов стальных конструкций или на специальных сборочных площадках;
- — зона укрупнительной сборки должна быть размещена вблизи монтируемых объектов в зоне действия монтажных кранов;
- — зона укрупнительной сборки должна быть оборудована стационарными или временными стеллажами, стендами или кондукторами, позволяющими закреплять стальные конструкции и осуществлять их выверку и рихтовку в процессе сборки;
- — укрупнение стальных конструкций в монтажные или монтажно-технологические блоки должно проводиться параллельно или с опережением возведения здания или сооружения;
- — должны быть обеспечены прочность и устойчивость стальных конструкций, монтажных механизмов и приспособлений под действием монтажных нагрузок при складировании, транспортировании, укрупнении, кантовке, подъеме, установке и выверке;
- — должны быть предусмотрены мероприятия, обеспечивающие требуемую точность и пространственную неизменяемость стальных конструкций в процессе их укрупнительной сборки и монтажа в проектное положение;
- — схемы производства работ должны обеспечивать безопасность их выполнения.
- 4.5 Если зона складирования и раскладки сборных элементов позволяет выполнить поэлементную раскладку, то положение элементов в плане должно быть привязано к местам стоянки крана. При этом место строповки должно попадать на монтажный радиус крана, а положение строительного изделия должно быть максимально приближено к месту проектной установки.
- 4.6 При производстве работ должны быть учтены схемы производства работ, разработанные в ППР, которые содержат:
- а) разработку специальных вопросов:
- — по погрузке, разгрузке и складированию сложных пространственных стальных конструкций;
- — по укрупнительной сборке стальных конструкций в крупногабаритные блоки;
- — по транспортированию негабаритных стальных конструкций в пределах строительной площадки;
- — по кантовке, подъему, установке, временном закреплении, выверке и постоянном закреплении стальных конструкций;
- б) ведомость монтажного оборудования, приспособлений и такелажа;
- в) ведомость механизированного и ручного инструмента на трудоемкие ручные операции;
- г) графическое изображение способов строповки и схему подъема элементов (укрупненных блоков) стальных конструкций;
- д) указания, предусматривающие соответствие устанавливаемых монтажных механизмов условиям строительно-монтажных работ по грузоподъемности, высоте подъема крюка и вылету стрелы (для монтажных кранов);
- е) решения и требования по технике безопасности производства работ, не отраженные на других чертежах;
- ж) технологическую последовательность монтажа строительных, в том числе стальных, конструкций объекта.
- 4.7 Для основных поднимаемых элементов (блоков) должны быть уточнены указанные в ППР: габаритные размеры стальных конструкций, общая масса подъема, вылет крана, на котором производится установка соответствующего элемента, и грузоподъемность крана на этом вылете.
- 4.8 Геометрические параметры собранных и подготовленных к монтажу стальных конструкций и их элементов должны соответствовать точности, указанной в КМ и КМД, рассчитанной по ГОСТ 21780.
5 Требования к материалам и покупным изделиям
- 5.1 Стальные конструкции и материалы, применяемые при монтаже, должны соответствовать требованиям проектной документации, а также СП 70.13330.2012 (пункт 4.5.3).
- 5.2 Для изготовления стальных конструкций из полых профилей применяют электросварные и горячедеформированные трубы, гнутые, сварные, замкнутые, квадратные и прямоугольные профили, а также сортовой, фасонный, листовой широкополосный, универсальный, полосовой и тонколистовой прокат по ГОСТ 10705, ГОСТ 33228, ГОСТ Р 58064, ГОСТ 10706, ГОСТ 8731, ГОСТ 32528, ГОСТ Р 54864, ГОСТ 30245, ГОСТ 32931, ГОСТ 27772, ГОСТ 14673, ГОСТ 19281, ГОСТ 535, ГОСТ 16523 и ГОСТ 17066.
- 5.3 Для ручной дуговой сварки применяют сварочные материалы по ГОСТ 9466, ГОСТ 9467.
- 5.4 Для болтовых срезных и монтажных соединений применяют стальные болты класса точности В по ГОСТ Р ИСО 8765, ГОСТ Р ИСО 8676, ГОСТ Р ИСО 4017, ГОСТ Р ИСО 4014 классов прочности 5.6, 5.8, 8.8, 10.9 и 12.9 с техническими требованиями по ГОСТ ISO 898-1, гайки класса точности В по ГОСТ 5915 2 ГОСТ ISO 4032, ГОСТ ISO 8673, классов прочности 4, 5, 8, 10, 12 и техническими требованиями по ГОСТ ISO 898-2, круглые шайбы по ГОСТ 11371 исполнения 1, класса точности А с техническими требованиями по ГОСТ 18123, косые шайбы по ГОСТ 10906 и пружинные нормальные шайбы по ГОСТ 6402.
Для болтовых соединений, работающих на срез и растяжение, следует применять болты и соответствующие им гайки по ГОСТ 1759.0, ГОСТ 5915 2 ГОСТ 5927 2 ГОСТ ISO 4032, ГОСТ ISO 8673, ГОСТ Р ИСО 8676, ГОСТ Р ИСО 8765, ГОСТ Р ИСО 4017, ГОСТ Р ИСО 4014 в соответствии с указаниями таблицы 1.
Таблица 1 — Классы прочности крепежных элементов в зависимости от вида работы соединения
Класс прочности элемента
Вид работы соединения
срез и растяжение
- 5.5 Для фрикционных, фрикционно-срезных и фланцевых соединений применяют высокопрочные болты, гайки и шайбы соответственно по ГОСТ 32484.3 и ГОСТ 32484.5 с техническими требованиями, конструкцией и размерами по ГОСТ 32484.1. Для растянутых фланцевых соединений следует применять высокопрочные болты климатического исполнения ХЛ по ГОСТ 15150.
- 5.6 Допускается применение высокопрочных болтов по другим стандартам и ТУ, в том числе по ГОСТ ISO 898-1 и ГОСТ ISO 898-2 с техническими требованиями не ниже указанных в ГОСТ 32484.1 при наличии сертификата установленной формы.
- 5.7 Стальные элементы строительного изделия должны быть изготовлены из сталей, свойства которых соответствуют трещиностойкости (вязкости разрушения), заданной в проектной документации.
- 5.8 В составных элементах строительного изделия должны быть использованы изделия, указанные в спецификации. В свойствах стали на изделие должна быть приведена вязкость разрушения по Шарпи с использованием тестов на эталонную температуру и толщину материала.
Примечание — Если не имеется данных по материалам, входящим в состав элементов строительного изделия, вязкость разрушения допускается оценивать с помощью испытания ударной вязкости по Шарпи, которое проводится в соответствии с указаниями ГОСТ 9454, а оценка результатов испытаний — по ГОСТ 19281, ГОСТ 535.
- 5.9 Конструкционные испытания строительных изделий необходимо проводить в соответствии с требованиями, установленными в проектной документации. Характеристики изготовления строительного изделия следует оценивать по требованиям, указанным в спецификации. Изготовление следует проверять и оценивать в соответствии с требованиями для указанного класса исполнения.
6 Подготовительные работы
- 6.1 До начала производства монтажных работ съемные грузозахватные приспособления (стропы, траверсы, захваты и т. п.) и тара должны быть проверены в соответствии с правилами и методами оценки соответствия, включая браковочные показатели, требования к условиям проведения проверок, испытаний, и порядком обработки их результатов, установленными в ГОСТ 33715.
- 6.2 Для монтажа стальных конструкций из полых профилей следует применять стропы и захваты, исключающие местное смятие элементов стальных конструкций в местах строповки.
- 6.3 Площадка для изготовления стальных конструкций должна быть оборудована стеллажами, подъемными и кантовочными механизмами.
- 6.4 Места опирания, на которые должны быть установлены стальные конструкции, следует очистить и нанести разметку осей.
7 Транспортирование и хранение стальных конструкций и изделий
- 7.1 Транспортные процессы включают следующее: доставку, приемку (оформление перевозочных документов), разгрузку и раскладку стальных конструкций, их элементов, деталей, вспомогательных материалов и креплений, перемещение стальных конструкций и элементов в пределах строительной площадки, а также подачу стальных конструкций в зону монтажа со складов или площадок укрупнитель-ной сборки.
- 7.2 При транспортировании и хранении упакованные отправочные элементы крупногабаритных стальных конструкций (арок, балок, ферм и т. п.) должны быть поставлены в положение, определенное проектной документацией.
- 7.3 На всех этапах погрузочно-разгрузочных работ и транспортирования элементы или транспортные блоки (пакеты) стальных конструкций должны сохранять геометрическую неизменяемость.
- 7.4 Зоны фрикционных поверхностей стыков на высокопрочных болтах (фланцев, накладок, монтажных узлов) должны быть защищены от повреждений, попадания на них влаги, масел и других компонентов.
- 7.5 При хранении отправочных марок и элементов стальных конструкций под открытым небом, а также при опирании на грунт или друг на друга следует использовать подкладки, гребенки, кассеты и другие устройства, обеспечивающие их сохранность, удобство оснащения, строповки и подъема. Допускается осуществлять временное хранение (не более 3 мес. с момента отгрузки предприятием-изготовителем) профильного проката в специально оборудованных стеллажах на открытом воздухе в соответствии с указаниями [1, пункт 4.5].
Примечание — Деревянные подкладки применяют длиной, превышающей ширину пакета не менее чем на 200 мм, шириной не менее 100 мм и толщиной не менее 50 мм при транспортировании и 150 мм при хранении стальных конструкций на строительной площадке.
- 7.6 Условия транспортирования и хранения (за исключением болтов, гаек и шайб) при воздействии климатических факторов должны соответствовать группе Ж1 по ГОСТ 15150. Хранение сварочных материалов, болтов, гаек и шайб — группа Ж2 по ГОСТ 15150.
8 Изготовление и укрупнительная сборка стальных конструкций
в условиях строительной площадки
- 8.2 При непосредственной стыковке полых профилей в узлах стальных конструкций подготовку кромок под сварку, механическую обработку сварных швов, разделку и зачистку дефектных мест рекомендуется выполнять шлифовальными машинками с пневмо- или электроприводом.
- 8.3 Металлопрокат перед подачей на механизированный участок по изготовлению стальных конструкций должен быть проверен на соответствие сопроводительной документации, очищен от влаги, снега, льда, масла или других загрязнений в соответствии с указаниями [1, пункт 5.1].
- 8.4 Состав работ по изготовлению стальных конструкций на строительной площадке:
- 1) ознакомление с чертежами и другой технической документацией;
- 2) входной контроль (см. 10.1) и сортировка материалов и изделий;
- 3) перемещение материалов, изделий и инструментов в пределах сборочной площадки на расстояние до 50 м;
- 4) строповка и расстроповка стальных конструкций в соответствии со схемами, разработанными в ППР;
- 5) очистка поверхности металлопроката от грязи и ржавчины;
- 6) кантовка и развороты деталей собираемых стальных конструкций в процессе обработки и сборки;
- 7) разметка и изготовление элементов в соответствии с чертежами КМД;
 сборка стальных конструкций в соответствии с чертежами КМ и КМД;
сборка стальных конструкций в соответствии с чертежами КМ и КМД;- 9) для бесфасоночных ферм следует осуществлять контроль зазоров для сварки с составлением актов на скрытые работы (до выполнения сварки);
- 10) контроль геометрических параметров изготовленной стальной конструкции (см. 10.2.1);
- 11) окончательная затяжка соединений на болтах;
- 12) сварка и зачистка сварных соединений под контроль;
- 13) проведение визуального, ультразвукового и других видов контроля сварных соединений (см. 10.2.4);
- 14) очистка поверхностей стальной конструкции под грунтование и окраску (ГОСТ 9.402);
- 15) грунтовка и нанесение антикоррозионных покрытий (ГОСТ 9.032);
- 16) маркировка отдельных деталей, блоков и узлов в соответствии с требованиями чертежей КМД и технологических сборочных схем;
- 17) восстановление поврежденных участков противокоррозионного покрытия стальных конструкций и элементов соединений в соответствии с требованиями ГОСТ 9.402 и ГОСТ 9.032.
- 8.5 Укрупнительную сборку стальных конструкций необходимо осуществлять в зонах укрупни-тельной сборки в соответствии с чертежами КМ, КМД и схемами, разработанными в ППР.
- 8.6 Элементы, подлежащие укрупнению в длину, подают краном со склада и укладывают на опоры стенда или кондуктора таким образом, чтобы совпали их продольные оси. Затем осуществляют подгонку для достижения соосности элементов.
- 8.7 Стальные фермы из-за их большой поперечной гибкости укрупняют преимущественно в горизонтальном положении. Уложенные горизонтально части укрупняемых элементов совмещают на стеллаже сборочными отверстиями и закрепляют болтами или пробками. При отсутствии сборочных отверстий правильность совмещения стыкуемых элементов проверяют с помощью фиксаторов, закрепленных на прогонах стеллажа.
- 8.8 Конструкция стеллажа для сборки стальных ферм должна позволять осуществить сварку сначала верхнего и нижнего поясов сверху. Во избежание потолочной сварки укрупняемый элемент на стеллаже перекантовывают на другую плоскость и проваривают стыки с другой стороны.
- 8.9 Холодная или в горячем состоянии правка деформированных элементов стальных конструкций не допускается.
- 8.10 Временное усиление отдельных элементов стальных конструкций, имеющих недостаточную жесткость в некоторых плоскостях, на стадиях их транспортирования и монтажа должно быть выполнено в соответствии с ППР.
- 8.11 Временное усиление необходимо устанавливать до подъема и установки стальной конструкции в проектное положение. Конструкции временного усиления следует демонтировать только после установки и проектного закрепления смонтированной стальной конструкции.
- 8.12 Качество выполненных работ проверяют в соответствии с указаниями проектной документации и 10.2.
- 8.13 Стальные конструкции после сборки подлежат техническому осмотру, кроме того должна быть выполнена проверка герметичности сварных швов элементов из сварных труб в целях исключения попадания влаги внутрь труб при хранении и сборке. Проверку герметичности сварных швов следует выполнять по 10.2.4.10.
9 Производство монтажных работ
9.1 Общие положения
- 9.1.1 Монтажные работы следует выполнять в соответствии с требованиями настоящего стандарта, СП 48.13330.2019 и СП 70.13330.2012.
- 9.1.2 В состав работ по монтажу стальных конструкций входит:
- — установка монтажных механизмов в соответствии со схемами производства работ, разработанными в ППР (см. 4.5);
- — обустройство стальной конструкции в виде монтажной единицы (см. 9.2);
- — подъем (перемещение), наводка, ориентирование и установка стальной конструкции на опорные поверхности в проектное положение в соответствии со схемами, разработанными в ППР;
- — временное закрепление стальной конструкции в соответствии со схемами, разработанными в ППР;
- — выверка, окончательное закрепление в проектном положении по чертежам КМ;
- — снятие временных креплений в соответствии со схемами, разработанными в ППР.
- 9.1.3 Навеска и закрепление подмостей, лестниц, ограждений на монтируемых стальных конструкциях должна быть выполнена до их подъема в соответствии со схемами, разработанными в ППР.
- 9.1.4 Монтируемые стальные конструкции должны быть оснащены приспособлениями для их временного закрепления и безопасного выполнения работ по их установке в проектное положение.
- 9.1.5 Сборку и монтаж стальных конструкций, возводимых в районах с расчетной температурой от минус 40 °C и до минус 65 °C включительно, при отрицательных температурах следует выполнять без ударных воздействий на них.
- 9.1.6 При производстве монтажных работ в условиях низких температур запрещаются ударные воздействия на сварные конструкции, выполненные из сталей:
- — с пределом текучести до 390 МПа — при температуре ниже минус 25 °C;
- — с пределом текучести свыше 390 МПа — при температуре ниже 0 °C.
9.2 Обустройство стальной конструкции в виде монтажной единицы
- 9.2.1 Подготовка стальной конструкции к монтажу содержит следующие операции:
- — проверка геометрических размеров и визуальная оценка соответствия стальной конструкции проектной документации;
- — отметка мест строповки и расположения центра тяжести стальной конструкции;
- — строповка стальной конструкции в соответствии со схемами ППР;
- — обустройство стальной конструкции распорками, оттяжками, бандажами, обеспечивающими необходимую жесткость (из плоскости фермы), а также монтажными лестницами и люльками.
- 9.2.2 Проверку геометрических размеров следует проводить по проектной документации в соответствии с требованиями 10.2.1.
- 9.2.3 Расположение центра тяжести конструкции необходимо определять по чертежам проектной документации.
- 9.2.4 Разметку мест строповки следует выполнять в соответствии со схемами производства работ, разработанными в ППР (см. 4.5).
- 9.2.5 Строповку стальной конструкции следует выполнять с использованием монтажной оснастки в соответствии со схемами производства работ, разработанными в ППР.
Примечание — Временные распорки, оттяжки, монтажные лестницы и люльки монтируют на стальной конструкции при необходимости.
9.3 Требования к монтажу стальных конструкций
- 9.3.1 Монтаж стальных конструкций следует выполнять по ППР, утвержденному «в производство работ». В состав работ по монтажу стальных конструкций входит:
- — проверка мест опирания, на которые должны быть установлены стальные конструкции, с разметкой на них осей;
- — навеска и закрепление подмостей, лестниц, ограждений;
- — установка приспособлений для выверки и временного закрепления стальных конструкций.
Примечани е — Для обеспечения и упрощения выполнения монтажных процессов, а также для точности установки стальных конструкций на них рекомендуется устанавливать фиксаторы, упоры, направляющие и другие монтажные приспособления;
- — подготовка и комплектация узлов соединений крепежными деталями;
- — подъем (перемещение), наводка, ориентирование и установка стальной конструкции на опорные поверхности в проектном положении;
- — временное закрепление стальной конструкции;
- — выверка, окончательное закрепление в проектном положении и снятие временных креплений.
- 9.3.2 Стальные конструкции следует устанавливать в проектное положение по принятым ориентирам (рискам, штырям, упорам, граням и т. п.).
- 9.3.3 Монтируемые элементы следует поднимать плавно, без рывков, раскачивания и вращения, как правило, с применением оттяжек. При подъеме вертикально расположенных стальных конструкций используют одну оттяжку, горизонтальных элементов и блоков — не менее двух. Поднимать стальные конструкции следует в два приема: сначала на высоту 10—20 см, затем, после проверки надежности строповки, осуществлять дальнейший подъем.
- 9.3.4 Принудительная подгонка стальных конструкций при монтаже запрещена.
- 9.3.5 Устанавливаемые элементы до выполнения их расстроповки должны быть надежно закреплены электроприхватками, болтами, пробками, струбцинами, расчалками и др. Если выполненное крепление не обеспечивает общей устойчивости монтируемого элемента, используют дополнительные временные расчалки, распорки или другое усиление.
Примечание — Как правило, окончательное проектное крепление элемента осуществляют после монтажа смежных стальных конструкций и освобождения их от крюка крана.
- 9.3.6 Качество выполненных работ проверяют в соответствии с указаниями проектной документации и 10.2.1.
9.4 Монтаж стальных конструкций с соединениями на болтах
- 9.4.1 Монтажные соединения осуществляются на высокопрочных болтах и болтах нормальной точности. Требования к болтам, гайкам и шайбам должны соответствовать СП 70.13330.2012 (пункт 4.5.3).
- 9.4.2 Закрепление стальных конструкций, установленных в проектное положение, с монтажными соединениями на болтах следует выполнять сразу после инструментальной проверки точности положения и выверки элементов. Болтами должна быть заполнена 1/3 и пробками 1/10 часть всех отверстий, но не менее двух на каждый стык.
- 9.4.3 При сборке соединений на болтах без контролируемого натяжения отверстия детали должны быть совмещены и зафиксированы от смещения сборочными пробками (не менее двух в одном соединении). В соединениях с двумя отверстиями сборочную пробку устанавливают в одно из них.
- 9.4.4 Подготовку контактных поверхностей для фрикционных, фрикционносрезных и фланцевых соединений следует проводить в соответствии с указаниями в чертежах КМ и СП 70.13330.2012.
- 9.4.5 Подготовку болтов, гаек и шайб, предназначенных для соединений с контролируемым натяжением, осуществляют в соответствии с требованиями ГОСТ 23118 и СП 70.13330.2012.
- 9.4.6 Несовпадение отверстий в смежных деталях в болтовых соединениях не должно превышать значений, указанных в СП 70.13330.2012 (пункт 4.5.2) и [1, пункты 13.3, 13.4].
- 9.4.7 Порядок, уровень и контроль затяжки срезных и растягиваемых болтовых соединений должны удовлетворять требованиям СП 70.13330.2012 (разделы 4, 5).
- 9.4.8 Качество подготовки поверхностей и состояние поверхностей перед установкой болтов в монтажных стыках сдвигоустойчивых соединений должны отвечать требованиям СП 70.13330.2012 (пункт 4.6.2).
- 9.4.9 Порядок подготовки, установки и контроля натяжения болтов высокой прочности при выполнении фрикционных и фланцевых соединений должны соответствовать требованиям СП 70.13330.2012 (подраздел 4.6).
9.5 Монтаж стальных конструкций с соединениями на дюбелях
- 9.5.1 Руководство работами и выполнение соединений на дюбелях должно осуществляться лицами, прошедшими соответствующее обучение, подтвержденное удостоверениями.
- 9.5.2 Монтажные соединения на дюбелях (крепление профилированного листа к элементам стальных конструкций) выполняют способом пристрелки с применением монтажных пистолетов по металлу.
- 9.5.3 Монтажные пистолеты, методы их испытаний и правила эксплуатации должны удовлетворять требованиям ГОСТ 12.2.003. Пистолеты должны быть изготовлены в климатическом исполнении 5 категории размещения 2 по ГОСТ 15150—69 (таблицы 1,2).
- 9.5.4 Перед началом работы надлежит выполнять контрольную пристрелку в соответствии с требованиями СП 70.13330.2012 (пункт 4.7.5).
- 9.5.5 Контрольную пристрелку необходимо проводить на образцах технологической пробы.
Примечание — Допускается проводить контрольную пристрелку непосредственно на монтируемых стальных конструкциях в местах, указанных в чертежах КМ (КМД). При отсутствии в чертежах указаний о месте контрольной пристрелки его определяет главный инженер монтажной организации.
- 9.5.6 Производство работ по пристрелке дюбелей надлежит выполнять в соответствии с требованиями СП 70.13330.2012 (пункт 4.7.6).
- 9.5.7 Перед пристрелкой необходимо разметить оси для установки дюбелей в соответствии с чертежами КМ (КМД). Разметка должна обеспечить установку дюбелей не ближе 10 мм от краев опорного элемента. Расстояние между осями дюбелей и от оси дюбеля до края опорного элемента должно быть не менее четырех диаметров стержня дюбеля в любом направлении.
- 9.5.8 Допускается пристрелка при наличии суммарного зазора до 5 мм между соединяемыми элементами в месте постановки дюбелей.
- 9.5.9 Перед началом работ по пристрелке дюбелей мастер (прораб) должен:
- — провести инструктаж рабочих-операторов на рабочем месте, обеспечить безопасные условия труда в соответствии с требованиями ППР или технологической записки;
- — выдать наряд-допуск на выполнение конкретного объема работ на данном объекте;
- — отменить наряд-допуск при изменении условий производства и выдать новый для возобновления работ (форма наряда-допуска, порядок его заполнения — по [2]);
- — определить потребность в дюбелях, монтажных пистолетах и монтажных патронах на одну смену в соответствии с объемом работ;
- — оформить ежедневные ведомости выдачи и возврата пистолетов и монтажных патронов;
- — установить мощность выстрела в соответствии с таблицей, входящей в эксплуатационный документ каждой марки пистолета, и результатами контрольной пристрелки по 9.5.4—9.5.6.
- 9.5.10 При полной готовности к выстрелу оператор на рабочем месте должен надеть средства индивидуальной защиты (см. приложение Б).
- 9.5.11 Оператор должен выполнять зарядку пистолета монтажным патроном и дюбелем непосредственно у места производства выстрела. Переход с места на место с заряженным пистолетом не допускается.
- 9.5.12 Перед устранением неисправностей, установкой сменных деталей, техническим обслуживанием и окончанием работы оператор должен убедиться, что пистолет разряжен.
- 9.5.13 Проведение пристрелки допускается при расчетной температуре воздуха не ниже минус 40 °C.
- 9.5.14 Требования к подготовке и производству выстрела, устранению неисправностей, видам ремонта устанавливает завод-изготовитель для каждой марки монтажного пистолета.
9.6 Монтаж стальных конструкций со сварными соединениями
- 9.6.1 Монтажные сварные соединения стальных конструкций следует выполнять в соответствии с требованиями ГОСТ 5264, ГОСТ 11534, ГОСТ 14771, ГОСТ 14776, ГОСТ 23518.
- 9.6.2 Постановка личного клейма возле сварных швов или составление исполнительных схем с подписями сварщиков должны соответствовать требованиям СП 70 13330.2012 (пункт 10.1.15).
- 9.6.3 Сварочные работы следует проводить по утвержденному ППСР или другой технологической документации.
- 9.6.4 При наличии соответствующих требований в ППСР или технологической документации на монтажную сварку стыковых соединений данной стальной конструкции должны быть выполнены пробные образцы в соответствии с требованиями СП 70.13330.2012 (пункт 10.1.4).
- 9.6.5 Результаты проверок соединений после выполнения сварочных работ и исправления выявленных дефектов следует фиксировать в ЖСР Приемку сварных соединений оформляют актом.
- 9.6.6 Сварку стальных конструкций при укрупнении и в проектном положении следует производить после проверки правильности сборки.
- 9.6.7 Стальные конструкции с монтажными сварными соединениями надлежит закреплять в два этапа — сначала временно, затем по проекту. Способ временного закрепления должен быть указан в проекте.
- 9.6.8 Рекомендации по сборке и сварке стальных решетчатых конструкций на монтажной площадке приведены в приложении А.
- 9.6.9 Зачистку кромок свариваемых элементов в местах расположения швов и прилегающих к ним поверхностей шириной 100 мм выполняют в соответствии с требованиями СП 70.13330.2012 (пункт 10.2.5).
- 9.6.10 Подготовка сварочных материалов и условия их использования должны соответствовать требованиям СП 70.13330.2012 (пункты 10.2.6, 10.2.7).
- 9.6.11 Расходные материалы, оставшиеся неиспользованными по завершении смены, до начала работ следует просушить снова в соответствии с требованиями производителя сварочных материалов, но не более двух раз.
Расходные материалы и электроды, имеющие признаки повреждений, бракуются.
- 9.6.12 В качестве эффективного метода предотвращения или снижения опасности образования горячих, холодных и слоистых трещин в сварных соединениях необходимо использовать предварительный подогрев свариваемых элементов до температуры 120 °C —160 °C в зоне шириной 100 мм с каждой стороны соединения в соответствии с указаниями [1, пункты 12.19] и СП 70.13330.2012 (пункт 10.2.8).
- 9.6.13 Поверхности свариваемых стальных конструкций и выполненных швов сварных соединений после окончания сварки необходимо очищать от шлака, брызг и наплывов (натеков) расплавленного металла в соответствии с указаниями [1, пункт 12.20].
- 9.6.14 Приваренные сборочные и монтажные приспособления надлежит удалять без повреждения основного металла и применения ударных воздействий. Места их приварки необходимо зачистить заподлицо с основным металлом, недопустимые дефекты исправить.
10 Контроль качества и оценка соответствия выполненных работ
10.1 Входной контроль
- 10.1.1 Верификацию закупленной продукции проводят по ГОСТ 24297 на соответствие требованиям, установленным в сертификатах и ТД.
Входной контроль изделий на складе или на объекте осуществляет производитель работ, мастер или уполномоченное лицо. Приемщик должен иметь полный комплект рабочей документации: рабочие чертежи КМ и КМД. В процессе входного контроля изделий следует:
- — провести осмотр доставленных изделий и убедиться в их сохранности;
- — убедиться в соответствии изделий чертежам КМ, КМД, ТД и комплектовочной ведомости;
- — убедиться в наличии сертификатов на изделия;
- — принять изделия по накладной и паспорту.
- 10.1.2 При входном контроле изделий, предназначенных для основных несущих элементов каркаса здания, приемщик должен обратить внимание на размещение заводских стыковочных швов на деталях из труб и трубчатых профилей.
Стыковые швы, выявленные в наиболее напряженных растянутых элементах стальных конструкций (растянутые пояса ферм, растянутые опорные раскосы), должны быть проверены на соответствие чертежам КМД и отмечены в акте входного контроля с последующим согласованием с разработчиками КМ и КМД.
- 10.1.3 При входном контроле сварочных материалов следует установить наличие сертификатов или паспортов предприятия-поставщика. При отсутствии сертификатов на сварочные материалы или истечении гарантийного срока их хранения необходимо определять механические свойства стыковых сварных соединений, выполненных с применением этих материалов. Сварные стыковые образцы следует испытывать на статическое растяжение, статический и ударный изгибы при температуре 20 °C в количестве, указанном в таблице 2.
Таблица 2 — Минимальное количество пробных образцов для механических испытаний
Вид испытания по ГОСТ 6996
Число образцов, шт.
1 Статическое растяжение
Временное сопротивление разрыву — не менее нижнего предела временного сопротивления основного металла, регламентируемого национальным стандартом
Окончание таблицы 2
Вид испытания по ГОСТ 6996
Число образцов, шт.
2 Статический изгиб
Угол статического изгиба, град, для сталей толщиной до 20 мм:
углеродистых — не менее 100
низколегированных — не менее 80
3 Ударный изгиб металла шва
Ударная вязкость — не менее значения, указанного в технологической документации на монтажную сварку данной конструкции
- 10.1.4 Входной контроль стальных конструкций, изготовленных из углеродистых и низколегированных сталей, должен включать следующие этапы:
- — визуальный контроль элементов стальных конструкций;
- — проверка качества сварных, болтовых и шарнирных соединений элементов стальных конструкций;
- — измерение остаточных деформаций балок, ферм и отдельных поврежденных элементов;
- — оценка степени коррозии элементов стальных конструкций.
10.2 Операционный контроль и контроль на этапе сдачи-приемки выполненных работ
10.2.1 Контроль геометрических параметров стальных конструкций и их элементов
-
- 10.2.1.2 Рекомендуемые значения предельных отклонений от проектных размеров в конструкциях стальных каркасов зданий и сооружений приведены в таблице 3.
Таблица 3 — Предельные отклонения размеров, определяющих собираемость стальных конструкций при К = 0,6 (собираемость > 90 %)
Интервалы номинальных размеров, мм
Значения допусков, мм
Контроль (метод, объем, вид регистрации)
разности длин диагоналей
От 500 до 2500 включ.
Измеряют каждый элемент и блок; журнал работ
Св. 2500 до 4000 включ.
Св. 4000 до 8000 включ.
Св. 8000 до 16 000 включ.
Св. 16 000 до 25 000 включ.
Св. 25 000 до 40 000 включ.
- 10.2.1.3 Геометрические размеры (длина, ширина, разность длин диагоналей, перекос или грибо-видность полок, стрела прогиба, винтообразность) должны измеряться с помощью средств, обеспечивающих погрешность не более 20 % от установленного допуска на изготовление. Для измерения линейных размеров и их отклонений применяют линейки по ГОСТ 427 и ГОСТ 17435, рулетки по ГОСТ 7502, скобы по ГОСТ 11098, штангенциркули по ГОСТ 166, щупы по [3]. Если применяют какие-либо особые допуски, они должны быть указаны в спецификации на изделие или его элемент.
- 10.2.1.4 При отсутствии в рабочих чертежах КМ специальных требований на предельные отклонения размеров, определяющих собираемость стальных конструкций (длина элементов, расстояние между группами монтажных отверстий), при сборке отдельных конструктивных элементов и блоков предельные отклонения должны соответствовать требованиям и не превышать значений, приведенных в СП 70.13330.2012 (таблица 3).
- 10.2.1.5 Предельные отклонения геометрических параметров стальных конструкций (элементов стальных конструкций, сборочных единиц) должны соответствовать значениям, указанным в ГОСТ 23118—2019 (приложение Б) и СП 70.13330.2012. Если применяются какие-либо особые допуски, они должны быть указаны в спецификации на изделие или его элемент.
- 10.2.1.6 Допускаемые погрешности измерения линейных размеров до 500 мм при приемочном контроле и правила определения приемочных границ с учетом этих погрешностей следует принимать в соответствии с ГОСТ 8.051.
10.2.2 Контроль качества и приемка соединений на болтах
- 10.2.2.1 Контроль качества отверстий под высокопрочные болты следует выполнять по указаниям ГОСТ 23118.
- 10.2.2.2 Обезжиривание и смазку болтов, гаек и шайб следует выполнять по рекомендациям [4].
- 10.2.2.3 Качество выполнения соединений на болтах проверяют посредством проведения пооперационного контроля. При приемке работ контролируют качество подготовки контактных поверхностей, точность натяжения болтов, плотность стянутого пакета, а также соответствие геометрических размеров узлов собираемых стальных конструкций чертежам КМ, КМД.
- 10.2.2.4 Следует контролировать натяжение при числе болтов в соединении:
- — до 4 — всех болтов;
- — от 5 до 9 — не менее трех болтов;
- — 10 и более — 10 % болтов, но не менее трех в каждом соединении.
Фактический момент закручивания должен быть не менее расчетного и не превышать его более чем на 20 %. Отклонение угла поворота гайки допускается в пределах ±30°.
- 10.2.2.5 При обнаружении хотя бы одного болта, не удовлетворяющего этим требованиям, контролю подлежит их удвоенное число. В случае обнаружения при повторной проверке одного болта с меньшим значением крутящего момента или с меньшим углом поворота гайки должны быть проконтролированы все болты с доведением момента закручивания или угла поворота гайки каждого до требуемого значения.
- 10.2.2.6 Щуп толщиной 0,3 мм не должен входить в зазоры между деталями соединения.
- 10.2.2.7 После контроля натяжения и приемки соединения все наружные поверхности стыков, включая головки болтов, гайки и выступающие из них части резьбы болтов, должны быть очищены, огрунтованы, окрашены, а щели в местах перепада толщин и зазоры в стыках зашпатлеваны.
- 10.2.2.8 Все работы по натяжению и контролю натяжения следует регистрировать в журнале выполнения соединений на болтах с контролируемым натяжением.
10.2.3 Контроль качества соединений на дюбелях
- 10.2.3.1 Предварительный контроль качества соединений на дюбелях заключается в проверке технического состояния монтажных пистолетов, патронов и дюбелей, а также технологии сборки стальных конструкций и разметки их под пристрелку.
- 10.2.3.2 Операционный контроль качества заключается во внешнем осмотре оператором монтажного соединения после каждого выстрела. При изломе и недобивании дюбеля оператор должен пристрелить другой дюбель рядом с предыдущим не ближе 1,5—2,0 диаметров стержня.
- 10.2.3.3 Приемочный контроль заключается в выборочной (5 % от общего количества соединений) оценке качества. Изломов и недобиваний должно быть не более 5 % от проверочного количества соединений. При количестве отказов более 5 % необходимо провести контроль всех соединений. В местах отказов, выявленных при приемочном контроле, следует выполнить повторную пристрелку.
- 10.2.3.4 Критерием качественного выполнения соединения является плотное прижатие пристреливаемого элемента к опорному элементу; при этом цилиндрическая часть стержня дюбеля не должна выступать над поверхностью прижимной шайбы (рисунок 1).
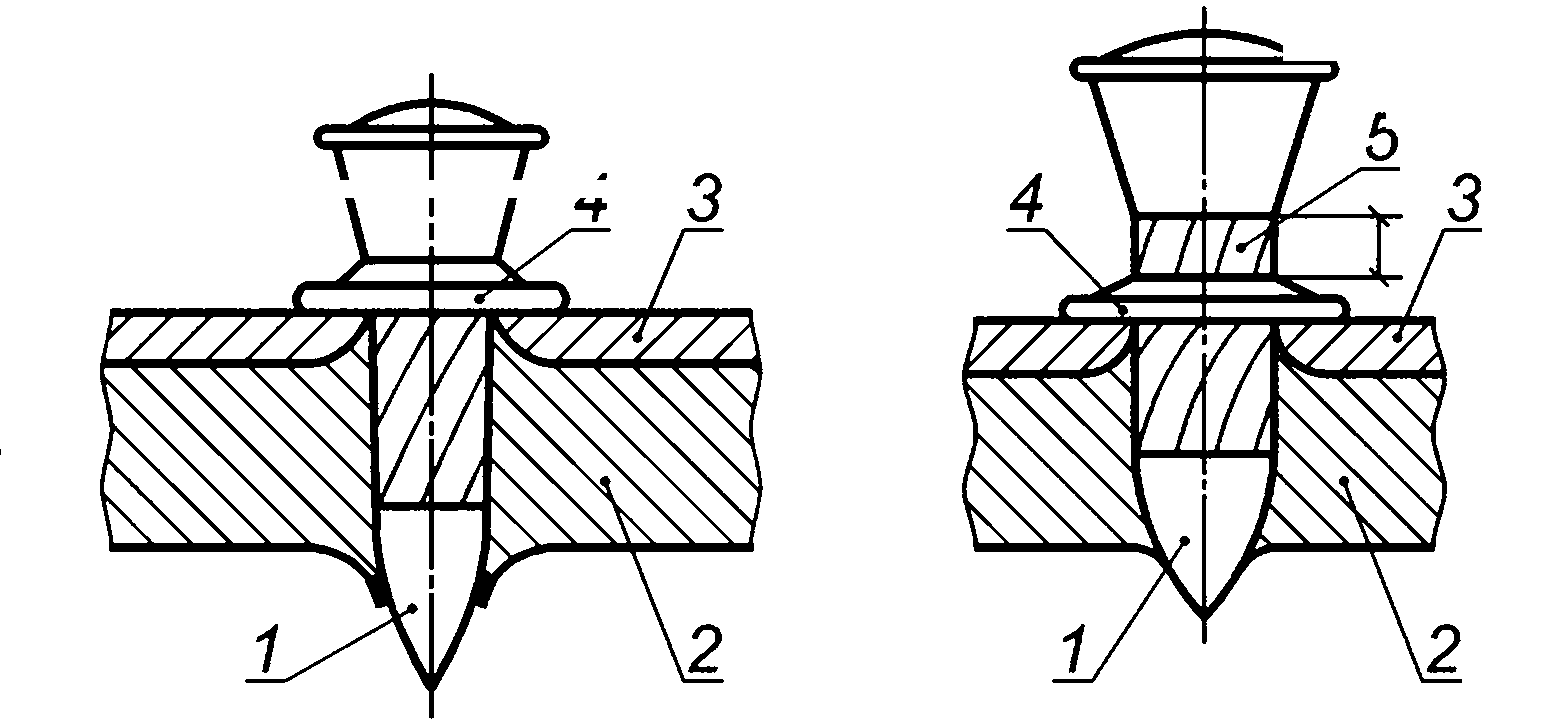
а) Плотное прижатие б) Недобивание
7 —дюбель; 2—опорный элемент; 3— пристреливаемый элемент; 4 — прижимная шайба; 5 — цилиндрическая часть стержня, выступающая над поверхностью прижимной шайбы
Рисунок 1 — Схема визуальной оценки качества соединений
- 10.2.3.5 Плотность прижатия пристреливаемого элемента к опорному элементу при операционном и приемочном контроле и контрольной пристрелке определяют визуально.
10.2.4 Контроль качества сварных соединений
- 10.2.4.1 Контроль качества работ по сварке монтажных соединений следует выполнять в соответствии с указаниями проектной документации, ППСР, а также требованиями настоящего стандарта и ГОСТ 3242.
- 10.2.4.2 Контроль качества работ по сварке монтажных соединений включает:
- — проверку качества материалов и изделий, применяемых при устройстве соединений (см. указания в проектной документации, а также требования 10.1);
- — проверку готовности к сварочным работам стальных конструкций, собранных под сварку (см. требования ППСР и 10.2.1);
- — технологию и последовательность проведения сварочных работ, которые проверяют по ППСР;
- — качество выполненных соединений, которые проверяют в соответствии с указаниями ППСР.
- 10.2.4.3 При осуществлении контроля за соблюдением технологии и последовательности работ особое внимание должно быть обращено на выполнение следующих требований:
- — сварку следует проводить после проверки правильности установки элементов стальной конструкции и положения соединяемых деталей;
- — последовательность выполнения операций (порядок наложения сварных швов), а также общая последовательность работ должны быть выполнены в соответствии с указаниями проектной документации и технологических карт;
- — работы по сварке монтажных соединений следует выполнять с соблюдением заданных режимов сварки в условиях, отвечающих характеру работ;
- — сварку монтажных стыков следует выполнять аттестованными в установленном порядке сварщиками, прошедшими контрольные испытания допускных стыков.
- 10.2.4.4 Контроль качества сварных соединений надлежит осуществлять методами, указанными в ГОСТ 3242 в объемах, указанных в проектной документации, ППСР и СП 70.13330.2012 (пункт 10.4).
- 10.2.4.5 Величину и равномерность зазора, смещение кромок необходимо проверять с помощью специальных шаблонов и линеек. Допускается перед сваркой смещение свариваемых кромок относительно друг друга, не более: 0,5 мм — для деталей толщиной до 4 мм; 1,0 мм — для деталей толщиной от 4 до 10 мм (см. ГОСТ 5264—80, пункт 5).
- 10.2.4.6 Качество прихваток сварных соединений креплений сборочных и монтажных приспособлений, определяемое внешним осмотром и измерениями, должно быть не ниже качества основных сварных соединений.
- 10.2.4.7 Трещины всех видов и размеров в швах сварных соединений стальных конструкций не допускаются и должны быть устранены с последующей заваркой и контролем.
- 10.2.4.8 Качество сварных соединений по внешнему осмотру и измерениям должно удовлетворять требованиям СП 70.13330.2012 (пункты 10.4.4 и 10.4.7, таблица 10.7).
- 10.2.4.9 Контроль швов сварных соединений неразрушающими методами следует проводить после исправления недопустимых дефектов, обнаруженных внешним осмотром. Контролю должны подлежать преимущественно места с признаками дефектов и участки пересечения швов. Длина контрольного участка должна быть не менее 100 мм.
- 10.2.4.10 Контроль герметичности швов сварных соединений следует выполнять пузырьковым методом по ГОСТ 3242.
- 10.2.4.11 Все ожоги поверхности основного металла сварочной дугой следует зачищать абразивным инструментом на глубину 0,5—0,7 мм. Ослабление сечения при обработке сварных соединений (углубление в основной металл) не должно превышать 3 % толщины свариваемого элемента, но не более 1 мм. Исправления сварных соединений зачеканкой не допускаются.
10.3 Оценка соответствия
- 10.3.1 Оценку соответствия выполненных работ по изготовлению и монтажу стальных конструкций из углеродистых и низколегированных сталей выполняют по рабочим чертежам КМ, КМД и нормативным документам, указанным в данном разделе.
- 10.3.2 Оценка соответствия выполненных работ должна включать следующие этапы:
- — визуальный контроль элементов стальных конструкций;
- — проверка качества сварных, болтовых и шарнирных соединений элементов стальных конструкций (соответствие требованиям проектной документации, СП 70.13330.2012 (пункт 10.4.4, таблица 10.7);
- — соответствие геометрическим параметрам в проектной документации;
- — оценка степени коррозии элементов стальных конструкций по ГОСТ 9.908.
- 10.3.3 Визуальный контроль следует проводить с применением простейших оптических средств и, при необходимости, переносных источников света, при этом особое внимание должно быть уделено следующим местам возможного появления повреждений:
- — участкам резкого изменения сечений;
- — местам, которые могли подвергнуться ударам во время эксплуатации и перевозки;
- — местам, где при работе могли возникнуть значительные напряжения, коррозия или износ;
- — местам возможного скопления влаги.
- 10.3.4 При проведении визуального контроля необходимо обращать особое внимание на наличие следующих дефектов:
- — трещины в основном металле, сварных швах и околошовной зоне, косвенным признаком наличия которых являются шелушение и растрескивание противокоррозионного покрытия, местная коррозия, подтеки ржавчины (наличие указанных дефектов в расчетных элементах и соединениях не допускается);
- — расслоения основного металла, образованные механическим способом, определяемые на кромках элементов или по вспучиванию (не допускаются);
- — механические повреждения;
- — имеющиеся очаги коррозии.
- 10.3.5 При выявлении трещин следует обратить внимание на их возможное развитие и распространение в следующих соединениях и узлах:
- — стыковые сварные соединения;
- — узлы примыкания фланцев к поясам;
- — в зоны отверстий для болтовых соединений;
- — сварные соединения, расположенные поперек действующих в растянутых элементах усилий;
- — зоны сближения сварных швов (например, сопряжения ребер жесткости с поясами или места пересечения кронштейнов с поясами, стенками балок и т. д.) и пересечения;
- — места перепадов толщин стыкуемых листов (элементов).
- 10.3.6 При обнаружении признаков наличия трещин необходимо весь подозреваемый участок очистить от коррозии и зачистить до металлического блеска. При зачистке запрещается использовать абразивный инструмент и наносить удары зубилом или молотком, оставляющим вмятины на основном и наплавленном металле.
- 10.3.7 По результатам оценки соответствия изготовленной стальной конструкции должен быть оформлен «Документ о качестве стальных строительных конструкций» в соответствии с формой по ГОСТ 23118—2019 (приложение В).
11 Требования безопасности
11.1 Общие указания
- 11.1.1 При организации проведения работ на строительной площадке необходимо обеспечить безопасные условия труда работников в соответствии с требованиями [5].
- 11.1.2 Условия труда и трудовых процессов должны соответствовать требованиям правил [6] и ППР.
- 11.1.3 Санитарно-эпидемиологические условия и производственный контроль за условиями труда должны соответствовать требованиям ППР, разработанных с учетом [7]. Производственный контроль должен осуществляться административным персоналом строительства.
- 11.1.4 Стальные конструкции и материалы должны складироваться на специально отведенных местах с учетом требований безопасного складирования: в пакетах, кассетах, штабелях высотой до 2 м с обеспечением проходов.
- 11.1.5 При установке монтажных кранов должны быть выдержаны минимальные расстояния их приближения к воздушным электролиниям, откосам котлованов, строениям, штабелям грузов и т. п. До начала работ краны должны пройти полное техническое освидетельствование, а обслуживающий персонал — аттестацию.
- 11.1.6 Опасные зоны, определенные стройгенпланом, должны быть ограждены.
- 11.1.7 К монтажу стальных конструкций допускаются лица, имеющие удостоверение на право производства работ, достигшие 18 лет, обученные по специальной программе, прошедшие медицинский осмотр, инструктажи (вводный и на рабочем месте) по технике безопасности и пожарной безопасности.
- 11.1.8 К верхолазным работам допускаются специально обученные монтажники — мужчины в возрасте от 18 до 60 лет, прошедшие медицинский осмотр на годность к верхолазным работам, имеющие тарифный разряд не ниже 3-го и стаж монтажных работ не менее одного года.
- 11.1.9 Стропальщики и сварщики должны быть обучены по специальным программам безопасным методам и приемам выполнения работ со стажировкой на рабочем месте и сдачей экзаменов по программам в соответствии с профессией. В рабочее время они должны иметь при себе удостоверение на право производства работ.
- 11.1.10 Основными средствами создания условий для безопасной работы и перемещения на высоте являются временные настилы, подмости и ограждения, защитные сетки, страховочные канаты, предохранительные пояса и монтажные каски.
- 11.1.11 Грузоподъемные машины, механизмы и приспособления до начала работ должны быть зарегистрированы и технически освидетельствованы в соответствии с правилами [8].
- 11.1.12 При ветре силой более 6 баллов (скорость от 10,8 до13,8 м/с) работу необходимо прекратить, а монтажный кран закрепить противоугонным приспособлением.
- 11.1.13 К руководству работами по пристрелке дюбелей допускаются мастера (прорабы) монтажной организации, прошедшие обучение по типовой программе и аттестацию.
- 11.1.14 К пристрелке дюбелей допускаются рабочие-операторы не моложе 18 лет с квалификацией монтажника конструкций не ниже 3-го разряда со стажем работы по специальности не менее двух лет, прошедшие обучение по типовой программе, аттестацию и медицинский осмотр.
- 11.1.15 Совмещение монтажных работ с какими-либо другими работами по одной вертикали в пределах монтажного участка запрещено.
11.2 Особенности производства работ в холодный период года
- 11.2.1 Меры по защите работающих от холода при выполнении ими работ на открытых площадках, территориях или внутри необогреваемых помещений в холодный период года должны быть предусмотрены в соответствии с ППР.
- 11.2.2 В зависимости от характера трудовых операций и специфики климатических условий в конкретном районе комплекс организационных мер по защите от холода должен содержать:
- — максимальное сокращение продолжительности работ, выполняемых на открытой территории в наиболее холодный период года, их автоматизацию и внедрение дистанционного управления технологическими процессами и оборудованием, размещенным на открытых площадках;
- — применение сниженных норм выработки и увеличение времени регламентированных внутри-сменных перерывов для лиц, постоянно работающих на открытых рабочих местах;
- — применение специальных средств коллективной и индивидуальной защиты от холода;
- — организацию систематического инструментального контроля за состоянием погодных условий в районе ведения работ и оперативного оповещения работающих об их скором ухудшении;
- — организацию систематического визуального контроля за функциональным состоянием работающих людей, их поведенческими реакциями и состоянием кожных покровов на незащищенных участках кожи с целью своевременной профилактики холодовой травмы;
- — обеспечение работающих техническими возможностями для оперативного оповещения лиц, ответственных за безопасное ведение работ, обо всех отклонениях от нормального режима технологического процесса или работы оборудования, требующих изменений режима труда на открытой территории, а также при появлении любых признаков опасности возникновения холодовых травм среди персонала;
- — проведение специального обучения всех работающих методам личной профилактики и первой помощи при холодовой травме;
- — обеспечение доступности квалифицированной медицинской помощи для пострадавших от холодовых травм.
Примечание — При оценке микроклимата в холодный (зимний) период года при работе на открытой территории и в неотапливаемых помещениях в холодный период года рекомендуется применять указания [9], пункт 5.5.4.2.
- 11.2.3 Планировка и обустройство рабочих площадок, постоянных рабочих мест и проходов на открытой территории должны предусматривать эффективное удаление ливневых и талых вод, препятствовать образованию снежных заносов и оледенения настилов и других рабочих поверхностей, а также обеспечивать их нормируемую освещенность.
- 11.2.4 Рабочие площадки, проходы и проезды должны регулярно очищаться от снега, а при опасности оледенения — посыпаться песком, шлаком или иными материалами, препятствующими скольжению. Уборка и удаление снега с рабочей территории должны быть механизированы.
- 11.2.5 Для работ, выполняемых на холоде, должны применяться машины, оборудование, инструменты и контрольно-измерительные приборы с эксплуатационными характеристиками, допускающими возможность их использования при минимальной расчетной температуре для данной местности.
- 11.2.6 Рукоятки всех видов ручного механизированного инструмента, предназначенного для применения на холоде, должны либо оснащаться системой подогрева, либо иметь достаточную теплоизоляцию. Использование ручного инструмента, устройство которого не позволяет работать в рукавицах, не допускается.
- 11.2.7 При необходимости выполнения работ стоя на фиксированном месте, а также с вынужденным положением тела в рабочей позе лежа или с опорой на локти, колени и т. п., следует предусматривать мероприятия по предотвращению контактного локального охлаждения организма и переувлажнения одежды и обуви.
- 11.2.8 Постоянные рабочие места, а также рабочие места, временно организуемые для выполнения работ продолжительностью более 4 ч, как правило, должны предусматривать эффективные меры защиты от ветра и атмосферных осадков.
- 11.2.9 Организация работ на открытой территории должна предусматривать устройство специальных помещений для обогрева, размещаемых, как правило, в непосредственной близости от постоянных рабочих мест (на расстоянии, не превышающем 75 м).
- 11.2.10 Всех работающих в условиях холода необходимо обеспечить спецодеждой, спецобувью и другими средствами индивидуальной защиты в соответствии с правилами [10].
- 11.2.11 При выполнении работ в условиях особо низких температур воздуха (ниже минус 40 °C) работников необходимо обеспечивать также специальными средствами защиты органов дыхания от переохлаждения.
- 11.2.12 Непосредственно перед началом каждой рабочей смены лица, ответственные за безопасное ведение работ на открытой территории, должны произвести соответствующие инструментальные измерения либо получить официальную сводку метеослужбы о состоянии погодных условий и их ожидаемых изменениях и проинформировать всех работающих о надлежащем режиме труда, необходимой одежде и других мерах безопасности, установленных для этих условий. В случае резкого ухудшения погоды (снижение температуры воздуха или увеличение скорости ветра свыше допустимых пределов) информацию об изменении режима труда или прекращении работ необходимо передавать всем работающим немедленно.
- 11.2.13 Все виды трудовых операций, выполняемых на открытых рабочих местах, следует прекращать при температурах воздуха ниже минус 30 °C независимо от скорости ветра, если при этом не предусмотрено применение специально разработанных для подобных условий средств теплозащиты организма. Временное прекращение работ рекомендуется также и при любых отрицательных значениях температуры воздуха, если при этом фиксируется одновременно и воздействие сильного (штормового) ветра, скоростью более 20 м/с.
- 11.2.14 При работе в условиях низких температур воздуха должны предусматриваться 30-минут-ные перерывы через каждый час работы с пребыванием работающих в эти периоды в обогреваемых помещениях.
12 Требования к охране окружающей среды
- 12.1 При организации работ должны быть определены мероприятия по предупреждению и устранению загрязнения окружающей среды, применены ресурсосберегающие, малоотходные, безотходные и иные технологии, способствующие предупреждению и устранению загрязнения окружающей среды, охране окружающей среды в соответствии с требованиями статьи 36 [11].
Мероприятия по охране окружающей природной среды в процессе подготовки и выполнения работ должны осуществляться в соответствии с решениями, принятыми в разделе «Охрана окружающей среды» проектно-сметной документации.
- 12.2 Должны быть соблюдены мероприятия по сбору, сортировке и временному хранению отходов (обрезки проката, огарки электродов, жидкость после промывки крепежа от смазки и т. п.) с учетом экологических требований.
- 12.3 Сбор строительного мусора должен быть организован в специально отведенные контейнеры с вывозом со строительного объекта в места приема.
- 12.4 Для снижения уровня шума на строительной площадке машины и механизмы должны быть с наиболее низкими шумовыми характеристиками, малая механизация должна быть переведена на электропривод. Для наиболее шумных работ, при необходимости, следует ввести временное ограничение (запрет работ в ночное время).
- 12.5 Необходимо строго контролировать газовые выбросы от двигателей внутреннего сгорания, исключить работу машин и механизмов на холостом ходу.
- 12.6 Рекомендуется использование материалов, изделий и стальных конструкций с сертификатами соответствия, имеющими экологические показатели, предусмотренные соответствующими нормативными документами.
Приложение А (рекомендуемое)
Сварка стальных конструкций на строительной площадке из готовых элементов и изготовление вспомогательных и второстепенных элементов на монтажной площадке
А.1 Сборку и сварку стальных решетчатых конструкций на монтажной площадке следует проводить только для стальных конструкций третьей и четвертой групп (СП 16.13330.2017, приложение В) при условии выполнения в заводских условиях периметра реза и разделки кромок деталей из полых профилей, стыкуемых под углом.
А.2 Для вспомогательных стальных конструкций четвертой группы, изготавливаемых целиком на строительной площадке, рекомендуется применять узловые соединения с врезными фасонками и соединениями на срезных болтах или на сварке.
А.З Свариваемые элементы должны быть закреплены в неподвижном положении с помощью прихваток, зажимов, струбцин или других фиксирующих приспособлений.
А.4 Зоны сварных соединений должны быть доступны для проведения сварочных работ. Перед сваркой основного шва поверхность прихваток должна быть зачищена от наплывов и дефектов.
А.5 Для сталей класса до С375 длина швов прихваток должна быть не менее 50 мм, расстояния между прихватками — не более 500 мм, для стали С450 соответственно — 100 мм и 400 мм.
А.6 Сечение прихватки должно соответствовать сечению рабочего шва, если в дальнейшем они входят в состав рабочих швов стальной конструкции. Такие прихватки должны выполняться сварщиком соответствующей квалификации.
А.7 Временные швы крепления элементов, необходимых на период монтажа стальных конструкций, должны быть размещены в зонах, указанных в ППР, и согласованы с разработчиками проекта. При необходимости швы следует удалять с помощью резки или рубки, а поверхность основного металла стальной конструкции после удаления шва должна быть зашлифована.
А.8 Сварку полых элементов в узлах стальных конструкций следует проводить по схеме, представленной на рисунке А.1. Начало и конец шва следует устанавливать в точках, где отсутствуют другие сварные швы.
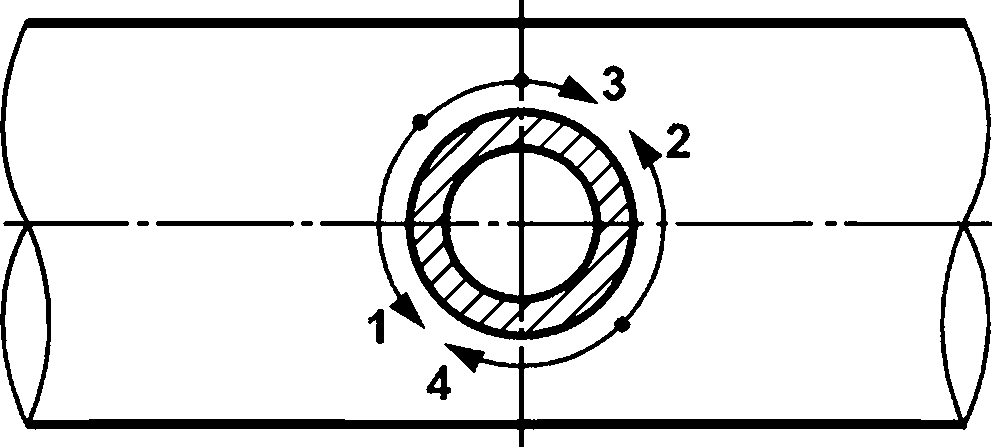
Рисунок А.1 — Последовательность приваривания квадратного или круглого патрубка к полому профилю
А.9 Начальные и конечные точки сварных швов полых профилей не должны совпадать или находиться в зонах угловых точек прямоугольных и квадратных полых профилей.
А. 10 Сварку между полыми профилями, соединяемыми в тавр и под углом, следует выполнять по всему периметру контакта, даже если это не требуется по расчету.
А. 11 На рисунках А.2—А.5 показаны примеры соединения поясов трубчатых стальных ферм с раскосами. Рекомендации по разделке кромок труб, стыкуемых под углом, приведены на рисунке А.2.
А. 12 При конструировании и сборке узлов стальных решетчатых конструкций следует отдавать предпочтение узлам типа А, изображенным на рисунке А.З. а). По возможности не следует применять решение узла с полыми элементами, перекрывающими друг друга по типу Б [рисунок А.З б)] с раскосами, перекрывающими друг друга. Следует избегать также решения узла по типу В [рисунок А.З в)].
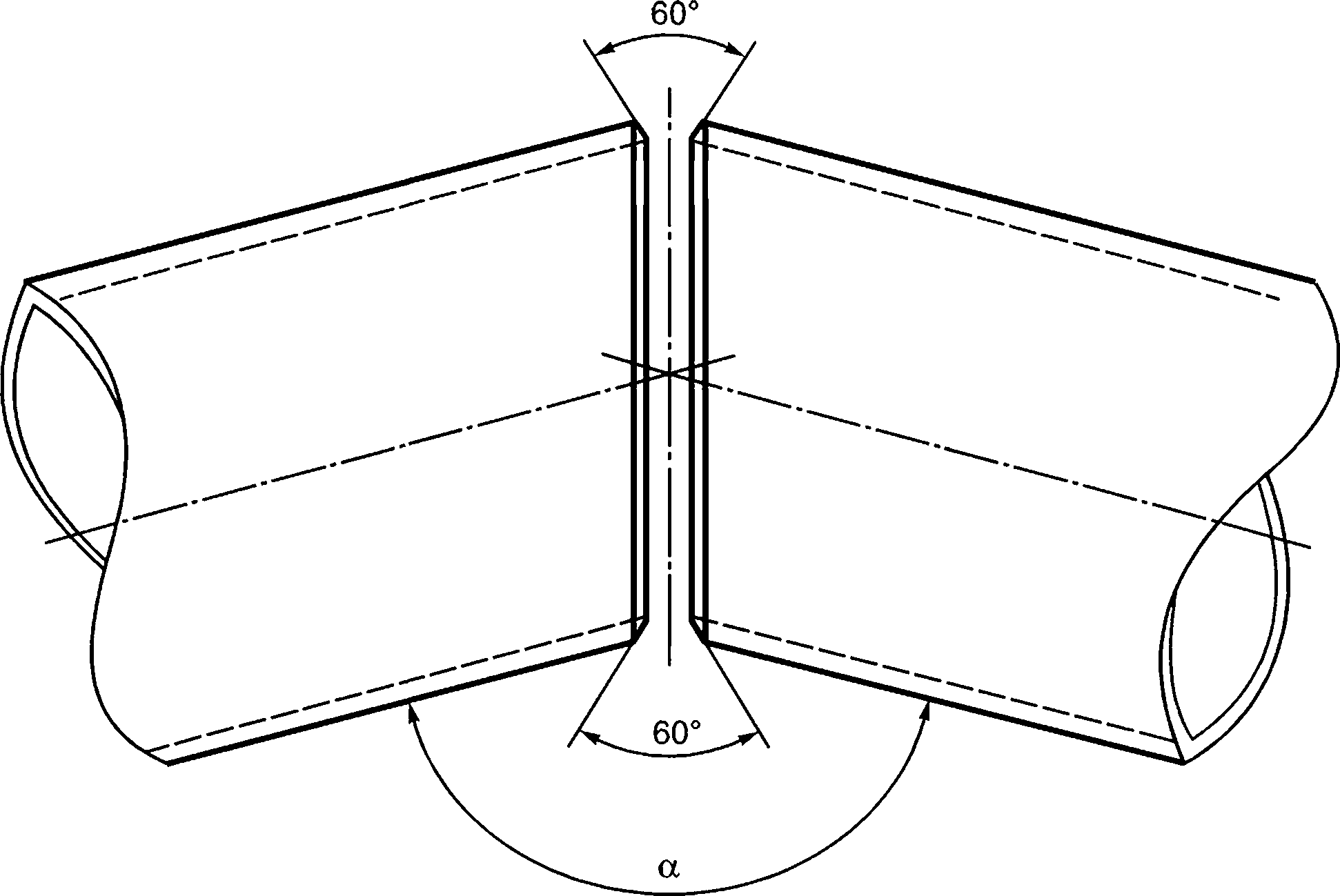
Рисунок А.2 — Подготовка кромок для стыкового соединения круглых труб, стыкуемых под углом
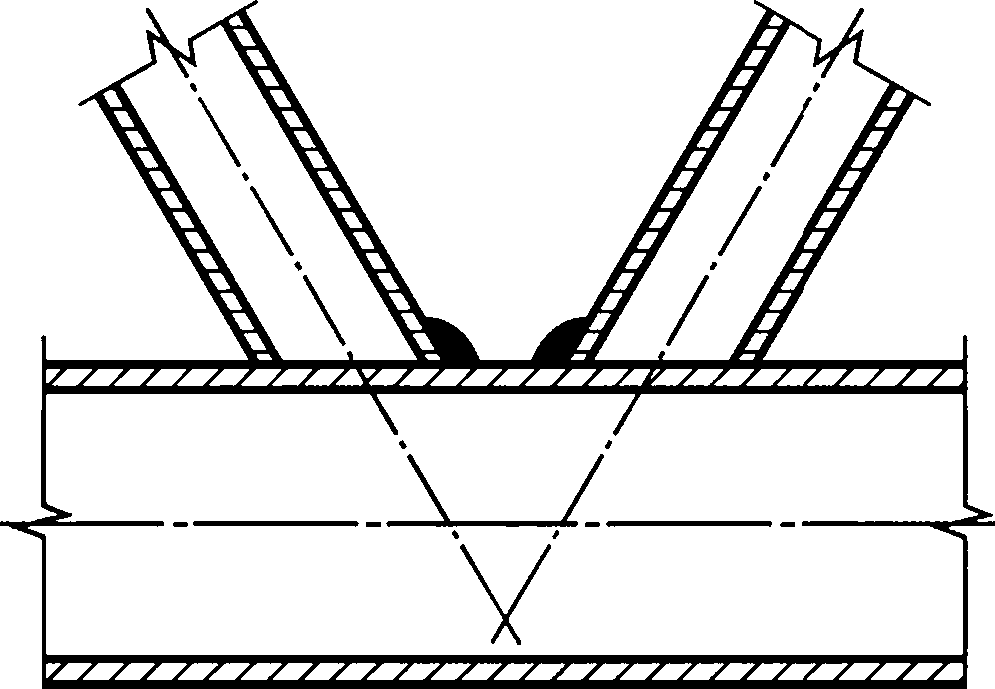
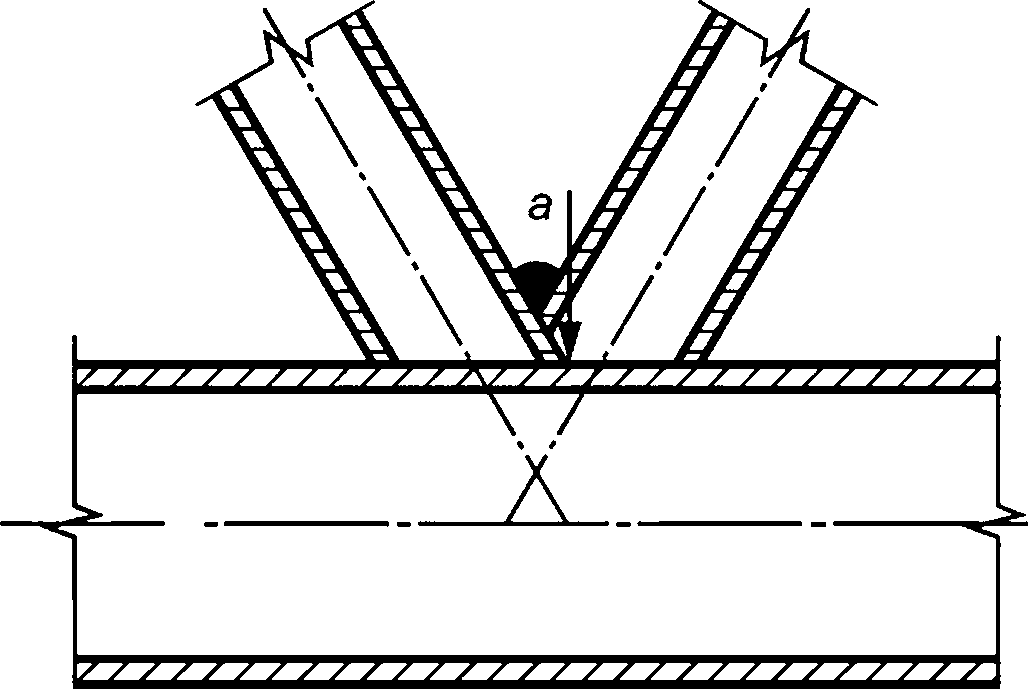
Примечание — Сварные швы и раскосы не перекрывают друг друга.
- а) Тип узла А (предпочтительное решение)
Примечание — Раскосы перекрывают друг друга, сварной шов общий, наличие шва в зоне а должно быть оговорено в чертежах КМ.
- б) Тип узла Б (приемлемое решение)
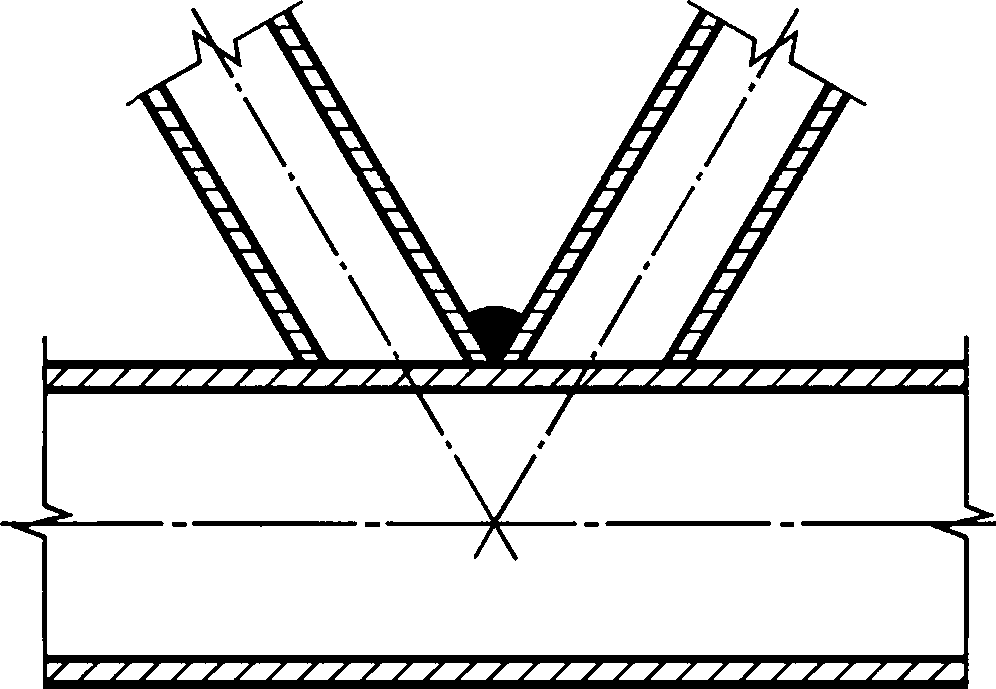
Примечание — Раскосы в узле не перекрывают друг друга, сварные швы наложены друг на друга, в) Тип узла В (данного решения следует избегать)
Рисунок А.З — Примеры решения узла примыкания трубчатых раскосов к поясу
А. 13 Разделку кромок и допускаемые зазоры стыковых сварных швов в узлах стальных конструкций из круглых труб следует выполнять в соответствии с указаниями, изложенными на рисунке А.4. Разделку кромок и допускаемые зазоры стыковых сварных швов в узлах стальных конструкций из квадратных и прямоугольных труб следует выполнять в соответствии с указаниями, изложенными на рисунках А.5—А.7.
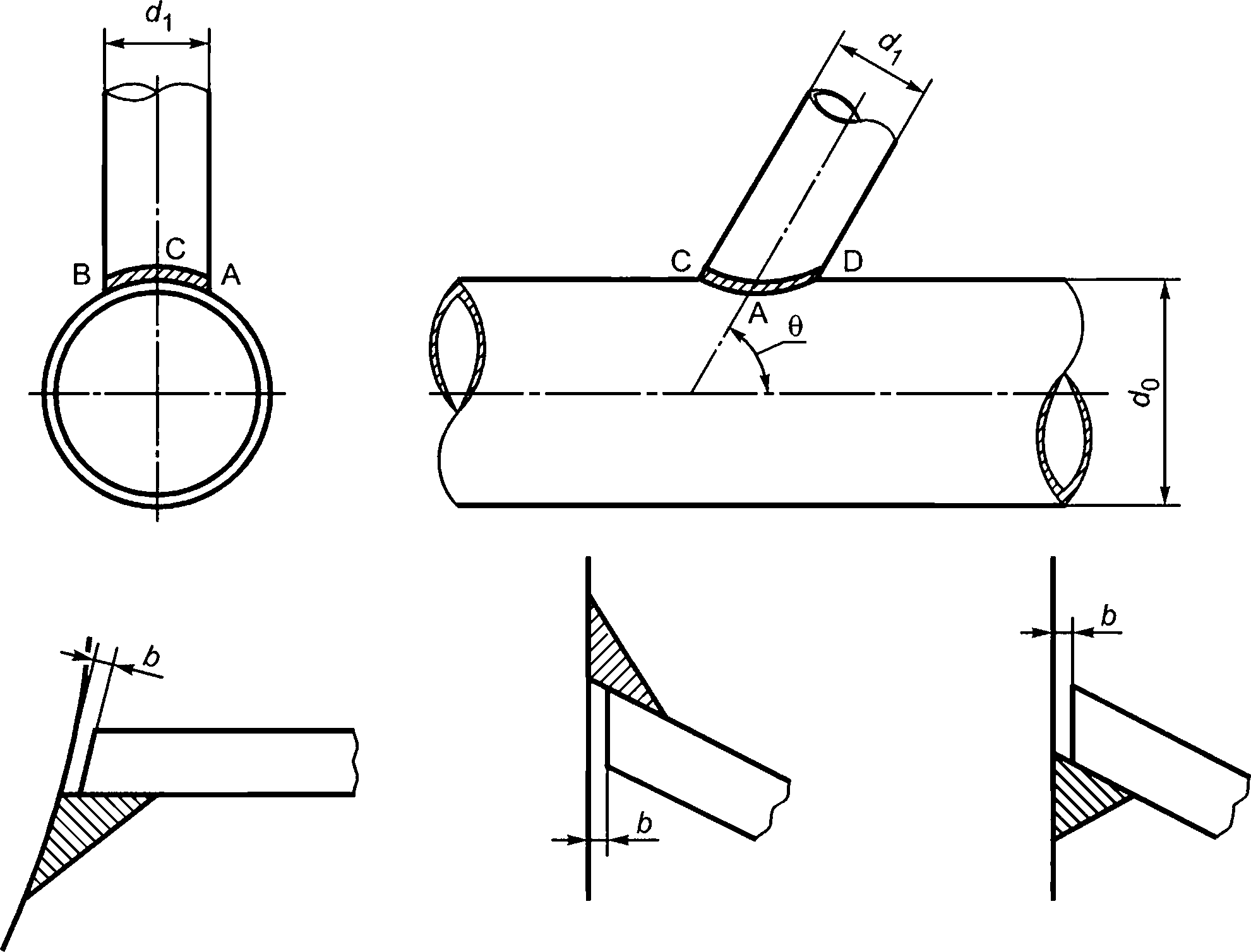
- а) Деталь разделки кромок в точках А и В при dQ >
- б) Деталь разделки кромок в точке С при d0 > d^
- в) Деталь разделки кромок в точке D при d0 > d^
Рисунок А.4 — Примеры разделки кромок стыковых сварных швов в узлах стальных конструкций из круглых труб (Ь не превышает 2 мм)
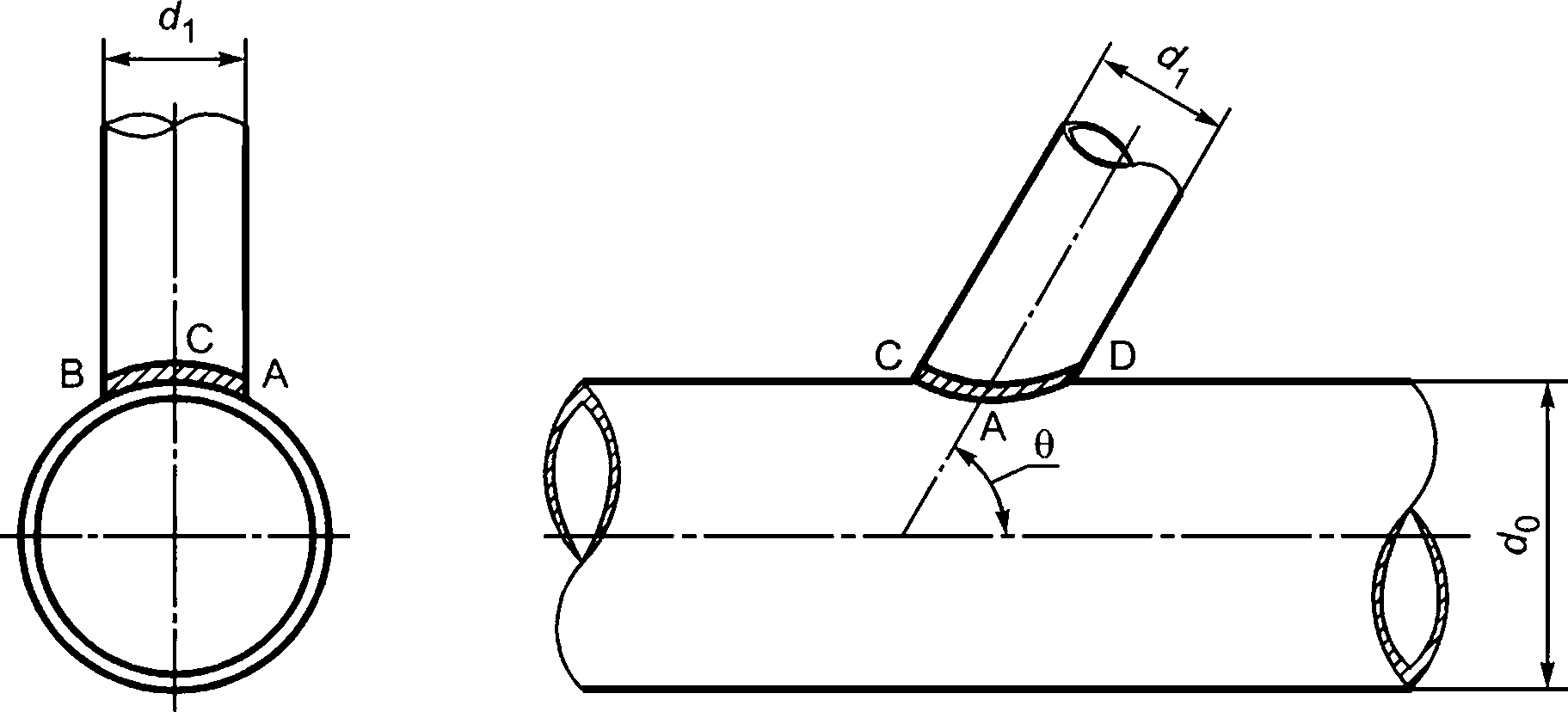
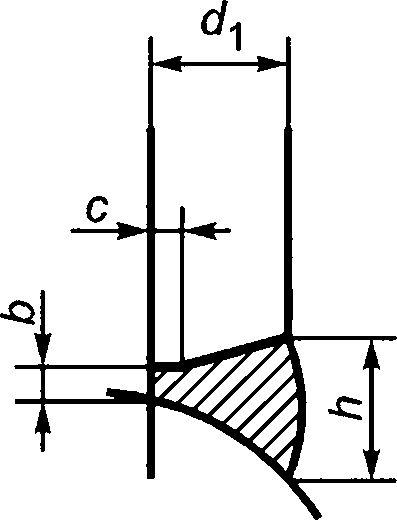
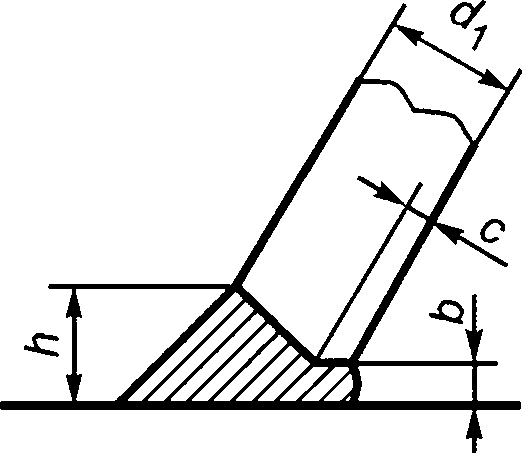
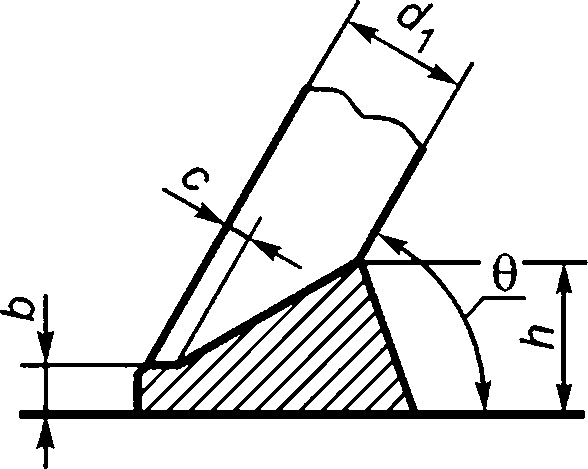
b = от 2 до 4 мм
с = от 1 до 2 мм а) Деталь в точках А и В при dQ > dj
b = от 2 до 4 мм с = от 1 до 2 мм б) Деталь в точке С при d0 > d^
b = от 2 до 4 мм с = от 1 до 2 мм в) Деталь в точке D при d0 > d^
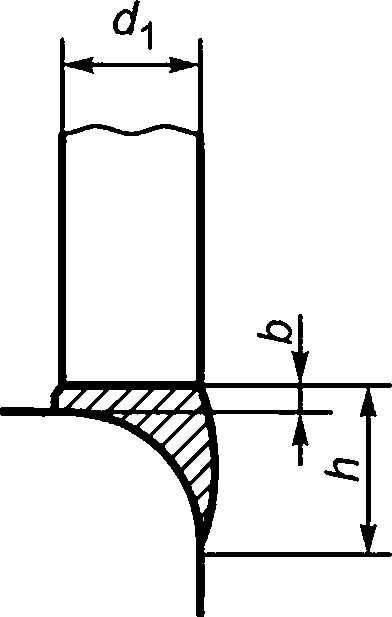
b не превышает 2 мм г) Деталь при d0 = d^
Примечание — В точке D для 0 < 60° при d0 = d^ следует использовать деталь углового сварного шва в соответствии с рисунком А.4.
Рисунок А.5 — Примеры разделки кромок угловых сварных швов в узлах стальных конструкций из круглых труб при значении угла 0 от 60° до 90°
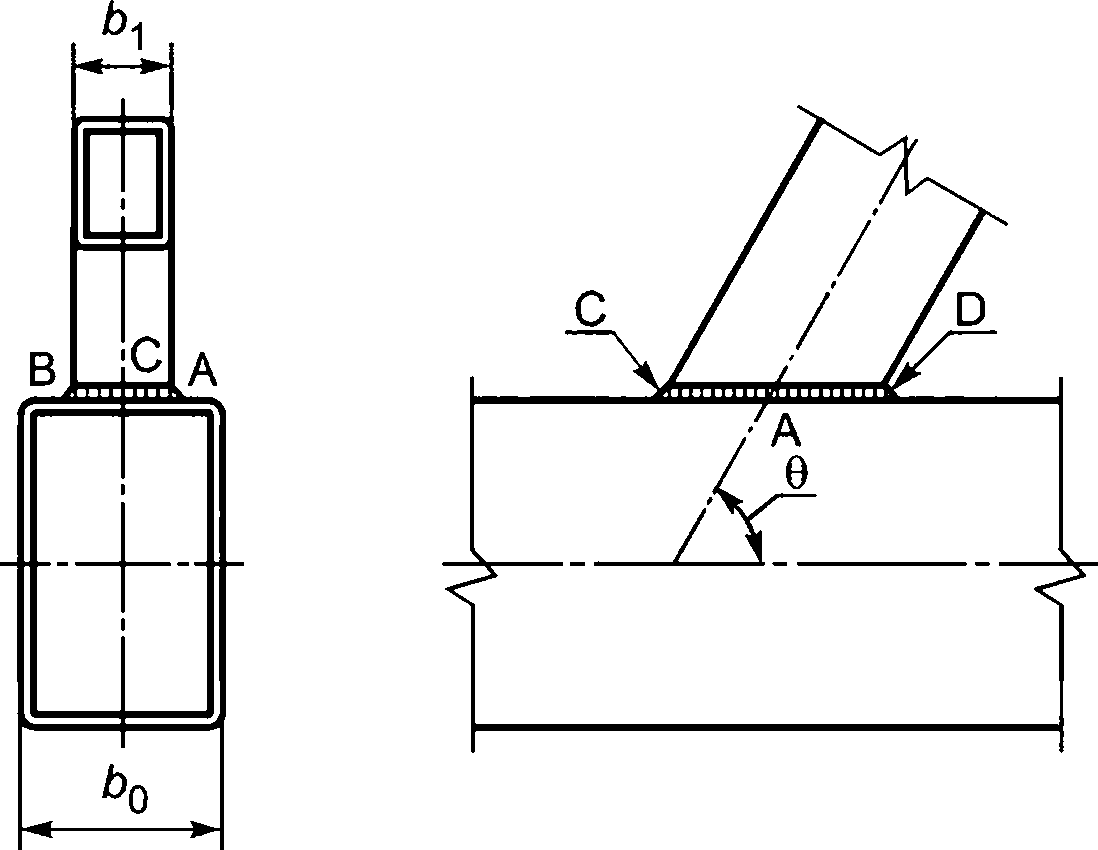
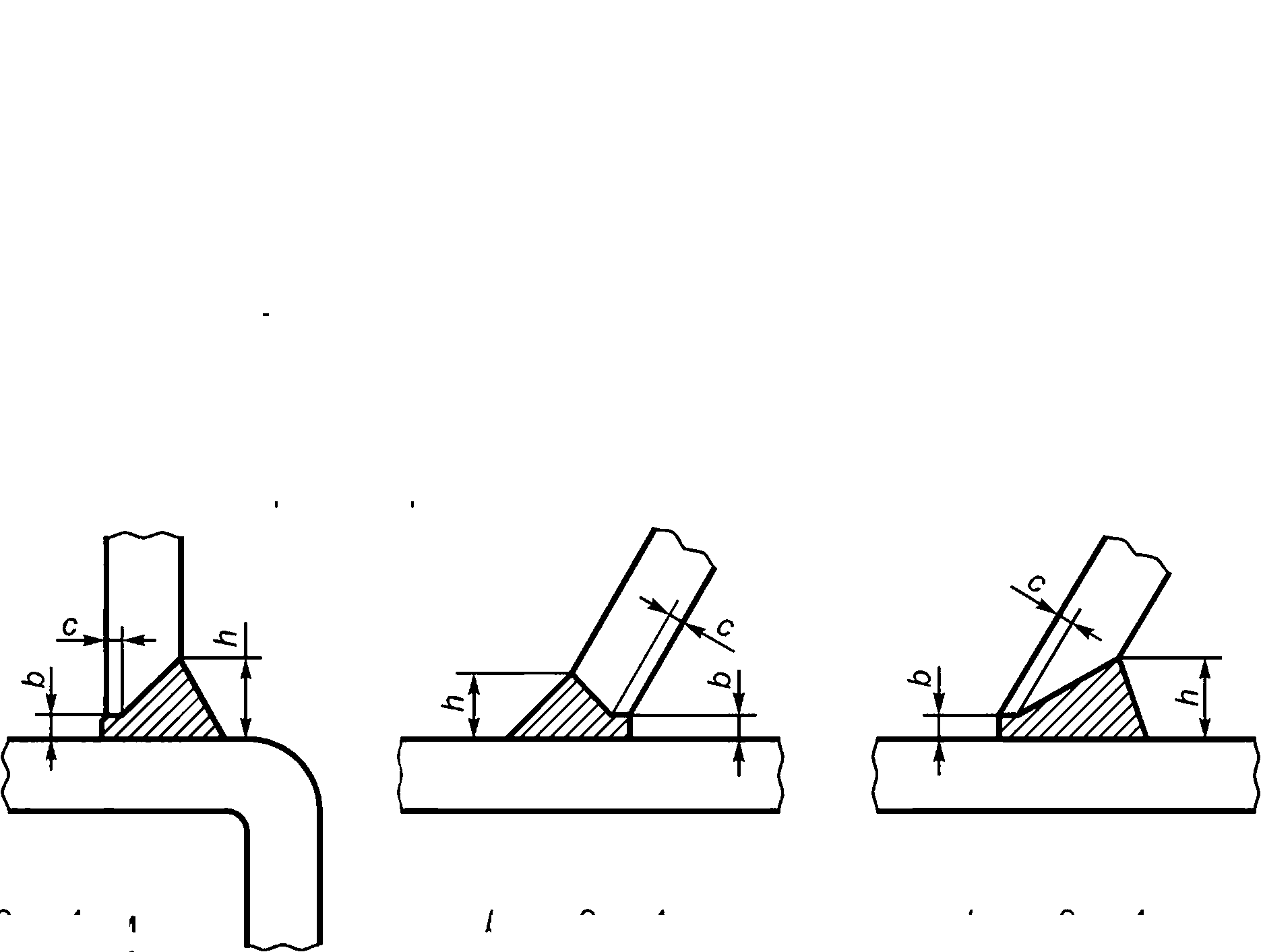
b = от 2 до 4 мм с = от 1 до 2 мм в) Деталь в точке D при Ь1 < Ьо
о = от 2 до 4 мм с = от 1 до 2 мм б) Деталь в точке С при Ь1 < Ьо
b = от 2 до 4 мм с = от 1 до 2 мм а) Деталь в точках А и В при Ь1 < Ьо
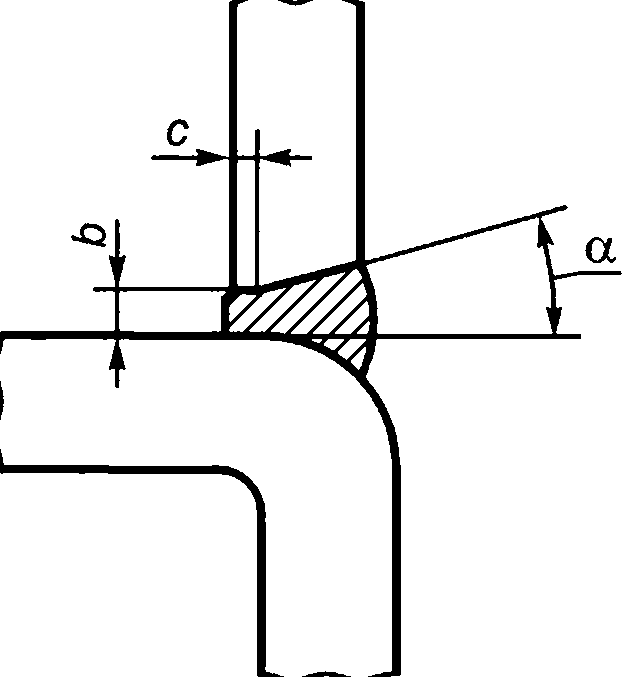
b не превышает 2 мм с = от 1 до 2 мм а = от 20° до 25°
Рисунок А.6 — Разделка кромок стыковых сварных швов в узлах стальных конструкций из прямоугольных и квадратных труб
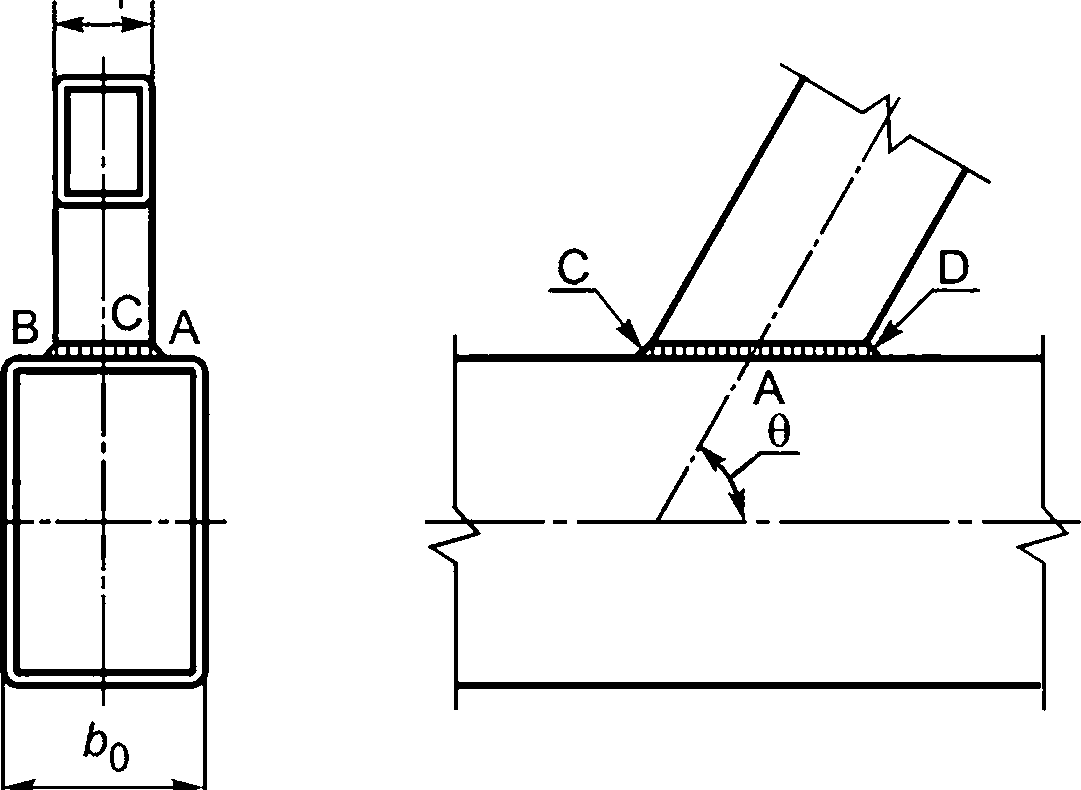
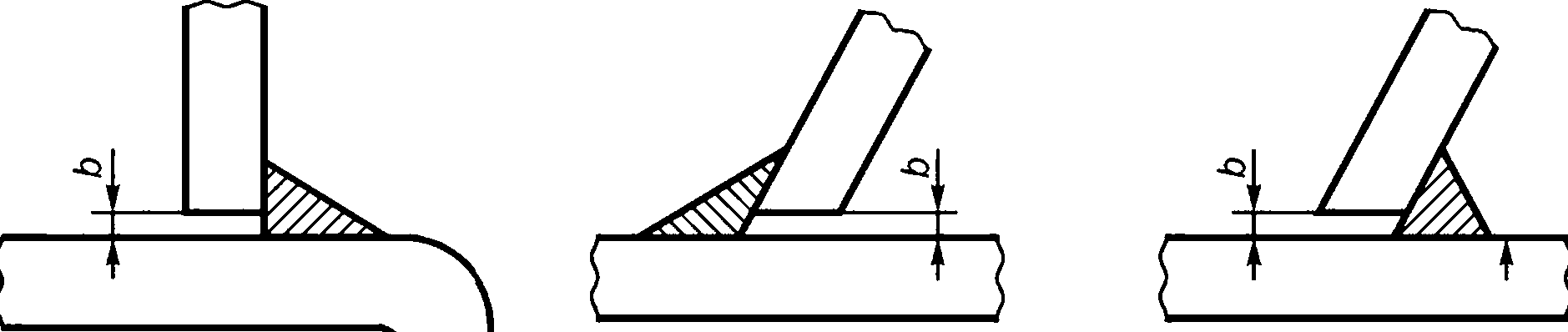
b не превышает 2 мм ь не превышает 2 мм
b не превышает 2 мм
- а) Деталь разделки кромок в точках А и В при Ьо > Ъ1
- б) Деталь разделки кромок в точке С при Ьо > Ь1 и 0 от 60° до 90°
- в) Деталь разделки кромок в точке D при Ьо > Ь1 и 0 от 30° до 90°
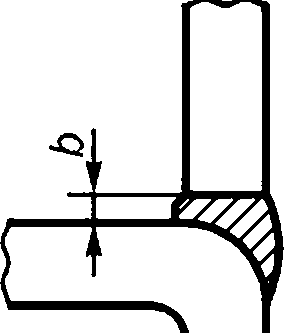
b не превышает 2 мм
- г) Деталь разделки кромок при Ьо = Ь1 и 0 от 30° до 90°
Рисунок А.7 — Разделка кромок сварных швов в узлах стальных конструкций из прямоугольных и квадратных труб при значении угла 0 от 60° до 90° (Ь не превышает 2 мм)
А. 14 Между поверхностями стыкуемых элементов в линейных стыковых соединениях полых профилей допускаются следующие отклонения в корне сварного шва:
- — 25 % толщины более тонкого элемента при его толщине
- — 3 мм для профилей с толщиной стенки более 12 мм.
А.15 В линейных стыковых соединениях полых профилей со сварными швами, выполняемыми на подкладке, допускаются отклонения, указанные на рисунке А.8:
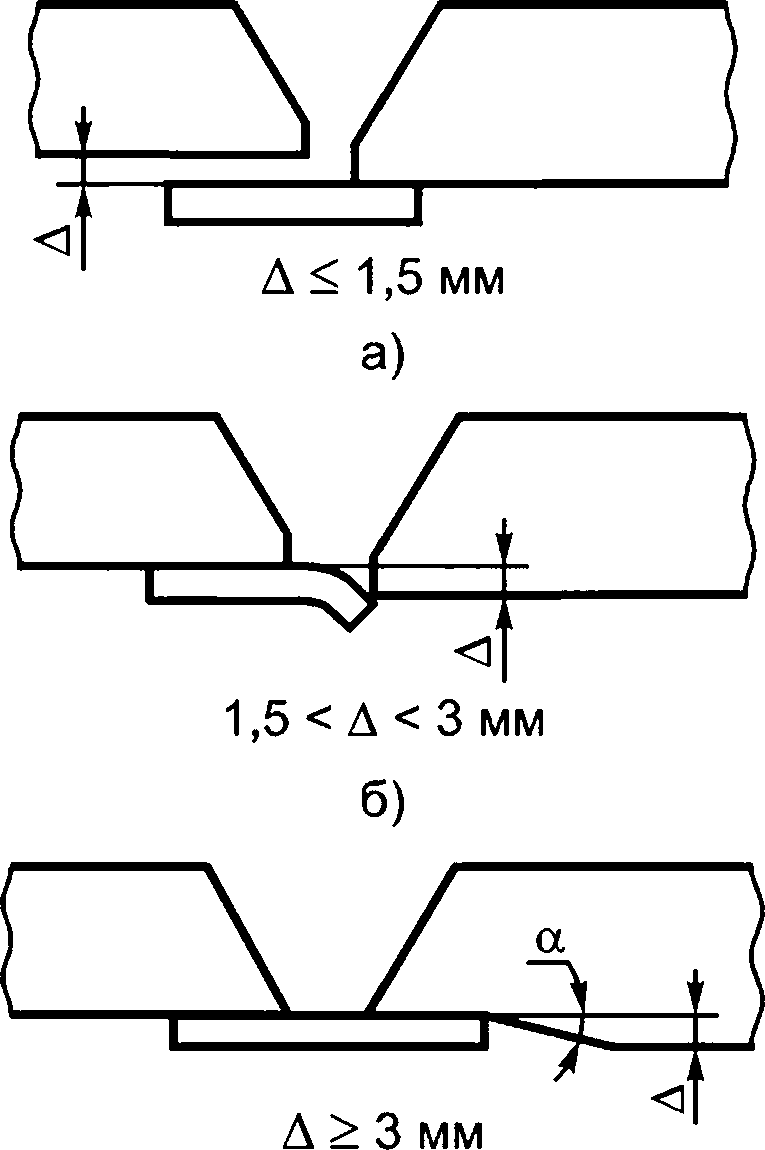
- — при разности толщин не более 1,5 мм особых мер не требуется;
- — при разности толщин до 3 мм включительно изменением формы подкладки методом горячего формования;
- — при разности, превышающей 3 мм, на наиболее толстом элементе выполняют скос не менее 1:4.
Рисунок А.8 — Детали конструктивного оформления стыковых швов полых профилей разной толщины
Приложение Б (справочное)
Средства индивидуальной защиты, применяемые при пристрелке дюбелей
Таблица Б.1 — Нормативные документы на индивидуальные средства защиты
1 Очки защитные открытые
Защита глаз спереди и с боков при пристрелке
Защита рук от механических воздействий
3 Наушники противошумные
Защита органов слуха (при работе в закрытых помещениях объемом менее 200 м 3 )
Библиография
- [1] СП 53-101-98 Свод правил по проектированию и строительству. Изготовление и контроль качества стальных строительных конструкций
- [2] СНиП 12-03-2001 Безопасность труда в строительстве. Часть 1. Общие требования
- [3] ТУ 2-034-0221197-011 -91 Щупы. Модели 82003, 82103, 82203, 82303. Технические условия
- [4] Рекомендации по надзору и технической эксплуатации монтажных соединений на высокопрочных болтах стальных строительных конструкций зданий и сооружений Министерства металлургии СССР
- [5] Трудовой кодекс Российской Федерации от 30 декабря 2001 г. № 197-ФЗ
- [6] Правила по охране труда при строительстве, реконструкции и ремонте (утверждены Приказом Министерства труда и социальной защиты Российской Федерации от 11 декабря 2020 г. № 883н)
- [7] СП 2.2.3670-20 Санитарно-эпидемиологические требования к условиям труда (утверждены по
становлением Главного государственного санитарного врача Российской Федерации от 2 декабря 2020 г. № 40)
- [8] Правила безопасности опасных производственных объектов, на которых используются подъемные сооружения (утверждены Приказом Ростехнадзора от 26 ноября 2020 г. № 461)
- [9] Р 2.2.2006-05 Руководство по гигиенической оценке факторов рабочей среды и трудового про
цесса. Критерии и классификация условий труда
- [10] Межотраслевые правила обеспечения работников специальной одеждой, специальной обувью и другими средствами индивидуальной защиты (утверждены Приказом Министерства здравоохранения и социального развития России от 1 июня 2009 г. № 290н)
- [11] Федеральный закон от 10 января 2002 г. № 7-ФЗ «Об охране окружающей среды» (ред. от 30 декабря 2021 г.)
) Утратил силу в Российской Федерации в части допусков шайб с 1 января 2011 г. Действует ГОСТ ISO 4759-3—2015 «Изделия крепежные. Допуски. Часть 3. Шайбы плоские для болтов, винтов и гаек. Классы точности А и С».
) С 1 января 2020 г. действует в Российской Федерации только в отношении продукции, поставляемой по государственному оборонному заказу.
allgosts.ru
Превью ГОСТ Р 70461-2022 Строительные работы и типовые технологические процессы. Конструкции стальные из труб и замкнутых профилей. Правила и контроль выполнения монтажных работ
Источник https://mdmetalla.ru/metall/metallicheskie-truboprovody-stroitelnye-konstrukcii.html
Источник https://spark-welding.ru/gaz/marki-trub.html
Источник https://allgosts.ru/91/200/gost_r_70461-2022





