Автоматическая линия розлива: как выбрать оборудование
Комплексная автоматическая линия розлива – современное технологическое оборудование на предприятиях пищевой, фармацевтической и химической промышленности. Рассказываем, как разобраться в параметрах этих агрегатов и запустить прибыльное производство.
- Состав линии розлива
- Виды автоматов розлива
- Что можно разливать
- Типы дозирования и производительность
- По виду тары
- 7 важных советов
- Сравнение производителей
Состав линии
Конструкция линии розлива зависит от типа продукта и вида тары. Автоматизированные комплексы включают несколько ключевых узлов.
Установка выдува пластиковой тары из преформы
Выдув пластиковой тары из преформы. Дешевые легкие емкости из пластика вытесняют стекло на многих производствах.
Ополаскивание бутылок
Аппарат используют для однократной и многократной мойки новой или возвратной тары.
Конвейер подачи пустой тары.
Движущийся транспортер передвигает бутылки или канистры в зону загрузки.
Участок розлива
Основной узел. Его ключевые параметры – скорость налива жидкости, точность наполнения, диапазон дозирования.
Укупоривание тары
Крышки, пробки, колпачки нужной стороной поступают из накопительного бункера. Укупор соответствует размеру горлышка емкости.
Этикетирование
Программное обеспечение контролирует наклейку этикеток, нанесение переменной маркировки с датой выпуска и другими характеристиками.
Упаковка готовой продукции
Автоматический упаковщик обертывает бутылки, банки, канистры термоусадочной пленкой и объединяет несколько единиц.
Комплексная автоматическая линия розлива сводит участие человека в производстве продукции к минимуму.
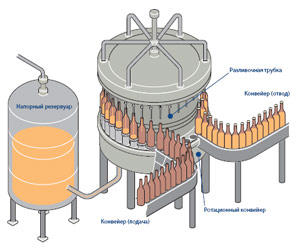
Пример автоматизированной комплексной линии розлива лимонада в ПЭТ бутылки
Виды автоматов розлива
Выделяют несколько классификаций этого оборудования. В зависимости от способа подачи тары выпускают машины двух типов:
- линейные автоматы подают несколько емкостей под розливные головки и наполняют их одновременно;
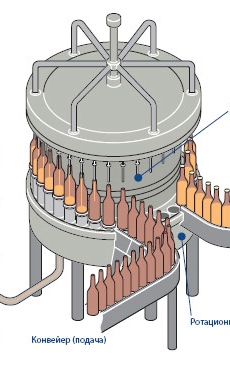
- карусельные (роторные) автоматы подают тару в зону розлива и наполняют ее последовательно друг за другом.
Вид автомата;Ополоск;Розлив;Укупорка;Сфера применения
Диблок;❌;✅;✅;Преимущественно для консервирования напитков в алюминиевые банки. Триблок;✅;✅;✅;Универсальное оборудование для розлива жидкостей в однотипную тару. Квадроблок;✅;✅;✅;Для розлива жидких продуктов в емкости разных форматов с двумя видами укупорки (например, корковая укупорка и обжим алюминиевого колпачка у шампанского) или разными видами пробок.
Таблица 1 — Сравнение автоматов розлива
В число преимуществ комбинированных блоков входит удобство в эксплуатации, простая система управления, высокая скорость переналадки, энергоэффективность, высокая производительность, компактные размеры.
- Роторный триблок розлива
- Линейный автомат розлива
Что можно разливать
Комплексные автоматические линии розлива работают с разными типами жидкостей. Их свойства во многом определяют требования к агрегатам.
По назначению
Машины разливают пищевые и не пищевые жидкости. Первые делят на спокойные (вода, сок, молоко), газированные (пиво, лимонад, квас), алкогольные (водка, вино). Вторые – на химические (моющие средства), фармакологические (медицинские растворы), косметические (шампуни, лосьоны).
По консистенции
Жидкие продукты разделяют на текучие (вода, растворитель), вязкие (масло), пастообразные (мед, детское пюре), пенящиеся (мыло).
По уровню опасности
Автоматы разливают жидкости неопасные (пищевые), агрессивные (бытовая химия), взрывоопасные и пожароопасные (лакокрасочные материалы).
По составу
Тару заполняет жидкость без посторонних включений (вода, сок) и с включениями (компоты, морсы).
По степени обработки
Асептические жидкости (молоко, соусы, соки) и жидкости без специальной обеззараживающей обработки (технические, бытовая химия).
- Пищевые продукты
- Непищевые продукты
Розлив алкогольных напитков в стеклянную тару от 0,1 до 2,0 литров.
Линия розлива воды в ПЭТ тару от 0,25 до 5,0 литров и бутыли 18,9 л.
Розлив безалкогольных пенящихся напитков в ПЭТ тару до 2,0 литров.
Розлив растительных масел в ПЭТ бутылку или стекло от 0,25 до 5 литров.
Розлив молочных продуктов ПЭТ и Пюр-Пак от 0,25 до 2,0 литров.
Розлив сильно пенящихся напитков в ПЭТ тару и стекло от 0,25 литров.
Розлив соков и морсов с включениями в ПЭТ тару от 0,25 до 2,0 литров.
Розлив густых, вязких продуктов в стекло или Дой-пак до 2 литров.
Линия розлива бытовой химии, моющих средств в ПЭТ бутылку, ПНД канистры от 0,1 до 5,0 литров.
Розлив жидкостей для обслуживания и ухода за автомобилем, в ПЭТ и ПНД тару от 0,5 до 10,0 литров.
Линия розлива агрессивных веществ, щелочей, кислот в ПНД/ПВД тару от 0,5 до 10,0 литров.
Линия по розливу жидких удобрений в ПЭТ бутылки и канистры от 0,5 до 10,0 литров.
Линия розлива косметики и парфюмерии в тюбики и банки от 0,01 до 1 литра.
Линия розлива, лака, красок и растворители в железные банки и канистры от 0,5 до 20,0 литров.
Линия розлива промышленных химических продуктов в ПНД/ПВД тару от 1,0 до 10,0 литров.
Линия розлива моторных и трансмиссионных масел в ПНД / ПВД канистры от 1,0 до 30,0 литров.
Получите коммерческое предложение под Вашу задачу
Оставьте заявку, и получите подробное коммерческое предложение с описанием и ценами в течение 24 часов.
Оставьте Ваши контакты, куда сообщить результаты подбора и стоимость
| Назад |
| Далее |
| Последний шаг |
Получите консультацию инженера
Оставьте заявку прямо сейчас, инженер перезвонит в ближайшее время
Это бесплатно и ни к чему Вас не обязывает
Типы дозирования и производительность
Линии розлива проектируют с 5 основными типами дозирования. Их выбирают в зависимости от свойств жидкого продукта.
Переливной
Жидкость под действием силы тяжести переливается через дренажное отверстие и равномерно заполняет тару по уровню.
Машина взвешивает и фасует пастообразные продукты по объему. В аппарате заранее выставляют нужный вес.
Изобарический
Устройство под давлением закачивает в тару углекислый газ и заполняет ее продуктом. Метод применяют для пенящихся газированных напитков.
Густые вязкие или пенящиеся продукты подают в тару под давлением поршня.
Минимальная производительность комплексов – от 100 емкостей в час.
Автомат по выпуску питьевой воды выдает до 22000 бутылок в час. Производительность машин по розливу густых пастообразных продуктов меньше – до 8000 банок в час.
Получить подбор оборудования
Виды тары
Линии розлива используют разные виды тары. Их выбирают в зависимости от химических свойств жидкости:
- ПЭТ-бутылки из полиэтилентерефталата;
- ПНД-канистры из полиэтилена низкого давления;
- стеклянные бутылки;
- алюминиевые или железные банки и кеги
- картонные коробки.
- мелкая тара до 200 мл;
- емкости объемом 0,25-0,5 л;
- емкости 1 л;
- бутылки 1,5-5 л;
- канистры 5-10 л;
- бутыли объемом 20 л.
Не знаете какое оборудование выбрать?
Получите подбор оборудования под Вашу задачу + подробное коммерческое предложение с описанием и ценами + схему расстановки узлов.

7 советов, что важно учесть
Оборудование для розлива – дорогостоящая инвестиция. Оно себя окупит при правильном выборе автомата розлива. Вот несколько рекомендаций.
Выбирайте агрегат исходя из свойств разливаемой жидкости и вида тары.
Ориентируйтесь на производительность и объем сбыта.
Проектируйте линию с запасом мощности.
Учитывайте габариты установки и размеры производственного помещения.
Уточните возможность переналадки и потенциальное время простоя.
Изучите набор дополнительных функций.
Оцените ремонтопригодность оборудования.
Правильный выбор избавит от лишних затрат и гарантирует окупаемость в максимально короткие сроки.
Производители автоматических линий: плюсы и минусы
Отечественные и зарубежные компании конкурируют между собой за покупателей. Вот основные преимущества и недостатки оборудования.
Страна-производитель;Плюсы;Минусы
Россия;Качественный сервис, доступная цена, возможность доработать конструкцию под индивидуальные требования.;Возможные проблемы с запчастями из-за использования импортных комплектующих и малая производительность. Европа;Высокая производительность, большой набор дополнительных функций, высокая надежность оборудования.;Стоимость в 3-4 раза выше по сравнению с отечественными аналогами, отсутствие собственных сервисных центров у многих компаний, возможные проблемы с запчастями. Китай;Широкий ассортимент, функциональность, производительность, доступная цена.;Более длительный срок поставки и высокие риски из-за необходимости тщательной проверки поставщика, отсутствие сервиса пусконаладки, обслуживания и запчастей.
Многие отечественные, европейские и китайские компании предлагают качественные автоматы. Перед покупкой необходимо посетить производство, оценить качество сборки, изучить отзывы потребителей.
Работа автоматического конвейера по розливу жидкости увеличивает объемы продукции, снижает ее себестоимость, повышает качество. Главное – сделать правильный выбор под потребности своего производства.
Автоматическая линия розлива, укупорки и этикетировки во флаконы от 20 до 500 мл.
1.1. К работе в качестве оператора линии розлива воды допускаются лица старше 18 лет, прошедшие медицинский осмотр, гигиеническую подготовку, вводный и первичный на рабочем месте инструктажи по охране труда, обучение безопасным приемам работ и проверку знаний требований охраны труда.
1.2. Не реже одного раза в 6 месяцев оператор линии розлива должен проходить повторный инструктаж и не реже одного раза в 12 месяцев – периодическую проверку знаний требований охраны труда.
1.3. В процессе работы на оператора линии розлива воды могут воздействовать следующие опасные и вредные факторы:
— движущиеся части машин, механизмов, оборудования;
— недостаточная освещенность;
— повышенное напряжение в электрической цепи;
— повышенный уровень шума и вибрации.
1.4. Оператор линии розлива воды во время работы должен использовать следующие средства индивидуальной зашиты:
— халат хлопчатобумажный,
— колпак,
— сапоги резиновые,
— рукавицы комбинированные,
— фартук,
— очки защитные.
1.5. Помещения участка розлива воды должны иметь хорошую вентиляцию.
1.6. В ночное время каждый агрегат, входящий в состав сооружений, должен хорошо освещаться.
1.7. Во избежание поражения электрическим током запрещается:
— прикасаться к открытым токоведущим частям электрооборудования;
— проводить самовольные исправления или подключения электропроводов;
— заменять самовольно электролампы или предохранители.
1.8. Оператор линии розлива воды обязан выполнять правила личной гигиены, соблюдать Правила внутреннего трудового распорядка.
1.9. Оператор линии розлива должен выполнять только ту работу, которую ему поручил его непосредственный руководитель, не перепоручать свою работу необученным или посторонним лицам. Во время работы работник должен быть внимательным, не отвлекаться на посторонние дела и разговоры.
1.10. Оператор линии розлива обязан соблюдать нормы подъема тяжестей и не превышать их. Нормы подъема тяжестей для женщин старше 18 лет — 10 кг, для мужчин старше 18 лет — 50 кг.
1.11. Оператору линии розлива воды должно быть обеспечено:
— наличие исправного инструмента, приспособлений, инвентаря, КИП, оперативных журналов и других средств, необходимых для нормальной и безопасной работы;
— своевременное устранение дефектов, возникающих в процессе работы;
— наличие исправной спецодежды и других средств индивидуальной защиты в соответствии с действующими типовыми нормами.
1.12. Оператор линии розлива воды обязан поддерживать чистоту оборудования и рабочего места.
1.13. Для приема смены оператор линии розлива воды должен явиться заблаговременно и ознакомиться с записями в сменном журнале, распоряжениями и всеми переключениями в предыдущей смене, проверить чистоту рабочего места, оформить прием смены росписью в журнале.
1.14. Не допускается нахождение работающих в состоянии алкогольного опьянения либо в состоянии, вызванном употреблением наркотических средств, психотропных или токсичных веществ, а также распитие спиртных напитков, употребление наркотических средств, психотропных и токсических веществ в рабочее время и по месту работы.
1.15. Курить разрешается только в специально отведенных и оборудованных для этого местах.
2. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТ
2.1. Надеть спецодежду, застегнуть и заправить так, чтобы не было свисающих концов, убрать волосы под головной убор.
2.2. Проверить наличие и исправность:
— защитных ограждений на обслуживаемом оборудовании;
— инструмента, инвентаря, электроустановок;
— средств индивидуальной защиты.
2.3. Проверить достаточность освещения.
2.4. Не допускается хранить на рабочем месте моющие и дезинфицирующие средства, запас упаковочных материалов, тары и прочего в количествах, превышающих сменную потребность.
2.5. В случае наличия к моменту приема-сдачи смены аварийного положения или ответственного переключения, прием-сдача смены производится по окончании этих операций.
3. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
3.1. Во время работы оператор линии розлива воды обязан следить за тем, чтобы:
— рабочее место содержалось в порядке и чистоте в течение смены, не допускать его загромождение тарой, инвентарем и др.;
— на электрооборудование и электропроводку не попадала жидкость.
3.2. Оператору линии розлива воды запрещается:
— снимать ограждения с электрооборудования и вращающихся частей и работать со снятыми ограждениями;
— работать при неисправной блокировке;
— продолжать работу при нарушении заземления оборудования.
3.3. Для прохода над работающим оборудованием (конвейерами и др.) к месту работ необходимо использовать специально установленные мостики, лестницы, трапы. Переступать через конвейеры и подлезать под них запрещено.
3.4. При работе на конвейере:
— следить за сигнализацией, предупреждающей о включении и отключении конвейера;
— проверять надежность крепления изделия в приспособлении и следить за отсутствием посторонних предметов на пути движения конвейера;
— не устанавливать на конвейер грузы, превышающие габариты конвейера;
— не принимать и не подавать что-либо через работающий конвейер;
— выключать конвейер в случае возникновения опасности, угрожающей окружающим.
3.5. При выявлении неисправностей следует немедленно остановить работающее оборудование путем нажатия кнопки «Стоп».
3.6. Оператору линии розлива воды запрещается прикасаться к движущимся приводным ремням или засовывать руки внутрь работающей машины.
4. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА В АВАРИЙНЫХ СИТУАЦИЯХ
4.1. При обнаружении возгорания в помещении участка розлива воды необходимо поставить в известность руководство, принять меры к ликвидации очага возгорания первичными средствами пожаротушения, при необходимости вызвать пожарную бригаду по телефону 101.
4.2. При возникновении пожара на электроустановках следует пользоваться углекислотными и порошковыми огнетушителями.
4.3. При несчастном случае оказать пострадавшему первую доврачебную помощь, поставить в известность руководство, по возможности сохранить обстановку, если это не приведет к аварии и/или травмированию других людей. При необходимости вызвать бригаду скорой помощи по телефону 103 или доставить пострадавшего в ближайшее медучреждение.
4.4. При поражении электрическим током в первую очередь освободить пострадавшего от действия электрического тока (отключить оборудование от сети, отделить пострадавшего от токоведущих частей изолирующими приспособлениями (доски, сухая одежда, резиновые перчатки, резиновые коврики). Если пострадавший потерял сознание, но дышит, его необходимо уложить в удобную позу, расстегнуть ворот, дать свежий воздух. Если дыхание отсутствует, пульс не прощупывается, пострадавшему нужно немедленно начать делать искусственное дыхание по методу «рот в рот» до прибытия врача.
4.5. Искусственное дыхание «изо рта в рот» или «изо рта в нос»
— уложить пострадавшего на спину, расстегнуть стесняющую дыхание одежду, под лопатки положить валик из одежды;
— обеспечить проходимость дыхательных путей, которые могут быть закрыты запавшим языком или однородным содержимым. Для этого голову пострадавшего максимально запрокинуть, подкладывая одну руку под шею и надавливая другой на лоб. В этом положении рот обычно раскрывается, а язык смещается к задней стенке гортани, обеспечивая проходимость дыхательных путей;
— если во рту имеется инородное содержимое, повернуть плечи и голову пострадавшего на бок и очистите полость рта и глотки бинтом, носовым платком или краем рубашки, намотанным на указательный палец;
— если рот не открылся, то осторожно ввести металлическую пластинку, дощечку и т.п. между задними зубами, открыть рот и, при необходимости, очистить полость рта и горла;
— после этого расположиться на коленях с любой стороны головы пострадавшего и, удерживая голову в запрокинутом состоянии, сделать глубокий вдох и, плотно прижав свой рот (через платок или марлю) к открытому рту пострадавшего, сильно вдувать воздух в него;
— при этом нос пострадавшего закрыть щекой или пальцем находящейся на лбу руки;
— следить, чтобы воздух попал в легкие, а не в желудок, это обнаруживается по вздутию живота и отсутствию расширения грудной клетки. Если воздух попал в желудок, удалить его оттуда, быстро прижав на короткое время область желудка между грудиной и пупком;
— принять меры к освобождению дыхательных путей и повторить вдувание воздуха в легкие пострадавшего;
— после вдувания рот и нос пострадавшего освободить для свободного выхода воздуха из легких. Для более глубокого выдоха несильно нажать на грудную клетку;
— каждое вдувание воздуха производить через 5 секунд, что соответствует ритму собственного дыхания;
— если челюсти пострадавшего сжаты настолько плотно, что раскрыть рот не удается, то проводить дыхание по методу «изо рта в нос», т.е. вдувать воздух в нос пострадавшего;
— при появлении первых самостоятельных вдохов проведение искусственного дыхания приурочить к началу самостоятельного вдоха;
— искусственное дыхание проводить до восстановления глубокого и ритмичного дыхания у пострадавшего.
4.6. Наружный массаж сердца проводится в случае остановки сердца, что определяется отсутствием пульса, расширением зрачков и синюшностью кожи и слизистых оболочек:
— пострадавшего уложить спиной на жесткую поверхность или подложить под него доску, освободить грудную клетку от одежды и приподнять ноги примерно на 0,5 м;
— расположиться сбоку от пострадавшего и определить место надавливания, для этого нащупать нижний мягкий конец грудины и на 3-4 см выше этого места вдоль нее определить точку нажатия;
— наложить ладонь на место надавливания так, чтобы пальцы не касались грудной клетки, ладонь второй руки наложить под прямым углом на тыльную сторону ладони первой руки;
— произвести быстрое (толчком) и сильное нажатие на грудину и зафиксировать ее в этом положении примерно на 0,5 секунды, после чего быстро отпустить ее, расслабив руки, но не отнимая их от грудины;
— надавливания производить примерно 60–80 раз в минуту;
— массаж сердца делать до появления собственного (не поддерживаемого массажем) регулярного пульса.
4.7. Одновременное выполнение искусственного дыхания и массажа сердца:
— если помощь оказывает один человек, то после двух глубоких вдуваний делать 15 надавливаний на грудную клетку, затем снова два глубоких вдувания и 15 надавливаний на грудину и т.д.;
— если помощь оказывают вдвоем, то один делает одно вдувание, а второй через 2 секунды производит 5–6 надавливаний на грудину и т.д.;
— искусственное дыхание и массаж сердца проводить до полного восстановления жизненных функций организма или до прихода врача.
Читать статью Иностранная грузовая техника подорожает: почему, и на сколько
5. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТ
5.1. Привести в порядок рабочее место, сделать необходимые записи в сменном журнале.
5.2. Убрать инструмент и оставшиеся неиспользованные материалы и тару на свои места.
5.3. Сообщить сменщику и своему непосредственному руководителю обо всех неполадках и неисправностях, имевших место в течение смены.
Автоматическая линия розлива, укупорки и этикетировки во флаконы от 20 до 500 мл.
Состав автоматической линии розлива во флаконы:
• Узел подачи тары и накопления тары •
Состоит из нержавеющего стола шириной 1000мм. Установка флаконов на конвейер узла налива производится вручную.
• Узел наполнения жидкостью •
Состоит из четырехканального перистальтического дозатора, системы опускания патрубков для наполнения флаконов.
Подача продукта к узлу наполнения осуществляется по силиконовым шлангам.
Функционал перистальтического дозатора:
— Калибровка дозы в зависимости от вязкости продукта.
— Выставление требуемой дозы.
— Функция заполнения трубок перед началом работы.
— Регулировка скорости дозирования.
— Отображение текущей дозы.
— Всасывание капли для исключения подкапывания.
Патрубки для наполнения выполнены из нержавеющей стали и имеют регулировку по высоте.
• Узел укупорки •
Узел укупорки представляет собой сложное электромеханическое устройство, которое состоит из укупора триггерного типа, конвейера с делителем тары и ограждением.
• Узел нанесения этикетки •
Узел наклеивания этикетки выполнен в настольном исполнении и выполняет автоматическое нанесение одной этикетки на тару круглой формы. Вдоль конвейерной ленты установлены направляющие, для придания устойчивости таре. На узле установлен каплеструйный датер для нанесения на этикетку текущей даты в одну строку.
Отличительные особенности:
— подача продукта на линию осуществляется за счет самовсасывающих перистальтических насосов-дозаторов,
— конструктивные элементы оборудования, соприкасающиеся с продуктом, выполнены из нержавеющей стали и силикона,
— ручная установка пробок-распылителей в тару перед узлом укупорки,
— доступность осмотра, ремонта, санитарной обработки,
— наличие пультов аварийной остановки,
— время уборки и мойки после работы – 15 минут,
— максимальное время для настройки линии после смены тары – 60 минут.
Порядок работы на автоматической линии розлива:
• Ручная подача тары на конвейер линии с накопительного стола.
• Автоматический розлив жидкости.
• Ручная установка пробок-распылителей.
• Автоматическая укупорка.
• Автоматическая этикетировка.
• Выход продукции на накопительный стол.
Технические характеристики:
Напряжение питание – 220В.
Потребление сжатого воздуха – расход до 60л/мин, давление 7 атмосфер.
Вход воздуха – стандартный пневморазъем диаметр 8 мм.
Габариты установки (ориентировочные) – Д 4600мм, Ш1000мм, В850мм
Производительность – при розливе жидкостей (плотность близкая к воде) во флаконы 150 мл — не менее 1000 шт./час.
Точность дозирования 3% от установленной дозы.
Персонал для работы – 3 человека.
Читать статью Инструкция по охране труда при работе на заточных станках
Инструкция по охране труда для оператора автоматической линии производства пищевых продуктов

Данная инструкция составлена на основании Типовой инструкции по охране труда для оператора линии в производстве пищевой продукции (линии разлива: разливочные, укупорочные, бракеражные, этикетировочные автоматы) ТОИ Р-97300-005-97 (утв. постановлением Минтруда и соц.развития РФ от 1997 г. N и Типовой инструкции по охране труда для изготовителя пищевых полуфабрикатов из мяса, рыбы, овощей ТИ Р М-036-2002 (утв. постановлением Минтруда РФ от 24 мая 2002 г. N 36).
На основании типовых инструкций разрабатывается инструкция по охране труда для оператора автоматической линии производства пищевых продуктов, работающего в организации рыбообработки, с учетом условий его работы в конкретной организации.
1. Общие требования безопасности
1.1. На процессы работы на автоматах допускаются лица, имеющие профессиональную подготовку, прошедшие предварительную подготовку, прошедшие предварительные (при поступлении на работу), периодические и профилактические обследования и прививки в порядке, установленном Минздравом РФ, а также вводный и первичный инструктажи на рабочем месте.
1.2. Допуск к самостоятельной работе в качестве оператора автоматической линии производства осуществляется начальником ( мастером) цеха после освоения работающими безопасных приемов и методов труда под руководством опытного наставника в течение не менее 2-14 смен. Допуск к самостоятельной работе фиксируют датой и подписью в журнале регистрации инструктажа на рабочем месте.
1.3. Повторный инструктаж по безопасности труда на рабочем месте работник должен получать один раз в 3 месяца.
1.4. На рабочем месте работник получает первичный инструктаж по безопасности труда и проходит:
— стажировку;
— обучение устройству и правилам эксплуатации торгово-технологического оборудования;
— курс по санитарно-гигиенической подготовке со сдачей зачета;
— проверку знаний в объеме I группы по электробезопасности, теоретических знаний и приобретенных навыков безопасных способов работы.
1.5. Во время работы работник проходит:
— обучение безопасности труда по действующему оборудованию каждый год, по новому оборудованию по мере его поступления на предприятие, но до момента пуска этого оборудования в эксплуатацию,
— проверку знаний по электробезопасности — ежегодно;
— проверку санитарно-гигиенических знаний — ежегодно;
1.6. Периодический медицинский осмотр:
врачом—терапевтом—ежегодно,
врачом-дерматовенерологом — с учетом требований органов здравоохранения.
1.7. Соблюдайте правила внутреннего трудового распорядка.
1.8. Оператор линии может подвергаться воздействию следующих опасных и вредных производственных факторов:
— движущиеся машины и механизмы, подвижные части производственного оборудования;
— повышенное значение напряжения в электрической цепи, замыкание которой может произойти через тело человека;
— повышенная подвижность воздуха (сквозняки);
— недостаточная освещенность рабочей зоны;
— повышенный уровень шума на рабочем месте;
— острые кромки на поверхности (стеклянный бой).
1.9. Пользуйтесь предусмотренной по нормам спецодеждой, спецобувью и другими средствами индивидуальной защиты:
— халат х/б или костюм х/б;
— колпак хлопчатобумажный или косынка головная хлопчатобумажная;
— перчатки трикотажные.
1.10. Необходимо соблюдать правила внутреннего распорядка. Курить, принимать пищу следует в специально отведенных комнатах. Не допускается присутствие на рабочем месте посторонних лиц, распитие спиртных напитков, работа в состоянии алкогольного или наркотического опьянения. Работающий должен выполнять только ту работу, которая ему поручена, не перепоручать свою работу другим лицам.
1.11. При переводе на другую работу требовать от непосредственного руководителя соответствующего обучения безопасным приемам и методам работы.
1.12. Ответственность за техническое состояние и безопасную эксплуатацию полуавтоматической линии непрерывного действия возлагается на руководителей структурных подразделений, эксплуатирующих эту полуавтоматическую линию, а также специалистов ремонтных служб по их компетенции.
1.13. Соблюдать правила личной гигиены:
— соблюдать чистоту кожного покрова, одежды, обуви и других СИЗ;
— содержать в чистоте оборудование и шкаф для одежды.
1.14. При недомогании, поражении кожи в виде ранений, ожогов, гнойничков, шелушении обратиться в медпункт, небольшие повреждения обработать антисептическими растворами.
1.15. Лица, нарушившие требования настоящей инструкции, несут ответственность в порядке, установленном законодательством.
2. Требования безопасности перед началом работы
2.1. Оператору полуавтоматической линии следует:
— оставлять верхнюю одежду, обувь, головной убор, личные вещи в гардеробной;
— перед началом работы мыть руки с мылом, надевать чистую санитарную одежду, подбирать волосы под колпак или косынку или надевать специальную сеточку для волос;
— работать в чистой санитарной одежде, менять ее по мере загрязнения;
— после посещения туалета мыть руки с мылом;
— при изготовлении полуфабрикатов снимать ювелирные украшения, часы, коротко стричь ногти;
— не принимать пищу на рабочем месте.
2.2. Правильно надеть полагающуюся по нормам чистую, исправную спецодежду, спецобувь. Спецодежда не должна иметь развивающихся концов, рукава и ворот должны быть завязаны. Заправить волосы под головной убор.
2.3. Подготовить рабочий инвентарь, осмотреть рабочее место.
2.4. Проверить достаточность освещения рабочей зоны, наличие и исправность подножной решетки, убедиться в ее устойчивости.
2.5. Перед пуском линии непрерывного действия необходимо убедиться в том, что на линии не производятся какие-либо работы.
2.6. Проверить при снятом напряжении:
— санитарное состояние оборудования;
— наличие и прочность крепления защитных ограждений;
— наличие и прочность крепления заземления;
— исправность контрольно-измерительных приборов.
2.7. Перед пуском ленточного конвейера необходимо проверить:
— состояние транспортерной ленты и ее стыков;
— исправность звуковой и световой сигнализации;
— исправность сигнализирующих датчиков, блокировок;
— наличие и работоспособность противопожарной защиты конвейера (для пожароопасных условий работы);
— надежность работы устройств аварийного останова конвейера;- правильность натяжения конвейерной ленты;
— наличие и исправность роликов;
— наличие защитного заземления электрооборудования, брони кабелей, рамы конвейера;
— наличие и надежность ограждений.
Не допускается пускать в работу полуавтоматическую линию при захламленности и загроможденности проходов.
2.8. Проверить исправность пускорегулирующей аппаратуры используемого оборудования (пускателей, выключателей, аварийных кнопок, переключателя скоростей и т.п.).
2.9. Опробовать на холостом ходу работу оборудования:
— полуавтомат ПАЗ-15 и ПВ;
— блокирующего устройства ограждения зоны;
— движение транспортеров ( оно должно быть плавным, равномерным, без рывком и перебоев).
О всех выявленных неполадках и неисправностях сообщить мастеру цеха и не приступать к работе до их устранения.
3. Требования безопасности во время работы
3.1. Во время работы с использованием электромеханического оборудования соблюдать требования безопасности, изложенные в эксплуатационной документации заводов-изготовителей оборудования.
3.2. Работа ленточных транспортеров должна быть спланирована так, чтобы исключались их завалы транспортируемым материалом при пуске, остановке или в аварийной ситуации.
Скорость движения конвейерной ленты при ручной грузоразборке должна быть не более: 0,5 м/с — при массе обрабатываемого груза до 5 кг; 0,3 м/с — при массе наибольшего груза, превышающей 5 кг.
3.2. Не загромождайте рабочее место, проходы и не используйте запасные эвакуационные выходы для складирования в них материалов и посторонних предметов.
3.3. Соблюдать правила перемещения, пользоваться только установленными проходами.
3.4. Предупреждать о предстоящем пуске оборудования работников, находящихся рядом.
3.5. Включать и выключать оборудование сухими руками и только при помощи кнопок «пуск» и «стоп»;
3.6. Переносить продукты, сырье только в исправной таре. Не загружать тару более номинальной массы брутто.
3.7. Быть внимательным, не отвлекаться посторонними разговорами.
3.8. В процессе эксплуатации ленточного конвейера необходимо систематически контролировать:
— правильность загрузки конвейерной ленты транспортируемым материалом;
— плавность движения и состояние конвейерной ленты;
— работу механизмов;
— нормальную подачу продуктов;
— давление пара и надежностью уплотнения в арматуре и соединениях трубопроводов;
— давление воздуха в пневмосистеме;
— герметичность пневмосистемы;
— не допускать образования загрязненных, скользких мест пола.
3.9. При порыве оболочки запрещается убирать вытекший из нее продукты при работе автомата. Дождаться пока пройдет лопнувшая оболочка, остановить автомат, затем устранить неисправность.
3.10. Промывать перекручивающий патрон, линкер можно только на выключенном автомате. При опускании линкера в масло не допускать разбрызгивания и ожогов.
3.11. Во время работы с использованием автоматической линии не допускается:
— работать со снятыми заградительными и предохранительными устройствами, с открытыми дверками, крышками, кожухами;
— поправлять ремни, цепи привода, снимать и устанавливать предохранительные крышки, решетки и другие ограждения во время работы оборудования;
— превышать допустимые скорости работы оборудования;
— извлекать руками застрявший продукт;
— эксплуатировать оборудование без загрузочного устройства, предохранительного кольца и т.п.;
— проталкивать (удерживать) продукт руками или посторонними предметами;
— переносить (передвигать) включенное в электрическую сеть нестационарное оборудование;
— оставлять без надзора работающее оборудование, допускать к его эксплуатации необученных и посторонних лиц;
— складывать на оборудование инструмент, продукцию, тару;
— при наличии напряжения (бьет током) на корпусе оборудования, кожухе пускорегулирующей аппаратуры, возникновении постороннего шума, запаха горящей изоляции, самопроизвольной остановке или неправильном действии механизмов и элементов оборудования остановить (выключить) его кнопкой «стоп» (выключателя) и отключить от электрической сети с помощью пускового устройства.
Сообщить об этом непосредственному руководителю и до устранения неисправности не включать.
3.12. При обнаружении неисправности оборудования, инвентаря, инструмента, а также при травмировании работников прекратить работу и сообщить об этом начальнику цеха.
3.13. Во время ремонтных работ на линии вывешивается табличка с надписью «Не включать — работают люди!».
3.14. На рабочих местах обслуживания конвейерной линии должны быть размещены таблички, разъясняющие значения применяемых средств сигнализации и режим управления конвейером.
3.15. Полуавтоматическая линия в головной и хвостовой частях должны быть оборудованы аварийными кнопками «Стоп».
3.16. Работники, обслуживающие полуавтоматическую линию, должны хорошо знать местонахождение кнопочных выключателей, которые располагаются на видных и доступных местах. При аварийной обстановке на линии должна автоматически включаться светозвуковая сигнализация.
Читать статью Оборудование для литейного производства купить в Москве | ГК Велунд Сталь
4. Требования безопасности в аварийных ситуациях
4.1. Конвейерная линия должны быть немедленно остановлены при:
— пробуксовке конвейерной ленты на приводных барабанах;
— появлении запаха гари, дыма, пламени;
— ослаблении натяжения конвейерной ленты сверх допустимого;
— сбегании конвейерной ленты на роликоопорах или барабанах до касания ею неподвижных частей конвейера и других предметов;
— неисправности защит, блокировок, средств экстренной остановки конвейера;
— отсутствии или неисправности ограждающих устройств;
— неисправных болтовых соединениях, обнаружении незатянутых болтов;
— ненормальном стуке и повышенном уровне шума в редукторе привода;
— забивке транспортируемым материалом перегрузочного узла;
— отсутствии двух и более роликов на смежных опорах;
— повреждениях конвейерной ленты и ее стыкового соединения,
— создающих опасность аварии;
— нарушении футеровки приводного и прижимного барабанов;
— заклинивании барабанов.
4.2. При обнаружении неполадок в работе оборудования принять меры по остановке оборудования, отключив подачу электроэнергии, сообщить о случившемся начальнику цеха ( мастеру). Не следует пытаться самостоятельно выяснять и устранять причину.
4.3. В случае необходимости пользуйтесь переносным электросветильником напряжением 12 В во взрывобезопасном исполнении.
4.4. При возникновении поломки оборудования, угрожающей аварией на рабочем месте или в цехе: отключить от электросети оборудование и повесить плакаты на пусковое устройство « Не включать. Работают люди».
Прекратить его эксплуатацию, а воды, сырья, продукта и т.п.; доложить о принятых мерах непосредственному руководителю (работнику, ответственному за безопасную эксплуатацию оборудования) и действовать в соответствии с полученными указаниями.
4.5. В аварийной обстановке: оповестить об опасности окружающих людей; доложить непосредственному руководителю о случившемся и действовать в соответствии с планом ликвидации аварий.
4.6. Пострадавшему при травмировании, отравлении и внезапном заболевании должна быть оказана первая (доврачебная) помощь и, при необходимости, организована его доставка в учреждение здравоохранения.
4.7. При обнаружении загорания и в случае пожара:
— отключить оборудование;
— сообщить в пожарную охрану по телефону 001 или руководителю организации;
— приступить к тушению пожара имеющимися в организации;
— первичными средствами пожаротушения в соответствии инструкцией по пожарной безопасности.
При угрозе жизни покинуть помещение.
5. Требования безопасности по окончании работы
5.1. При любых перерывах в работе (отдыхе, окончание смены):
— после каждого перерыва в работе, посещения туалета мыть руки теплой водой с мылом, затем дезинфицировать 0,2 % раствором хлорамина и снова промыть руки теплой водой;
— перед посещением туалета спецодежду снимать, после посещения продезинфицировать обувь на дезинфицирующем коврике.
5.2. Закрыть воздушный вентиль, выключить подачу пара, отсоединить насос от автомата.
5.3. Снять и промыть линкер, опустить его в ванну с горячим маслом. Во избежание ожогов осторожно опускать линкер в масло, не допускать разбрызгивания масла.
5.4. Разобрать и промыть дозатор, затем снова собрать. При этом остерегайтесь порезов рук острыми деталями.
5.6. При санобработке следить, чтобы вода не попадала на электродвигатели и токоведущие части оборудования.
5.7. Привести в порядок свое рабочее место, средства защиты и спецодежду повесить в отдельный шкафчик.
5.8. Вымыть лицо, руки теплой водой с мылом, принять душ.
5.9. Запрещается сушить на паропроводах и отопительных приборах спецодежду, обувь, тряпки и другие сгораемые материалы.
Похожие записи:
- ОАО МЗДС И АЛ-СТАНКОРОСС, Москва, проверка по ИНН 7701030599
- ПРИСПОСОБЛЕНИЯ АВТОМАТИЧЕСКИХ ЛИНИЙ
- Автоматическое повторное включение линий в сельских распределительных сетях » Школа для электрика: электротехника и электроника
- Производственные линии: 65 объявлений на продажу техники | Биржа оборудования ProСтанки
Инструкция автоматической линий розлива
На первый взгляд, заполнить твердую емкость жидким продуктом нетрудно. Но это мнение может измениться, если учесть, насколько высокая точность синхронизации должна быть достигнута при непрерывных процессах движения в установке.
Действительно, транспортировка тары (как правило, бутылок) с одновременным введением в нее разливочного сопла и управлением расходом жидкого продукта представляет собой сложную задачу, требующую мощной системы управления. Дело в том, что, в отличие от задач типа «старт-стоп» в разливочной установке процесс происходит непрерывно и на высокой скорости.
Опытные инженеры компании Mitsubishi Electric постоянно предлагают новые качественные решения в области автоматизации таких процессов. Основными принципами при разработке инноваций, касающихся систем управления подобными установками, являются их простота и экономическая эффективность. К подобным примерам относятся нижеследующие продукты этой японской фирмы.
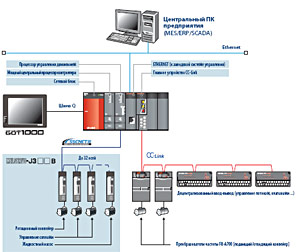
Рис. 1. Типовая схема системы управления разливочной машиной
Виртуальный кулачковый вал создает новые возможности
Использование виртуального кулачкового вала обеспечивает новые возможности при розливе. Самой серьезной задачей в разливочной технике является полная синхронизация движений разливочного сопла с движущимся по кругу конвейером с одновременным управлением потоком жидкого продукта. Система управления должна обеспечить точное попадание жидкости в узкое горлышко бутылки. Кроме того, во избежание вытекания пены или перелива должны точно регулироваться расход продукта и глубина опускания сопла. Применив контроллер управления движением Mitsubishi Electric (на основе платформы автоматизации System Q), можно имитировать работу кулачковых профилей при помощи специального программного обеспечения, которое заменяет механические кулачковые устройства, склонные к сбоям и отклонениям параметров из-за износа. К тому же такие системы отличаются повышенной гибкостью. Например, если требуется изменить форму бутылки, можно просто сменить программу кулачкового профиля, без дорогостоящей переналадки системы.
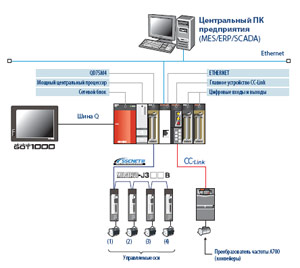
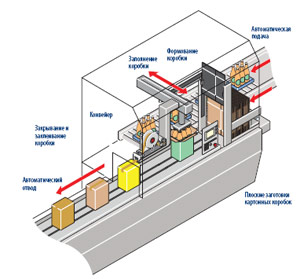
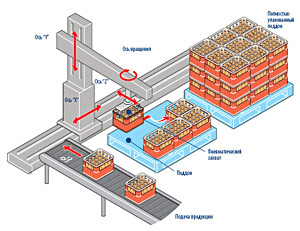
Рис.2. Типовая система управления участками упаковки в картонную тару и палетизации
Надежное управление при помощи высокоскоростных сетей
В дополнение к контроллеру управления движением функции управляемых приводов, в том числе для управления конвейерами, можно реализовать с помощью энергосберегающих преобразователей частоты Mitsubishi Electric, объединенных в общую систему на основе информационной шины CCLink. Высокоскоростной подачей бутылок в разливочную установку можно управлять с помощью контроллера System Q в сочетании с сетью CC-Link, обеспечивающей скорость передачи данных 10 Мбит/с и быстрые программные циклы в миллисекундном диапазоне. В номенклатуре периферийных модулей контроллеров System Q имеются также модули сети ETHERNET, позволяющие подключить контроллер к верхнему уровню управления и системам администрирования. Таким образом, производственные данные можно передавать в автоматизированные системы управления предприятием (ERP) и управления производством (MES) в реальном масштабе времени. Это позволяет руководству предприятия непосредственно оперировать реальными, мгновенными производственными данными, например, о производительности розлива, а не довольствоваться статистикой.
Для сети CC-Link имеется большой выбор удаленных модулей ввода/вывода, благодаря чему большинство компонентов системы (например, регуляторы расхода, клапаны разливочных сопл и т.п.) можно легко соединить с главным контроллером System Q. Высокоскоростные сервоприводы непосредственно управляются контроллером движения на основе платформы автоматизации System Q по высокоскоростной оптоволоконной сети SSCNET III. Такая сеть позволяет достигать скоростей передачи данных до 50 Мбит/с, обеспечивая быструю и высокоточную синхронизацию ротационного конвейера, разливочных сопл и подающего насоса на основе кулачкового профиля, запрограммированного для данного типа бутылки. Имеется возможность легко и быстро перейти на другие кулачковые профили. Например, для этого можно использовать графическую панель оператора GOT1000, на основе которой можно реализовать удобный для пользователя интерфейс «человек-машина».
Готовим товар к отправке
После линии розлива бутылки с продукцией, как правило, окончательно упаковываются в картонные коробки. Эту задачу выполняют специальные машины, которые должны работать быстро и эффективно, обращаясь при этом с товаром осторожно и избегая повреждений. Несмотря на широкое применение пневматических компонентов, на современном производстве все чаще машины управляются программируемым контроллером, так как это позволяет свести к минимуму время простоя и повысить производительность всей установки. System Q специально разработана в расчете на эти требования и предлагает широкий выбор системных компонентов, которые можно легко конфигурировать при решении специфических задач.
Сокращение электропроводки и быстрый обмен данными через CC-Link
Если в машине имеется множество датчиков и подвижных деталей, например концевых выключателей для конвейеров и ножей, пневмоцилиндров или резаков, CC-Link является идеальным решением для построения недорогой и быстрой сети. Удаленный ввод/вывод имеет явные преимущества, так как он уменьшает затраты на электропроводку и аппаратуру в системе управления, снижая стоимость всей установки.
Высокоскоростное управление с точностью сервосистемы
Контроллеры управления движением System Q могут применяться для самых сложных систем с множеством подвижных компонентов, например, для типичной упаковочной машины. Они обеспечивают высокую степень синхронизации, необходимую для предотвращения упаковочных дефектов. Центральные процессоры контроллеров System Q управляют всеми прочими устройствами, кроме сервоприводов, обеспечивая эффективную работу всей системы. Хотя наиболее важным показателем упаковочных систем принято считать скорость, при этой конфигурации управления высший приоритет имеет точность — во избежание повреждения продукции при упаковке. Благодаря высокой скорости обработки данных контроллером System Q эта цель достигается в сочетании с минимальным временем простоя.
Паллетизация
Задачи палетизации и депалетизации имеют много общего. Отличие заключается лишь в том, что один процесс обычно происходит в конце производства, а другой — в начале. В обеих задачах важно точно и надежно укладывать продукцию на поддон или конвейер. Процессы в машинах этого типа, как правило, просты и не требуют сложного управления сервоприводами. Однако важно выбрать развитую и высокоточную систему управления при минимальной стоимости. Для таких задач идеально подходят модули позиционирования System Q серии QD75, позволяющие точно управлять четырьмя сервоосями без специального контроллера управления движением. Выполненный в качестве интеллектуального функционального модуля, QD75 идеально подходит для управления движениями палетировщика. Наглядное программирование релейных диаграмм и особое программное обеспечение для конфигурирования упрощают ввод QD75 в эксплуатацию и поиск неисправностей при эксплуатации. Прочими компонентами, например конвейерами, можно управлять с помощью прогрессивного преобразователя частоты FRA700 и трехфазных электродвигателей. Привязку к System Q можно реализовать на основе открытой сети CC-Link, к которой можно подключить и прочие устройства, например датчики. Благодаря высокой скорости передачи (10 Мбит/с) CC-Link обеспечивает быстрый обмен данными и одновременно снижает затраты на электропроводку. Платформа автоматизации System Q предложит вам гибкое и комплексное решение с оптимизированными показателями и экономией стоимости.
Автоматические и полуавтоматические линии розлива и укупорки 9 товаров

Автоматические линии розлива разработаны с целью наполнения первичной упаковки в условиях промышленного производства. Устройства широко используются на фармацевтических и косметических предприятиях, при работе со стерильными офтальмологическими продуктами, растворами для инъекций, нестерильными растворами. Все компоненты установки собраны в соответствии с рекомендациями GMP и FDA. Концепция машины предполагает быструю и простую разборку / сборку без использования специальных инструментов для легкого обслуживания и долгосрочной эксплуатации . Автоматические линии оснащены блоком укупорки тары и системой защиты от пролива или перерасхода сырья.
Полуавтоматические линии розлива идеально подходят для небольших и средних производственных предприятий. Они представляют собой мобильные и гибкие решения для наполнения тары практически любой жидкостью от свободно текучей до вязкой, а также суспензий. При этом переход с одного продукта на другой занимает всего несколько минут. Полуавтоматические линии также оснащены модулем укупорки, что обеспечивает полный цикл производства.
Укупорочные машины для ПЭТ бутылок – это системы, выполняющие завершающий этап производственного процесса, когда на заполненную тару требуется одеть пробку или крышку. Укупорочные машины являются лишь частью линии по производству конечного продукта и обычно совмещаются с другими видами оборудования.
Применение
Оснащение широко используется в фармацевтической индустрии в качестве линии розлива медицинских препаратов. Работа может быть налажена в стерильных условиях согласно требованиям ISO 5. Другие сферы применения – пищевая, биохимическая и косметическая отрасль, а также любое производство, в котором требуется заполнение тары жидкостью.
Преимущества
Машины для розлива жидкостей обеспечивают автоматизацию производственных процессов и удовлетворение растущего спроса на продукцию. Основными достоинствами являются:
- Использование нержавеющей стали, прочных стеклянных панелей и других высококачественных материалов обеспечивает надежность и долговечность эксплуатации .
- Полностью разборный узел дозирования комплектуется аспирационным клапаном для регулирования дозирования и простого процесса очистки . Дозирующие форсунки расположены под углом, чтобы избежать блокировки ламинарного потока воздуха.
- Мотор-редуктор с бесступенчатой регулировкой скорости . Контроль наличия упаковки — машина автоматически остановится при отсутствии тары.
- Электронное управление наполнением : машина управляется оператором через русифицированный электронный интерфейс без необходимости дополнительной ручной настройки, использования специальных инструментов и остановки машины.
Что мы предлагаем?
Comas успешно разрабатывает системы розлива и укупорки жидких продуктов более 40 лет. Компания Gluvex предлагает услуги по поставке, технической поддержке и гарантийному обслуживанию.
Как заказать?
Полуавтоматические машины розлива и укупорки требуют полной занятости оператора. В частности, машина для розлива должна быть запущена вручную, работник по мере необходимости помещает в нее контейнеры для наполнения, следит за функционированием устройства и накоплением конечной продукции. Такое оборудование привлекательно для клиентов из-за более низкой стоимости. Такое решение будет выгодным также при наличии множества разных продуктов для наполнения и коротких производственных циклов.
В автоматизированных машинах розлива и укупорки тара перемещается от одной станции к другой по конвейерной линии, их заполнение и укупорка происходит в полностью автоматическом режиме, а оператор осуществляет запуск и общий контроль процессов. Поэтому при расширении бизнеса и наращивании объемов производства более привлекательным является данный вариант технологических решений, так как производительность увеличивается в 3-5 раз, а затраты окупаются в течение непродолжительного времени.
Автоматы розлива
Автоматы розлива, выпускаемые компанией Техноиндустрия, соответствую всем современным требованиям качества. Наши установки розлива могут поставляться как отдельно, так и в составе автоматических линий розлива.
Производительность оборудования зависит от конкретной модели. На данный момент АР-К-1000 имеет производительность 3000 бутылок в час (при розливе в тару 1 литр). Объем тары также варьируется в каждой модели и подбирается индивидуально для каждого заказчика.
Автоматы розлива подходят для розлива в ПЭТ тару и стеклянные бутылки. Разливаемые жидкости могут быть самыми разными: наше оборудование подходит для розлива воды, сока, лимонада, кваса, молока и др. продукции.
Купить автомат розлива в бутылки с доставкой по России и СНГ
Наша компания дает гарантию на выпускаемое оборудование розлива 1 год. Так же, мы осуществляем пусконаладочные работы, если это требуется.
Наша линейка автоматов розлива постоянно расширяется, поэтому, даже если вы не нашли нужного оборудования, вы всегда можете проконсультироваться у менеджеров по горячей линии. Звоните: 8-800-55-14-006 (звонок по России бесплатный).
У вас остались вопросы?
| Принимаю соглашение об обработке персональных данных |
Перезвонить вам?
Беларусь: 8-820-0321-0312
Грузия: +995-706-777-923
WhatsApp: +7-928-846-38-18 (только сообщения)
![]()
Заказать обратный звонок
| Принимаю соглашение об обработке персональных данных |
Согласие
посетителя сайта на обработку персональных данных
Настоящим свободно, своей волей и в своем интересе даю согласие ООО «Техноиндустрия», которое находится по адресу: Россия, Краснодарский край, г. Кореновск, ул. Ленинградская, 27 «А» (далее – Компания), на автоматизированную и неавтоматизированную обработку моих персональных данных, в том числе с использованием интернет-сервисов Google analytics, Яндекс.Метрика, LiveInternet, Рейтинг Mail.ru, Google Doubleclick в соответствии со следующим перечнем:
- фамилия, имя;
- источник захода на сайт https://tehnoindustria.ru (далее – Сайт компании) и информация поискового или рекламного запроса;
- данные о пользовательском устройстве (среди которых разрешение, версия и другие атрибуты, характеризующие пользовательское устройство);
- пользовательские клики, просмотры страниц, заполнения полей, показы и просмотры баннеров и видео;
- данные, характеризующие аудиторные сегменты;
- параметры сессии;
- данные о времени посещения;
- идентификатор пользователя, хранимый в cookie,
для целей повышения осведомленности посетителей Сайта компании о продуктах и услугах компании, предоставления релевантной рекламной информации и оптимизации рекламы.
Компания вправе осуществлять обработку моих персональных данных следующими способами: сбор, запись, систематизация, накопление, хранение, обновление, изменение, использование, передача (распространение, предоставление, доступ).
Настоящее согласие вступает в силу с момента моего перехода на Сайт компании и действует в течение сроков, установленных действующим законодательством РФ.
Похожие записи:
- Оборудование и линии розлива химии, моторных масел, технических масел, технических жидкостей
- О профессии наладчика станков с ЧПУ: описание и суть специальности
- Подбор автоматов по мощности (таблица)
- Стреппинг лента оптовые цены
Источник https://lp.metagrup.ru/avtomaticheskaya-liniya-rozliva-v-butylku
Источник https://tukcom.ru/promyshlennost/avtomaticheskaya-liniya-rozliva-ukuporki-i-etiketirovki-vo-flakony-ot-20-do-500-ml/
Источник https://parkgarten.ru/avtomaticheskie-linii/instrukciya-avtomaticheskoj-linij-rozliva/