Термодиффузионное цинкование металла: технология, оборудование, плюсы и минусы
Термодиффузионное цинкование, которое также называют шерардизацией, является относительно новой технологией нанесения на поверхность изделий из металла слоя цинка. Между тем именно такой способ цинкования среди всех существующих на сегодняшний день признается многими специалистами наиболее перспективным.

Технология термодиффузионного цинкования предназначена для защиты от коррозии стальных и чугунных изделий
Особенности и сферы применения
Такой метод защиты металлических изделий от коррозии и старения, как термодиффузионное цинкование, общие требования к которому регламентирует ГОСТ Р 9.316-2006, основан на явлении диффузии молекул металла, протекающей при относительно высокой температуре (400–470°). В данном случае в поверхностный слой обрабатываемого изделия диффузируют молекулы легирующего элемента – цинка.
В результате применения такой технологии на поверхности металлической детали формируется однородный цинковый слой. При этом однороден такой слой даже в труднодоступных местах обрабатываемого изделия.

При термодиффузионной обработке детали покрываются равномерном слоем цинка, включая отверстия и внутренние полости
Диффузионному поверхностному цинкованию, выполняемому при термическом воздействии на обрабатываемую деталь, чаще всего подвергают:
- арматуру, применяемую в нефтяной и газовой отраслях;
- ограждающие дорожные и мостовые конструкции;
- элементы трубных коммуникаций и строительную арматуру;
- фурнитуру, используемую для изготовления мебели;
- арматуру, применяемую для укрепления железнодорожного полотна;
- конструктивные элементы автотранспортных средств;
- конструктивные элементы ЛЭП (линии электропередачи).
Термодиффузионное цинкование позволяет получать на поверхности металла цинковый слой минимальной толщины, благодаря чему подвергать такой обработке можно даже детали, отличающиеся очень небольшими размерами.
При повышении температуры обработки по данной технологии до 470° термодиффузия молекул цинка в поверхностный слой металла становится более интенсивной, но полученное в итоге покрытие не обладает требуемыми характеристиками. Оно не только отличается повышенной хрупкостью и легко отслаивается от поверхности изделия, но и не способно обеспечить требуемый уровень антикоррозионной защиты.
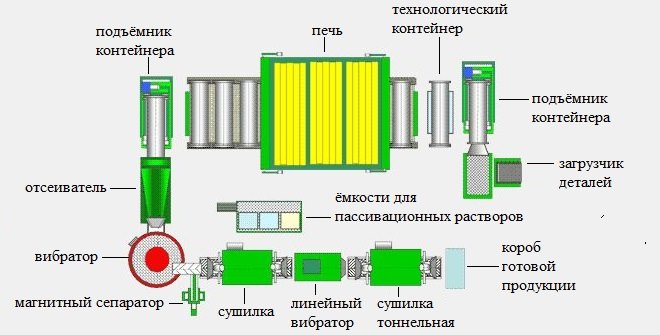
Промышленная линия термодиффузионного цинкования
Чтобы сформировать на поверхности металлического изделия термодиффузионное цинковое покрытие заданной толщины, обладающее высокими защитными характеристиками, необходимо предусмотреть ряд дополнительных процедур.
- Проводится тщательная очистка поверхности изделия, которое будет подвергаться обработке.
- Необходимо обеспечить герметичность контейнера для термодиффузионного цинкования.
- Когда герметичность контейнера обеспечена, в нем необходимо создать инертную или восстановительную среду. Следует иметь в виду, что в окислительной среде цинкование выполнять нельзя.

Детали обработаны и загружены в специальную емкость для термодиффузионного цинкования
При выполнении самого термодиффузионного цинкования в рабочую среду желательно вносить специальные флюсующие элементы, которые называют активаторами.
Если придерживаться всех вышеуказанных рекомендаций и строго соблюдать все технологические режимы, то на поверхности металлического изделия можно сформировать термодиффузионное цинковое покрытие, которое будет соответствовать как заданной толщине, так и требуемым защитным характеристикам.
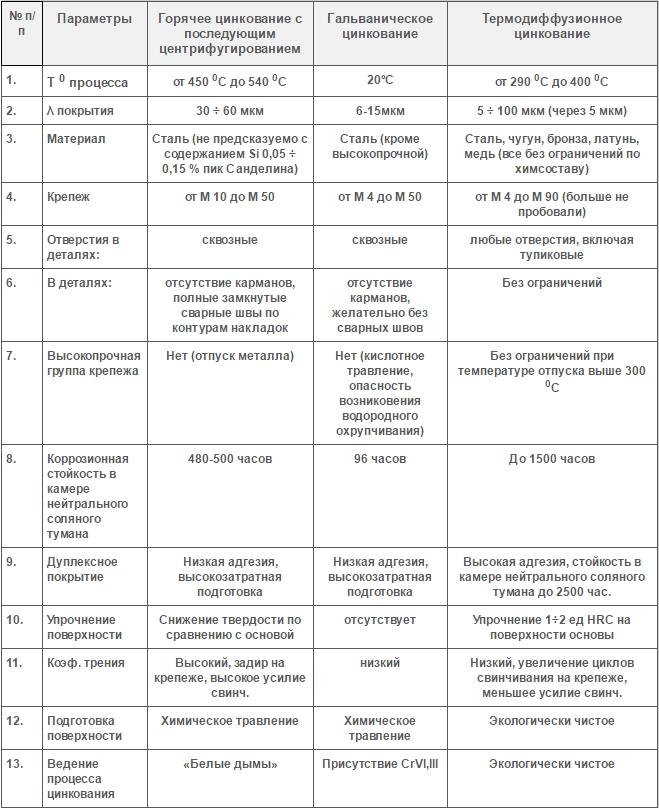
Сравнительный анализ коррозионной стойкости
Алгоритм нанесения термодиффузионного цинкового покрытия выглядит следующим образом.
- Обрабатываемая поверхность тщательно очищается (в производственных условиях для этого используют дробеметные, пескоструйные и ультразвуковые установки).
- Изделие и специальную смесь, за счет которой будет осуществляться насыщение его поверхности цинком, помещают в герметичный контейнер.
- В контейнере создается требуемая температура, при которой и протекает диффузионное поверхностное цинкование.

Печь для термодиффузионного цинкования
После окончания цинкования деталь извлекают из контейнера и очищают ее поверхность от остатков использованной смеси. Затем остается выполнить пассивирование уже оцинкованной поверхности и дать ей полностью остыть.
Для выполнения диффузионного поверхностного цинкования используются различные насыщающие смеси, одной из которых является «Левикор». Высокую популярность у отечественных специалистов смесь «Левикор» завоевала благодаря тому, что ее отличает высокая проникающая способность, а ее применение позволяет получать цинковые покрытия требуемой толщины, обладающие исключительными защитными свойствами.
Достоинства и недостатки
Технология цинкования, для реализации которой используется термодиффузия, отличается целым рядом достоинств. Перечислим их.
- Поверхность обработанного изделия и сформированный на ней цинковый слой характеризуются отличной адгезией.
- Данный метод обработки отличается экономичностью, так как для его реализации не требуются большие производственные площади, значительные затраты рабочей силы и электрической энергии.
- Технология термодиффузионного цинкования позволяет получать идеально ровное и однородное по своей толщине покрытие, отличающееся, кроме того, высокими защитными свойствами.
- За счет того, что термодиффузия осуществляется в герметичных контейнерах, данный процесс отличается токсической, химической и экологической безопасностью. При работе с такими установками человек не получит термический ожог, а также не подвергнется воздействию других факторов, которые бы могли негативно отразиться на его здоровье.
- Толщина цинкового слоя при использовании такой технологии хорошо поддается регулировке в достаточно широких пределах.
- Образующиеся в процессе термодиффузионного цинкования отходы легко утилизируются. При этом процесс такой утилизации, выполняемой по стандартной схеме, также не связан с опасностью для человеческого здоровья.
- Для очистки поверхности изделия после термодиффузионного цинкования не используются кислоты и другие агрессивные средства.
- Оборудование, на котором выполняется диффузионное поверхностное цинкование, отличается простотой управления и обслуживания.
- Процедура термодиффузионного покрытия цинком выполняется при более щадящем температурном режиме, если сравнивать ее с другими технологиями нанесения защитных покрытий.

После этого типа цинкования возможна последующая окраска деталей
У данной технологии есть два основных недостатка. Заключаются они в следующем.
- Цинковый слой, формирующийся на поверхности изделия при использовании данной методики, отличается малопривлекательным сероватым цветом. Такая проблема решается путем нанесения на предварительно полученное термодиффузионное цинковое покрытие дополнительного декоративного слоя. Следует, однако, иметь в виду, что возможность нанесения такого слоя не оговаривается положениями ГОСТа. Во многих случаях, когда для оцинкованных металлических изделий эстетический фактор не столь важен, на такой недостаток не обращают внимания.
- Габариты изделий, которые могут быть подвергнуты термодиффузионному цинкованию, серьезно ограничены размерами герметичного контейнера, а также внутренним объемом нагревательной печи.
При выполнении такой обработки следует строго придерживаться не только технологических рекомендаций, но и правил техники безопасности. В противном случае в организм человека может попасть цинковая пыль, которая способна нанести вред его здоровью.
Требования ГОСТ Р 9.316-2006 к термодиффузионным цинковым покрытиям
В соответствии с положениями нормативного документа, термодиффузионные цинковые покрытия могут быть отнесены к одному из следующих классов:
- 1-й класс – толщиной 6–9 мкм;
- 2-й класс – 10–15 мкм;
- 3-й класс – 16–20 мкм;
- 4-й класс – 21–30 мкм;
- 5-й класс – 40–50 мкм.
Несмотря на то, что в ГОСТе не упомянуты цинковые покрытия большей толщины, потребитель по согласованию с производителем может заказать их нанесение. Однако в таком случае полученное покрытие будет относиться к категории нестандартных.

Рассматриваемый метод цинкования позволяет получить качественное цинковое покрытие толщиной 5–100 микрон
Термодиффузионное цинковое покрытие не наносится на те металлические конструкции и изделия, на которых имеются соединения, выполненные при помощи смол или припоя. Нанести цинковый слой на такие детали возможно, но для этого следует применять другие технологии.
В соответствии с положениями ГОСТ, цинковый слой, нанесенный на металлическое изделие по рассматриваемой технологии, не должен иметь следующих дефектов:
- остатков насыщающих смесей, которые не поддаются смыванию;
- вкраплений инородных тел;
- наростов;
- пустот и раковин;
- отслоений;
- трещин на поверхности;
- вздутий;
- даже очень незначительных по площади участков, на которых отсутствует покрытие.
Ознакомиться с требованиями ГОСТ к процессу обработки деталей методом термодиффузионного цинкования можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ Р 9.316-2006 Единая система защиты от коррозии и старения. Покрытия термодиффузионные цинковые. Общие требования и методы контроля
Скачать
Термодиффузия или горячее цинкование
Металлические конструкции подвержены коррозии и обязательно нуждаются в эффективной защите от нее. Под воздействием кислорода, незащищенная поверхность окисляется, на ней образуется рыхлый слой — ржавчина. Пористая структура ржавого слоя позволяет проникать кислороду в более глубокие слои металла, разрушая его и уменьшая прочность конструкций. Эффективный, простой и недорогой способ защитить детали из металла от коррозии – цинкование.
Что такое цинкование

Цинкование – это нанесение на поверхность металлических изделий тонкого слоя цинка, защищающего конструкции от процессов коррозии. Оцинковка может осуществляться различными способами – от простого покрытия поверхности цинковым составом до соединения металлов диффузным методом.
За счет особых свойств цинка при контакте оцинкованных металлоконструкций с кислородом на поверхности образуется высокоплотная и прочная пленка, обеспечивающая:
- Защиту от проникновения к металлу атмосферного кислорода;
- Протекцию от механических воздействий.
После оцинковки металлоконструкции находятся как бы в прочной оболочке, которая не пропускает воздух, не допуская тем самым коррозию.
Кроме того, цинк обладает таким свойством, что при малейшем повреждении защитного слоя на поверхности образуется новой защитный слой, во время контакта цинка с воздухом. Такая защита считается самовосстанавливающейся.
А при интенсивном повреждении цинкового слоя, ржавление металла будет происходит значительно медленнее. Это обусловлено наличием гальванической пары, в которой более активным металлом является цинк. Он и коррозирует раньше, замедляя процессы ржавления менее активного железа.
Методы цинкования
Выбранный метод цинкования влияет на конечный результат, так как при каждом способе металлические изделия приобретают различные свойства:
- Толщина защитного слоя. Для габаритных конструкций лучше использовать более толстое покрытие, а мелких деталей необходимо подбирать оптимальную толщину защитного покрытия, не снижающую эксплуатационные характеристики.
- Равномерность. Для мелких деталей важна равномерность укрытия по всей площади, а для габаритных изделий этот параметр не столь важен.
- Прочность удержания защитного слоя на металле. Этот параметр зависит от выбранной технологии цинкования. При использовании горячего и термодиффузионного цинкования соединение металлов происходит на молекулярном уровне, что обеспечивает надежное удержание защитного покрытия.
- Внешний вид. После оцинковки поверхность может становится матовой или глянцевой, а также иметь различные цвета – от темно-серого до голубого.
- Устойчивость к механическим воздействиям. Чем выше уровень защиты, тем надежнее защищены детали от коррозии.
- Самовосстановление. Этот параметр зависит от толщины наносимого слоя.
- Устойчивость к процессам коррозии. На это свойство влияют все факторы – толщина слоя, равномерность нанесения, стойкость к механическим воздействиям и т.д.
Технология цинкования оказывает влияние на эксплуатационные свойства металлоконструкций. В современной промышленности наиболее востребованными являются два метода:
- Горячее цинкование. Предполагает погружение деталей в раствор с расплавленным цинком.
- Термодиффузионное цинкование. Формирование защитного покрытия осуществляется путем помещения деталей в среду с порошкообразным цинком.
Горячее цинкование
При использовании этого технологического процесса металлические детали погружаются в расплавленный цинк.

Оцинкованные таким способом изделия обладают широким спектром эксплуатационных преимуществ. Технология состоит из нескольких этапов:
- Детали, нуждающиеся в обработке, помещаются в зону навески, где они устанавливаются на подвижные траверсы. На них они фиксируются так, чтобы секции было удобно опускать в технологические емкости. При этом при навешивании обеспечивается возможность эффективного контакта с жидкостями, таким образом, чтобы детали не мешали друг другу.
- Перед погружением в цинк детали проходят несколько этапов предварительной обработки – обезжиривание, очистка, травление, удаление остатков кислоты, флюсование. На этом этапе металла немного нагревается, для исключения деформаций при резкой смене температур.
- Сушка и подогрев. В многоступенчатые печи подается чистый подогретый воздух. Он позволяет тщательно удалить с поверхности остатки предварительной подготовки и нагревает детали до необходимой температуры.
- Цинкование. Траверсы с подготовленными металлоизделиями помещаются в закрытую печь, где расположены емкости с расплавленным цинком (его температура около 450 градусов по Цельсию). Печь должна обеспечивать герметичность, чтобы обезопасить работу персонала и исключить попадание в атмосферу газов, которые должны пройти доочистку до выброса в атмосферу. Тепловая энергия от этих печей используется вторично в других технологических процессах.
- После цинкования траверса с навешенными деталями отправляется в зонуснятия и сортировки.
Метод горячего цинкования остается одним из самых эффективных, и простых в плане реализации, а также не требует больших экономических затрат. При таком цинковании металлоконструкции обретают оптимальную защиту от коррозии. Преимущества:
- Невысокая стоимость технологического процесса.
- Использование технологических линий с высокой производительностью.
- Возможность выполнять оцинковку крупных и габаритных деталей.
- Толщина защитного слоя может варьироваться в пределах 40-200 мкм.
- Прочность удержания на конструкциях цинкового слоя за счет проникновения молекул цинка в кристаллическую решетку металла.
- Устойчивость конструкций к механическим воздействиям.
- Хорошая способность к самовосстановлению.
- Устойчивость к коррозии.
Есть у этого метода и некоторые недостатки:
- Невозможность делать слой цинка менее 45 мкм.
- Нестабильная равномерность покрытия.
- Внешний вид изделий получается не слишком презентабельным.
Горячее цинкование – оптимальный вариант защиты для габаритных и крупных конструкций, которые нуждаются в надежной и продолжительной защите от коррозии. Его не целесообразно использовать для обработки мелких конструкций, требующих высокой точности по толщине слоя или равномерности покрытия. Таким способом нельзя обработать стационарные металлоизделия вне стен производственного цеха.
Термодиффузионное цинкование

При таком цинковании используется технология низкотемпературной обработки. Детали помещаются в среду с порошкообразным цинком и обрабатываются при температурах от 260 до 450 градусов по Цельсию. Чем выше температура обработки, тем большая равномерность покрытия обеспечивается. При такой технологии соединение металлов происходит на атомном уровне, а защитный слой может иметь толщину от 20 до 100 мкм. За счет использования различного времени цинкования можно регулировать толщину наносимого слоя.
- Регулировка толщины покрытия;
- Прочность протекционного слоя на поверхностиизделий за счет диффузии металлов;
- Равномерность обработки даже в труднодоступных местах конструкций;
- Устойчивость деталей к повреждениям;
- Оптимальное самовосстановление поврежденного защитного слоя;
- Хорошая коррозионная стойкость.
Минусами цинкования с применением технологии термодиффузии являются:
- Сложность организации на производстве технологических процессов.
- Большие экономические затраты.
- Оцикованные таким способом детали имеют не самый презентабельный внешний вид.
В промышленности таким методом обрабатывают металлические детали, подверженные абразивному износу.
Особенности технологии термодиффузионного цинкования
Термодиффузионное цинкование – процесс получения покрытия слоем цинка любой стальной или чугунной поверхности изделия. Узнайте, как происходит процесс, какое оборудование используют дл я покрытия.

Для металла важно быть защищенным от коррозии, которая приносит колоссальные убытки во всем мире. Ведь согласно исследованиям не менее десяти процентов металла приходит в негодность именно из-за нее. Разработано много способов, как препятствовать такому деструктивному процессу. Большинство из них сводится к тому, чтобы блокировать доступ окисляющей среды к поверхности металла. Термодиффузионное цинкование как раз один из таких методов.
Термодиффузионный процесс нанесения цинковой оболочки примечателен еще тем, что позволяет замедлить и так называемую электрохимическую коррозию. Это связано со структурой металла цинка, который имеет более отрицательный потенциал, чем сталь. Поэтому в первую очередь разрушается он, локализуя и останавливая все очаги возникновения коррозии в любой точке покрытия.

- 1 Суть и назначение термодиффузионного цинкования
- 2 Как происходит процесс обработки
- 3 Достоинства и недостатки технологии
- 4 Область применения
- 5 Оборудование для термодиффузионного цинкования
Суть и назначение термодиффузионного цинкования
Человеком, благодаря которому технология термодиффузионного цинкования познала мир, был инженер-изобретатель из Англии по имени Шерард Коупер-Колс. Он предлагал насыщать поверхность изделий из стали цинком путем диффузии в искусственно созданной среде, где присутствуют высокие температуры. По прошествии более 100 лет эта технология получила развитие.
С химической точки зрения, прохождение процесса, при котором на стальной поверхности образуется слой цинкового покрытия, сопровождается переносом молекул цинка, вступлением их в связь с молекулами стали и образованием общей кристаллической решетки. Все это происходит при температуре около 450 °C (точнее, 400–450 градусов).
При проведении термодиффузионного цинкования не следует повышать температуру внутри бокса до 470 °C: это приводит к образованию более хрупкого отслаивающегося покрытия с плохими антикоррозионными свойствами.
Как упоминалось выше, термодиффузионное цинкование нацелено на достижение следующих результатов:
- Защита механического характера. Образованное цинковое покрытие не допускает внешнюю среду к физическому контакту с защищаемым металлом.
- Защита электрохимического характера. Цинк со сталью образуют пару гальваническую, где первый металл будет анодом, второй – катодом, то есть анод разрушается, за счет чего катод восстанавливается.
Как происходит процесс обработки
Современный процесс получения цинкового покрытия термодиффузионным методом претерпел некоторые изменения, доработки и включает следующие этапы:
- Обработка изделий на предварительном этапе путем химического, механического или ультразвукового воздействия.
- Помещение деталей, прошедших предварительную обработку, в специальный рабочий бокс, куда также добавляется цинксодержащий порошок.
- Герметизация бокса и создание внутри него необходимой повышенной рабочей температуры.
- Выдержка изделий в течение определенного времени, извлечение их из камеры и проведение дополнительных мероприятий по обработке.

Процесс будет проходить более интенсивно, если такую камеру подвергать вращению.
Первый этап необходим для того, чтобы избавиться от раковин, отслоений, трещин, ржавчины и жировой пленки, которые могут образовываться на поверхности изделия и препятствовать осаждению цинка. Эффективно с этим справляться можно, подвергая детали обработке абразивными материалами в установках типа пескоструйных, далее следует обезжиривание химическими жидкостями и очистка ультразвуком, хотя диффузионный процесс менее требователен к чистоте поверхности, чем, к примеру, гальванический.
Бокс, или камера для проведения термодиффузионного цинкования, представляет собой конструкцию из нержавейки, у которой есть плотно закрывающаяся крышка. Помещая туда заготовку и цинковый порошок, температуру внутри поддерживают на уровне около 450 °C в течение 1–4 часов, все зависит от того, какова необходимая площадь покрытия и какой толщины слой цинка должен образоваться. За это время произойдет испарение молекул цинка и проникновение их в кристаллическую решетку металла.
Когда термодиффузионное цинкование окончено, заготовки вынимают из камеры и подвергают ряду очисток. Первое, что удаляют, это оставшиеся частицы порошка, далее моют изделия и на последнем этапе проводят пассивацию – улучшение внешнего вида изделий, придание им декоративного товарного вида.
Достоинства и недостатки технологии
Термодиффузионное цинкование не зря считается одним из лучших способов получения оцинкованного покрытия, у него много положительных сторон:
- Слой получается однородным, в нем отсутствуют поры, можно получить толщину с очень высокой точностью до 5 микрон при возможных диапазонах толщины 15–150 микрон.
- Из всех имеющихся способов цинкования слой, полученный термодиффузионным методом, самый стойкий к коррозии, что дает возможность экономить на толщине покрытия, не жертвуя при этом качеством.
- Цинковое покрытие устойчиво к изнашиванию за счет высокой прочности слоя и хорошей адгезии к поверхности основного металла. В числовом выражении его микротвердость доходит до 5000 МПа, слой цинка такой же толщины при гальваническом покрытии не превышает по твердости 400 МПа.
- При помощи термодиффузионного цинкования можно получить слой цинка на поверхности любой конфигурации, при этом не нарушая контуров изделия. Это особенно актуально при обработке резьбовых соединений.
- Технологический процесс получения оцинкованного слоя этим методом является чистым с точки зрения экологии.
- При термодиффузионном цинковании не наблюдается процесса водородного охрупчивания.
Термодиффузионное цинкование обладает и некоторыми недостатками:
- Это в первую очередь невысокие декоративные качества покрытия, которое имеет серый матовый оттенок.
- Также сложно создать большую камеру для проведения операций, в результате чего размеры деталей все же ограничены. Самая большая камера на сегодня имеет размер 1.5 метра длиной и 0.5 метра в диаметре.
- Цинкование термодиффузионным методом не отличается быстротой.
Чтобы избежать процесса спекания порошка с цинком при высоких температурах, что иногда наблюдается, в последний вводят инертные частицы, то есть наполнитель, который не дает соприкасаться частичкам цинка в порошке.
Область применения
Основные области, где эффективно применяют изделия, обработанные термодиффузионным цинкованием:
- покрытие арматуры для газовой отрасли и нефтяной промышленности;
- дорожная сфера – металлические конструкции для ограждения мостовых и дорожных покрытий;
- строительная сфера и трубные сети – цинкование крепежной арматуры и элементов конструкций;
- мебельная отрасль – обработка фурнитуры;
- железнодорожные коммуникации – соединительные элементы и крепежные детали полотна железной дороги;
- запчасти автомобилей и общественного транспорта;
- энергетическая отрасль – обработка конструктивных составляющих электропередающих линий.
Оборудование для термодиффузионного цинкования
Стандартная линия организации покрытия металла слоем цинка должна иметь следующий перечень оборудования для термодиффузионного цинкования:
- оборудование печное в виде камеры или бокса с плотно закрывающейся крышкой, ретортами сменного типа или стационарными с объемом пространства для загрузки до 600 килограммов;
- оборудование отсыпное для реторт;
- установка для фосфатной пассивации;
- шкафы сушильные или печи сушильные проходные;
- электронные контроллеры толщины слоя цинка, раствора пассивационного;
- оснастка вспомогательного назначения.
Уважаемые посетители сайта, кто имеет представление о технологическом процессе термодиффузионного цинкования, поделитесь своим опытом в комментариях, поддержите тему.
Источник https://met-all.org/obrabotka/prochie/termodiffuzionnoe-tsinkovanie-tehnologiya-oborudovanie.html
Источник https://pmkmetall.ru/info/articles/termodiffuziya-ili-goryachee-tsinkovanie/
Источник https://wikimetall.ru/metalloobrabotka/termodiffuzionnoe-tsinkovanie.html



