Литейное оборудование
Классифицируют литейные цеха по роду литейного сплава, характеру (серийности) производства, массе одной отливки, мощности цехов (годовому производству отливок), способам производства и отраслям промышленности, которую они обслуживают. По каждому из этих признаков литейные цеха подразделяют на ряд категорий.
Литейные цеха по роду сплавов подразделяют на чугунолитейные (серого чугуна, ковкого, высокопрочного и легированного), сталелитейные (углеродистых, низколегированных и высоколегированных сталей) и литейных цветных сплавов, в том числе цеха тяжелых цветных (бронзолатунные и цинковые) и легких сплавов (алюминиевые и магниевые).
По серийности различают литейные цеха массового, крупносерийного, серийного, мелкосерийного и единичного производства отливок. Классификация литейных цехов черных сплавов по серийности производства приведена в табл. 1, где указано примерное годовое количество отливаемых деталей одного наименования применительно к весовым группам отливок.
Таблица 1. Классификация литейных цехов черных сплавов по серийности производства
По массе одной отливки литейные цеха делят на пять групп: цеха мелкого, среднего, крупного, тяжелого и особо тяжелого литья. Каждой группе цехов в зависимости от серийности производства соответствует своя максималь
ная штучная масса отливки (табл. 2). При достаточной загрузке оборудования отливки первых трех групп можно отливать в одном цехе, но в самостоятельных поточных линиях. Цеха тяжелого и особо тяжелого литья рекомендуется строить при минимальной массой отливки более 1 т.
По объему производства различают литейные цеха малой, средней и большой мощности.
Таблица 2. Классификация литейных цехов черных сплавов по максимальной массе одной отливки, кг
По способам производства литейные цеха делят на цеха, производящие отливки в объемные песчаные формы и цеха, где отливки изготавливают специальными способами литья: в оболочковые формы, металлические формы (кокили), под давлением, центробежным и др. Отдельную классификационную группу представляют литейные цеха, производящие специальные виды отливок: ванны купальные, изложницы и др.
2. Технологическая характеристика отливок
Среди отливок до 80 % по массе занимают детали, изготовляемые литьем в песчаные формы. Метод является универсальным применительно к литейным материалам, а также к массе и габаритам отливок. Специальные способы литья значительно повышают стоимость отливок, но позволяют получать отливки повышенного качества с минимальным объемом механической обработки. Способы получения отливок различными методами приведены в табл. 3.
Отливки, не рассчитываемые на прочность, с размерами, определяемыми конструктивными и технологическими соображениями, относят к неответственным; отливки, испытываемые на прочность, работающие при статических нагрузках, а также в условиях трения скольжения, относят к ответственным. Особо ответственные — это отливки, эксплуатируемые в условиях динамических знакопеременных нагрузок, а также испытываемые на прочность.
Возможности повышения производительности процессов литья, точности размеров и качества отливок расширяются при их изготовлении в автоматизированных комплексах, в которых используются новые механизмы для уплотнения смеси. Применяются электронные схемы управления технологическими процессами и счетно-решающие устройства для выбора оптимальных режимов.
Таблица 3. Способы изготовления отливок и область их применения
Применение роботов для нанесения покрытий, обсыпки блоков заливочных комплексов с телеуправлением обеспечивает защиту оператора от воздействия пыли, дыма, теплоты и брызг металла.
Прогрессивно также применение покрытия литейной формы для поверхностного легирования отливок. Так, карбидообразующие легирующие элементы (теллур, углерод, марганец) повышают износостойкость формы и устраняют рыхлость отливок; графитизирующие легирующие элементы (кремний, титан, алюминий) устраняют отбел, уменьшают остаточные напряжения и улучшают обрабатываемость отливок. Применение жидкоподвижных смесей при литье в песчаные формы повышает производительность труда, снижает трудоемкость изготовления формы и стержней в 3…5 раз, исключает ручной труд и позволяет полностью механизировать и автоматизировать производство изготовления форм и стержней независимо от их размеров, конфигурации и номенклатуры.
При производстве крупных отливок применение регулируемого охлаждения формы позволяет сократить продолжительность охлаждения в литейной форме отливок массой 20…200 т в 2 раза по сравнению с естественным охлаждением.
Отливки I класса точности обеспечиваются формовкой по металлическим моделям с механизированным выемом моделей из форм и с заливкой металла в сырые и подсушенные формы. Этот способ применяют в условиях массового производства и для изготовления наиболее сложных по конфигурации тонкостенных отливок.
Отливки II класса точности обеспечиваются формовкой с механизированным выемом деревянной модели, закрепляемой на легкосъемных металлических плитах, из форм и заливкой в сырые и подсушенные формы. Этот способ применяют для получения отливок в серийном производстве.
Отливки III класса точности обеспечиваются ручной формовкой в песчаные формы, а также машинной формовкой по координатным плитам с незакрепленными моделями. Этот способ является оптимальным для изготовления отливок любой сложности, любых размеров и массы из разных литейных сплавов в единичном и мелкосерийном производстве.
Технологичность конструкций отливок характеризуется условиями формовки, заливки формы жидким металлом, остывания, выбивки, обрубки. На выполнение основных операций технологического процесса получения отливки влияют уклоны, толщина стенок, размерные соотношения стержней и другие условия.
3. Плавильные агрегаты для чугунного литья
Для плавки чугуна применяют вагранки, дуговые электропечи ДЧМ, ИЧКМ, индукционные тигельные печи ИЧТ. Зависимость производительности вагранок от диаметра их шахты, а также рекомендуемая емкость копильников и грузоподъемность скиповых подъемников для загрузки шихты даны в табл. 4.
Таблица 4. Вагранки с подогревом дутья и очисткой газов
Емкость бадьи и грузоподъемность скипового подъемника определены для совместной загрузки шихты, топлива и флюсов (см. табл. 4). При раздельной загрузке шихты и топлива с флюсом, что часто имеет место в практике, следует предусматривать меньшую емкость бадьи и соответственно грузоподъемность скипового подъемника.
Кроме скиповых подъемников, при которых легко автоматизируется загрузка шихты, допускается в отдельных случаях применение непрерывной загрузки вагранок пластинчатыми транспортерами или другими транспортными средствами. Для загрузки вагранок при реконструкции существующих цехов могут быть использованы монорельсовые тележки и шарнирные краны (существующие). При проектировании обязательно предусматривают грануляцию шлака и механизацию уборки отходов от вагранки (рис. 1).
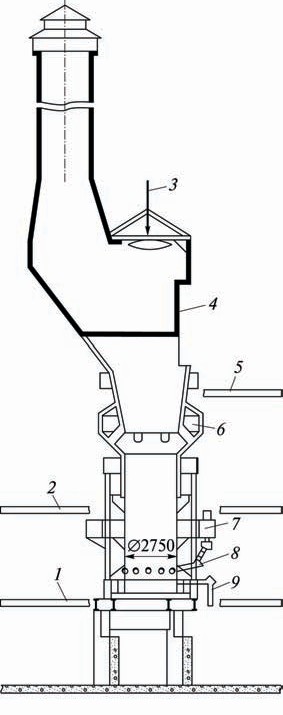
Рис. 1. Продольное сечение вагранки фирмы «Крайслер» производительностью 50 т/ч: 1, 2 — площадка обслуживания; 3 — тарельчатый затвор; 4 — загрузочное окно; 5 — загрузочная площадка; 6 — окно забора газа; 7 — воздушная коробка; 8 — фурмы; 9 — желоб
Набор и взвешивание ваграночной шихты (шихтовку) осуществляют магнитными кранами с регулируемой подъемной силой магнитной шайбы или с помощью системы индивидуальных дозаторов с тензометрическими датчикам. В последнем случае для подачи металлических компонентов шихты в дозаторы в системе устанавливают встряхивающие бункера с траковыми или другого типа питателями. Взвешенные дозы каждой составляющей металлической шихты выдают на реверсивный пластинчатый конвейер, который подает шихту к воронке, расположенной над бадьей скипового подъемника.
При любой системе шихтовки металлических компонентов взвешенные в заданных количествах кокс и известняк загружают в бадью во время кратковременной остановки ее по пути следования шихтовых материалов в вагранку. При выборе плавильных устройств следует учитывать, что в процессе нагрева и расплавления чугуна в вагранках тепловой коэффициент полезного действия печи (ТКПД) достигает 45 %, но при перегреве жидкого чугуна он падает до 5 %. Перегрев жидкого чугуна в электропечах происходит при ТКПД порядка 55 %, а нагрев до температуры плавления — при ТКПД, равном 20…30 %. Следовательно, плавить чугун экономичнее в вагранках, а перегревать жидкий чугун до нужной температуры — в электрических печах. Поэтому дуплекс-процесс «вагранка—электропечь» получает все более широкое применение в чугунолитейном производстве.
Дуговые электропечи типа ДЧМ-10 используют при ваграночном дуплекс-процессе для подогрева и доводки жидкого чугуна до заданных температуры и химического состава. Печи типа ДЧМ-10 в современных цехах заменяют индукционными миксерами промышленной частоты тигельного или канального типа.
В России изготавливают тигельные индукционные миксеры ИЧТМ вместимостью тигля 1…16 т. Технические характеристики этих миксеров приведены в табл. 5, характеристики индукционных канальных миксеров типа ИЧКМ полезной емкостью 2,5…100 т — в табл. 6. С энергетической точки зрения печи ИЧКМ по сравнению с тигельными являются более экономичными, так как имеют более высокий ТКПД.
Таблица 5. Технические характеристики индукционных тигельных миксеров промышленной частоты для перегрева и выдержки расплавленного чугуна
перегреве металла на 100 оС,
* В числителе — теоретическая, в знаменателе — действительная производительность.
Технические параметры индукционных тигельных печей ИЧТ приведены в табл. 7.
Таблица 6. Технические характеристики индукционных канальных миксеров промышленной частоты
| Модели | Полезная вместимость, т | Мощность питающего трансформатора, кВ · А, исполнений | Намечаемая теоретическая производительность при перегреве чугуна на 100 оС, т/ч, исполнений | ||
| I | II | I | II | ||
| ИЧКМ-2,5 | 2,5 | 400 | — | 7 | — |
| ИЧКМ-4 | 4 | 630 | 14 | ||
| ИЧКМ-6 | 6 | ||||
| ИЧКМ-10 | 10 | 1260 | 29 | ||
| ИЧКМ-16 | 16 | ||||
| ИЧКМ-25 | 25 | 1260 | 2520 | 30 | 60 |
| ИЧКМ-40 | 40 | ||||
| ИЧКМ-60 | 60 | 2000 | 4000 | 60 | 124 |
| ИЧКМ-100 | 100 | ||||
Таблица 7. Технические характеристики индукционных тигельных печей промышленной частоты для плавки чугуна*
* Рабочая температура жидкого металла 1400 С.
В табл. 8 приведены данные производительности установок, состоящих из двух (одного) тиглей и одного основного (плавильного) трансформатора. При установке трех (двух) тиглей и двух трансформаторов, из которых один плавильный, а другой вспомогательный для миксерного режима, действительную производительность всей установки определяют с коэффициентом 1,3.
Таблица 8. Производительность индукционных тигельных печей промышленной частоты для плавки чугуна
4. Плавильные агрегаты для плавки стального литья
Технические характеристики дуговых сталеплавильных печей ДСП приведены в табл. 9, а индукционных тигельных печей ИСТ повышенной частоты — в табл. 10.
Таблица 9. Технические характеристики дуговых сталеплавильных печей
1. Гидравлические приводы механизмов перемещения электродов, наклона печи, подъема и поворота свода снабжаются от насосно-аккумуляторной станции.
2. Электропечи вместимостью 25 и 50 т могут быть оборудованы устройствами для электромагнитного перемешивания жидкой стали.
Талица 10. Технические характеристики индукционных тигельных печей
Примечание . Рабочая температура металла 1600 о С.
Сведения о производительности печей типов ДСП и ИСТ приведены в табл. 11 и 12 соответственно.
Таблица 11. Производительность электрических дуговых стеклоплавильных печей
основного процесса при числе смен:
Таблица 12. Производительность индукционных тигельных печей повышенной частоты для плавки стали
| Параметры | ИСТ-0,06 | ИСТ-0,16 | ИСТ-0,4 | ИСТ-1 | ИСТ-2,5 | ИСТ-6М1 | ИСТ-10 |
| Действительная производительность печи, т/ч | 0,05 | 0,10 | 0,26 | 0,57 | 1,75 | 3,0 | 3,5 |
| Продолжительность полного цикла плавки, ч | 1,2 | 1,55 | 1,56 | 1,76 | 1,43 | 2,0 | 2,86 |
5. Плавильные агрегаты для цветного литья
Сведения и технические характеристики плавильных агрегатов для цветного литья приведены в табл. 13—16.
Таблица 13. Индукционные печи промышленной частоты для плавки алюминия и его сплавов
Примечание. Рабочая температура металла 750 С.
Таблица 14. Индукционные тигельные печи промышленной частоты для плавки сплавов на медной основе
Примечание. Рабочая температура металла 1200 С.
Таблица 15. Индукционные канальные печи промышленной частоты для плавки сплавов на медной основе
Примечание. Продолжительность плавки дана для сплава Л63 при круглосуточной работе печи. Рабочая температура 1200—1400 С.
Таблица 16. Производительность индукционных печей промышленной частоты для плавки сплавов на медной основе
Таблица 17. Технические данные электропечей для плавки в кристаллизаторе различных металлов
Производство плавильных печей
«Металлокомплекс» работает на рынке производителей оборудования для цветной металлургии с 1995 г. и специализируется на проектировании плавильных печей, разливочных машин металла и другого оборудования.
Мы проектируем и производим плавильные печи (разделительные отражательные, тигельные) для алюминия и меди, конвейеры для разливки металла в изложницы.
Новости компании
25 Декабря 2022
Конвейер на 200 изложниц для заказчика из Беларуси
С целью технического перевооружения цеха чугунного литья ОАО «Полесьеэлектромаш» заказало разливочную машину МР10 производства ООО «Металлокомплекс».
11 Декабря 2022
Скиповый подъемник для загрузки шихты
Конструкторами ООО «Металлокомплекс» разработан скиповый транспортер для взвешивания и подъема шихты
Узнайте больше о жизни компании, новых проектах, разработках фирм-партнеров, решениях актуальных проблем, развитии бизнеса в тяжелой промышленности, последних событиях в мире плавильных технологий и прокатного оборудования
Компания Металлокомплекс уверенно продолжает свою работу!
В условиях экономических санкций и последствий пандемии мы по-прежнему готовы принимать новые заказы и гарантируем добросовестное исполнение своих обязательств по заключенным договорам.
Для изготовления своей продукции мы используем материалы, оборудование и комплектующие, преимущественно отечественных производителей и так же прорабатываем варианты полного замещения импортных комплектующих на отечественные.
Ждем Ваших предложений и запросов на продукцию по адресу office@mcomplex.ru
Плавильное оборудование от компании ООО «Металлокомплекс»

Отражательные печи
Высокоэффективные и экономичные плавильные промышленные отражательные печи позволяют получать различные сплавы цветных металлов. Легко транспортируются и в сжатые сроки монтируются под ключ на объекте заказчика, благодаря модульной конструкции (ОШ). Модуль очистки и рассеивания продуктов сгорания позволяет избавиться от дорогостоящих дымовых труб и фильтров.

Тигельные печи
Плавильные тигельные печи предназначены для переплавки стекла, природных каменных материалов, шлака, цветных металлов, металлсодержащего сырья с целью получения сплавов.

Разливочные машины
Предназначены для разливки цветных металлов в изложницы. Базовая комплектация конвейера состоит из разливочной машины, ударного механизма удаления отливок из изложниц, блока управления. Разливочная машина металла может быть стационарной или передвижной, в том числе с приводом для самостоятельного перемещения.

Загрузочные машины
Данное оборудование предназначено для механизированной загрузки алюминиевого лома в стационарную отражательную печь. Для печей вместимостью до 5 т.

Сопутствующее оборудование
Предлагаем сопутствующее оборудование для установки на плавильное оборудование, для расширения технологического процесса и совершенствования качества плавки. В разделе представлены опытные образцы мешалки для рафинирования свинца, насос для перекачки расплавленного металла, система нанесения известкового молочка, разливочные колеса, узел выбивки чушек, автоматический чушкоукладчик.
Наши Партнеры

ОАО «Кукморский завод металло посуды»
На сегодняшний день ОАО «Кукморский завод Металлопосуды» известен по РФ, СНГ,а так же в странах ближнего и дальнего зарубежья как производитель литой алюминиевой посуды, посуды с АП покрытием, товаров для туризма и отдыха, хлебных форм.
Цветной металлопрокат
Производство вторичных алюминиевых сплавов
г. Челябинск, 454139 ул. Бугурульская, 64-а
Телефон: +7 (351) 253-89-59; +7 (912) 8920837
Е-mail: almetprom74@mail.ru

ОАО «Завод Железобетон»
Номенклатура предприятия включает в себя железобетонные изделия, применяемые при строительстве промышленных, гражданских и административных зданий.

ООО «Втормет-Регион»
Компания работает на рынке лома и отходов металлов с 2003 года. Занимаемся заготовкой, переработкой и реализацией металлолома.

ООО «Кванта»
Компания производит и поставляет широкий спекрт продукции цветного металла и металлопроката, стандартные и нестандартные аноды любых видов.

Компания «V LESS PLUS»
Компания «V PLUS МЕНЕЕ» специализируется на переработке алюминиевого лома и отходов во вторичные алюминиевые сплавы различных стандартов и категорий. Компания была основана в 1998 году.

ООО «Торгово Промышленная палата»
Торгово-промышленная палата создана в целях содействия развитию экономики Ростовской области, ее интегрированию как части российской экономики в мировую экономическую систему.

—> ЗАО Вологодское предприятие «Вторцветмет»
Основным направлением деятельности с 1986 года является производство сплавов на основе меди (латунь, бронза) и алюминия
160012, г. Вологда, ул. Элеваторная, 41
Телефон: +7 (911) 5000540; +7 (8172) 26-62-97, 26-60-15
Е-mail: vpvcm@vologda.ru
Сайт: www.vpvcm.ru

ПРОИЗВОДСТВЕННЫЙ ХОЛДИНГ «ЮГ-МЕТ»
346720, Ростовская область, г. Аксай, ул. Пороховая балка, 8.
Телефон: +7 (86350) 5-32-67; 8 (800) 222-16-67; +7 (863) 248-99-60
E-mail: ugmet@ugmet.ru
Сайт: ugmet.ru

ООО «МеталлИмпорт»
Компания специализируется на металлоторговле, а также производстве сплавов алюминия на основе Алюминий-кремний, алюминий-кремний-медь.

ЗАО «Завод Сантехизделий»
Главный вид деятельности ОАО “ХСТЗ” – производство деталей трубопроводов, арматуры сантехнической, промышленной из цветных и черных металлов, фитингов.

ООО «Спецпром»
Компания ООО «Спецпром» специализируется на поставках промышленного гидравлического оборудования и инструмента.

ООО «Челпром»
ООО «Челпром» охватывает полный цикл деревопереработки, начиная с производства доски и сушки пиломатериалов и заканчивая строительством домов из профилированного бруса под ключ из материалов и комплектующих, собственного производства.

—> ООО «СплавВторМет»
алюминиевые сплавы и литье под давлением
Ленинградская область, г. Волхов, ул. Вокзальная, дом 8
Телефон: +7-921-435-88-08
+7-813-632-19-10
E-mail: info@splavmet.com
Сайт: www.splavmet.com

ООО «Спецтяжсервис»
Поставка вторичных алюминиевых сплавов
115230, г. Москва, Нагатинская ул. д. 1, стр. 14
Телефон: (499) 517-93-97
E-mail: info@spects.ru
Сайт: www.mczocm.ru

Покупка, переработка и продажа лома цветных металлов с 1995 года
430003, Республика Мордовия, г. Саранск, ул. Рабочая, 85
Телефон: +7 (83422) 45590, +7 (927) 2764020
Е-mail: vcm-saransk@mail.ru
Сайт: vcm-saransk.ru

ООО «СП-Инжиниринг Северо-Запад»
РОТОРНЫЕ ПЕЧИ НОВОГО ПОКОЛЕНИЯ
193318, Россия, г. Санкт-Петербург
ул. Ворошилова, дом 2
Тел: 8-800-201-20-54
E-mail: info@plavim.com
Сайт: www.plavim.com

ООО «МОКВИН»
современная российская металлургическая компания. Основана в 2005 году. Производитель свинца и сплавов.
г. Барнаул, ул. Заозерная, д.190А, ОФИС 1
+7 (3852) 53-30-15
E-mail: Mokvin15@gmail.com; info@mokwin.ru
Сайт: www.mokwin.ru

Акционерное общество «Алюминий Металлург Рус» (АО «АМР») — крупнейшее на юге России современное многопрофильное предприятие по выпуску алюминиевых полуфабрикатов
347045, Россия, Ростовская обл., г. Белая Калитва, ул. Заводская, 1
E-mail: amr@amrbk.ru
Сайт: www.amrbk.ru

ООО “ВОРОНЕЖ ВЦМ”
Одно из крупнейших металлургических предприятий Воронежа
394028, г. Воронеж, проезд Монтажный, 18
Телефон: +7 (473) 279-80-05; +7 (900) 931-06-50
E-mail: tsmetall@mail.ru; pochta@vzmvrn.su
Сайт: www.vzmvrn.su
Еврочушки и цилиндрические слитки из алюминиевых сплавов
129226, г. Москва, улица Докукина, д.6, этаж 2, пом.3
Тел: +7 (967) 034-47-94
E-mail: info@forma-tex.ru
Сайт: www.forma-tex.ru
Приморский край, г.Артем, п.Угловое, ул.Гагарина, 45
Тел. +7 (4232) 524810; +7 (4232) 347048; +7 (4232) 327724,
Е-mail: nass2000@mail.ru
Плавильное, термическое и литейное оборудование
ООО «СибЛитКом» имеет многолетний опыт поставки металлургического оборудования на предприятия России и стран СНГ, объединяя в своей работе передовые технологии в области металлургии, практический опыт и знания реальных потребностей рынка.
ООО «СибЛитКом» представляет интересы надежных, проверенных производителей, поэтому Вы всегда можете быть уверенными в качестве предлагаемой продукции.
Наши специалисты предложат Вам оптимальное проектное решение, помогут подобрать современный, экономически правильный вариант в сжатые сроки без потери качества.


Запуск и пусконаладочные работы
ООО «СибЛитКом» более 10 лет в краткие сроки успешно производит запуск и наладку плавильного, термического и литейного оборудования.
Сервис и обслуживание
ООО «СибЛитКом» в течение многих лет является стабильным поставщиком комплектующих и запчастей для металлургического оборудования производсвта КНР и России.


Преимущества работы с нами
Все можем взять на себя: анализ, расчет, подбор, логистику, монтаж, запуск, сервис и прочее
Стабильное качество и короткие сроки запуска
Надежный производитель литейного оборудования
Налаженная система сервиса и обслуживания
Квалифицированный персонал с опытом работы более 15 лет
География поставок и запусков
Оборудование компании “СибЛитКом” успешно работает практически во всех крупных городах России и СНГ.

Наше оборудование в работе
Многолетняя и стабильная работа нашего оборудования — лучший показатель качества и надежности.



![]()











100% Гарантия
ООО «СибЛитКом» тщательно отбирает производителей литейного оборудования, предлагая Вам не только лучшее сооотношение цены и качества, но и высокий уровень гарантийного обслуживания и стабильности.
Высокая надежность
Безупречная работа плавильных печей, формовочных линий подтвержается отсутствием негативных отзывов и рекламаций по нашему оборудованию!
Наши клиенты и партнеры
Мы построили результативные деловые отношения со многими компаниями местного и мирового уровня!

ООО «СибЛитКом» имеет многолетний опыт поставки металлургического оборудования на предприятия России и стран СНГ, объединяя в своей работе передовые технологии в области металлургии, практический опыт и знания реальных потребностей рынка.
Источник https://extxe.com/6159/litejnoe-oborudovanie/
Источник https://mcomplex.ru/
Источник https://siblitcom.ru/





