
Литейное производство – основы
Литейное производство возникло достаточно давно, но в широких масштабах стало использоваться только в последние два столетия. Древнейший способ обработки металлов – литьё, знали ещё скифы более 2,5 тысяч лет назад. Расплавленный металл отливали в специально подготовленные формы из глины и песка. Таким образом, получали сложные украшения, столовые приборы, предметы обихода, а так же некоторые инструменты. В связи с тем, что технологические возможности были значительно ограничены, в качестве металлов для литья использовали золото и его сплавы, серебро и бронзу. Тут пояснение очень простое, сплавы этих металлов и сами металлы можно расплавить в кузнечной жаровне, в которой достигается температура от 1000 до 1200 градусов С. Да и ёмкости для расплавленного металла можно было изготовить из тугоплавкой глины и кварцевого песка.
Поэтому, с бронзой и золотом человек познакомился гораздо раньше, в это время литейное производство получило уровень самостоятельной прикладной науки. Благодаря сложности процесса, мастера, льющие металл, пользовались уважением у богатых и знатных людей. Многие украшения, изготовленные тысячи лет назад, дошли до нашего времени, теперь стоят в музеях, представляя историческую ценность.
Как льют металл
Основы литейного производства достаточно просты, если не углубляться в детали. Чтобы получить некоторое изделие из металла, нужно расплавить твёрдый металл до жидкого состояния, а затем вылить в приготовленную форму. Она при этом должна точно повторять форму изделие, которое необходимо получить. После заливки металла, дожидаются его остывания, потом разбивают внешнюю форму и доводят готовое изделие до номинальных значений, то есть, обрабатывают ручными или механическими инструментами.
Русское литейное производство
Русское литейное производство начинается с мастеров XIV—XVII вв. Они уже тогда лили прекрасные колокола и отличные пушки. Даже сейчас вызывает изумление «Царь-пушка» массой 38,4 т, которая была изготовлена в 1586 году Андреем Чоховым. Что говорить о десятках памятников, отлитых из чугуна и бронзы. Многие технологии литейного производства дошли до наших дней практически в неизменном виде. А литьё в землю можно считать прародителем первых литейных технологий. Понятие «Литьё в землю» возникло именно от процесса, который и предполагает размещение формы для литья именно в земле. Таким образом, удавалось получать изделия поистине огромных размеров. Для того чтобы получить большие отливки, иногда специально строили доменную печь рядом, потому что в прошлом не было возможности перемещать большие массы расплавленного металла в отдельных ёмкостях. Металл, разогреваемый в печи, по подготовленному арыку заливался прямо в форму, которая находилась всего в нескольких метрах от печи, в земле. Таким вот образом, отлили знаменитый «Царь колокол», массой приблизительно 200 тонн. Конечно, существует десятки тонкостей литьевого процесса, для получения отливок хорошего качества.
До сих пор литейное производство, при литье изделий массой несколько тонн и выше, используют технологию литья в землю. Конечно, у этого процесса есть свои минусы – внешняя форма отливки получается не всегда высокого качества. Поэтому, для изготовления металлических изделий, которые требуют высокой точности исполнения, применяют другие методы – литьё под давлением, центробежное литьё, литьё под вакуумом, литьё в среде инертных газов, литьё в металлические формы. Многие методы литья используются в литейном производстве на потоковых линиях, благодаря чему производится сотни и тысячи одинаковых изделий.
Развитие литейного производства в СССР начинается в 1930— 1935 гг., в то время на многих заводах и фабриках устанавливаются линии по изготовлению металлических изделий методом литья. С появлением двигателей внутреннего сгорания (начало 19 века) появилась целая индустрия машиностроения, которая потребовала для своей работы тысячи одинаковых изделий для сборки машин и механизмов. Многие из них изготавливаются и по сей день методом литья.
Линии литейного производства
Для современного литейного производства характерна механизация процессов, и автоматизация технологических операций. Сейчас в производстве используются технологии, которые были разработаны учёными со всего мира. Советские учёные, ещё в эпоху СССР внесли колоссальный вклад в развитие литейного производства. Литьё металлов охватывает множество физических и химических процессов – здесь участвует гидравлика, теплофизика, химия металлов, термодинамика, теория кристаллизации сплавов и многие другие области науки. Помимо разработки новых методов литься, так же успешно изобретались аппараты и различные механизмы, которые напрямую или косвенно участвовали в литейном производстве. В СССР была создана первая в мире линия по производству отливок из металла по выплавляемым моделям. Для изготовления этой линии было организованно собственное производство. Благодаря этому десятки заводов и фабрик могли получить практически готовый комплекс по производству поточных литьевых изделий. Данные линии (комплексы) успешно поставлялись в ближнее и дальнее зарубежье.
Литейное производство, технологии, процессы и механизмы постоянно подвергаются модернизации и улучшению. Благодаря этому качество литьевых изделий улучшается, а стоимость уменьшается. Сейчас на литейных производствах трудятся сотни тысяч людей, а для смежных областей задействованы ещё миллионы.
КАК СДЕЛАТЬ ЗАКАЗ?
Если у вас возникли вопросы или вы хотите узнать цены, обращайтесь в отдел сбыта по телефону:
+7 (4842) 75-10-21 (многоканальный)
Профессиональные сотрудники предоставят Вам дополнительную информацию и помогут оформить заявку.
Литейное производство как бизнес

Бизнес-идеи и руководства
Автор Олеся Х. На чтение 9 мин Просмотров 389 Опубликовано 26.02.2023
Несмотря на огромный технологический прорыв в области машиностроения, литейное производство по сей день актуально. Ведь с помощью этого древнейшего ремесла можно получить уникальные детали любой формы и размера. До 80% всех элементов, применяемых в машиностроении – продукция литейного производства. Современные технологии этого процесса позволяют получить изысканные металлические узоры для украшения фасадов.
Сегодня в России работает около 80 литейных заводов. Продукция литейного производства также актуальна для экспорта. Поэтому имеет смысл рассмотреть идею для бизнеса в этой сфере. В статье узнаем особенности отрасли, изучим технологию литья. Поговорим о нюансах запуска проекта – анализе литейного рынка, регистрации бизнеса, подборе помещения, необходимого оборудования и сотрудников. Посчитаем все затраты, срок окупаемости и возможную прибыль.
Содержание
- Особенности литейного производства
- Виды литейного производства
- Технология и способы литейного производства
- Пошаговый план запуска литейного бизнеса
- Анализ рынка литейного производства стали
- Регистрация и оформление документов. Налогообложение
- Поиск помещения под завод литейного производства
- Закупка оборудования. Печи литейного производства
- Найм персонала
- Продвижение, реклама, каналы сбыта
- Вложения и прибыль
- Риски
Особенности литейного производства
Продукты литейного производства универсальны. Это можно отнести к особенностям отрасли. Для бизнеса вы можете выбрать любое направление – от литья крупногабаритных изделий до производства очень мелких деталей. Также можно квалифицироваться на литье узорчатых композиций из металла для декора.
Любое из выбранных направлений может принести стабильный доход. Развитие строительной сферы в России благоприятно влияет на увеличение спроса литья. А поддержка государства машиностроительных, авиационных и судостроительных заводов также обеспечивает стабильное потребление продуктов литейного производства.
Виды литейного производства
Технически литье представляет собой заливку металла в формы. Деталь в результате литейного производства называется отливкой. Выделяют три вида производства:
- Массовое. Непрерывное литье отливок определенной номенклатуры крупными партиями. Этот вид производства осуществляется на автомобильных заводах, цехах по производству сельхоззапчастей и других. Процесс полностью автоматизирован.
- Серийное. Характеризуется цикличностью выпуска отливок определенной партии. При этом виде выделяются схожие по номенклатуре отливки. Примером серийного производства являются литые заготовки для заводов станкостроения.
- Единичное. Тут происходит выпуск единичных литых деталей по определенному заказу. Большая часть процесса проходит вручную.
Технология и способы литейного производства
За многовековое существования литейного ремесла, технология менялась. Но суть процесса осталась той же. Металл плавят в печах и заливают в полости нужных форм. Затем он застывает, выдалбливается из формы и получается необходимая деталь. Технология получения изделия зависит от способа литейного производства.
Специалисты выделяют литье:
- В песчаные формы. Таким способом отливается более 60% всех отливок на заводах. Песчаная форма одноразовая и после выполнения одной отливки разрушается. Этапы этого способа сводятся к:
- формированию полуформ из песка;
- заполнению жидким металлом готовой формы;
- застыванию металла под воздействием температур.
После этого остается высвободить отливку из формы и очистить от песка.
- Специальные способы – более современные способы литья. Они позволяют получить деталь лучшего качества – более точную по размерам и с чистой поверхностью. Чаще всего детали такого способа не требуют дополнительной очистки.
Каждый из этих способов литья имеет свои плюсы и минусы:
- в оболочковые формы. Это распространенный способ литья, так как позволяет получить абсолютно чистую поверхность детали без газовых пор и отличаются высокой прочностью. Чугунные автомобильные валы отливаются именно таким способом;
- в металлические формы. С одной формы можно получить более 1000 отливок из алюминия. Способ подходит больше для изделий из цветметалов;
- под давлением. Это более производительный метод. Быстрота производства под давлением увеличивает объемы реализации. Более 3000 деталей можно произвести за час работы оборудования. Чистота поверхности также остается на высоте при данном способе литья.
При каждом из этих методов не исключен риск возникновения дефектов отливок. Поэтому этапы технологии должны быть четко соблюдены.
Пошаговый план запуска литейного бизнеса
Литейный бизнес дело непростое, но интересное и прибыльное. В первую очередь, нужно выбрать продукт для конечного производства. Перед стартом крайне важно провести анализ рынка литейного производства в регионе. Бизнес-план должен включать в себя процесс регистрации бизнеса, подбора помещения и необходимого оборудования, кадровый вопрос и финансовые аспекты бизнеса – инвестиции, срок окупаемости и доход.

Анализ рынка литейного производства стали
Начните с анализа конкурентов. В интернете найдите все литейные цеха в вашем регионе. В России основную долю литых изделий из стали производят крупные заводы. Отливки из стали – более востребованный товар, чем из других металлов. Поэтому всех литейных производств не хватает, чтобы покрыть потребности. Если в вашем регионе нет такого завода, это плюс в пользу открытия цеха.
Выбрав вид литых изделий, проанализируйте покупателей. Лучше, если недалеко работает промышленное предприятие, которое использует для своего производства стальных детали. Население города также часто пользуется продуктами литейного производства. Реализовать с места производства литые изделия – также хорошая идея, особенно в большом городе.
Регистрация и оформление документов. Налогообложение
Бизнес начинается с регистрации. Форму собственности предприниматель определяет самостоятельно в зависимости от масштабов планируемого производства. Если вы будете заниматься единичным или мелкосерийным выпуском отливок, достаточно зарегистрировать ИП. Для массового производства нужно открыть ООО. Регистрация ИП займет минимум времени и потребует минимального пакета документов.
В территориальное отделение ФНС предоставьте:
- паспорт;
- заявление на регистрацию;
- квитанцию об уплате госпошлины.
Для регистрации ООО пакет документов более внушительный и включает Устав, данные о юридическом адресе, протокол первого общего собрания учредителей. Ознакомиться с ним можно на сайте налоговой.
В соответствии с 99-ФЗ «О лицензировании отдельных видов деятельности» деятельность по заготовке, хранению, переработке и реализации лома черных металлов, цветных металлов является лицензируемой. Но тут есть нюансы. Так например литейных цех по производству деталей для собственного потребления не лицензируется. Необходимо уточнить у лицензирующего органа, подлежит ли ваше направление лицензированию, чтобы в процессе работы не возникли трудности с контролирующими органами. Для большинства направлений вам придется получать лицензию.
Основной код при регистрации 24.5 – Литье металлов. Могут потребоваться дополнительные коды, исходя из специфики вашего бизнеса.
Система налогообложения определяется сразу при регистрации формы собственности. В противном случае вы будете автоматически причислены к плательщикам ОСНО. Основная система выгодна только для крупных предприятий, которые работают с другими крупными предприятиями – плательщиками НДС. Она предполагает сложный налоговый учет и уплату крупных налогов. Поэтому для малого и среднего бизнеса выгоднее перейти на упрощенную систему. Документы о переводе нужно подать в момент регистрации или в течение месяца после него.
Также нужно зарегистрироваться в Пенсионном фонде, фонде социального страхования, открыть банковский счет. Но самое главное для такого бизнеса – подтвердить безопасность на производстве и при обращении с ломом металлов.
Поиск помещения под завод литейного производства
Некоторые частные литейщики организуют производство у себя в гараже. Но для полноценного бизнеса лучше выбрать бокс в промышленной зоне, а если речь о крупном проекте – открыть завод литейного производства. Как мы уже отметили особенность литейного производства в универсальности – от крупных изделий для авиации, железной дороги и судостроения до мелких болтиков. Поэтому размеры продуктов литья тоже влияют на площадь помещения.

Основные требования к производственным цехам стандартные – электричество, водопровод, вентиляция. Пренебрегать ни одним из пунктов не стоит, первая проверка выявит все нарушения. Серьезно позаботьтесь о пожарной безопасности: литейное производство относится к пожароопасному и в принципе к опасному. Нужно пройти экспертизу промышленной безопасности. Радиационный фактор так же присутствует при некоторых технологиях литья, поэтому нужно обеспечить контроль радиационного фона. В помещении должны быть измерительные приборы.
Закупка оборудования. Печи литейного производства
Перечень оборудование для литейного цеха зависит от технологии производства. Сейчас на рынке представлены различные варианты печей литейного производства и других автоматизированных и механических агрегатов для литья.
Перечень непосредственно литейного оборудования включает:
- плавильные печи;
- устройство для литья;
- заливочные аппараты;
- ковши литейные;
- формы для изготовления отливок.
Все производство “завязано” на литейных печах. Их выбор зависит от способа литья.
Основные виды плавильных печей:
- Индукционная печь. Они выпускаются для плавления металлов разного состава и объема. Современные индукционные печи очень эргономичны и обладают высокой производительностью. Они способны быстро приспосабливаться к смене сплавов для литья. Плавкой в печи можно управлять социальными регуляторами.
- Электродуговая. Плавление происходит под воздействием тока. Загружать можно как совсем малые объемы сырья – 0,5 тонны, так и очень большие – 400 тонн. Печь идеально подходит для производства легированной стали.
- Газовые. Схожи с газовыми духовками печи. Подходят для плавления цветных металлов.
Все плавильные печи и другое оборудование для литья можно приобрести у российских производителей.
Найм персонала
Литейщики – основной персонал для такого бизнеса. Сотрудники должны обязательно иметь “корочки” о прохождении обучения. Этому обучают в колледжах, техникумах и ПТУ. Большой опыт необязателен, так как в учебных заведениях проходят практику. Но главный технолог литейного производства должен иметь опыт.
На литейном производстве обязательно проводить инструктажи по технике безопасности, причем, всем сотрудникам – уборщикам, грузчикам, менеджеру.
Продвижение, реклама, каналы сбыта
100% реализация продукции – цель каждого производителя. Товары литейного бизнеса специфические. Поэтому, продвижение нужно настроить на четко сегментированную аудиторию. И если целью реализации являются оптовые продажи, идите напрямую к промышленникам с коммерческими предложениями.

Предполагаете продажу литейного товара при цехе. Могут сработать баннеры в городе, реклама на местном радиоканале, ролики в соцсетях – все это возможные каналы продвижения. Но лучше всего искать клиентов напрямую, обзванивать их, отправлять коммерческие предложения, а также участвовать в профильных выставках, в тендерах.
Вложения и прибыль
Литейный бизнес “под ключ” стоит от 3 до 5 млн.рублей. Но это очень примерные цифры – все зависит от площади, специфики производства, оборудования. Учтите расходы на зарплату персонала и непредвиденные траты. В среднем вложения на старте составят 5-5,5 млн. рублей.
Прибыль такого цеха, по оценкам продавцов бизнеса, составляет до 500 тыс.рублей в месяц. Окупаемость проекта, учитывая постоянные расходы, наступит через год работы.
Риски
К главным рисками литейного дела относят:
- появление новых конкурентов аналогичных изделий;
- поломка оборудования;
- колебание цен на металл для литья;
- падение цен на литейные изделия.
Литейное производство перспективное направление бизнеса. С разнообразным технологическим процессом и возможностями расширения.
Транспортное оборудование литейных цехов
В литейных цехах широко применяют разнообразные машины непрерывного транспорта для перемещения сыпучих и кусковых грузов (песка, глины, угля, формовочных и стержневых смесей, оборотной смеси и т.д.) непрерывным потоком без остановок для их загрузки и разгрузки. В качестве непрерывного транспорта используют транспортирующие машины с тяговым органом, в которых груз перемещается вместе с последним, и без тягового органа. К первым относятся конвейеры ленточные, пластинчатые, скребковые и элеваторы, ко вторым — гравитационные устройства, качающиеся (инерционные и вибрационные) и винтовые конвейеры, пневматические и гидравлические транспортные устройства.
Ленточные конвейеры
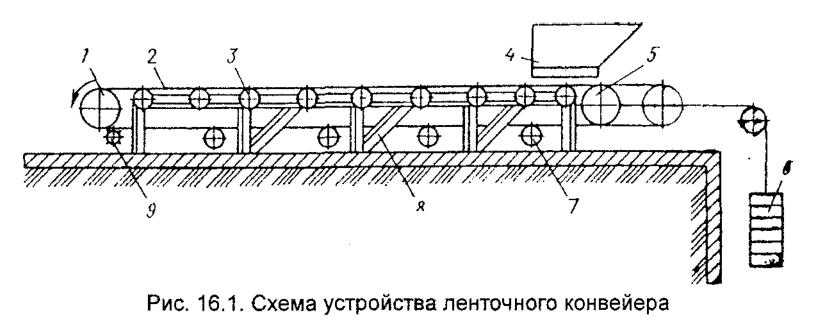
Ленточные конвейеры (рис. 16.1) имеют тяговый орган 2, выполненный в виде бесконечной ленты, служащей одновременно и несущим элементом конвейера; приводную станцию (электродвигатель, редуктор), приводящую в движение приводной барабан 1; натяжную станцию с хвостовым барабаном 5 и натяжным устройством 6; опорные ролики 3 на рабочей ветви ленты и поддерживающие ролики 7 на холостой ветви ленты; загрузочное устройство 4 и устройство для очистки ленты 9. Все элементы конвейера смонтированы на металлической раме 8.
Ленточные конвейеры — наиболее распространенный вид транспортирующих машин литейных цехов. Они бывают горизонтальные, наклонные и вертикальные. Конвейеры, установленные в вертикальной плоскости, называют элеваторами.
Для увеличения производительности конвейера часто опоры под ленту выполняют таким образом, что лента под действием силы тяжести материала, расположенного на ней, принимает форму желоба (рис. 16.2).
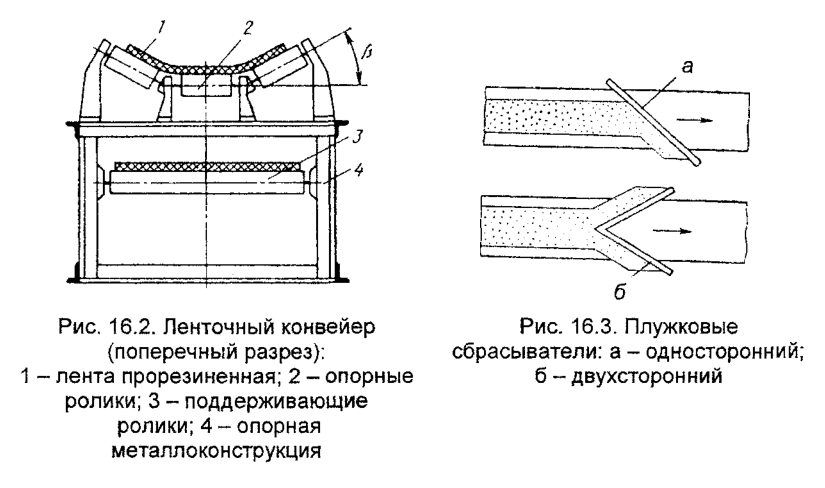
Угол наклона конвейера к горизонту зависит от угла естественного откоса материала в движении. Обычно угол наклона конвейера принимают на 7-10° меньше угла трения груза о полотно. Так, для гладкой ленты предельный угол наклона ленточного конвейера к горизонтали р принимают равным 20-22° для формовочной смеси и сырой глины и 17-18° для сухих формовочных материалов.
Скорость движения ленты для транспортирования формовочных материалов и смесей находится в интервале 0,8-1,25 м/с, а для конвейеров с разгрузочными плужками — до 0,5 м/с.
В ленточных конвейерах применяют ленты прорезиненные текстильные, стальные, текстильные армированные стальными тросами. В конвейерах литейных цехов ширина ленты обычно составляет 800-1200 мм.
Наиболее распространено применение текстильной прорезиненной ленты, состоящей из нескольких слоев хлопчатобумажной ткани. Поверхность ленты покрыта слоем резины, предохраняющей ткань от истирания. Толщина резинового слоя на рабочей стороне 3-6 мм, а на нерабочей — 2 мм.
Для конвейерных лент широко используют искусственные ткани из перлоновых, нейлоновых и лавсановых нитей.
Для транспортирования материалов через сушильные и нагревательные печи применяют ленты, изготовленные из стекловолокна с покрытием кремнийорганическим каучуком, или прорезиненные тканевые с покрытием из стекловолокна. Концы лент соединяют вулканизацией или заклепками.
Транспортируемый материал обычно загружают на ленту через воронку. Чтобы материал не просыпался, в зазор между воронкой и лентой закрепляют уплотнение из полос прорезиненной ленты. Материал разгружается в момент огибания лентой приводного барабана (в конце конвейера), либо в средней части конвейера с помощью плужковых сбрасывателей (рис. 16.3). Плужковые сбрасыватели бывают односторонние (рис. 16.3, а) и двухсторонние (рис. 16.3, б) или. Недостаток плужкового способа разгрузки — повышенное изнашивание ленты. Приводом подъема и опускания плужков обычно служит пневмоцилиндр или диафрагменный толкатель с электропневматическим управлением. В рабочем положении плужок прижимается к ленте резиновой полосой, закрепленной в его нижней части болтами. Вместо опорных роликов в зоне действия плужка под лентой монтируется сплошной металлический стол.
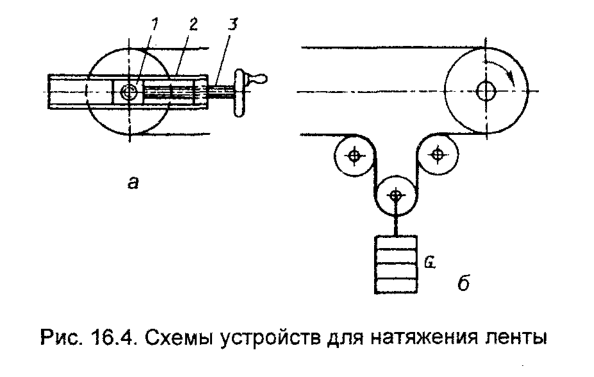
Для обеспечения постоянного сцепления ленты с приводным барабаном в ленточных конвейерах применяют натяжное устройство винтового или грузового типа (рис. 16.4). Ось натяжного барабана натяжного устройства винтового типа (рис. 16.4, а) опирается на подшипники, установленные в корпусах 1, движущихся между неподвижными направляющими 2 с помощью винтов 3. Недостатком винтовых натяжных устройств является трудоемкость натяжения ленты. Натяжное устройство грузового типа (рис. 16.4, б) более совершенно, так как натяжение ленты происходит автоматически под действием силы тяжести груза.
Тележечные конвейеры
Тележечные литейные конвейеры служат основным транспортным устройством поточно-механизированных и автоматических формовочно-выбивных линий (рис. 16.5). По характеру трассы тележечные конвейеры могут быть горизонтально замкнутые и вертикально замкнутые непрерывного движения. Литейный конвейер, у которого движение периодическое, пульсирующее, называют шаговым. Привод таких конвейеров периодически передвигает всю замкнутую цепь платформ на заданный шаг. Тяговым органом в тележечном конвейере является пластинчатая втулочно-роликовая цепь (рис. 16.6).
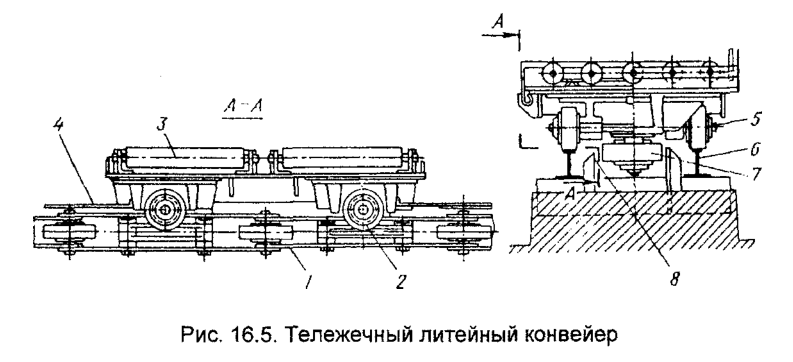
У тележечного конвейера (рис. 16.5) тяговая цепь 1 жестко соединена с тележкой 2, которая передвигается на безребордных катках 5 по рельсам 6. На тележке горизонтально замкнутого конвейера смонтированы секции роликового конвейера 3, позволяющие безостановочно переталкивать на них грузы со стационарных сборочных конвейеров. Для предупреждения схода тележек с рельсов на скруглениях пути в данной конструкции вместо ходовых катков с ребордами, создающими большие сопротивления передвижению, применены специальные направляющие ролики 7, смонтированные на оси цепи, соединенной с тележками и перемещающиеся между направляющими 8. С целью защиты направляющих роликов 7 от попадания па них смеси к торцам тележек приваривают фартуки 4, перекрывающие друг друга.
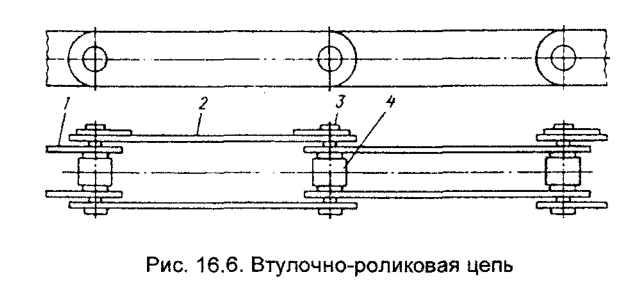
Втулочно-роликовая цепь (рис. 16.6) собирается из штампованных стальных пластин, внутренних 1 и внешних 2, валиков 3 и свободно надетых на них роликов 4. Наличие ролика позволяет уменьшить сопротивление при прохождении цепей по звездочкам и на поворотах в горизонтальной плоскости. Кроме рассмотренных непрерывно движущихся конвейеров применяют также шагающие (горизонтально замкнутые и вертикально замкнутые).
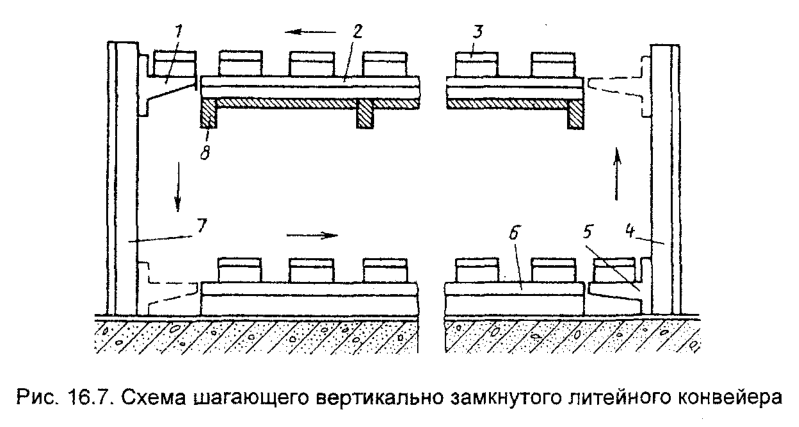
На рис. 16.7 изображена принципиальная схема шагающего вертикально замкнутого литейного конвейера. Он состоит из верхней ветви 2, расположенной на перекрытии второго этажа, и нижней ветви 6. По этим ветвям перемещаются формы 3 и опоки. Передача опок или форм с верхнего этажа 8 на нижний и наоборот осуществляется двумя вертикальными гидравлическими подъемниками 4 и 7 на каретках 1 и 5.
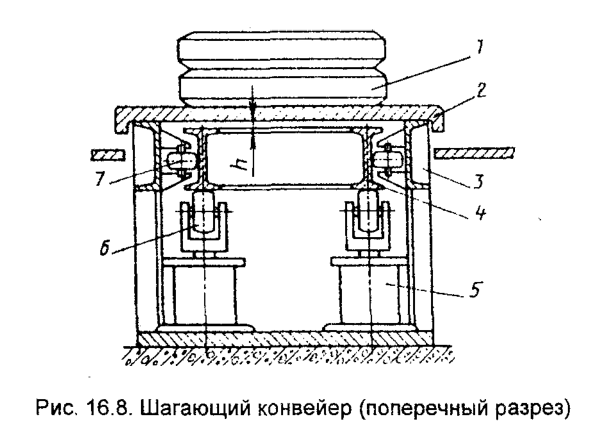
Конвейер (рис. 16.8) состоит из неподвижной металлоконструкции 3 и подвижной внутренней рамы 4. Подвижная рама покоится на роликах 6 гидравлических домкратов 5, размещенных по длине конвейера с шагом, равным шагу конвейера. Формы 1 находятся на поддонах 2, которые опираются на металлоконструкцию 3. Для направления рамы 4 при ее движении служат направляющие ролики 7, установленные на металлоконструкции 3.
Передвижение форм 1 начинается с подъема подвижной рамы 4 на высоту на 10-15 мм большую, чем зазор к по всей длине конвейера. Затем с помощью гидравлического толкателя (на схеме не показан) подвижная рама 4 вместе с поддонами 2 и формами 1 передвигается на один шаг конвейера по роликам 6. После этого рама опускается и, возвращаясь на один шаг, занимает исходное положение. При следующем шаге все движения повторяются.
Гидропривод шагающего конвейера обеспечивает замедленный ход в начале и конце движения, и быстрый возврат подвижной рамы в исходное положение.
Пластинчатые конвейеры
Пластинчатые конвейеры применяют для транспортирования крупнокусковых, тяжелых и горячих грузов. Основным преимуществом этих конвейеров является хорошая сопротивляемость изнашиванию. Однако вследствие относительно высокой стоимости, сложности изготовления и требования тщательного ухода за ними из-за большого числа шарнирных соединений эти конвейеры используются только в самых необходимых случаях. Тяговым элементом конвейера служат одна или две цепи, грузонесущим — настил (полотно).
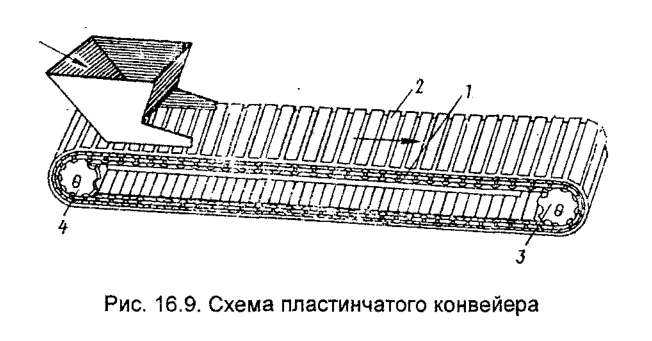
Пластинчатый конвейер (рис. 16.9) имеет две замкнутые тяговые цепи 1 с укрепленными на них поперечными пластинами 2, образующими сплошную чешуйчатую ленту, несущую загруженный на нее материал. Цепи приводятся в движение на одном конце конвейера приводными звездочками 3, получающими вращение от электродвигателя через редуктор. На другом конце конвейера цепи огибают звездочки 4, которые соединены с натяжным устройством винтового типа. Скорость движения настила обычно до 1 м/мин.
Пластины конвейера изготовляют плоскими или волнистыми из листовой стали (толщиной 4-10 мм). При большой производительности конвейера пластины снабжают боковыми вертикальными бортами; во избежание просыпания материала пластины перекрывают друг друга. Направление движения настила должно быть только односторонним, чтобы груз не мог попасть между пластинами. Волнистыми пластины делают для придания им большей жесткости и для возможности транспортирования материала под большим углом наклона конвейера (25-30°). Чаще всего пластинчатые конвейеры используют там, где применение ленточных ограничено, например, для перемещения горячих отливок в термообрубное отделение.
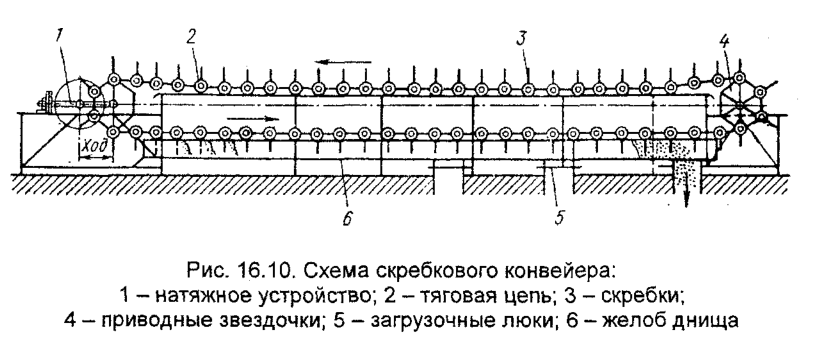
Скребковый конвейер (рис. 16.10) — разновидность обычного пластинчатого конвейера. Он отличается от пластинчатого специальными скребками 3, закрепленными на пластинчатой ленте. При движении ленты конвейера скребки опираются на желоб 6 днища бункера или емкости, захватывают материал и транспортируют его по прямой или наклонной плоскости.
Материал загружается через люки 5 в дне или в конце желоба. Конвейер может иметь две тяговые цепи или одну при малой производительности и небольшой длине перемещения. Скребковыми конвейерами материал может перемещаться как верхней, так и нижней ветвями, а в необходимых случаях и обеими. Скребковые пластинчатые конвейеры применяют для удаления шлама из отстойников в сооружениях для очистки воды или в системах гидравлической регенерации формовочных смесей.
Подвесные конвейеры
Подвесные конвейеры используют для непрерывного или периодического транспортирования различных штучных грузов. Например, горячие отливки после выбивки перемещаются в таре подвесного конвейера в термообрубное отделение. Стержни после изготовления на машинах транспортируются для последующей окраски, сушки и хранения. Подвесные конвейеры применяют в отделениях очистки и отделки отливок.
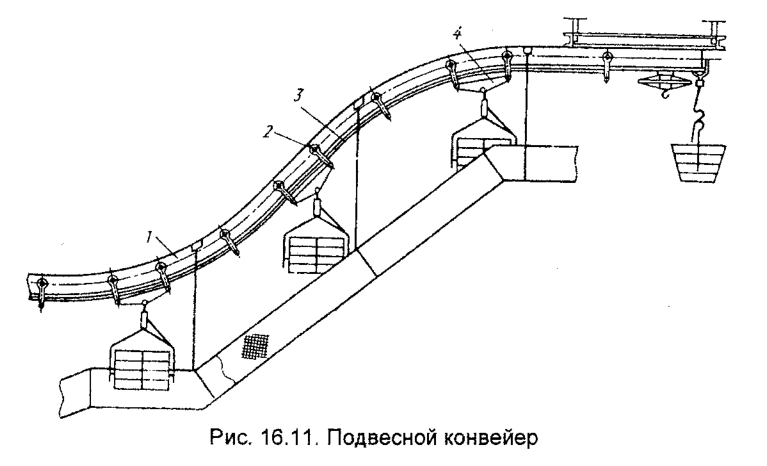
Подвесной конвейер (рис. 16.11) состоит из замкнутого тягового органа 3 с каретками 2, служащими для поддержки тягового органа и закрепления подвесок 4. Катки кареток с помощью тягового органа перемещаются по замкнутому подвесному пути 1. В качестве тягового органа применяют цепи всех типов (пластинчатые, сварные, литые и т.д.), а также стальные канаты. Иногда цепи выполняют двухшарнирными, оси которых расположены в двух перпендикулярных плоскостях, что обеспечивает большую гибкость цепи во всех направлениях. Трасса подвесного конвейера может быть горизонтально замкнутой или иметь сложный профиль с подъемами, спусками и поворотами. Эти конвейеры просты и надежны в эксплуатации.
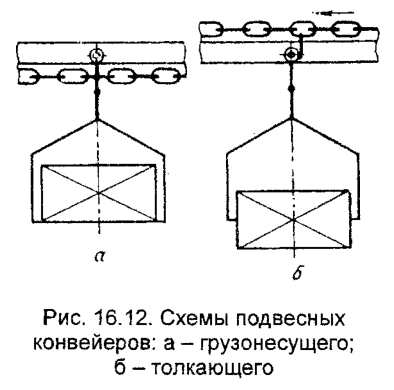
Подвесные конвейеры (рис. 16.12, а, б) бывают грузонесущие, в которых каретки с подвесками для грузов постоянно соединены с цепью, и толкающие, у которых каретки с подвесками для грузов не имеют постоянного соединения с цепью и движутся с помощью кулачков, закрепленных на цепи. Цепь с каретками и кулачками движется по вспомогательному подвесному пути, а тележки с грузом по основному грузовому пути.
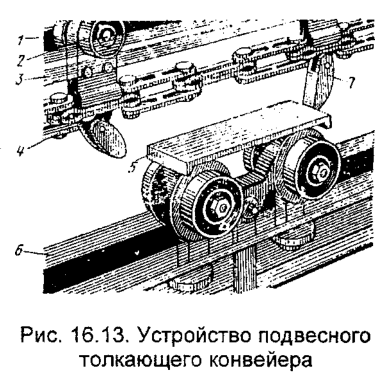
В подвесных толкающих конвейерах, наиболее легко поддающихся автоматизации (рис. 16.13), толкающие каретки 1, соединенные с тяговой цепью 4, передвигаются по рельсовому пути 3 на роликах 2. Грузовые тележки 5, не связанные с тяговой цепью 4, перемещаются по нижнему подвесному пути б, расположенному под вспомогательным. На тяговой цепи (а в других конструкциях — на грузовых каретках) закреплены качающиеся упорные рычаги 7, которые упираются в грузовую тележку 5 (или в выступ на тяговой цепи) и передвигают ее в заданном направлении.
Грузовые тележки не соединены непосредственно с тяговой цепью, поэтому, имея переводные стрелки, на пути перемещения грузовых тележек можно вручную или автоматически отводить грузовые тележки с основного пути на линию обработки и затем снова возвращать на основную трассу для дальнейшего следования. Это позволяет объединить в одну полностью автоматизированную систему отдельные, даже различные по ритму, транспортные и технологические операции.
Подвесные толкающие конвейеры выполняют следующие операции: переводят тележки с грузом с одного конвейера на другой с помощью автоматических или дистанционно управляемых стрелок; автоматически распределяют грузы по складским стеллажам с одновременной их сортировкой; выдают грузы со складов в требуемом ритме по заданной программе.
На ряде заводов подвесные толкающие конвейеры выполняют все перечисленные операции, связанные с изготовлением стержней, их отделкой, окраской, сушкой, транспортированием на склад, поадресное хранение, выдачу со склада по заданной программе к автоматическим формовочно-заливочным линиям.
Одно из важных преимуществ подвесных толкающих конвейеров — это возможность автоматического учета транспортируемых изделий по каждому наименованию, независимо от их количества. Учет может быть как в штуках, так и по массе. В последние годы широко применяются усовершенствованные системы подвесных толкающих конвейеров с автоматическим управлением и адресованием груза, позволяющие механизировать трудоемкие работы.
Недостатки толкающих конвейеров: большая габаритная высота, чем у обычного грузонесущего подвесного конвейера, более высокая собственная масса конструкции на единицу длины пути, а также относительно высокая стоимость.
Элеваторы
Элеватор — транспортирующее устройство, перемещающее материал в вертикальном направлении (рис. 16.14). Элеватор состоит из головки 1, башмака 5 и герметичного кожуха 3. Тяговым органом элеватора служит конвейерная лента 2 шириной 250-600 мм или (реже) цепь. Лента огибает верхний приводной барабан и нижний натяжной. На ленте установлены ковши 4. Материал загружается в элеватор через загрузочную воронку. Ковши при огибании нижнего барабана зачерпывают материал, поднимают его вверх и разгружаются на верхнем барабане.
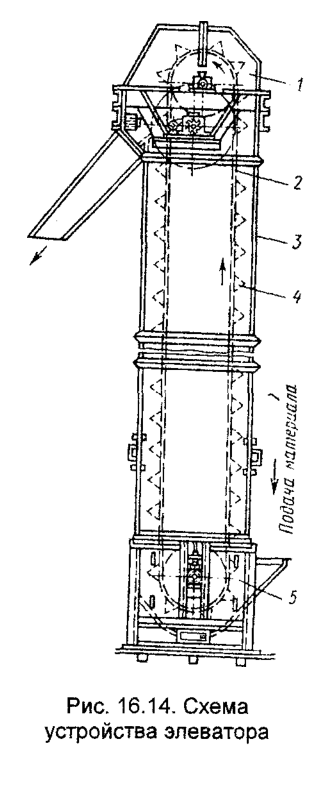
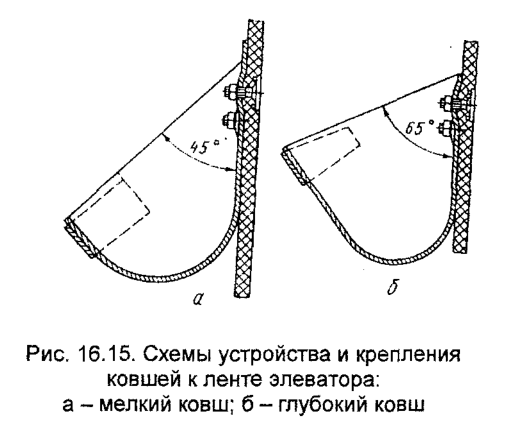
Привод элеватора снабжен устройством, исключающим обратное движение ленты. Для влажных материалов, например формовочной смеси; применяют мелкие ковши (рис. 16.15, а), а для сухих материалов (песок, молотая глина) — глубокие ковши (рис. 16.15, б).
Элеваторы хорошо работают при транспортировании сухих сыпучих материалов. Влажные материалы при транспортировании налипают на ковши, что приводит к потере производительности. При транспортировании отработанных смесей элеваторы также работают ненадежно, так как вместе со смесью попадают металлические включения, которые приводят к повреждению или к обрыву ленты. При проектировании современных литейных цехов для перемещения исходных формовочных материалов и смесей элеваторы стремятся не применять, а вместо них, если это возможно, ставят наклонные ленточные конвейеры.
Скорость движения ленты элеватора для порошкообразных грузов 2-2,5 м/с, а для кусковых грузов 1-2 м/с.
Гравитационные устройства и роликовые конвейеры
Простейшими гравитационными устройствами являются наклонные плоскости, желоб, трубы, по которым скатывается транспортируемый груз. Угол наклона желоба определяется коэффициентом трения между его поверхностью и материалом и углом естественного откоса. Обычно угол наклона желоба больше угла внутреннего трения на 5-10°.
Иногда применяют спиральные спуски, в которых желоб выполнен по винтовой линии вокруг вертикальной оси. К гравитационным устройствам для транспортирования грузов относятся роликовые конвейеры, в которых наклонная плоскость образована из ряда роликов, установленных на раме (рис. 16.16, а). Часто роликовые конвейеры делают приводными (рис. 16.4 , б), в этом случае они не имеют наклона.
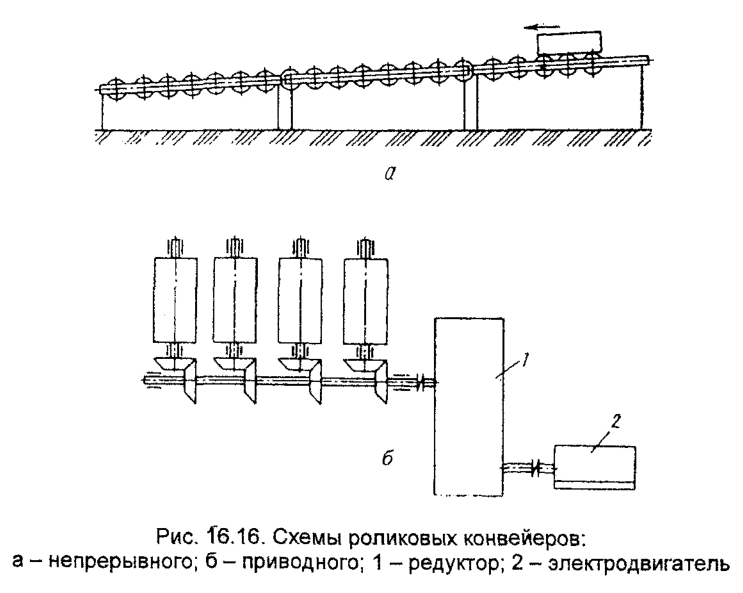
Иногда для перемещения грузов по горизонтальному роликовому конвейеру используют пневматические или гидравлические толкатели. Например, передача форм на заливочный конвейер и с конвейера на выбивное устройство осуществляется пневматическими толкателями по горизонтальному неприводному роликовому конвейеру, а движение отливок с выбивной решетки на пластинчатый конвейер или в тару подвесного конвейера происходит по наклонному желобу под действием силы тяжести. Приводные роликовые конвейеры, обычно выполняемые секциями длиной по 2-3 м, имеют единый групповой привод с конической зубчатой или цепной передачей. В ряде случаев цилиндрические ролики заменяют дисковыми. Такие ролики удобны при прохождении грузов по криволинейным в плане участкам.
Качающиеся конвейеры
Качающийся конвейер представляет собой желоб, подвешенный на неподвижную раму. Желоб совершает колебательные движения, вследствие чего груз, находящийся в нем, перемещается.
Качающиеся конвейеры могут быть с переменным и постоянным давлением груза на желоб. Качающийся конвейер с переменным давлением груза на желоб (рис. 16.17, а) состоит из стального желоба 1, совершающего колебательные движения на упругих стойках 2 под действием кривошипного механизма 3. Вследствие того, что опорные стойки установлены наклонно к желобу, последний с грузом при движении вперед несколько приподнимается, а при движении назад опускается. Длину кривошипа выбирают малой по сравнению с длиной шатуна и длиной опорных стоек, вследствие чего закон изменения скорости желоба vm близок к синусоидальному, а само движение желоба можно рассматривать как прямолинейное.
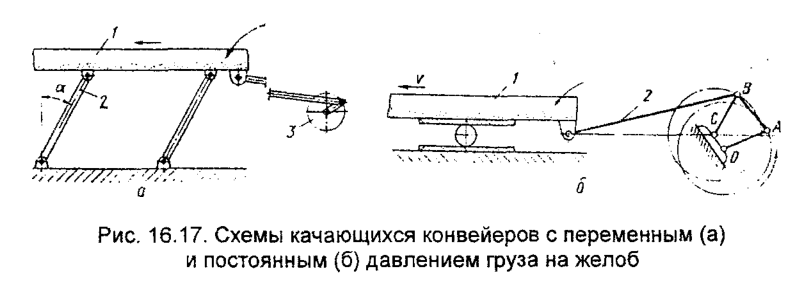
Амплитуда колебания конвейеров с кривошипно-шатунным механизмом составляет 30-40 мм при числе циклов 300-400 в минуту. Упругие опорные стойки желоба устанавливают с наклоном под углом α = 2÷30° относительно вертикали в сторону, обратную движению груза. Средняя скорость движения груза v обычно составляет 0,15-0,20 м/с. Для наклонных конвейеров с увеличением угла наклона желоба в сторону подъема скорость движения груза резко уменьшается и угол наклона не превышает 15°.
Качающиеся конвейеры с постоянным давлением груза на желоб отличаются от конвейеров с переменным давлением тем, что желоб в них установлен на роликовых или шариковых опорах и он совершает продольное поступательно-возвратное движение под влиянием двойного кривошипного механизма (рис. 16.17, б). Этот механизм состоит из шарнирного четырехзвенника OABC, в котором кривошип OA вращается равномерно, а кривошип BC, вращающийся неравномерно, передает колебательное движение желобу 1 через тягу 2. Высоту слоя материала в желобе b принимают равной 50-100 мм; коэффициент заполнения желоба обычно составляет 0,5-0,6. Среднюю скорость передвижения груза в горизонтальном желобе принимают не выше 0,2 м/с. Амплитуда колебаний желоба составляет 50-100 мм, а частота 1-2 Гц.
Вибрационные конвейеры
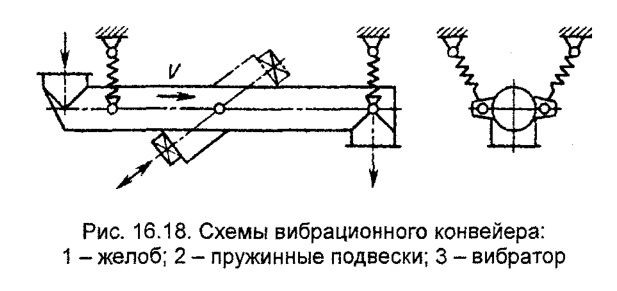
В отличие от качающихся конвейеров, в которых груз скользит по желобу, не отрываясь от него, вибрационные конвейеры (рис. 16.18) работают с такими ускорениями, вертикальная составляющая которых больше ускорения свободного падения. При этом частица груза отрывается от желоба и движется в виде непрерывно следующих один за другим микрополетов. При таком движении груз не дробится, не пылит и практически не изнашивает желоб. Наиболее рациональное транспортирование сыпучих грузов будет в том случае, если в конце микрополета частица попадает на желоб в начале следующего периода колебаний. Желоб или трубу вибрационного конвейера обычно устанавливают на пружинных подвесках. Частота колебаний вибрационного конвейера до 50 Гц при амплитуде менее 1 мм создается инерционными, электромагнитными, пневматическими и гидравлическими вибраторами.
Инерционные вибраторы применяют в тех случаях, когда при небольших габаритных размерах и массе привода необходимо получить значительные возмущающие силы. К инерционным относится вибратор с дебалансным электродвигателем (рис. 16.19, а).
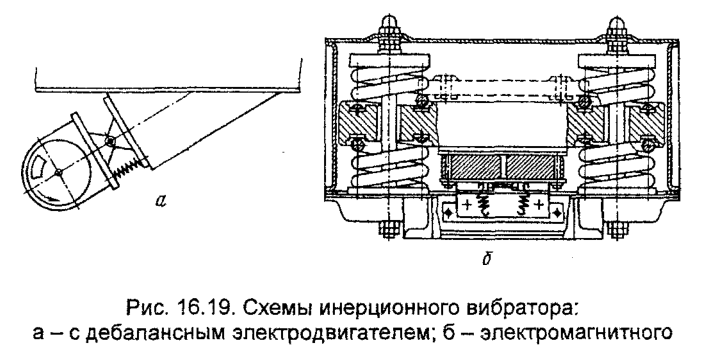
Большинство из конструкций этих типов вибраторов рассчитано на одну постоянную рабочую частоту, но есть вибраторы и с регулируемой частотой. Возмущающую силу также можно регулировать. Благодаря меньшей частоте колебаний (15-25 Гц) питатели с дебалансным электродвигателем работают менее шумно.
Наиболее совершенны электромагнитные вибраторы (рис. 16.19, б). В них нет трущихся и быстроизнашивающихся деталей, предусмотрена возможность регулирования амплитуды колебаний без прекращения работы установки.
Усилие Р, создаваемое электромагнитным вибратором, можно определить по формуле:
где m — масса перемещаемого материала, кг;
а — амплитуда колебаний, м;
λ — отношение собственной частоты колебаний конвейера вместе с материалом ω0 к частоте колебаний привода (вынужденной частоте) ω; λ = ω0/ω.
Основные преимущества вибрационных конвейеров: возможность транспортирования груза в условиях полной изоляции от окружающей среды в закрытых желобах или трубах; возможность выполнения одновременно с транспортированием других технологических операций — сушки, охлажнения, смешивания, просеивания и т.д.; малое изнашивание несущего элемента (трубы или желоба); сравнительная простота конструкции машины; возможность промежуточной загрузки и разгрузки; малый расход энергии при установившейся работе.
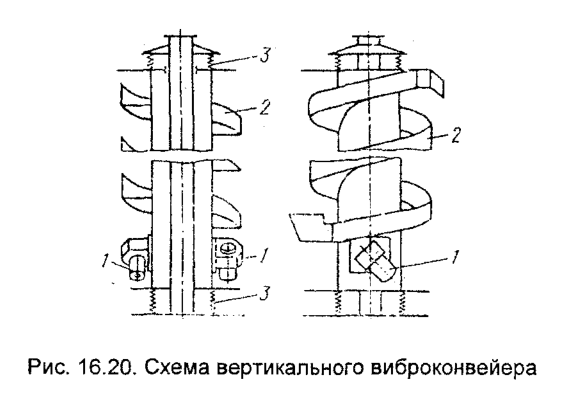
Наряду с горизонтальными вибрационными конвейерами в литейных цехах все большее применение находят вертикальные конвейеры для перемещения грузов по вибрационному желобу 2, идущему по винтовой линии вверх (рис. 16.20). Для этого желобу, установленному на пружины 3, сообщают возвратно-вращательное движение вокруг вертикальной оси и колебательное движение вдоль той же оси с помощью вибраторов 1. Материал движется так же, как и в горизонтальном желобе, посредством микрополетов, но при вертикальном транспортировании эти полеты совершаются не по прямой линии, а по непрерывно изменяющейся касательной. Максимальная высота вертикальных вибрационных конвейеров достигает 8 м; отношение высоты к внешнему диаметру винтового желоба может доходить до 10. С наибольшей скоростью транспортируются мелкокусковые и зернистые грузы (кокс, шлак, руда, песок, глина); с более низкой скоростью — пылевидные грузы (молотая глина, асбестовая крошка, молотый уголь, маршалит). При движении влажных нелипких грузов (например, сырой песок) создается более стабильный поток. При влажности более 12% скорость движения резко снижается. Влажные липкие материалы (например, сырую глину) нельзя транспортировать вибрационными конвейерами. Скорость перемещения грузов горизонтальными вибрационными конвейерами находится в пределах 0,1-0,3 м/с.
Угол наклона желоба вертикальных вибрационных конвейеров обычно не превышает 15-20°.
Вибрационные конвейеры значительно (в 3-4 раза) экономичнее ленточных, а вибрационные питатели экономичнее и легче ленточных, качающихся и тарельчатых питателей. Однако при транспортировании на расстояние более 50 м вибрационные конвейеры уступают ленточным конвейерам как по металлоемкости, так и по расходу энергии. Вертикальные конвейеры находят применение только в цехах, где нет площадей для размещения ленточных конвейеров, а высота подъема сухих сыпучих материалов относительно невелика (30-40 м).
Винтовые конвейеры
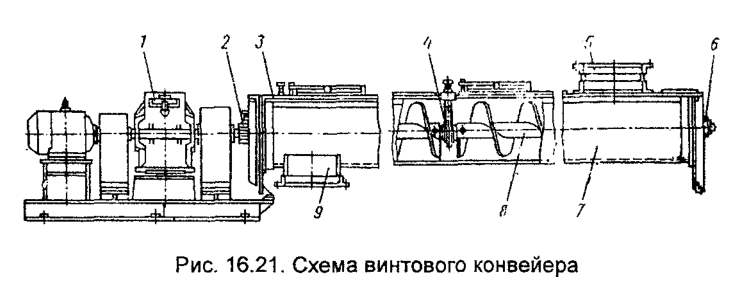
Винтовой конвейер — устройство, служащее для перемещения материала по желобу с помощью вращающегося винта (рис. 16.21). Он состоит из неподвижного желоба 7, закрытого сверху крышкой 3, приводного вала 8 с укрепленными на нем витками транспортирующего винта, концевых 2, 6 и промежуточных 4 опор, привода 1, загрузочного 5 и разгрузочного 9 устройств. При вращении винта груз перемещается витками винта по желобу.
Винтовые конвейеры используют для транспортирования пылящих материалов (молотая глина, маршалит и т.д.); при этом легко обеспечивается герметичность. Винтовым конвейером можно транспортировать материалы не только по горизонтали, по и по наклонному и вертикальному желобам. Эти конвейеры нецелесообразно использовать для перемещения крупнокусковых, абразивных или слипающихся грузов.
Шаг винта обычно равен его диаметру или несколько меньше. Частота вращения винта зависит от плотности материала: для тяжелых материалов n = 0,8 с -1 , а для легких 1,5 ÷ 2,5 с -1 .
Пневматические транспортные установки
Пневматическим транспортированием называют перемещение грузов по трубам за счет перепада давления воздуха. В смеси с воздухом транспортируют главным образом порошкообразные и зернистые материалы (глину, уголь, песок, опилки и т.д.), реже сухой песок и формовочные смеси на расстояние до 2 км и на высоту до 100 м.
Пневматические транспортные установки подразделяются на всасывающие, нагнетательные и комбинированные.
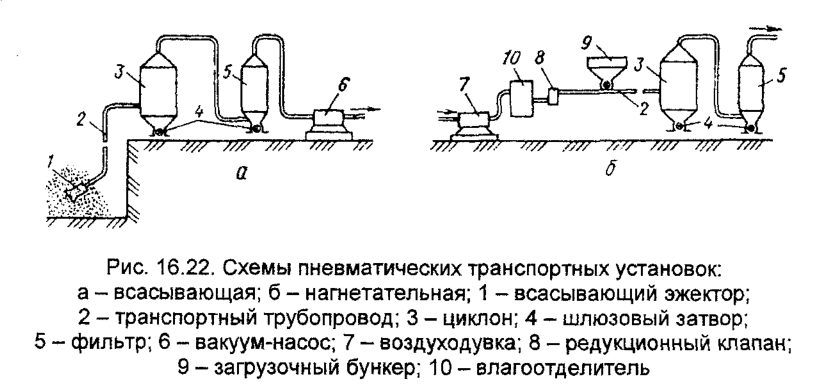
Принцип работы всасывающих установок основан на создании разрежения воздуха в транспортном трубопроводе (рис. 16.22, а). Всасывающие установки малопроизводительны, так как создать большое разрежение (более 10 кПа) затруднительно. Обычно же в литейных цехах работают всасывающие пневматические установки при разрежении не более 10 кПа для транспортирования пылевидных материалов на небольшие расстояния. Преимущества установок всасывающего типа в том, что материал можно забирать из разных мест, а кроме того, в случае нарушения герметичности трубопровода пыль не будет выделяться в цех.
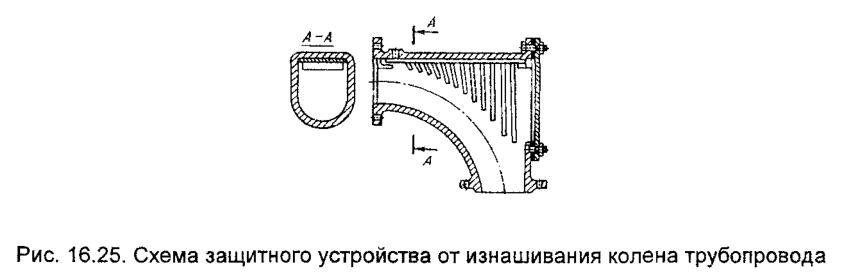
Нагнетательные установки работают под действием сжатого воздуха, подаваемого в транспортный трубопровод (рис. 16.22, б). Эти установки используют для транспортирования тяжелых пылевидных и кусковых грузов на большие расстояния. Недостаток нагнетательных установок — выделение пыли в цех при нарушении герметичности трубопроводов, повышенное изнашивание трубопроводов в коленах.
Для создания необходимого перепада давлений воздуха в трубопроводе в нагнетательных установках применяют компрессоры и воздуходувки, а во всасывающих системах вакуум-насосы и вентиляторы высокого давления. В качестве питателей в пневмотранспортных системах используют винтовые и камерные.
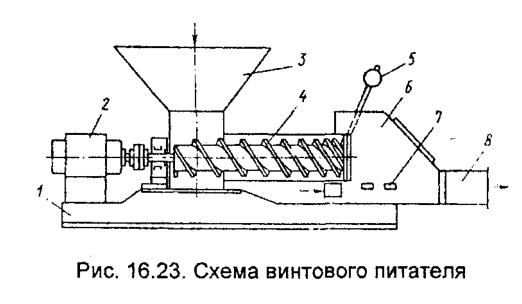
Винтовой питатель (рис. 16.23) — короткий винтовой (шнековый) конвейер, установленный на раме 1. Винт 4 питателя имеет переменный шаг, что позволяет во время работы уплотнять транспортируемый материал настолько, что постоянно сохраняется соответствующее давление сжатого воздуха в транспортном трубопроводе 8. Транспортируемый материал из загрузочной воронки 3 винтом 4 подается в смесительную камеру б. Степень уплотнения материала регулируется грузовым клапаном 5. В нижней части смесительной камеры расположены два ряда форсунок 7, через которые вводится сжатый воздух. Воздух аэрирует материал и вводит его в транспортный трубопровод 8, Преимущество винтовых питателей — небольшие габаритные размеры и простота в управлении, недостаток большая потребляемая мощность электродвигателя 2 и быстрое изнашивание. Камерный питатель (рис. 16.24, а, б) представляет собой цилиндрический сосуд со сферическим верхним и коническим нижним днищами с верхней или нижней выдачей материала. Загрузка происходит через верхнюю горловину большого сечения с конической, герметично закрывающейся изнутри крышкой. Сжатый воздух, поступая от компрессора и проходя через материал в камере, стремится уйти через транспортный трубопровод и увлекает за собой материал.
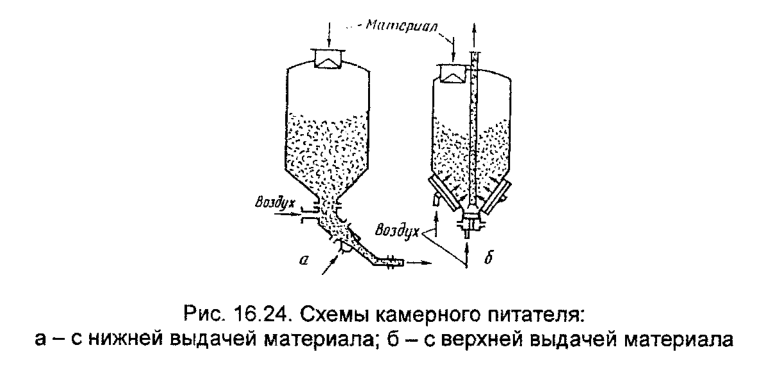
Питатель с верхней выдачей материала обеспечивает лучшее рыхление материала, что способствует более производительному его транспортированию.
Чтобы предохранить колена трубопроводов от изнашивания, используют специальные защитные устройства, одно из которых изображено на рис. 16.25.
Нагнетательные установки используют не только для перемещения сыпучих материалов, но и для транспортирования штучных грузов (доставка образцов стали, формовочной смеси и других материалов в экспресс-лабораторию для анализа). Груз помещается в специальные патроны, которые и перемещаются со скоростью 6-10 м/с в трубопроводах под давлением сжатого воздуха.
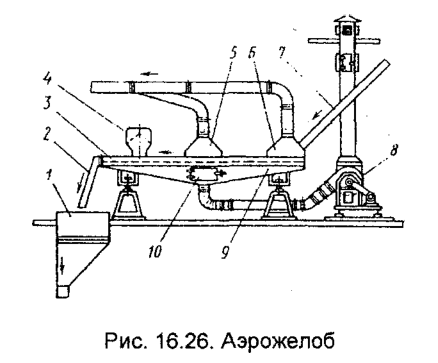
Разновидностью пневмотранспорта являются аэрожелоба, применяемые для транспортирования песка, молотого угля, молотой глины, маршалита и других порошкообразных материалов на небольшие расстояния (до 50 м). Аэрожелоб (рис. 16.26) для транспортирования и охлаждения песка представляет собой наклонное корыто 9 с дверкой 10 для осмотра и с горизонтальным перфорированным полотном 5, на котором перемещается песок, поступающий по лотку 7. Воздух под давлением 2,5-3,0 кПа нагнетается вентилятором 8 под полотно и в виде мельчайших струек проходит через песок и приводит его во взвешенное состояние. Благодаря наклону желоба и движению потока вентиляционного воздуха в движение приходит и аэросмесь (смесь воздуха с материалом). В верхней части желоба, кроме вентиляционных трубопроводов 5, 6, имеется песколовушка 4. Охлажденный песок поступает по лотку 2 в бункер 1.
Преимущества пневматического транспорта — возможность транспортирования по сложной трассе и расположения трубопроводов в любом направлении; совмещение транспортирования материала с технологическими операциями (сушка, охлаждение, отбор мелких фракций и т.д.); почти полная автоматизация транспортирования. Недостатки — большой расход энергии; повышенное изнашивание трубопроводов; необходимость тщательной очистки отработанного воздуха от пыли перед выбросом его в атмосферу; невозможность транспортирования влажных и липких грузов (готовая формовочная смесь); повышенное дробление транспортируемого материала (формовочный песок).
Наибольшее распространение в литейных цехах получили всасывающие пневматические установки. В последнее время наблюдается тенденция к более широкому применению нагнетательных пневмотранспортных установок низкого давления, а значит, и малых скоростей движения материала. При этом уменьшается изнашивание трубопроводов, повышается надежность работы всей системы. Для того чтобы поддерживать давление воздуха постоянным по всей трассе, прибегают к промежуточной подаче воздуха в транспортный трубопровод.
Безрельсовые транспортные машины
К безрельсовым транспортным машинам литейных цехов относятся электрокары, автокары и автопогрузчики.
Электрокары и автопогрузчики — наиболее распространенный вид безрельсового внутрицехового транспорта в современных литейных цехах, особенно массового производства.
Электрокар (рис. 16.27) приводится в движение одним или несколькими электродвигателями постоянного тока, получающими питание от аккумуляторных батарей. Аккумуляторные батареи — наиболее ответственная часть электрокара, их устанавливают обычно рядом с местом водителя. Электрокар прост в обслуживании и управлении, маневрен, безопасен в пожарном отношении. При его работе не выделяются отработанные газы, он не производит шума при движении, пуске и остановке в помещениях.
Электрокар обычно имеет подъемные платформы и грузовые подставки, поэтому для погрузки и разгрузки не требуется применения физической силы. Для зарядки аккумуляторных батарей электрокаров специально оборудуют зарядные станции. В целях безопасности тормозная система ходовой части электрокара выполнена таким образом, что при снятии ноги водителя с площадки управления электрокар мгновенно останавливается и обесточивается. Автокары по внешнему виду почти ничем не отличаются от электрокаров. Вместо электродвигателя и батарей питания автокар имеет обычный бензиновый двигатель.
Автокары выполняют в цехе ту же работу, что и электрокары, но менее распространены. Это объясняется прежде всего тем, что они создают шум во время работы, сложнее в управлении и обслуживании, а отработанные газы загрязняют атмосферу цеха. Для погрузки и перевозки крупногабаритных грузов как внутри цеха, так и для межцеховых перевозок используют автопогрузчики.
Автопогрузчик смонтирован на базе автошасси, но расстояние между его передними и задними колесами значительно меньше, чем у обычных автомобилей, что делает его весьма маневренным. Вместо кузова автопогрузчик снабжен двумя вертикальными колоннами-направляющими для движения по ним тяговой цепи с вилочными захватами или специальной платформой для захвата, подъема и транспортирования грузов.
Напольно-рельсовый внутрицеховой транспорт
Для перемещения тяжелых грузов между пролетами на небольшие расстояния во многих литейных цехах применяют самоходные напольно-рельсовые тележки, которые могут быть неприводными и приводными. Неприводные тележки перемещаются по рельсам с помощью специальной лебедки и канатов. Тяговая лебедка с барабаном для намотки каната, как правило, расположена в приямке ниже уровня пола. У приводной (самоходной) тележки с электромеханическим приводом электродвигатель с редуктором находится на самой тележке, а питание к электродвигателю подается по специальному кабелю или через троллеи, встроенные в приямке между рельсами. Приямок обычно закрыт съемными плитами, а для токосъемника оставляется лишь узкая щель. Колея самоходных тележек обычно 1524 или 750 мм.
В новых цехах стараются избегать применения рельсового транспорта, так как он менее удобен, чем безрельсовый.
Источник https://zsm-m.ru/products/liteynoe-proizvodstvo/liteynoe-proizvodstvo-osnovy/
Источник https://abcbiznes.ru/biznes-idei/57032-litejnoe-proizvodstvo-kak-biznes.html
Источник https://metallurgist.pro/plastinchatye-konvejery/





