Технологическая карта на сварку трубопровода
6) соответствие сварочного оборудования и сварочных материалов требованиям приложения к РД-25.160.00-КТН-011-10, измерение электрических параметров сварочного оборудования, контроль температурных режимов, измерение скорости сварки;
7) радиографический контроль, ультразвуковой контроль, капиллярную (цветную) дефектоскопию (в зависимости от требований проекта, действующих норм и правил).
Запрещается сварка в плеть труб, имеющих повреждение заводской изоляции.
Методы и объемы контроля.
– визуальный и измерительный контроль труб выборочно – в объёме 5%;
– визуальный и измерительный контроль соединительных деталей – в объёме 100%;
– приёмка сварных стыков по внешнему осмотру (контроль геометрических пара-метров) производится методом ВИК в объёме 100%;
2. Расстояние от грунта до нижней образующей трубы.
1. Наличие производственной аттестации технологии сварки и проведении контроля за производством сварочных работ.
2. Инструментальный контроль:
– очистка кромок и прилегающих к ним поверхностей;
– соответствие формы, размеров и качества подготовки свариваемых кромок, в том числе расточки («нутрения»);
-снятие усиления заводских швов.
3. Визуальный контроль:
– сертификатов (паспортов), соответствие (наличие) маркировки (клейм) обозначениям, указанным в паспорте (сертификате);
– очистки полости от посторонних предметов, грязи;
Лупа 5-10 кратная,
1. Расстояние стыка от опоры (при надземной прокладке).
2. Наличие страховых монтажных опор при стыковке и сварке стыка.
3. Отсутствие искрения крепления массы.
4. Контроль прокалки электродов и наличия темопеналов на месте производства сварки.
5. Зачистка 10 мм зоны от края кромки щетками от грязи, ржавчины, насечки
6. Снятие усиления наружного продольного заводского шва 10 -15 с понижением к стыку труб.
7. Расположение продольных сварных заводских швов.
8. Наружное смещение кромок.
9. Центратор: обоснованность выбора и техническое состояние (не должен оставлять царапин, задиров, масляных пятен).
10. Смещение заводских сварных швов относительно друг друга.
11. Установка зазора в стыках.
12. Сушка или предварительный подогрев стыка: режим, температура подогрева, продолжительность, соответствие требованиям (горелки, индукционные подогреватели).
13. Установка прихваток: количество, длина, место расположения, зачистка после сборки (при использовании наружного центратора).
14. Наличие термоизолирующих и защитных поясов для защиты заводской изоляции от брызг.
1.Тип сварочного тока, полярность
2.Способ сварки (сверху-вниз, снизу-вверх).
3.Количество и соответствие расстановки сварщиков схеме расстановки.
4.Зачистка шва в процессе сварки.
6.Температура торцов труб.
7.Зачистка шва после сварки.
8.Выполнение горячего прохода, температура корневого слоя – сопутствующий подогрев.
9.Зачистка после окончания сварки горячего прохода.
ВСН 006-89, ВСН 012-88, РД-25.160.00-КТН-011-10, ПД и ППР.
1. Тип сварочного тока, полярность.
2. Способ сварки (сверху – вниз, снизу-вверх).
3. Зачистка от шлака и брызг.
4. Перекрытие основного метал-ла. Высота усиле-ния. Чешуйча-тость.
5. Смещение сло-ев: относительно друг друга, отно-сительно завод-ских швов. Сме-щение замков.
6. Сварочная дуга: способ зажи-гания.
7. Число слоев шва.
8. Перерывы в сварке.
9. Маркировка стыка.
1.Тип сварочного тока, полярность.
2.Скорость подачи проволоки и напряжение на дуге
3.Способ сварки (сверху-вниз, снизу-вверх) и метод выполнения проходов («слой за один проход», «слой за два прохода», « слой за три прохода»).
4.Зачистка корневого слоя шва
5.Количество слоев, соблюдение межслойной температуры.
6.Выполнение внутреннего корректирующего прохода в местах выхода с потолка перед облицовкой
Параметры контроля определяются РД-25.160.00-КТН-011-10, ПД и ППР.
2. Зачистка шва в процессе сварки.
3. Температура торцов труб (при вынужденных перерывах).
4. Зачистка шва после сварки.
1.Тип сварочного тока, полярность
2.Способ сварки (сверху – вниз, снизу-вверх).
3.Зачистка от шлака и брызг.
4 Перекрытие основного металла. Высота усиления. Чешуйчатость.
– относительно друг друга, относительно заводских швов.
6.Применение присадок (запрещены).
7.Сварочная дуга: способ зажигания.
8.Минимальное число слоев шва.
9.Перерывы в сварке.
2. Смещение начала сварки относительно заводских швов.
3. Зачистка и пропил: прихватки, начала участка первого наружного слоя шва
4. Смещение замков смежных слоев, отсутствие перерывов
5. Режимы сварки.
6. Минимальное число наружных слоев.
7. Количество проходов внутреннего слоя шва.
8. Геометрические размеры внутреннего и облицовочного слоев (определяются по макрошлифам). Ширина облицовочного слоя.
9. Отсутствие перерывов.
1.Одинаковая нормативная толщина стенки деталей.
4.Межслойная температура (снаружи и изнутри трубы)
5.Подогрев стыка в случае снижения температуры.
6.Контроль геометрических размеров (по макрошлифам).
1. В случае применения полуавтоматической сварки методом STT см.п.11.3.3
2. В случае применения ручной электродуговой сварки см.п.11.2.1.
3. Установка направляющих поясов
4. Предварительный подогрев стыка
6. Установка сварочных головок
7. Режимы сварки
1.Установка сварочных головок
3.Способ сварки (сверху – вниз, снизу-вверх)
7.Зачистка каждого слоя
1.Порядок наложения слоев
3.Зачистка корневого слоя шва
4.Разделение участков с не проваром
1.Порядок наложения слоев
3.Способ сварки (сверху – вниз, снизу-вверх)
4.Зачистка каждого слоя
секундомер, контактный термометр
1. Установка направляющих поясов
2. Просушка медного подкладного кольца
1.Порядок наложения слоев
3.Зачистка корневого слоя шва
4.Разделение участков с не проваром
1.Порядок наложения слоев
2.Порядок нанесения корректирующего слоя
3.Порядок нанесения облицовочного слоя.
5.Способ сварки (сверху – вниз, снизу-вверх)
6.Зачистка каждого слоя
секундомер, контактный термометр
1.Соответствие размеров не засыпанных участков трубопровода требованиям НД и ПД.
2.Наличие согласованного технического решения и согласования на выполнение захлестов в месте ликвидации разрыва
3.Наличие страховочной опоры (в случае установки нефтепровода на опоры)
4.Подготовка к сварке, сборка и предварительный подогрев см. п.п.11.1.1.-11.1.3.
5.Наличие наружного центратора
6.Длина катушки: не менее одного диаметра труб.
7.Отсутствие изгибающих моментов (от силовых механизмов) и нагрева трубы вне зоны сварки
8.Отсутствие разнотолщинности соединяемых деталей.
9.Соответствие места сварки замыкающего стыка проектному.
При монтаже захлестов не допускается:
– сварка разнотолщинных труб,
– захлесты на кривых вставках
2. Расстояние сварных стыков от опор
3. Отсутствие натяжения на компенсаторе.
4. Наличие на компенсаторе приваренных однотрубок.
1. Наличие производственной аттестации технологии сварки и проведении контроля за производством сварочных работ.
2. Раскладка отводов в соответствии с проектом
3. Инструментальный контроль:
– смещение продольных швов при монтаже переходных колец;
– очистка кромок и прилегающих к ним поверхностей;
– соответствие формы, размеров и качества подготовки свариваемых кромок, в том числе расточки («нутрения») технологической карте;
1.Толщина соединяемых деталей
2.Длина промежуточной катушки (не менее 250 мм)
3.Специальная разделка кромок
4.Подготовка к сварке, сборка и предварительный подогрев см.п.11.1
В разнотолщинных соединениях не допускается:
– использование труб с не заводской разделкой кромок
– приварка монтажных приспособлений
– подготовка кромок арматуры не в заводских условиях
– перерывов в сварке
1. Наличие технологических карт на ремонт сварных соединений в соответствии с аттестованной технологией.
2. Наличие результатов заключения ЛНК, аттестованного сварщика на устранение дефектов
3. Выборка дефектов сварных швов.
5. Сварка в соответствии с требованиями технологической картой на ремонт.
6. Марка электродов, их диаметр, величина сварочного тока, количество проходов, площадь наплавленного металла, послойное заполнение шва, соблюдение технологии сварки и последовательность операций.
7. Контроль качества ремонта сварных соединений внешним осмотром и измерением.
Рулетка, штангенциркуль, УШС-3,
1. Отклонение оси кожуха от проектной.
2. Наличие наружного центратора.
3. Смещение кромок.
4. Контроль изоляционного покрытия.
5. Установка опорно-центрующих кольцевых опор
6. Герметизация кожуха после протаскивания
7. Пневматическое испытание межтрубного пространства после протаскивания и герметизации кожуха.
8. Монтаж защитной скорлупы на манжету защитного кожуха.
9. Засыпка кожуха.
Рулетка, штангенциркуль, УШС-3,
1. Наличие аттестованной технологии и аттестованных сварщиков на данный вид работ.
2. Проведение входного контроля применяемых материалов, оборудования, комплектации на соответствие требованиям РП и НТД.
3. Расстояния от горизонтального сварного шва до сварного шва воротника.
4. Расстояние от вертикального сварного шва (задвижки) до сварного шва воротник.
5. Вертикальность установки вантуза.
6. Соответствие применяемых материалов и спецификации изделий проектным и требованиям НТД.
7. Очистка кромок и прилегающих к ним поверхностей.
Рулетка, штангенциркуль, УШС-3,
1. Наличие наряд-допусков, разрешительной документации, технического решения в соответствии с требованиями НТД.
Читайте также Расчет технологического запаса газа в газопроводе
2. Наличие не засыпанных участков нефтепровода.
3. Соответствие и правильность установки герметизаторов.
4. Наличие и маркировка контрольных отверстий
5. Наличие страховочной опоры (в случае установки нефтепровода на опоры).
6. Проверка соответствия применяемой комплектации требованиям НТД, (прочностные характеристики, проведение гидроиспытаний, толщинометрии и др).
7. Подготовка к сварке, сборка и предварительный подогрев см.п.10.2.1.
8. Наличие наружного центратора.
9. Длина катушки: не менее одного диаметра труб.
10. Отсутствие изгибающих моментов (от силовых механизмов) и нагрева трубы вне зоны сварки.
11. Отсутствие разнотолщинности соединяемых деталей.
12. Сварка гарантийного стыка в соответствии с техкартой по аттестованной технологии и соответствующими допускными испытаниями сварщиков.
13. Установка чопиков и заваривание технологических отверстий в соответствии с техкартой по аттестованной технологии и соответствующими допускными испытаниями сварщиков.
14. Проведение НК сваренных стыков.
15. Изоляция мест нарушения изоляционного покрытия, проверка адгезии, сплошности, засыпка в соответствии с требованиями НД. оформление исполнительной документации.
При монтаже захлестов не допускается:
– сварка разнотолщинных труб;
– захлесты на кривых вставках;
2. Выполнение прокаливания электродов, порошковой проволоки перед употреблением.
3. Защита рабочих мест сварщика от дождя, снега, ветра и минимально допустимая температура воздуха при сварке конструкций.
4. Наличие документов, подтверждающих проведение механических испытаний пробных образцов стыковых сварных соединений (при наличии указаний в проекте).
5. Выполнение сварных стыков арматуры внахлестку.
6. Длина сварных швов при стыковании арматурных стержней двусторонними накладками.
7. Длина выпусков арматурных стержней из бетона конструкций.
8. Отсутствие недопустимой несоосности стыкуемых арматурных стержней.
9. Отсутствие недопустимой несоосности стержней, соединенных дуговой сваркой с парными круглыми накладками из стали.
Инструментально – 5% от количества смонтированных конструкций, но не менее одной кон-струкции.
Рулетка 5, 20, 50м,
1.Проверка высотных отметок основания.
2.Монтаж основания на проектные отметки.
3.Монтаж колодцев, вертикальность.
5.Проверка люка по отметкам.
6.Гидроизоляция стен колодцев.
7.Засыпка пазух грунтом.
9.Геодезические исполнительные схемы. 10.Полнота оформления исполнительной документации.
Сборка и сварка труб нефтяных и газовых трубопроводов

Сварка магистральных нефтепроводов и газопроводов на территории России и СНГ — это комплекс трудоемких процессов, усложненных труднопроходимой местностью. В большинстве случаев, транспортировка производится на значительные расстояния, что требует поддержания постоянного давления на должном уровне. Это накладывает особые требования к контролю технологического процесса и качества используемых материалов и оборудования. Последствием не добросовестного выполнения сварочных работ и вовлечения не качественных материалов станет незапланированный ремонт и дополнительная, дорогостоящая работа с разработкой специальных мероприятий, а также не исключена экологическая катастрофа. Рассмотрим вопрос сварочных работ подробно, включая виды и назначение, ключевые элементы и этапы процесса, особенности «ручного» и «автоматического» методов», требования к безопасности и качеству.
Виды и назначение трубопроводов
- По назначению:
- для нефти и нефтепродуктов;
- «газовые»;
- гидроприводы (транспортировка полезных ископаемых);
- водопровод;
- паро и теплопроводы;
- осуществление подачи кислорода и перекачки воздуха;
- транспортировка аммиака.
- По способу прокладки:
- Наземные — монтируется на сваях, либо эстакадах с использованием подвижных и не подвижных опор. Как правило, при таком технологическом решении необходима теплоизоляция трубопровода.
- Подземные — укладывают в траншеи, обычно на глубину промерзания грунта. В таком случае требуется только наружное гидроизоляционное покрытие труб и зон сварных стыков, теплоизоляция не нужна.
- Подводные — располагают по дну какого-либо водоема, болота с установкой балластирующих устройств (пригрузов). Также могут проходить в специальных защитных футлярах, расположенных в грунте дна при пересечении рек и других водных преград. Как правило, такие футляры протаскивают методом горизонтально-направленного бурения.
- Плавучие — редкое технологическое решение, трубопровод находится на поверхности водной преграды, крепится специальными поплавками. (обычно используется для для транспортировки пульпы).
- По масштабу:
- Магистральные — имеют существенную протяженность и необходимы для дальнего транспорта нефти и газа.
- Промысловые — располагаются на территории месторождения, используются для транспортировки нефтяных и газовых минеральных ресурсов от добывающих скважин к месту их комплексной подготовки, обработки и очистки.
- Технологические — располагаются также на территории месторождения, как правило на кустовых площадках и является некой обвязкой технологического оборудования между собой и скважинами.
Виды стыков труб и требования к сварке трубопроводов
Сборка нефтепроводов и газопроводов практически одинаковы. Рассмотрим виды сварных стыков и их контроль в процессе сварки.
Сварные соединения делятся на:
- Стыковые — является основным видом соединением при сварке металлических труб, отводов, тройников, переходов и запорной арматуры. Сварной шов проходит по торцу труб или деталей трубопровода;
- Угловые — достаточно редкое соединение, используется при отсутствии возможности уставки тройника или его отсутствия;
- Нахлесточные — при таком соединении, как правило труба меньшего диаметра плотно вставляется в трубу большего диаметра. Также при таком соединении часто используют соединительные муфты. Сварной шов проходит по телу трубы;
Основные требования к сварке трубопровода заключаются в соблюдении норм и правил, указанных в таких документах как: СП 406.1325800.2018, ВСН006-89, ВСН005-88.
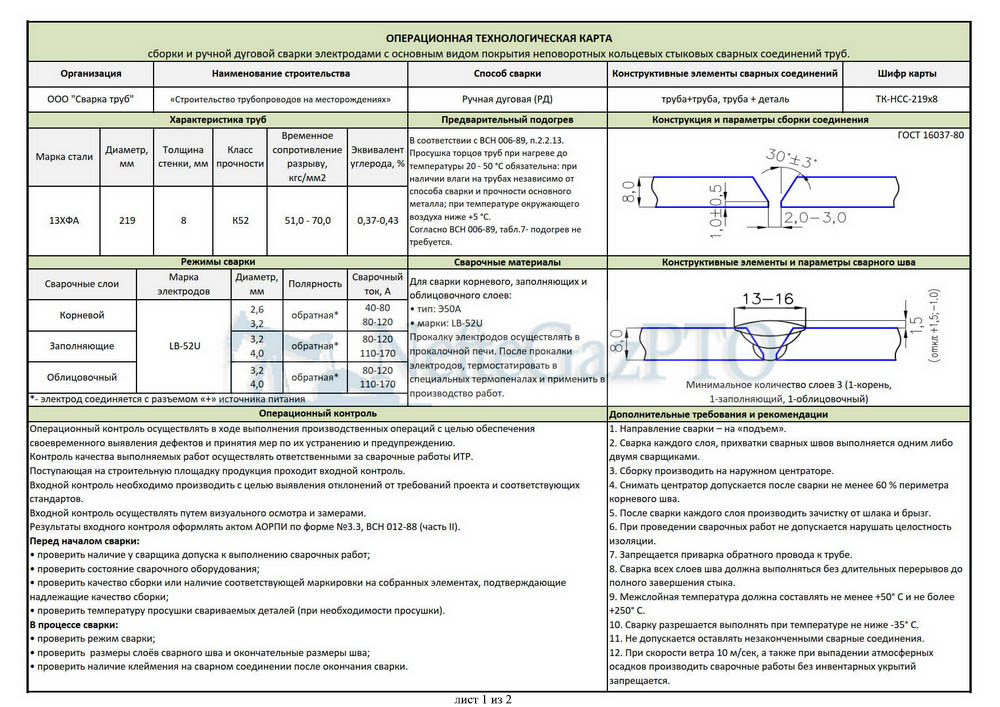
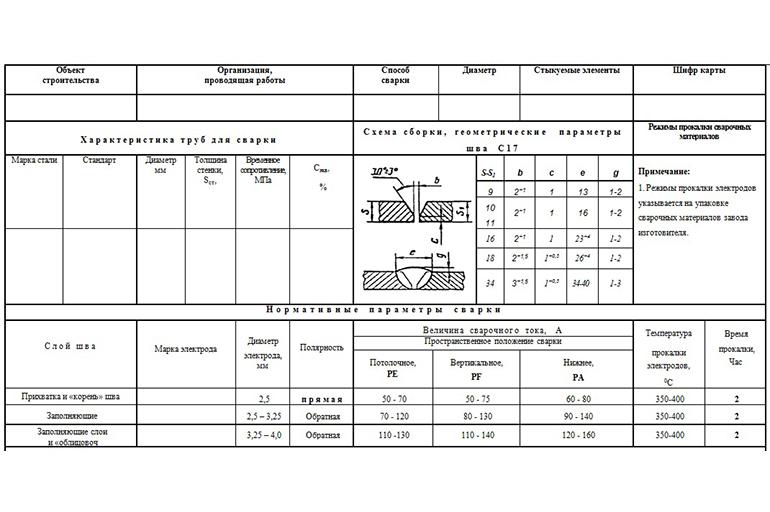
Сварочные работы должны производится в соответствии с разработанной технологической картой на сварку труб конкретного диаметра и толщины стенки. В технологической карте указывается все параметры сборки стыка, температура его подогрева, условий при которых не допускается вести сварочные работы, применяемые сварочные материалы и значения сварочного тока при сварке корневого, заполняющих и облицовочного слоёв.
Очистка и подготовка труб
Пред сваркой труб или деталей, кромки должны быть полностью подготовлены и зачищены с внутренней и наружной стороны от любых посторонних загрязнений. Как правило, это попавший внутрь при перемещении снег или грунт, а также масляные загрязнения. Способы очистки зависят от характера загрязнения:
- При масляных загрязнениях применяют бензин и растворители
- Ржавчину удаляют вручную, используя абразивные круги, щетки и скребки
- Снег, грунт убирают лопатой
Торцы труб или деталей должны быть зачищены до металлического цвета. Недобросовестная очистка кромок может повлечь за собой выявление критичных дефектов, в следствии которых понадобится ремонт или вырез сварного стыка.
Способы сварки трубопроводов
Способы сварки трубопроводов разделяют на термические и термомеханические
- Термические (дуговая, газовая, плазменная, лазерная и электронно-лучевая сварка);
- Термомеханическая (стыковая сварка контактного типа и сварка посредством магнитоуправляемой дуги);
Существует отдельная классификация методов сварки трубопроводов, в качестве основного критерия разделения выступает тип носителей энергии, сюда можно отнести дуговая, газовая, плазменная, лазерная.
По условиям формирования соединения можно выделить два основных способа сварки: свободное и принудительное формирование сварочного шва, выбор конкретного способа зависит от специфики поставленной задачи.
С точки зрения защиты участков сварки можно выделить сварку под флюсом, в газовой среде, с использованием специальной электродной проволоки.
В рамках осуществления сварки промысловых и магистральных трубопроводов в большинстве случаев отдается предпочтение использования дуговых методов сварки. Практика показывает, что больше половины всех стыков на магистралях свариваются за счет автоматической дуговой сварки под флюсом. Такой способ сварки актуален для тех случаев, которая имеет доступ к вращению стыка. Сварка трубопроводов под флюсом активно используется в автоматизированном формате в рамках производства двух- и трехтрубных секций, их диаметр может варьироваться от 219 до 1420 мм. Если отсутствует возможность для использования механизированных методов, отдается предпочтение дуговой сварке в ручном формате (РЭД).
Ручная дуговая сварка является универсальным способом, который реализуется при различных положениях стыка в пространстве. В рамках сварочного процесса осуществляется ручное перемещение электрода по периметру стыка, скорость подбирается индивидуально. Средний показатель варьируется от 8 до 20 м/ч.
Сварка в газовой среде разделяется на следующие виды: по типу защитного газа – сварка в инертных газах, в активных газах, в сочетании инертного и активного газов. По типу электрода – плавящимся и неплавящимся, изготовленным из вольфрама, электродом. По степени механизации – ручной метод, механизированный, автоматизированный.
Дуговая сварка в защитных газах используется для сварки любых металлоконструкций, а также труб и деталей трубопровода. Такой способ сварки позволяет выполнять сложные соединения в разных положениях. Производительность сварки шва при ручной методе составляет от 8 м/ч до 30 м/ч, средний показатель для механизированной и автоматизированной сварки составляет от 20 м/ч до 60 м/ч.
Электродуговая сварка «вручную»
Сварка нефтегазопроводов дуговым методом бывает ручная и автоматическая. Особенности первого варианта заключаются в возможности применения для любых условий, независимо от положения стыка труб (вертикального, горизонтального, потолочного или нижнего). Недостаток – скорость работ ниже в сравнении с автоматическим способом (20 м/час против 60 м/час). Далее рассмотрим весь процесс поэтапно.
Пример технологической карты на сварку труб
На обратной стороне (или на втором листе) расписана информация по всем этапам сварки, такими как: очистка труб, подготовка кромок, сборка, подогрев, сварка, контроль стыка.
Для фиксации сварных стыков необходимо вести журнал сварки труб например по форме 2.6 ВСН о12 -88, часть 2
Подготовка кромок труб
Сборка и сварка труб с внутренним антикоррозийным покрытием отличается от сварки без внутреннего покрытия. В целях антикоррозионной защиты сварного стыка изнутри, предусматривают использование втулки внутренней защиты стыков. Такие втулки, как правило применяют на нефтепроводах, так как необходимо внутреннее антикоррозионное покрытие труб, деталей трубопровода и сварных стыков.
Подготовка кромок труб под сварку без втулок внутренней защиты

- Очистить внутреннюю полость труб или деталей трубопровода от попавшего грунта, снега и прочих загрязнений.
- Произвести осмотр наружных и внутренних поверхностей торцов.
- При наличии на торцах труб задиров (как правило до 5% от толщины стенки- п.п. 1.13. ВСН006-89), царапин и рисок, необходимо устранить с помощью угловой шлифовальной машины
- Повреждения (забоины и задиры) кромок глубиной до 5мм необходимо ремонтировать электродами с основным видом покрытия (Э50А ø2,6-3,2 мм). При толстостенной стенке, а также при температуре ниже 5°С требуется предварительный подогрев. Смотреть в СП 406.1325800.2018, табл. 6.2
- Далее необходимо произвести зачистку отремонтированных кромок путем шлифования восстанавливая необходимую разделку кромок. Не допустимо выводить за пределы минусового допуска толщину стенки.
- При наличии вмятин на торцах глубиной до 3,5 % диаметра трубы необходимо выправить безударным разжимным спецустройством с обязательным подогревом трубы до 150°С. Если вмятины более 3,5 % диаметра труб, то требуется обрезать по периметру и зашлифовать до требуемой формы кромок.
- Зачистить до чистого внутреннюю и наружную поверхности трубы на ширину не менее 15мм. от торца трубы
Сборка и сварка труб должна производится строго по разработанной технологической карте. Технологическую карту разрабатывают и утверждают специалисты НАКС III уровня.
Подготовка кромок труб под сварку с применением внутренних защитных втулок

Подготовка к сварке кромок труб с применением втулок аналогична подготовке без применения втулок (смотри п.1-7). Добавляется лишь работы по подготовке к установке втулки:
- Очистить внутреннюю поверхность труб от всех загрязнений на ширину 60-110мм. от торца для нанесения мастики на соединяемых трубах.
- Приготовить мастику путем соединения смолы и отвердителя в соотношении 1:1 вводя по порциям отвердитель в смолу, при тщательном перемешивании специальной насадкой на электродрель.
- Внимание: Работоспособность с мастикой при температуре от –20°С до + 50°С не более 1 часа, поэтому необходимо предусмотреть расход всей мастики в течение часа.
- Обезжирить поверхности.
- Обезжирить наружную поверхность втулки от торца до резинового кольца (уплотнителя).
- Отметить по разметочному шаблону зону нанесения мастики
Читайте также Строительство нефтегазовых объектов – строим правильно
Сборка стыка (без втулки)
На данном этапе производится совмещение кромок свариваемых труб и соединяемых деталей с соблюдением соосности. Сборка стыков трубопроводов осуществляется в следующем порядке:
- Осуществить сборку труб на центраторе;
- Если толщина стенки до 10 мм., то допускается смещение кромок до 40 % (в остальных случаях до 20%) нормативной толщины стенки, при этом не более 2 мм. (ВСН 006-89, п.2.2.3.)
- Величина зазора между стыкуемыми кромками труб должна составлять:
- при толщине стенки трубы до 8мм. — 1,5 — 2,5мм. (электроды с основным покрытием Ø2-2,5мм)
- при толщине стенки до 8мм. — 2 — 3мм. (электроды с осн. покр. Ø3-3,25мм)
- при толщине стенки 8-10мм. — 2,5 — 3,5мм. (электроды с осн. покр. Ø3-3,25мм)
- при толщине стенки свыше 10мм. — 3 — 3,5мм. (электроды с осн. покр. Ø3-3,25мм)

Сборка стыка с применением втулок внутренней защиты


- Нанести мастику шпателем (обычно идет в комплекте со втулкой) на подготовленную внутреннюю поверхность трубы. Толщина слоя должна быть 2-3 мм. Обратите внимание, на то что не допустимо нанесение мастики на торец (кромку) трубы или детали.
- Вставить втулку в первую трубу до ограничителя.
- Произвести сварку упоров втулки к трубе.
- Повторить пункты 1-3 со второй трубой.
- Осуществить сборку труб на центраторе, обеспечивающий требуемую соосность стыкуемых труб и равномерный зазор по всей окружности стыка.
- Внутреннее смещение стыкуемых кромок должно быть как правило не более 3 мм. Точные данные указаны в нижерасположенной таблице.
- Наружное смещение не нормируется, однако при выполнении облицовочного слоя шва должен быть обеспечен плавный переход поверхности шва к основному металлу.
- Величина зазора между стыкуемыми кромками труб указана в таблице 4 (выше).
- Зазор зафиксировать прихватками. Количество и длина прихваток указаны в нижерасположенной таблице 6.1 (СП 406.1325800.2018). Прихватки выполнять на тех же режимах, что и для корневого слоя шва. Обработать шлифмашинкой начальный и конечный участок каждой прихватки для обеспечения плавного перехода при сварке корневого слоя шва.
- Срезать и зачистить места прихваток упоров муфт.
Схема втулки внутренней защиты сварного стыка

- Свариваемая труба
- Свариваемая труба
- Внутреннее покрытие труб
- Втулка
- Сварной шов
- Мастика
Подогрев свариваемых кромок
При любых сварочных работах рекомендуется производить подогрев соединяемых кромок, а при сварке труб и деталей трубопровода подогрев является обязательным. Предварительный подогрев минимизирует образование микротрещин, дефектов, а также повышает пластичность металла и уменьшает его напряжение.
Предварительный подогрев необходим при сварке стыка, при сварке прихваток, а также при межслойной температуре ниже +50°С. Подогрев выполняют непосредственно перед сваркой.
Температура предварительного подогрева определяется по таблицам 6.2-6.4 СП 406.1325800.2018 в зависимости от слоя шва



Методы предварительного подогрева:
- Газопламенный
- Индукционный
Газопламенный подогрев зоны стыка
Самый распространённый метод подогрева в полевых условиях при строительстве нефтегазопроводов является газопламенный. Такой метод более мобильный и прост в использовании. В данном методе используется пропан и горелки.
Как правило применяют горелки 2х видов:
Одинарная газосварочная горелка— обычно применяется при подогреве стыков небольшого диаметра (89-530мм.)


Подогреватель стыков труб (Кольцевая горелка многопламенная) также является простейшим инструментом. В сравнении с одинарной горелкой, подогрев происходит более равномерно, что позволяет достигать высокое качество сварки. Применение кольцевой горелки целесообразнее использовать на больших диаметрах труб (630-1720мм.)
Образцы технологической карты для сварочных работ

Сварка – это технологический процесс, в результате которого образовываются прочные связи между соединяемыми поверхностями при помощи высокой температуры нагрева деталей. Посредством сварки можно установить межатомные связи для заготовок различных металлов, сплавов, пластмасс.
.jpg)
Во избежание появления брака из-за неудачной подготовки материалов, неоптимального комплекта оборудования или некачественного выполнения сварочного шва этапы сварки подчинены алгоритмам. Предотвратить ошибки и уменьшить количество поломок поможет составление специальной инструкции – технологической карты сварки.
Что это такое
Технологическая карта (ТК) – это нормативный акт, в котором представлены сведения об одном виде (типе), технологических параметрах соединения и особенностях в процессе сварки. Составитель прописывает множество точно рассчитанных данных для создания качественной связи между металлоконструкциями.
Человек, выполняющий операцию, ориентируется на инструкцию для получения полной информации о сварке. Как результат – качественное и продуктивное выполнение поставленных задач. Техкарта введена в употребление 1 января 1984 г., единого образца для всех организаций не существует.
Помимо данных о самом процессе, указаны способы проведения контрольно-проверочных мероприятий. Документ бывает типовым и стандартным в зависимости от специфики работы. Разрабатывают его специалисты согласно аналитике исследовательских расчетов.

Где применяется технологическая карта
Карта техпроцесса – компонент всех сварочных работ на профессиональном уровне. Норматив должен использоваться в качестве руководства в каждой организации: на крупных производствах, в сварочных цехах, на мелких заводах, строительных площадках. Если требуется совершить несколько операций, разрабатывается комплект карт для всех сварных соединений. Документация находится у главного инженера.
Операционная техкарта требуется для прокладки газопроводов и трубопроводов, при выполнении монтажных работ, сборке деталей транспортных средств, сваривании труб, решетчатых металлических конструкций и во многих других сферах.
Важность наличия документации
Благодаря возможности рабочей бригады действовать по заранее продуманному и сконструированному маршруту, существенно повышается эффективность проделанных операций, снижается вероятность технических ошибок. Специалисты отдела инспекции могут проводить тщательную проверку сварных соединений на всех этапах техпроцесса.
ГОСТ, применяемый к технокарте
К единой системе технологической документации и правилам записи операций и переходов по сварке утвержден ГОСТ 3.1705-81. Он введен 1 июля 1982 г.
Сварочные мероприятия должны осуществляться в соответствии с существующими стандартами.
Какие пункты присутствуют
Технологическая карта должна содержать следующие сведения:
- Все, что касается основного материала поверхностей: марку металла, параметры и химические характеристики, группу стали, данные о разделке и очистке кромок. Это самый важный пункт ТК. Основная задача мастера для минимизации риска совершения ошибки – верно определить тип рабочего материала. От этого зависят все остальные пункты инструкции.
- Способ и вид сварки, параметры для установки.
- Используемое сварочное оборудование.
- Температурные режимы.
- Последовательность формирования сварочных швов.
- Нормативную документацию по сварке (НТД).
В ТК могут быть вписаны любые пункты на усмотрение организации или заказчика.
Требования заказчика
Организация или частное лицо, по заказу которых выполняются работы, выдвигают требования о точных сроках сдачи. Они прописываются отдельным пунктом в ТК после утверждения. Заказчик определяет пожелания к оценке соответствия сваренных конструкций после проведения контроля качества.
Порядок проведения работ
Для оптимизации производства предусмотрен стандартный алгоритм действий:
- Проводят проверку оборудования и подготавливают материалы. Детали очищают от посторонних элементов. Особого внимания требует околошовная зона, чтобы мелкие крупицы не оказали негативного влияния на качество всего изделия. При необходимости стачивают кромки шлифовальной машиной или вручную напильником. Разделку заполняют электродным металлом, зазор между кромками варьируется в зависимости от марки, толщины частей, вида сварки и т.д.
- При несущественном зазоре соединение выполняют без присадочного материала – неплавящимся электродом. Вариант сварки плавящимся электродом предусмотрен для более широкого зазора. Его размер прямо пропорционален глубине проплавления задействованных кромок. Оптимальная разделка – это форма Х, обеспечивающая долговечность сварочного шва и минимизацию риска деформации готового продукта сварки.
- Притупляют кромки посредством плотного сжатия деталей тисками.
- Наступает время сборки. Сварочные элементы фиксируют разными способами: болтами, креплениями, прихватками, чтобы с местом для будущего шва было максимально удобно работать электродом или горелкой.
- После всех подготовительных этапов приступают непосредственно к сварке. Ее осуществляют разными способами, например:
- ручная дуговая – покрытыми электродами или неплавящимся электродом;
- механизированная – самозащитной порошковой проволокой или плавящимся электродом в среде активных газов и смесях;
- автоматическая – под флюсом;
- газовая;
- термитная.
Читайте также Что такое клапан для трубопровода
Оснащение и оборудование для перемещений
Средства для установки и перемещения сварочных аппаратов – это разные подъемные и выдвижные площадки с дистанционным управлением, колонны и тележки.
Колонны в большинстве поворотные, благодаря чему возможно манипулировать аппаратом, чтобы переставить изделие. Используются для установки сварочных автоматов 2 типов:
- несамоходных (позволяют выполнить только кольцевые и круговые швы);
- самоходных (предназначены для кольцевых, круговых и прямолинейных швов).

Тележки применяются для кольцевых и продольных. В зависимости от конструкции различают:
- велосипедные;
- глагольные;
- портальные.
Рабочая бригада
Рабочая (производственная) бригада сварщиков – это группа людей, совместно ведущих специализированную трудовую деятельность в условиях предприятия на основе общей ответственности и заинтересованности в результате. Создание рабочих бригад позволяет существенно ускорить темпы производства однородной продукции в крупных масштабах. Решением всех управленческих задач занимается специально созданный совет бригады.
Специалисты сварочного производства должны быть аттестованы в соответствии с ПБ 03-273-99.
Рабочее место сварщика организовано согласно техпроцессу. Предусмотрено коллективное обеспечение спецодеждой и защитными масками, необходимым сборочно-сварочным оборудованием.
Перед допуском к производственным сварным соединениям рабочий выполняет сварку образцов для подтверждения своей квалификации.
Меры безопасности и охраны труда на месте
Сварщик может быть подвергнут таким опасным факторам, как:
- удар током;
- вдыхание вредных паров;
- ожог;
- ультрафиолетовое и инфракрасное облучение;
- превышение допустимой степени шума и вибрации и др.

- К электросварочным и газосварочным работам могут быть допущены лица старше 18 лет, которые прошли медосмотр, получили инструктаж по технике безопасности, окончили стажировку и выполнили проверочное испытание.
- У сварщика должна быть II квалификационная группа по электробезопасности.
- Рабочие оснащаются необходимыми средствами индивидуальной защиты, к которым относятся:
- брезентовый костюм сварщика;
- ботинки или сапоги;
- брезентовые рукавицы;
- защитные очки или щиток;
- спецодежда для работы зимой.
- При обнаружении опасности или подозрении на техническую неисправность чего-либо следует незамедлительно доложить об этом руководству.
- Каждый участник процесса должен выполнять только ту работу, которую ему поручили.
- Руки, обувь и одежда должны быть сухими.
- Возгораемые материалы должны находиться от зоны сварки на расстоянии не менее 5 м, а взрывоопасные – не менее 10 м.
- При необходимости проведения работ на высоте следует использовать леса или лестницы со специальными площадками, покрытыми огнестойким настилом, и с ограждениями для защиты.
- Проводятся регулярные осмотры оборудования на предмет возможных механических повреждений и отрицательного воздействия высоких температур.
- Если приходится проводить сварку вне помещения в условиях выпадения осадков, то источники питания размещают в мобильных навесах. Поражение током в производственных условиях случается из-за прикосновения рабочего к токоведущим частям оборудования, находящегося под опасным напряжением:
- до 12 В – во влажных условиях;
- до 36 В – в сухих.
- После окончания сварки следует тщательно убрать рабочее место и отключить аппаратуру от потребления тока, спрятать баллоны в помещение для хранения.
Контроль качества сварных работ
Инспекция для проверки мероприятий по сварке призвана обнаружить дефекты на всех этапах производства. Контроль осуществляется согласно проектной, нормативной и технологической документации и состоит из:
- входного и операционного контроля;
- оценки реализации проделанных работ, созданных конструкций.
Посредством входного контроля исследуется качество материалов, оборудования, инструментов и приспособлений на соответствие всем необходимым стандартам. Итоги вносятся в журнал технического состояния инвентаря.
С помощью операционной проверки выявляется качество сборки свариваемых элементов и самого соединения, учитываются величина и положение зазоров, стыков, нахлестов, прихваток.
Оценка соответствия готовой конструкции проводится в качестве завершающего этапа при сдаче объекта. Требования к ней предусмотрены документами, в которых прописаны:
- методы и объемы проверочных мероприятий (неразрушающий и разрушающий контроль);
- испытания готового изделия;
- соответствие уровню качества.
Измерения и испытания, проводимые в ходе проверок неразрушающими или разрушающими методами, осуществляются в специализированных лабораториях. Методики, в свою очередь, должны быть аттестованы в соответствии с ГОСТ Р 8.563.
Ознакомительный лист
В конце изучения ТК каждый рабочий подписывает бумагу о подтверждении прохождения служебной инструкции: указывает должность, ставит свое имя, дату и подпись. Документ выступает в качестве свидетельства того, что все задействованные на производстве люди будут ориентироваться в своей работе на установленные правила и порядки, а в случае несоблюдения регламента последуют санкции.
Особенности составления
Техкарта на проведение сборочно-сварочных работ отражает очередность операций и обязательные условия для выполнения. Неоднозначность выбора оборудования и методов его использования объясняется характеристиками первоначальных материалов.
Проект организации работ содержит алгоритмы на подготовительно-заключительные технические мероприятия, особенность которых состоит в невозможности приступить к последующему этапу без проверки и приема выполненного ранее объема.
Каждой карте присваивается оригинальный идентификационный номер, впоследствии закрепляемый за готовой конструкцией.
Образец технологической карты по видам сварки
Для каждого способа сварки существует ряд своеобразных деталей, которые вносятся в документ, чтобы максимально полно отразить нюансы будущей работы.
Ручная дуговая сварка с неплавкими и плавящимися электродами
РД с плавящимся электродом (код 141) – это сварка, при которой электрическая дуга является источником энергии. Сварщик может работать с комфортом даже в труднодоступных местах. При использовании неплавящихся (покрытых) расходных материалов (код 111) на выходе получаются более качественные сварные соединения. Достоинство этого метода в том, что появляется возможность сплавки черного металла с заготовками, отличающимися по структуре.
Дуговая сварка в газовой среде
Дуговая сварка в защитном газе – это метод, при котором в точку плавления подается газ, позволяющий снять напряжение в зоне расплава. Мастер должен иметь квалификацию сварщика не ниже 5-го разряда.
Технологическая карта на сварочные работы заполняется с указанием специфических классификационных признаков для кода 311.
Автоматика и полуавтоматика с использованием присадок или газа
Степень участия работника в сварочном процессе – это основное отличие автоматического оборудования от полуавтоматического. К функциям человека при работе с автоматикой относятся настройка и слежение за правильностью выполнения задач.
Автоматическое соединение материалов можно выполнять на флюсовых подушках. Более высокий результат дает использование газовых. Они способствуют формированию корня шва, при работе с активными металлами защищают нагретый твердый материал от воздействия воздуха. Состав газов, подаваемых в подушку, может быть похож на применяемый для защиты сварочной зоны. Расход газа зависит от состава и толщины рабочей поверхности, конструкции соединения, скорости сварки. Насколько удачно удалось оттеснить воздух от сварочной зоны, настолько выше уровень качества шва.
Касательно прочих видов сварных работ
Маршрутная карта разрабатывается специалистами для всех видов сварочных работ. При этом указываются дополнительные данные для каждого отдельного типа согласно специфике работы с ним и вносится неизменный перечень, который присутствует в любом документе:
- шапка, где отражаются наименования предприятия и объекта;
- шифр процедуры;
- параметры основного металла;
- вид энергии;
- температурные режимы;
- данные об оборудовании и пр.
Пример заполнения технокарты для отдельных работ
Условия, порядок выполнения сварки на каждый отдельный вид сварочных конструкций и примеры оформления подробно описаны в рабочем проекте.
Для сборки металлоконструкций в целом
Монтаж металлоконструкций – это трудоемкая операция, требующая большой точности расчетов.
Работы с трубопроводами, в том числе ПНД
Технологическая карта на сварку трубопроводов – типовая ТК ОСТ 36-79-83.
| Форма техпроцесса сварки полимерных труб встык нагретым инструментом | |
| Название организации | |
| Способ сварки | НИ |
| НТД | СП 42-101-96, СП 42-105-99 |
| Вид соединения | Стыковое |
| Марка материала | Полиэтилен ПЭ80 |
| Диаметр трубы | 110 мм |
| Толщина стенки | 10 мм |
| Сварочное оборудование | СР |
| Температура нагревателя | 220°С |
| Удельное давление при оплавлении | 0,15 МПа |
| Время при оплавлении | До 15 секунд |
| Удельное давление при прогреве | 0,02 МПа |
| Время технологической паузы | 4 секунды |
| Время охлаждения | 7 минут |
| Эскиз сварного соединения | |
| Инспектирование качества изделия | |
| Число и подпись составителя ТК | |
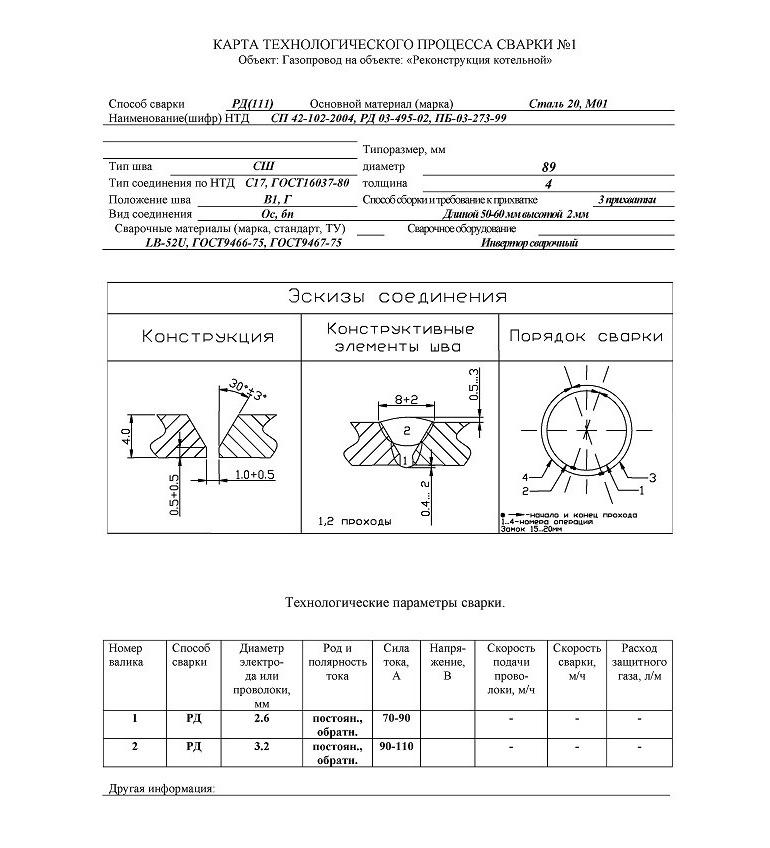
Сварка газопровода
Инструкционно-технологическая карта предусматривает использование различных технологий для работы с газовыми трубами: плазменной, газовой, аргоновой, электродуговой. Из-за высоких требований к качеству сварочных соединений монтаж осуществляют только специалисты, имеющие личное клеймо.
Род и полярность тока – постоянный, обратная.
Род и полярность тока – постоянный, обратная.
Для стыковых соединений
Данный вид сварки представляет собой плотное прилегание торцевых поверхностей деталей, находящихся в одной плоскости. Чаще применяют в местах, где действует переменное напряжение.
| Технологическая карта сварки горизонтального стыка труб | |
| Название предприятия | |
| Нормативный документ | РД 153-34.1-003-01 [1] |
| Способ | РД |
| Вид свариваемых деталей | Т |
| Основной материал | Марка – Ст3сп, 10, 16 ГС, группа – I |
| Вид покрытия электродов | Б |
| Толщина свариваемых деталей | 4,5-12 мм |
| Диаметр | 108-1420 мм |
| Тип шва | СШ |
| Тип соединения | С |
| Вид соединения | ОС |
| Положение при сварке | Г |
| Стык варить в 3 слоя: I – корневой, II – заполняющий, III – облицовочный, с полной переплавкой прихваточных швов | |
| Иллюстрация изделия с комментариями по сварке | |
| Контрольные графы | |
| Число составления и подпись инженера | |
Для тавровых соединений
Порядок применения таврового соединения при сварке: 2 детали размещают под углом так, чтобы торец первой прилегал перпендикулярно к боковой поверхности второй.
Похожие записи:
- Сшитый полиэтилен для тёплого пола: преимущества выбора труб, монтаж своими руками по шагам
- Колонка управления задвижкой
- Задвижка с электроприводом: конструкция, принцип работы и сфера применения
- Техническая заслонка, задвижка
ГОСТ 3.1407-86 ЕСТД. Формы и требования к заполнению и оформлению документов на технологические процессы (операции), специализированные по методам сборки

Сварка — это технологический процесс, в результате которого образовываются прочные связи между соединяемыми поверхностями при помощи высокой температуры нагрева деталей. Посредством сварки можно установить межатомные связи для заготовок различных металлов, сплавов, пластмасс.

Во избежание появления брака из-за неудачной подготовки материалов, неоптимального комплекта оборудования или некачественного выполнения сварочного шва этапы сварки подчинены алгоритмам. Предотвратить ошибки и уменьшить количество поломок поможет составление специальной инструкции — технологической карты сварки.
Что это такое
Технологическая карта (ТК) — это нормативный акт, в котором представлены сведения об одном виде (типе), технологических параметрах соединения и особенностях в процессе сварки. Составитель прописывает множество точно рассчитанных данных для создания качественной связи между металлоконструкциями.
Человек, выполняющий операцию, ориентируется на инструкцию для получения полной информации о сварке. Как результат — качественное и продуктивное выполнение поставленных задач. Техкарта введена в употребление 1 января 1984 г., единого образца для всех организаций не существует.
Читайте также: Чеканка – техника ювелирного искусства
Помимо данных о самом процессе, указаны способы проведения контрольно-проверочных мероприятий. Документ бывает типовым и стандартным в зависимости от специфики работы. Разрабатывают его специалисты согласно аналитике исследовательских расчетов.

Данные о сварных соединениях
По каждой группе сварных соединений, выполняемых в процессе сборки объекта, должны указываться следующие технологические данные:

- информация о материале, из которого изготовлены соединяемые части объекта, включающая марки сталей, их физические и химические особенности;
- данные о необходимости предварительной подготовки деталей к сварке. Если должен быть применен скос кромок, необходимо привести точное описание геометрических характеристик, форму скоса и необходимые значения углов;
- описание применяемой технологии электродуговой сварки и конкретных аппаратов, посредством которых должна быть выполнена сварка. Указывается режим выполнения сварного соединения, перечень применяемых расходных материалов. Например, при применении ручной дуговой сварки указывается марка и диаметр применяемых электродов, ток при котором осуществляется сваривание, если предусмотрена аргонодуговая сварка, приводится форма применяемого электрода, род и полярность тока, расход газа.
Технологическую карту составляют по результатам исследовательской работы, в которую входят расчеты, эксперименты, подбор оптимальных материалов и многое другое.
Существует огромное количество шаблонов, позволяющих упростить составление карты. Разработанная технология не должна противоречить всем существующим нормам и правилам.
Где применяется технологическая карта
Карта техпроцесса — компонент всех сварочных работ на профессиональном уровне. Норматив должен использоваться в качестве руководства в каждой организации: на крупных производствах, в сварочных цехах, на мелких заводах, строительных площадках. Если требуется совершить несколько операций, разрабатывается комплект карт для всех сварных соединений. Документация находится у главного инженера.
Операционная техкарта требуется для прокладки газопроводов и трубопроводов, при выполнении монтажных работ, сборке деталей транспортных средств, сваривании труб, решетчатых металлических конструкций и во многих других сферах.
Зачем нужен журнал сварочных работ





Какие пункты присутствуют
Технологическая карта должна содержать следующие сведения:
- Все, что касается основного материала поверхностей: марку металла, параметры и химические характеристики, группу стали, данные о разделке и очистке кромок. Это самый важный пункт ТК. Основная задача мастера для минимизации риска совершения ошибки — верно определить тип рабочего материала. От этого зависят все остальные пункты инструкции.
- Способ и вид сварки, параметры для установки.
- Используемое сварочное оборудование.
- Температурные режимы.
- Последовательность формирования сварочных швов.
- Нормативную документацию по сварке (НТД).
В ТК могут быть вписаны любые пункты на усмотрение организации или заказчика.
Требования заказчика
Организация или частное лицо, по заказу которых выполняются работы, выдвигают требования о точных сроках сдачи. Они прописываются отдельным пунктом в ТК после утверждения. Заказчик определяет пожелания к оценке соответствия сваренных конструкций после проведения контроля качества.

Порядок проведения работ
Для оптимизации производства предусмотрен стандартный алгоритм действий:
Читайте также: Как прочистить засор тросом: пошаговый алгоритм
- Проводят проверку оборудования и подготавливают материалы. Детали очищают от посторонних элементов. Особого внимания требует околошовная зона, чтобы мелкие крупицы не оказали негативного влияния на качество всего изделия. При необходимости стачивают кромки шлифовальной машиной или вручную напильником. Разделку заполняют электродным металлом, зазор между кромками варьируется в зависимости от марки, толщины частей, вида сварки и т.д.
- При несущественном зазоре соединение выполняют без присадочного материала — неплавящимся электродом. Вариант сварки плавящимся электродом предусмотрен для более широкого зазора. Его размер прямо пропорционален глубине проплавления задействованных кромок. Оптимальная разделка — это форма Х, обеспечивающая долговечность сварочного шва и минимизацию риска деформации готового продукта сварки.
- Притупляют кромки посредством плотного сжатия деталей тисками.
- Наступает время сборки. Сварочные элементы фиксируют разными способами: болтами, креплениями, прихватками, чтобы с местом для будущего шва было максимально удобно работать электродом или горелкой.
- После всех подготовительных этапов приступают непосредственно к сварке. Ее осуществляют разными способами, например:
- ручная дуговая — покрытыми электродами или неплавящимся электродом;
- механизированная — самозащитной порошковой проволокой или плавящимся электродом в среде активных газов и смесях;
- автоматическая — под флюсом;
- газовая;
- термитная.
Рекомендуем к прочтению Как заварить глушитель авто самостоятельно
Оснащение и оборудование для перемещений
Средства для установки и перемещения сварочных аппаратов — это разные подъемные и выдвижные площадки с дистанционным управлением, колонны и тележки.
Колонны в большинстве поворотные, благодаря чему возможно манипулировать аппаратом, чтобы переставить изделие. Используются для установки сварочных автоматов 2 типов:
- несамоходных (позволяют выполнить только кольцевые и круговые швы);
- самоходных (предназначены для кольцевых, круговых и прямолинейных швов).
Тележки применяются для кольцевых и продольных. В зависимости от конструкции различают:
- велосипедные;
- глагольные;
- портальные.
Рабочая бригада
Рабочая (производственная) бригада сварщиков — это группа людей, совместно ведущих специализированную трудовую деятельность в условиях предприятия на основе общей ответственности и заинтересованности в результате. Создание рабочих бригад позволяет существенно ускорить темпы производства однородной продукции в крупных масштабах. Решением всех управленческих задач занимается специально созданный совет бригады.
Специалисты сварочного производства должны быть аттестованы в соответствии с ПБ 03-273-99.
Рабочее место сварщика организовано согласно техпроцессу. Предусмотрено коллективное обеспечение спецодеждой и защитными масками, необходимым сборочно-сварочным оборудованием.
Перед допуском к производственным сварным соединениям рабочий выполняет сварку образцов для подтверждения своей квалификации.
Меры безопасности и охраны труда на месте
Требования к выполнению сварки закреплены в ГОСТ 12.3.003 и правилах безопасного проведения газосварочных и электросварочных работ.
Сварщик может быть подвергнут таким опасным факторам, как:
- удар током;
- вдыхание вредных паров;
- ожог;
- ультрафиолетовое и инфракрасное облучение;
- превышение допустимой степени шума и вибрации и др.
- К электросварочным и газосварочным работам могут быть допущены лица старше 18 лет, которые прошли медосмотр, получили инструктаж по технике безопасности, окончили стажировку и выполнили проверочное испытание.
- У сварщика должна быть II квалификационная группа по электробезопасности.
- Рабочие оснащаются необходимыми средствами индивидуальной защиты, к которым относятся:
- брезентовый костюм сварщика;
- ботинки или сапоги;
- брезентовые рукавицы;
- защитные очки или щиток;
- спецодежда для работы зимой.
- При обнаружении опасности или подозрении на техническую неисправность чего-либо следует незамедлительно доложить об этом руководству.
- Каждый участник процесса должен выполнять только ту работу, которую ему поручили.
- Руки, обувь и одежда должны быть сухими.
- Возгораемые материалы должны находиться от зоны сварки на расстоянии не менее 5 м, а взрывоопасные — не менее 10 м.
- При необходимости проведения работ на высоте следует использовать леса или лестницы со специальными площадками, покрытыми огнестойким настилом, и с ограждениями для защиты.
- Проводятся регулярные осмотры оборудования на предмет возможных механических повреждений и отрицательного воздействия высоких температур.
- Если приходится проводить сварку вне помещения в условиях выпадения осадков, то источники питания размещают в мобильных навесах. Поражение током в производственных условиях случается из-за прикосновения рабочего к токоведущим частям оборудования, находящегося под опасным напряжением:
- до 12 В — во влажных условиях;
- до 36 В — в сухих.
- После окончания сварки следует тщательно убрать рабочее место и отключить аппаратуру от потребления тока, спрятать баллоны в помещение для хранения.
Контроль качества сварных работ
Инспекция для проверки мероприятий по сварке призвана обнаружить дефекты на всех этапах производства. Контроль осуществляется согласно проектной, нормативной и технологической документации и состоит из:
- входного и операционного контроля;
- оценки реализации проделанных работ, созданных конструкций.
Посредством входного контроля исследуется качество материалов, оборудования, инструментов и приспособлений на соответствие всем необходимым стандартам. Итоги вносятся в журнал технического состояния инвентаря.
С помощью операционной проверки выявляется качество сборки свариваемых элементов и самого соединения, учитываются величина и положение зазоров, стыков, нахлестов, прихваток.
Оценка соответствия готовой конструкции проводится в качестве завершающего этапа при сдаче объекта. Требования к ней предусмотрены документами, в которых прописаны:
- методы и объемы проверочных мероприятий (неразрушающий и разрушающий контроль);
- испытания готового изделия;
- соответствие уровню качества.
Измерения и испытания, проводимые в ходе проверок неразрушающими или разрушающими методами, осуществляются в специализированных лабораториях. Методики, в свою очередь, должны быть аттестованы в соответствии с ГОСТ Р 8.563.
Читайте также: Как обложить ванную комнату плиткой своими руками
Ознакомительный лист
В конце изучения ТК каждый рабочий подписывает бумагу о подтверждении прохождения служебной инструкции: указывает должность, ставит свое имя, дату и подпись. Документ выступает в качестве свидетельства того, что все задействованные на производстве люди будут ориентироваться в своей работе на установленные правила и порядки, а в случае несоблюдения регламента последуют санкции.
Особенности составления
Техкарта на проведение сборочно-сварочных работ отражает очередность операций и обязательные условия для выполнения. Неоднозначность выбора оборудования и методов его использования объясняется характеристиками первоначальных материалов.

Проект организации работ содержит алгоритмы на подготовительно-заключительные технические мероприятия, особенность которых состоит в невозможности приступить к последующему этапу без проверки и приема выполненного ранее объема.
Каждой карте присваивается оригинальный идентификационный номер, впоследствии закрепляемый за готовой конструкцией.
Образец технологической карты по видам сварки
Для каждого способа сварки существует ряд своеобразных деталей, которые вносятся в документ, чтобы максимально полно отразить нюансы будущей работы.
Рекомендуем к прочтению Как разделывать металлические кромки под сварку

Ручная дуговая сварка с неплавкими и плавящимися электродами
РД с плавящимся электродом (код 141) — это сварка, при которой электрическая дуга является источником энергии. Сварщик может работать с комфортом даже в труднодоступных местах. При использовании неплавящихся (покрытых) расходных материалов (код 111) на выходе получаются более качественные сварные соединения. Достоинство этого метода в том, что появляется возможность сплавки черного металла с заготовками, отличающимися по структуре.
| Название организации и объекта изготовления | ||||||||
| Способ сварки | РД 111 | |||||||
| Шифр НТД, ГОСТ | ПБ 03-585-03 , РД 38.13.004-86, СНиП 3.05.05-84, 16037-80 | |||||||
| Основной материал (марка) | (М01) сталь 20 | |||||||
| Типоразмер | Диаметр — 70 мм, толщина — 5 мм | |||||||
| Тип шва | СШ (стыковой шов) | |||||||
| Тип соединения по НТД | Т (труба) | |||||||
| Положение шва | В1 (вертикальный) | |||||||
| Вид соединения | ОС (сварное с одной стороны) | |||||||
| Требование к прихваткам | 3 прихватки протяженностью 10-15 мм | |||||||
| Материалы | Электрод SE 46 ГОСТ 9467-75 | |||||||
| Оборудование | Трехфазный инвертор «ФОРСАЖ-301» | |||||||
| Эскизы соединения | ||||||||
| Конструкция | Конструктивные элементы подготовленных кромок деталей и шва | Порядок сварки | ||||||
| Технологические параметры | ||||||||
| Номер валика (шва) | I | |||||||
| Диаметр электрода или проволоки | 3 мм | |||||||
| Род и полярность тока | Постоянный, обратная | |||||||
| Сила тока | 80-140 А | |||||||
| Напряжение | — | |||||||
| Время сварки | 8 минут | |||||||
| Расход электродов | 6 штук | |||||||
| Требования к контролю качества | ||||||||
| Метод контроля | Шифр НТД | Объем контроля (%, количество образцов) | ||||||
| Визуальный и измерительный | РД 03-606-03 | 100% (1 образец) | ||||||
| Радиографический | ГОСТ 23055-78 | 100% (1 образец) | ||||||
| Дата и подпись главного инженера | ||||||||
Дуговая сварка в газовой среде
Дуговая сварка в защитном газе — это метод, при котором в точку плавления подается газ, позволяющий снять напряжение в зоне расплава. Мастер должен иметь квалификацию сварщика не ниже 5-го разряда.
Технологическая карта на сварочные работы заполняется с указанием специфических классификационных признаков для кода 311.
| Название организации и объекта изготовления | |
| Способ | Г — газовая сварка |
| НТД по сварке, ГОСТ | ПБ 12-529-05, СНиП 42-01-2002, СП 42-101-2003, СП 42-102-2004, 16037-80 |
| Основной материал | Группы — I, II, III, марка — Ст2сп |
| Способ создания газовой защиты | Струйный |
| Тип газа | Инертный |
| Тип электрода | Неплавящийся |
| Род тока | Постоянный |
| Типоразмер | Диаметр — 15-100 мм, толщина — 2-3 мм |
| Вид соединения | Стыковое |
| Вид разделки | Без разделки |
| Тип соединения | С2 по ГОСТ 16037-80 |
| Форма подготовки кромок | Со скосом >15° |
| Эскизы конструкционных швов и соединений | |
| Значения проверки качества | |
| Число утверждения и подпись специалиста | |
Автоматика и полуавтоматика с использованием присадок или газа
Степень участия работника в сварочном процессе — это основное отличие автоматического оборудования от полуавтоматического. К функциям человека при работе с автоматикой относятся настройка и слежение за правильностью выполнения задач.
Автоматическое соединение материалов можно выполнять на флюсовых подушках. Более высокий результат дает использование газовых. Они способствуют формированию корня шва, при работе с активными металлами защищают нагретый твердый материал от воздействия воздуха. Состав газов, подаваемых в подушку, может быть похож на применяемый для защиты сварочной зоны. Расход газа зависит от состава и толщины рабочей поверхности, конструкции соединения, скорости сварки. Насколько удачно удалось оттеснить воздух от сварочной зоны, настолько выше уровень качества шва.
| Название организации и объекта изготовления | |
| Способ | Корень шва: ААД — автоматическая аргонодуговая сварка неплавящимся электродом. Заполнение и облицовка: ААДП — автоматическая сварка плавящимся электродом в среде инертных газов и смесях |
| НТД по сварке, ГОСТ | ПБ 03-585-03, СНиП 3.05.05-84, 16037-80 |
| Основной металл | Индекс группы — углеродистые стали, марка — 20 |
| Типоразмер | Диаметр — 140 мм, толщина — 20 мм (стенки трубы), 23 мм (патрубка), 16,5 мм (в зоне сварки) |
| Вид соединения | Стыковое |
| Вид разделки | Односторонняя, угол разделки — свыше 15° |
| Тип соединения | С10 по ГОСТ 16037-80 |
| Эскизы | |
| Инспекция по контролю качества | |
| Дата составления ТК, подпись ответственного лица | |
Касательно прочих видов сварных работ
Маршрутная карта разрабатывается специалистами для всех видов сварочных работ. При этом указываются дополнительные данные для каждого отдельного типа согласно специфике работы с ним и вносится неизменный перечень, который присутствует в любом документе:
- шапка, где отражаются наименования предприятия и объекта;
- шифр процедуры;
- параметры основного металла;
- вид энергии;
- температурные режимы;
- данные об оборудовании и пр.
Единой формы технологической карты сварки, которой обязаны придерживаться все без исключения организации, не существует.
Поэтому, если предприятие столкнулось с потребностью в таком документе, а какие-либо отраслевые нормы вышестоящих организаций в этой части отсутствуют, технологическую карту сварки можно разработать и утвердить самостоятельно.

Поскольку документ такого рода подлежит обязательному утверждению, карта должна содержать шапку, в которой указываются наименования предприятия и объекта, где планируются сварочные работы.
В разделе изложения технологии все однотипные сварочные швы для удобства следует объединить, снабдив их общим описанием, содержащим исчерпывающую технологическую информацию.
Кроме информации чисто технологического характера, карта может содержать некоторые нормативно-технические данные. К ним относятся количественный и качественный состав бригады, выполняющей работу, а также время выполнения операционного задания.
Также в карте могут быть указаны трудозатраты общего объема работ с разбивкой их на отдельные этапы и обозначением контрольных сроков их выполнения.
Кроме трудозатрат на сварку объекта, может быть приведен общий расчет затрачиваемых ресурсов. К ним относится стоимость электрической и тепловой энергии, расходных материалов, затраты на заработную плату.
Отдельный раздел технологической карты может содержать сведения о мерах безопасности при выполнении сварки, мероприятиях по подготовке рабочих мест.
Пример заполнения технокарты для отдельных работ
Условия, порядок выполнения сварки на каждый отдельный вид сварочных конструкций и примеры оформления подробно описаны в рабочем проекте.
Читайте также: Ямобур из дрели своими руками
Для сборки металлоконструкций в целом
Монтаж металлоконструкций — это трудоемкая операция, требующая большой точности расчетов.
| Карта технологического процесса сборки и сварки металлической конструкции | |
| Название организации | |
| Способ сварки | МП (135) |
| Конструктивные элементы сварного соединения | Труба + труба |
| Шифр карты | ТК-МП-С17-000 |
| НТД по сварке, ГОСТ | РД 153-34.1-003-01, 16037-80 |
| Основной металл | М01(W01). Диаметр — 57 мм, толщина — 4 мм |
| Марка стали | 10, 20 |
| Сварочные материалы | ГОСТ 2246-70 Св-08Г2С, Св-08Г2С-О |
| Вид покрытия электродов | — |
| Сварочное оборудование | Инверторные источники питания с проволокоподающим механизмом. Режим термообработки — без т/о |
| Форма подготовки кромок | С17 |
| Положение при сварке | В1(PF), Н1(РА) |
| Тип шва | СШ |
| Нормативные параметры процесса сварки | |
| Слой шва | Прихватка и корень шва |
| Марка сварочной проволоки | Св-08Г2С |
| Диаметр сварочной проволоки | 1,2 мм |
| Род тока | Постоянный |
| Полярность | Обратная |
| Предварительный подогрев | Обеспечить равномерный предварительный подогрев свариваемых соединений по толщине стенки и по периметру зоны шириной не менее 150 мм |
| Схема сборки, геометрические параметры шва | |
| Требования к контролю качества | |
| Дата и подпись главного инженера | |
Работы с трубопроводами, в том числе ПНД
Технологическая карта на сварку трубопроводов — типовая ТК ОСТ 36-79-83.
| Форма техпроцесса сварки полимерных труб встык нагретым инструментом | |
| Название организации | |
| Способ сварки | НИ |
| НТД | СП 42-101-96, СП 42-105-99 |
| Вид соединения | Стыковое |
| Марка материала | Полиэтилен ПЭ80 |
| Диаметр трубы | 110 мм |
| Толщина стенки | 10 мм |
| Сварочное оборудование | СР |
| Температура нагревателя | 220°С |
| Удельное давление при оплавлении | 0,15 МПа |
| Время при оплавлении | До 15 секунд |
| Удельное давление при прогреве | 0,02 МПа |
| Время технологической паузы | 4 секунды |
| Время охлаждения | 7 минут |
| Эскиз сварного соединения | |
| Инспектирование качества изделия | |
| Число и подпись составителя ТК | |
Сварка газопровода
Инструкционно-технологическая карта предусматривает использование различных технологий для работы с газовыми трубами: плазменной, газовой, аргоновой, электродуговой. Из-за высоких требований к качеству сварочных соединений монтаж осуществляют только специалисты, имеющие личное клеймо.
Сила тока — 70-90 А
Сила тока — 90-110 А
Для стыковых соединений
Данный вид сварки представляет собой плотное прилегание торцевых поверхностей деталей, находящихся в одной плоскости. Чаще применяют в местах, где действует переменное напряжение.
| Технологическая карта сварки горизонтального стыка труб | |
| Название предприятия | |
| Нормативный документ | РД 153-34.1-003-01 [1] |
| Способ | РД |
| Вид свариваемых деталей | Т |
| Основной материал | Марка — Ст3сп, 10, 16 ГС, группа — I |
| Вид покрытия электродов | Б |
| Толщина свариваемых деталей | 4,5-12 мм |
| Диаметр | 108-1420 мм |
| Тип шва | СШ |
| Тип соединения | С |
| Вид соединения | ОС |
| Положение при сварке | Г |
| Стык варить в 3 слоя: I — корневой, II — заполняющий, III — облицовочный, с полной переплавкой прихваточных швов | |
| Иллюстрация изделия с комментариями по сварке | |
| Контрольные графы | |
| Число составления и подпись инженера | |
Для тавровых соединений
Порядок применения таврового соединения при сварке: 2 детали размещают под углом так, чтобы торец первой прилегал перпендикулярно к боковой поверхности второй.
| Технология ручной дуговой сварки тавровых соединений без разделки кромок металлоконструкций | |
| Название организации, выполняющей заказ | |
| Способ | РД покрытыми электродами |
| Основной материал | Группа — углеродистые и низколегированные конструкционные стали, марка — Ст3, 16Д |
| Вид покрытия электродов | Б |
| Толщина деталей | 10-30 мм |
| Тип шва | УШ |
| Вид соединения | Тавровое |
| Вид разделки | Без разделки |
| Тип соединения | Т1, Т3 по ГОСТ 5264-80 |
| Положение при сварке | Н1 |
| Сварочное оборудование | ВДГ-306 |
| Метод подготовки и очистки | Механический, на ширину 20 мм в каждую сторону от оси шва |
| Требования к прихватке | 2 штуки, длина — 30-40 мм, высота — 6-7 мм |
| Диаметр электрода | 4 мм |
| Род тока | Постоянный |
| Сварочный ток | 120-160 А |
| Напряжение дуги | 22-26 В |
| Сварку выполнять в 1 проход, наиболее короткой дугой не более 4 мм. В процессе обрывать как можно реже | |
| Эскизы с дополнительными комментариями | |
| Требования к контролю | |
| Графа для даты и подписи | |
При работе с листовым материалом
Листовой материал сваривают 2 типами соединений: встык и внахлест.
| ТК приварки листа к балке | |
| Название организации | |
| НТД | СП 70.13330 |
| Способ сварки | РД |
| Основной материал | Марка — Ст3сп5, группа — I |
| Сварочные материалы | УОНИ-13/45 |
| Вид покрытия электродов | Б |
| Толщина деталей | 10/9 мм |
| Тип шва | УШ |
| Тип соединения | Н |
| Вид соединения | ОС |
| Положение при сварке | Н1 |
| Требования к прихватке | 2 штуки, длина — 30-40 мм, высота — 6-7 мм |
| Диаметр электрода | 4 мм |
| Род тока | Постоянный |
| Полярность | Обратная |
| Сварочный ток | 120-160 А |
| Напряжение дуги | 22-26 В |
| Иллюстрации сварочных соединений | |
| Контроль качества | |
| Дата принятия и подпись составителя | |
Назначение
Работа исполнителей с проектной документацией оказывается затруднительной ввиду обилия информации и разрозненности сведений. По этой причине возникает необходимость создания компактного и ёмкого документа, определяющего порядок выполнения той или иной технологической операции в конкретных условиях. Применительно к сварочным процедурам составляется карта технологического процесса сварки.

Выполнение сварочных работ на производстве осуществляют рабочие бригады сварщиков под руководством мастеров.
При выдаче производственного задания на сварку, как правило, чётко документируется объём работ, подробно расписываются условия их выполнения, применяемое оборудование и материалы.
Это помогает рабочему персоналу соблюсти технологию операции сварки, а руководителю среднего звена легко контролировать процесс её выполнения.
Необходимые для этого данные содержит технологическая карта сварки, которая подготавливается технологами предприятия. В этом документе сконцентрирована вся необходимая информация, содержащаяся в рабочем проекте.
Кроме этого, та часть информации, которая присутствует в проекте в виде ссылки на какой-либо ГОСТ, в технологической карте полностью раскрывается и конкретизируется.
То есть, в карте может не указываться номер ГОСТа, требования которого необходимо выполнить, но подробно расписываются сами требования, касающиеся порядка выполнения сварки.
Образцы документов и технологических карт сварки для сварочного производства
Совокупность всех необходимых сварщику спецификаций оформляется как карта технологического процесса сварки (КТПС) (welding procedure specification (WPS)).
В ней подробно изложены технологии для сварки каждого вида соединения, которое будет использовано в общем объеме работ. Описаны все базовые технологические моменты и параметры сварных швов.
Такой вид инструкции по работе сварщиков официально утвержден и принят к обязательному исполнению с 1984 года.
Для подготовки сварочных работ готовится спецификация, которая является неотъемлемым руководством для сварщиков и сварочных операторов. Такая спецификация называется технологической картой и является официально утвержденным документом.
Спецификация – это маршрутная карта, поэтапно описывающая технологический процесс требуемого сборочного и сварочного производства.
Она — неотъемлемая и унифицированная часть всего комплекта документов технологического процесса в целом. Маршрутные карты используются независимо от вида и характера производства и детализации технологии.
Цель документа – целенаправленно направлять сварщиков по принятым процедурам, использующим повторяющиеся и надежные способы сварки с целью создания качественных сварных швов в соответствии с требованиями действующих ГОСТов. КТПС разработана для каждого сплава, материала и вида сварки. Все технологии многократно проработаны и апробированы. Согласно спецификации, к работе допускаются сварщики, прошедшие аттестацию.
Читайте также: Ламинат с фаской или без – какой лучше? Советы эксперта
Комитет по стандартизации в Европе (CEN) утвердил новые квалификационные стандарты для сварочных процедур (ISO15607 — ISO15614), заменившие прежние (EN288). В ENISO15607 зафиксировано, что WPS предоставляет совокупность необходимых переменных для процедуры сварки с целью обеспечения повторяемости результатов.
Гостированный технологический процесс использует тестовый сварной шов, занесенный в квалификационное действие. Обычно для ГОСТов процедуры такого типа выполняются специализированными промышленными организациями.
В конечном итоге технологическая карта сварки – это результат огромного производственного опыта и мер безопасности на производстве. Она необходима для определения необходимых сварочных процедур для создания прочных и качественных сварных швов. Карта выступает гарантом безопасности и единообразия сварочных процедур.
Для допуска к работе сварщик должен быть подвергнут процедуре аттестации на необходимую квалификацию для данного вида работ, что затем документируется и заносится в специальный реестр.
Карта включает информацию по типам используемых металлов. В основной форме технологической карты процесса сварки обязательно должны быть:
- шифр, присвоенный каждой процедуре;
- описание процесса для тестового шва;
- совокупность процедур, приводящая к повторяемости тестового результата;
- параметры используемого металла;
- какого вида сварка, и какие процессы применяются для испытательных швов;
- вид энергии, применяемый при сварке;
- температурные режимы;
- какие виды сварки могут быть использованы.
Также очень важно задать спецификации сварных швов, которые играют основную роль для конструкции, в целом. Необходимо знать:
- в каком порядке собираются детали;
- режимы термических обработок деталей;
- предельные параметры энергии для дугового разряда.
Дополнительной информацией служит:
- эскизы и шаблоны для швов;
- подготовка к сварке необходимых соединения;
- последовательность операций.
Результатом подробной проработки маршрута является несомненная возможность получить тестовый образец сварки в соответствие со стандартами любым компетентным сварщиком.
Стандарты для отрасли разрабатываются по каждому виду сварочных работ. Например, стандарт ОСТ36-79-83 утверждает типовую технологическую карту, предназначенную для сварки трубопроводов. Используемая сталь является низколегированной или углеродистой. Сварка полуавтоматическая, с применением плавящихся электродов. Атмосфера — из углекислого газа.
Стандарт ОСТ36-79-83 на сварочные работы имеет вид технологической карты для сварки трубопроводов, введен в действие 1 января 1984 г., причем действует до сих пор.
Стандарт состоит из 4 разделов:
- Технические требования, относящиеся к материалам труб, сварочным материалам, оборудованию, квалификации сварщиков.
- Технология сварочного процесса – для всех элементов трубопровода, кромок и стыков труб, прихваток, режимов сварки, схем для электродов, флюс-пасты, порядка выполнения, температурные параметры.
- Требования по контролю за качеством сварных соединений – на начальном этапе, в процессе работ и готовых изделий.
- требования безопасности – физические, химические и психофизиологические.
А также ряд приложений:
Читайте также: Как найти площадь шестиугольника по формуле?
- материалы;
- источники питания;
- технические характеристики сварочных аппаратов;
- шланговые держатели сварочных аппаратов;
- шлифовальные машинки.
Функциональная схема технологического процесса сварки имеет вид.

В итоге, стандарты представляют собой документы, в которых собраны все необходимые данные для обеспечения повторяемости сварки при ее производстве. Также они определяют процедуру аттестации сварочной технологии, необходимую для подготовки технологической карты сварочного процесса для конкретного сварного изделия.





Данные для техкарты
Документ в обязательном порядке содержит данные о металлах, которые требуется соединять; информацию о разделке заготовок и очистке поверхности, размеры сварного соединения. Если требуется прогрев металла, то об этом тоже есть информация. Описана и последовательность формирования сварных швов. Подобные инструктивные материалы просто необходимы при выполнении сложных работ, например, при сварке трубопроводов.
Когда для выполнения работы можно использовать разное оборудование, то указывается конкретный вид сварочных аппаратов и расходных материалов. Дополнительно вносится информация о том, какие параметры нужно выставить на сварочном оборудовании: сила тока, напряжение, полярность. Задается скорость формирования шва и прочие важные данные. Здесь же определяется форма сварного шва и предполагаемые методы контроля качества.
Назначение документов при подготовке карты сварочных процессов
Единая система технической документации содержит требования и указания по подготовке технологических документов, к которым относятся документы специального назначения — карты маршрутов, операционные и технологических процессов. Руководящие документы готовятся для каждого направления промышленности. Например, такой документ для РАО Газпром расписывает сварочные, ремонтные и восстановительные процедуры на газопроводах. В него включены требования по выбору труб, их сборке, материалов, сварке стыков, обработке сварных соединений и т.п. Приводятся методы аттестации, отбраковки и контроля, технологий сварки, техники безопасности и т. д.
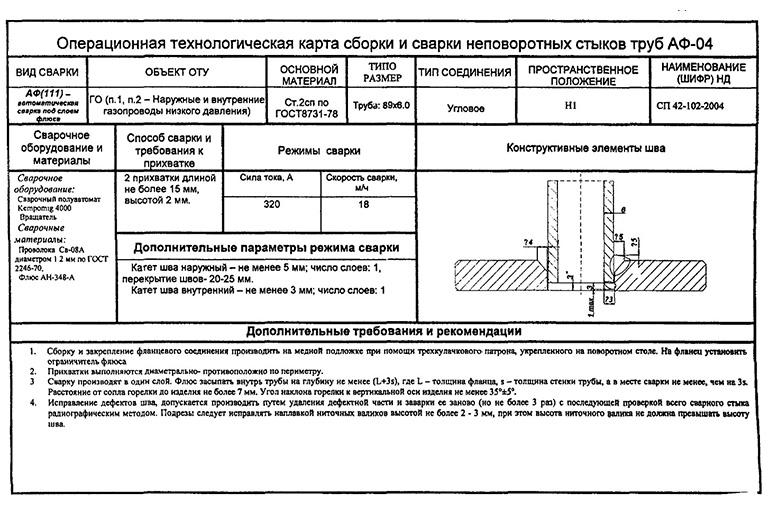
Рассмотрим в качестве примера типовой техпроцесс сварки фланцев к трубам.
Типовой техпроцесс сварки фланцев с концами труб
Часто используемым методом соединения являются фланцы. Они имеют вид плоских деталей разной формы, в которых сделаны специальные отверстия для крепления труб. С их помощью собираются трубопроводы разного назначения и длинные строительные конструкции. Они прочно и герметично соединяют трубы, обеспечивая гибкость в обслуживании различных стыков. Кроме этого, они соединяют трубу с различным оборудованием и клапанами.
В трубопроводной системе часто добавляют разгрузочные фланцы, позволяющие проводить регулярное техническое обслуживание системы во время ее работы. С этой целью на концы труб наваривают фланцы, которые затем соединяются между собой болтами с использованием герметизирующих прокладок. Такие дополнительные вставки в систему трубопровода позволяю подключать различную аппаратуру и устройства, делать дополнительные системы подключения.
Фланцы можно классифицировать разными способами, например:
- по типу соединений;
- по типу самих фланцев;
- на основании температурных значений и давления;
- по используемым материалам.
Для изготовления фланцев используют углеродистые, низколегированные, нержавеющие стали и комбинации экзотических материалов.
Использование фланцев весьма распространено. Поэтому разработан и ряд типовых техпроцессов, используемых в процедурах сварки фланцев к трубам.
Обычно технику сварки определяет требуемая величина люфта (зазора) в создаваемых стыках.
- При отсутствии люфта используется техника глубокого проваривания кромки трубы (технический прием — в лодочку).
- Люфт свыше 1.5 мм – технический прием поперечных колебательных движений самого электрода, выполняемых под определенным углом к осевой плоскости трубы.
- Люфт составляет 4-5 мм – метод угловых швов.
Фланцы привариваются с двух сторон для получения надежного соединения. Здесь учитывается вид конструкции и требования к креплениям.
Читайте также: Передаточное число коробки передач: что нужно знать
Отметим, что в подземных трубопроводах не используются фланцевые соединения, так как фланцы являются наиболее распространенным источником утечки и пожаров.
2.4. Меры безопасности при выполнении сварочных работ
2.4.1. Корпуса источников питания дуги (трансформаторы), сварочного вспомогательного оборудования и свариваемые изделия заземляются до начала работ.
2.4.2. Заземление осуществляется медным проводом, один конец которого подсоединяется к специальному болту с надписью «Земля» на корпусе источника питания дуги, а второй конец — к заземляющей шине.
2.4.3. Для подключения сварочного трансформатора к сети используются настенные ящики с рубильниками, предохранителями и зажимами. Длина проводов сетевого питания не должна превышать 10 м.
2.4.4. При необходимости наращивания проводов питания применяется соединительная муфта с прочной изоляционной массой.
2.4.5. Провода питания подвешиваются на высоте 2,5 — 3,5 м, а спуски проводов заключаются в металлические трубы.
2.4.6. Сварочные провода должны применяться с исправной изоляцией и иметь сечение, соответствующее сварочному току.
2.4.7. Светофильтры, которые вставляются в смотровое отверстие щитка, маски или шлема, выбираются в соответствии с ГОСТ 9497-60, в зависимости от сварочного тока. Предусмотрены четыре типа стеклянных светофильтров: Э-1 (для токов 30 — 75 А), Э-2 (для токов 75 — 200 А), Э-3 (для токов 200 — 400 А), 3 — 4 (для токов более 400 А).
2.4.8. Для защиты глаз рабочих, помогающих при выполнении сварочных работ, применяются светофильтры В-1, В-2 и В-3.
2.4.9. Сварочные работы производятся в спецодежде из брезента или плотного сукна, в рукавицах и головном уборе, при этом брюки не должны быть заправлены в обувь, карманы — должны быть закрыты клапанами, а куртка не должна быть заправлена в брюки.
2.4.10. При сварке потолочных, горизонтальных и вертикальных швов надевают брезентовые нарукавники и плотно завязывают их поверх рукавов у кистей рук.
2.4.11. Сварные швы зачищают от шлака лишь после полного остывания и обязательно в очках с простыми стеклами.
2.4.12. Вентиляционные устройства должны обеспечивать воздухообмен при ручной дуговой сварке электродами с качественным покрытием от 4000 до 6000 м3 на 1 кг расхода электродов.
2.4.13. На рабочем месте допускаются следующие концентрации веществ в воздухе (в мг/м3): марганец и его соединения — 0,3; хром и его соединения — 0,1; свинец и его соединения — 0,001; фтористый водород — 0,5; окись азота — 5,0; бензин, керосин — 300,0.
Концентрация нетоксичной пыли более 10 мг/м3 не допускается, однако, если содержание кварца в пыли превышает 10 %, то концентрация нетоксичной пыли допускается только до 2 мг/м3.
Сварка металлоконструкций и карты техпроцессов
Конструкции из металла – металлоконструкции — это общепринятое обозначение изделий из металлов и сплавов. Например, детали из профилированного металла в машиностроении, несущие стальные каркасы зданий – в строительстве.
Если вначале прошлого века обычно использовались детали, литые из чугуна, то современные создаются из стали или легких сплавов, например, алюминия. Их преимущество:
- легкость;
- коррозионная устойчивость (оцинкованные или алюминиевых сплавы);
- удобство производства;
- объемная прочность, жесткость;
- декоративность;
- скорость монтажа.
Сварка служит одним из наиболее важных и широко применяемых методов соединения металлоконструкций. Этот процесс значительно дешевле винтов и заклепок и более надежен по сравнению с пайкой или склеиванием.
Сварные детали приобретают свойства долговечности, являются надежными, легко ремонтируются и удобны в производстве.
В одной конструкции нельзя одновременно совмещать процедуры сварки и клепки из-за разного отношения к нагрузкам. Сварные конструкции предпочтительнее клепанных или склеенных из-за более низкой стоимости производства, экономии материала, большей надежности при создании герметичности швов и др.
Недостатки вызваны образованием дефектов в швах из-за возникновения внутренних напряжений при перепаде температур, некачественной сварке.
Существует множество видов соединения отдельных деталей методом сварки. В каждом конкретном случае выбирается свой вид и способ, для которых составляется технологическая карта сварки металлоконструкций.
Исходя из характера требований к сварному изделию, подбираются материалы, геометрия компонентов, вид сварного шва, техника.
Сваривание металлов регламентируется по ряду физических, технических и технологических параметров. В физический критерий включены три основных класса – механический, термомеханический, сварка дуговым разрядом.

Читайте также: 4 способа резки тротуарной плитки, обработка среза
Например, электродуговая ручная сварка – это часто используемый на практике вид электросварки, оптимальной при сваривании мягких и легированных сталей, нержавейки, чугуна, ряда цветных металлов. Очевидно, что любой вид дуговой сварки требует свою карту технологического процесса.
Особенности
На крупных производствах (например, если это сборочно-сварочный цех) разработкой техкарты занимаются отдельные специалисты, а на мелких заводах эту работу часто поручают сварщикам. Тем не менее, любая разработка техкарты должна начинаться с тщательного анализа металла, который нужно сварить. Именно от металла зависит выбор типа сварки, комплектующих и прочие параметры. Если вы с самого начала правильно проанализируете металл, то затем у вас не возникнет никаких ошибок. Режим сварки подбирается по нормативным документам, а не по опыту варщика. Это тоже важно понимать.
Каждая технологическая карта по сварке металлоконструкций должна иметь свой индивидуальный номер (шифр), с помощью которого ее можно будет найти в архиве. Также этот номер будет указываться при разработке полной техдокументации и в характеристиках проекта на сварку. Также на техкарте должна стоять подпись специалиста, который эту кару составлял.
Функциональная схема сварочного процесса
Стержневой электрод (диаметр 1,5-10 мм) закреплен в электрододержателей. Соприкосновение электрода с поверхностью металла вызывает электрозамыкание цепи и разогрев торца электрода. При отодвигании электрода на 3-5 мм от металла возникает дуговой разряд, который поддерживает электрический ток. Происходит интенсивный локальный разогрев, вызывающий плавление детали. К этому расплаву добавляется металл с торца электрода. Образуется совместная «сварочная ванна». Метод сварки, форма электродов и сварного шва, а также все тонкости процесса фиксируются в заранее составленной карте технологического процесса сварки.
Аттестованный сварщик, строго следуя технологической карте, отслеживает неизменность дугового зазора при соединении свариваемых краев, а также создающийся при кристаллизации расплавленного металла валик-шов.

Здесь 1.Ориентация сварочного процесса; 2.Экранирующая оболочка электрода; 3.Проволока, добавляемая в качестве плавящегося материала; 4.Газ, защищающий от воздушной атмосферы; 5.Сварочная ванна; 6.Шов, возникающий в процессе работы; 7.Свариваемая деталь.
Работа с неплавящимся вольфрамовым электродом часто требует добавку присадки из проволоки. В рабочую область для защиты от примесей из воздуха вводится инертный газ. Этот метод характеризуется возможностью точного контроля и для ручной сварки, и для механизированного процесса.
Сварка металлоконструкций допускает различные виды соединений деталей: встык, угловое, с напуском и тавровое.
Группы из разных видов сварных швов различают:
- По позиции в пространстве – снизу, горизонтально, вертикально и на потолке.
- Касательно к прикладываемому напряжению – с флангов, с торцов, в комбинации, наклонное.
- По протяженности – непрерывные или нет.
- По степени округлости – ровные, выпуклые или вогнутые.
- По типу сочленения – в стык или углом (валиком).
Все это многообразие учитывается при написании технологической карты для сварки металлоконструкций.
Карта начинается с описания возможной сферы применения. В ней подробно указываются типы металлоконструкций, по отношению к которым применима данная технология, расписывается расположение деталей и углы креплений. Определяется температурный режим.
Ядром техкарты выступает сварочный маршрут и его технические характеристики. Он подразделяется на разделы:
- Начальная подготовка работ и правила их проведения.
- Типы работ.
- Последовательность этапов.
- Схемы, конструкторские чертежи, их описание по каждому процессу.
- Техника безопасности и условия труда.
- Численность и квалификация аттестованных работников, длительность работы.
- Расходные материалы, их количество.
Четко проработанный маршрут технологического процесса дает возможность заранее оценить технические и материальные расходы, сроки работ и экономическую эффективность.
Завершающим разделом техкарты является экономический расчет необходимых материальных и людских ресурсов.
Технологическая карта на сварку стальных труб идентична вышеприведенной карте по форме, но несколько отличается по информации.
В этот документ включены следующие данные:
- Область применимости техкарты, для каких объектов она работает.
- Общие положения и рекомендации по проведению работ.
- Описание технологии и требования по организации рабочего процесса.
- Контроль качества работ.
- Условия для проведения работ и техника безопасности.
- Перечень используемой нормативной документации и ГОСТов.
- Техкарты по каждому виду сварки.
Инструкции готовятся по каждой операции в отдельности, по всей их совокупности и последовательности, по предварительному контролю свариваемых объектов на предмет неисправностей, чистоты и дефектов. Обязательно следование технике безопасности работ и противопожарным, требованиям охраны труда при подготовке рабочей площадки.
Все действия необходимо исполнять согласно операционным техкартам, входящим в технологическую карту процесса в целом. Качественность выполнения работ определяется по перечисленным там же методикам проверки швов.
В качестве примера приведем техкарту сварки трубопровода.

2.3. Последовательность и методы выполнения работ
2.3.1. Произведите сборку сварочного поста (см. рис. ), для чего:
Рис. 4. Схема соединения сварочного поста для ручной сварки
а) установите сварочный трансформатор в специально оборудованном, в соответствии с «Правилами техники безопасности и пожарной безопасности», месте. Марку сварочного трансформатора выбирайте по табл. .
| Марка трансформатора | Сварочный ток, А | Напряжение, В | Номинальная мощность, кВ·А | Габаритные размеры, мм | Масса, кг | ||
| номинальное рабочее | холостого хода | ||||||
| номинальный | пределы регулирования | ||||||
| ТД-306У2 | 160 | 60 — 175 | 26,4 | 70 | 11,4 | 570×325×530 | 38 |
| ТД-06У2 | 250 | 100 — 300 | 30 | 70 | 17,5 | 630×365×590 | 65 |
| ТД-251У2 | 250 | 100 — 260 | 30 | 80 | — | 420×260×450 | 49 |
| ТД-500-4У2 | 500 | 100 — 560 | 40 | 60 — 76 | 32 | 570×720×835 | 210 |
| ТДМ-317У2 | 315 | 60 — 360 | 32,6 | 80/62 | — | 585×555×818 | 130 |
| ТДМ-401У2 | 400 | 80 — 460 | 36 | 80/64 | — | 585×760×848 | 160 |
| ТДМ-503У2 | 500 | 75 — 580 | 40 | 75/65 | 135 | 555×585×888 | 175 |
| ТДМ-502У2 | 500 | 100 — 550 | 40 | 75 | 26,5 | 720×845×780 | 240 |
Примечание. В таблице приведены серийно выпускаемые трансформаторы для ручной дуговой сварки. Допускается замена трансформаторов другими, аналогичными по применению;
б) подсоедините установленный сварочный трансформатор к сети электропитания через рубильник или магнитный пускатель при помощи проводов ПРГ (ГОСТ 20520-80), АКРПТ или АКПРТН (ГОСТ 13497-77Е);
в) заземлите корпус сварочного трансформатора при помощи проводов, указанных в п. б;
г) подсоедините одну из клемм сварочного трансформатора к свариваемой детали при помощи зажима (см. рис. ) проводами ПРГ (ГОСТ 20520-80), АКРПТ или АКПРТН (ГОСТ 13497-77Е);
Рис. 5. Зажимы для присоединения сварочного провода к свариваемому изделию:
а) наружный, б) винтовой
д) подсоедините вторую клемму сварочного трансформатора к электродержателю (см. рис. ) проводами ПРГД или ПРГДО (ГОСТ 6731-77Е);
Рис. 6. Виды электрододержателей
е) выбирайте сечение проводов для сварочных работ при их длине не более 30 м по рекомендуемым нормам:
| Наибольшее значение сварочного тока, А | 200 | 300 | 450 | 600 |
| Площадь сечения проводов, мм2: | ||||
| одинарного | 25 | 50 | 70 | 95 |
| двойного | — | 2×16 | 2×25 | 2×35 |
ж) при длине сварочных проводов до 100 — 150 м падение напряжения определяйте по формуле:
где Ul — падение напряжения, В;
J — сварочный ток, А;
ρ — удельное сопротивление проводов, Ом·м;
l — длина проводов, м;
Читайте также: Окучник для мотоблока своими руками: чертежи и тонкости их создания
s — площадь сечения проводов, мм2.
Если значение Ul превышает допустимое более чем на 5 %, необходимо увеличить площадь сечения проводов;
з) пользуйтесь для защиты глаз и кожи лица при выполнении сварочных работ щитками, масками или шлемами (ГОСТ 1361-69) (см. рис. ).
Рис. 7. Средства защиты от воздействия сварочной дуги и брызг металла
2.3.2. Произведите крепление в соответствии с проектной и инструктивной документацией всех необходимых настенных угольников, кронштейнов в помещениях автозала, кросса, шахты и электропитающих установок.

2.3.3. Уложите на прикрепленные к стенам кронштейны секции желобов открытого типа, придвиньте их друг к другу так, чтобы между ними остался зазор, равный 1 ÷ 2 мм, сварите отдельные секции желобов односторонним швом (см. рис. и приварите полученную трассу желобов к кронштейнам с двух сторон (см. рис. 9) при ширине желобов 400 ÷ 600 мм или с одной стороны в шахматном порядке — при ширине желобов 150 ÷ 300 мм.
Рис. 8. Сварка желобов в стык
К настенным угольникам концы магистральных желобов привариваются с двух сторон так, как указано на рис. .
Рис. 9. Крепление желоба к кронштейну или угольнику вдоль стены
2.3.4. Пропустите магистральный желоб через отверстие в стене помещения, придвиньте его к магистральному желобу, уложенному и закрепленному (см. п. 2.3.3) так, чтобы зазор между желобами был равен 1 ÷ 2 мм, и произведите сварку магистральных желобов в стык под углом 90° (см. рис. и рис. ). При этом каждая боковая полоса желоба проваривается со всех сторон.
Рис. 11. Крепление магистрального желоба при стыке в 90°
2.3.5. Приварите магистральный желоб в проходе через стену к настенным угольникам (см. рис. ). Сварка производится с одной стороны желоба односторонним швом в шахматном порядке.
Рис. 12. Проход магистрального жалоба через стену
2.3.6. Приварите вертикальные магистральные желоба к кронштейнам, закрепленным на стене помещения (см. рис. ). Сварка производится к каждому кронштейну с трех сторон.
Рис. 13. Крепление вертикального магистрального желоба к стене
2.3.7. Смонтируйте спуски магистральных желобов в каркасном ряду (см. рис. ), при этом приварку желобов к кронштейнам каркасного ряда произведите с трех сторон каждой боковой полосы желоба.
Рис. 14. Спуск желобов в каркасном ряду
2.3.8. Смонтируйте спуски магистральных желобов в местах их прохода через перекрытие пола (см. рис. ). При производстве работ приварку магистральных желобов к обрамлению проходного отверстия произведите с обеих сторон боковых полос желоба.
Рис. 15. Проходное устройство магистральных желобов через перекрытие
2.3.9. Смонтируйте металлоконструкции в помещении шахты. Основания щелевых кронштейнов привариваются к фундаментным угольникам. В верхней части кронштейны приваривают к стальной полосе 30×4. Пример установки кронштейнов в шахте показан на рис. .
Рис. 16. Пример установки кронштейнов в шахте
Крепление рядов щелевых кронштейнов между собой и к стенам помещений производится при помощи магистральных угольников 40×50×4, которые приваривают к верхней части щелевых кронштейнов и настенным угольникам. Рядовые желоба в помещении шахты приваривают к магистральным угольникам, причем к крайним угольникам желоба приваривают с двух сторон (см. рис. ), а к остальным угольникам — с одной стороны в шахматном порядке (см. рис. и рис. ).
Рис. 17. Расположение и места сварки желобов в шахте (примерное)
Рис. 18. Расположение и места сварки желобов в шахте (примерное)
2.3.10. Магистральные угольники крепления рядов кронштейнов в шахте сращиваются методом сварки в стык (см. рис. а) или внахлест (см. рис. б).
Рис. 19. Примеры сращивания магистральных угольников
2.3.11. Произведите монтаж воздушных желобов по стенам помещения шахты. Пример расположения и места сварки желобов приведен на рис. и рис. .
Рис. 20. Расположение и места сварки желобов в шахте (примерное)
Рис. 21. Расположение и места сварки желобов в шахте (примерное)
2.3.12. Монтаж металлоконструкций в кроссе производится аналогично монтажу металлоконструкций в шахте. Ряды стативов в кроссе крепятся между собой и к настенным угольникам помещения при помощи магистральных угольников 40×50×4, которые приваривают к каркасу кросса и настенным угольникам. Крепление рядовых желобов в кроссе методом сварки производится аналогично креплению в шахте. Пример установки желобов над ячейками кросса показан на рис. .
Рис. 22. Пример установки желобов над ячейками кросса
2.3.13. Крепление магистральных желобов к рядовым осуществляется методом сварки при помощи стержня, который приваривают к боковым полосам рядовых и магистральных желобов с обеих сторон (см. рис. 23).
Рис. 23. Крепление магистрального желоба к рядовому
2.3.14. Крепление магистральных желобов Ж магистральным желобам в пролете до 2,5 м осуществляется методом сварки, причем магистральный желоб для прочности усиливают стальными стержнями, привариваемыми к обеим боковым полосам желоба (см. рис. ).
Рис. 24. Крепление желоба в пролете до 2,5 м
3.3.15. Крепление желобов для кроссировочных проводов производится аналогично креплению магистральных желобов в пролете до 2,5 м также методом сварки, только без использования стальных стержней жесткости. Пример крепления желобов приведен на рис. .
Рис. 25. Пример крепления желоба для хромировочных проводов
2.3.16. Крепление рамки с испытательными гнездами в абонентском кроссе производится методом сварки. Пример крепления рамки методом сварки показан на рис. .
Рис. 26. Крепление рамки с испытательными гнездами в абонентском кроссе
2.3.17. После окончания монтажа металлоконструкций производится очистка сварных соединений от окалины, проверка качества их выполнения и окраска серой эмалью.
2.3.18. В процессе проверки качества сварных соединений путем внешнего осмотра при помощи лупы с 10-кратным увеличением могут быть обнаружены дефекты. Виды дефектов, получившихся в процессе сварки, приведены на рис. .
Рис. 27. Виды дефектов при сварке
2.3.19. Дефекты сварных соединений исправляют подваркой с последующей очисткой от окалины и покрытием одним слоем серой эмали.
Источник https://enersb.ru/komplektujushhie-dlya-truboprovodov/tehnologicheskaya-karta-na-svarku-truboprovoda/
Источник https://nicespb.ru/tehnologii/tehnologicheskaya-karta-svarki-truboprovodov-obrazec.html
Источник https://34st.ru/tehnologii-raboty/karta-tehnologicheskogo-processa-svarki.html




