Ручная дуговая сварка трубопровода это
Современная технология сварки трубопроводов предполагает применение ряда методов, основанных на термическом, комбинированном термомеханическом или чисто механическом приёмах обработки материалов.
К термическим методам относится газовая сварка, плазменная, электродуговая, лазерная и другие виды сваривания. С их помощью, в частности, осуществляется такая обязательная операция, как сварка опоры трубопроводов.
К комбинированным методам относится контактно-стыковая сварка и сваривание с использованием эффекта магнитного управления. К чисто механическим способам можно причислить малоизвестную сварку трением.
Трубопроводы могут быть металлическими, пластиковыми или из композиционных материалов. Технологию сварки выбирают с учетом особенностей материала и условий прокладки трубопровода.
Электродуговая технология

При прокладке стальных магистральных трубопроводов особо востребована автоматическая электродуговая сварка, организуемая с использованием специальных флюсовых добавок. Однако этот способ сварки трубопроводов может применяться только в условиях, когда зона стыка перемещается относительно электрической дуги (за счёт вращения труб).
- При невозможности применения механизированных подходов чаще всего прибегают к ручному методу электродуговой сварки.
- Особенность этого способа – использование различных положений сварочной зоны, которые на профессиональном сленге называют «нижним», «вертикальным» или «потолочным».
- Добавим, что в этом случае движение электрода по периметру стыка с постоянной скоростью осуществляется самим сварщиком, то есть вручную.
- При использовании защитных газов (в случае аргонодуговой сварки) возможно множество вариантов, отличающихся по следующим характерным признакам:
- по виду используемого защитного газа (аргон, углекислота, а также разные их комбинации);
- по типу применяемого электрода, который может быть плавящимся, вольфрамовым или неплавящимся;
- по уровню механизации работ (ручное сваривание или сварка в автоматическом режиме).
Электродуговая сварка с привлечением защитных газов востребована при работах на трубопроводных магистралях, производимых со сменой пространственного положения свариваемых заготовок и электрода.
Скорость ручной обработки трубопровода в этом случае не превышает 8-30 м/ч, а механизированной – 20-60 м/ч. При реализации этих методов возможно применение порошковой проволоки, обеспечивающей формирование газовой среды или флюса, необходимых для защиты рабочей зоны.
Нормативная документация
Основной документ, регламентирующий порядок проведения сварки труб при монтаже магистральных трубопроводов – это «Строительные нормы и правила», на базе которых утверждены и действуют такие нормативы, как СП 105-34-96, СНиП 3.05.02.88, а также ГОСТ 16037.
В приведённых выше документах затрагиваются следующие вопросы:
- порядок проведения квалификационных экзаменов операторов сварочных процедур;
- основные положения, касающиеся подготовки труб к сварке, техники их правки, текущего ремонта и способов отбраковки;
- общий порядок сваривания трубных заготовок с последующим монтажом крепящей арматуры;
- используемые для сварки трубопроводов электроды;
- методы сплавления, с учётом их привязки к погодным (климатическим) условиям;
- требования к применяемым расходным сварочным материалам.
Для повышения производительности электродуговой сварки в полевых условиях применяются системные методы их организации с использованием специальных форм (технологических карт). В этих учётных формах содержится полный перечень сведений и указаний по проведению типовых сварочных операций.
В нормативных документах также оговариваются виды трубных изделий, применяемых при прокладке магистральных трубопроводов.
Особенности маркировки и виды трубных изделий
- Современные магистральные трубопроводы, включая распределительные газопроводы, как правило, сооружаются на основе бесшовных труб, которые свариваются с образованием прямого или спирального видов соединений.
- Трубные изделия того или иного диаметра и назначения изготавливаются из различных типов низколегированных сталей, отличающихся составом примесей, в конечном счёте, определяющих их рабочие характеристики.
- Так, распределительный газопровод низкого давления из-за особенностей перекачиваемого по нему носителя сваривается на основе труб, изготавливаемых из специальных низкоуглеродистых сталей.
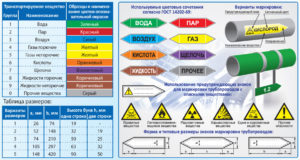
Готовые к применению трубы перед укладкой маркируются особым образом, причём после этой процедуры участок с клеймом обводится краской. На определённом удалении от клейма посредством несмываемой краски наносятся данные о диаметре и толщине стенок трубного изделия.
Изделия импортного производства изготавливаются по зарубежным стандартам (АРI), подразделяющим их по типу шва на уже рассмотренные выше типы (бесшовные, с прямым или спиралевидным швом).
Согласно этим стандартам используемые при их изготовлении стали объединяются в категории, различающиеся пределами текучести материала.
Подготовка среза
Монтаж трубопроводов начинается с подготовки свариваемых частей, включая придание нужной формы торцам трубных заготовок. Линии их срезов должны полностью совпадать и соответствовать по своей форме применяемому методу сваривания.

- Для трубных изделий диаметром до 520 мм допускается проведение операций по доработке срезов (торцевание, снятие фаски и шлифование) непосредственно в полевых условиях.
- При укладе труб большего диаметра такая обработка осуществляется в заводских условиях с привлечением фрезерных механизмов, станков абразивной резки и шлифовального инструмента.
- Для создания прочного сварного соединения в первую очередь следует удалить из полостей труб скопившиеся в них частички грязи, снега и грунта, а после тщательно зачистить кромки и прилегающие к ним участки на ширину не менее 1-го см.
- Обычно трубы поступают к месту их укладки с уже готовой разделкой кромок, подготовленной для сварки трубопровода в ручном режиме, производимой обычными покрытыми электродами.
Для трубопроводов с заготовками диаметром один метр разделка кромок производится с учётом необходимости формирования внутреннего корневого шва. При прокладке трубопроводов распределённого типа трубы допускается сваривать без их предварительной разделки.
Однако в этом случае имеются определённые ограничения, касающиеся вида рабочих операций (только ручная сварка) и толщины стенок трубных заготовок, которая не должна быть более 4-х мм.
Обустройство стыков трубных изделий

При сборке трубопроводов необходимо позаботиться о правильном расположении стыков труб. Подготавливаемые стыки должны располагаться строго перпендикулярно к оси трубопровода (отклонение не должно быть более 2-х мм).
Радиальный зазор в стыковой зоне должен быть одинаков во всех точках окружности. Относительное смещение срезов заготовок не должно превышать заданную ГОСТом величину.
Помимо этого, смешение имеющихся на заготовках продольных швов на заданных расстояниях не должно превышать трети длины окружности (для трубных заготовок диаметром до100 см).
Если не выполняется хотя бы одно из этих требований, то следует провести дополнительное обследование металлических трубных изделий на данном участке прокладки. Как правило, такое тестирование трубопровода проводится с использованием ультразвуковой контрольной аппаратуры.
Сварка опорных элементов

- Опоры трубопроводов обеспечивают правильность ориентации прокладываемой нитки в пределах занимаемого конструкцией пространства, а также позволяют равномерно распределить нагрузку на фундаментное основание.
- Возможные варианты сварки опор существенно различаются по ряду признаков, важнейшими из которых являются их конструктивное исполнение (обычные или подвесные) и характер фиксации (подвижные или неподвижные).
- В отличие от обычных элементов подвесные опорные конструкции монтируются на уровне, находящемся выше трубопроводной оси.
- При подвесном варианте монтажа трубы могут фиксироваться на вспомогательных элементах конструкций (перекрытиях, ограждающих плитах и тому подобное) и обеспечивают подвижный тип крепления.
- При этом всё сооружение в целом имеет возможность ограниченного смещения по двум степеням свободы – поперёк или вдоль оси прокладываемого трубопровода.
Читайте также: Технологических процессов строительства трубопровода
В отличие от них неподвижные опорные элементы обеспечивают жёсткую фиксацию выделенного участка в границах опорной зоны конструкции. Они применяются как при обустройстве систем надземного типа, так и при монтаже подземных трубопроводов, сооружаемых в отсутствии специальной канальной прокладки.
Для реализации подвесного варианта крепления трубопроводных систем могут применяться сборные металлические эстакады двух типов: в балочном или ферменном исполнении.
В состав первого из них могут входить траверсы, балки, переходные мостики и ограждения, тогда как во втором варианте исполнения используются сами фермы и усиливающие конструкцию элементы жёсткости.
Применение газосварки
Газовая сварка широко применяется в самых различных областях хозяйственной деятельности, предполагающих эксплуатацию трубопроводов самого различного типа (при обустройстве бытового водопровода, в частности).
Для практического осуществления этого процесса потребуется смесь кислорода с другими видами горючего газообразного вещества, в качестве которых обычно применяются пропан, бутан, ацетилен или водород.
В отдельных случаях для проведения сварки газом в качестве основного состава используется инертный аргон, вступающий в реакцию окисления с кислородом.

Помимо этого, при монтаже бытового трубопровода следует побеспокоиться о наличии требуемого количества расходного материала – сварочной проволоки и флюса.
Эти два компонента относятся к категории присадочных материалов, которые подбираются по принципу соответствия их химического состава материалу свариваемых заготовок.
Прокладка пластиковых труб
Не стоит забывать, что трубопроводы могут быть пластиковыми. В последнее время водопроводы повсеместно делают из полиэтиленовых труб.
Полиэтилен низкого давления высоких марок применяют для прокладки напорных водопроводов, газопроводов, канализации. Полипропиленовые трубы (ПП) подходят для строительства трубопроводов, транспортирующих холодную и горячую воду.

Соединение пластиковых труб происходит диффузионным методом сварки, при котором материал нагревается, расплавляется, и затем, остывая, сплавляется. При этом для нагрева используются различные инструменты.
Если для сварки трубопровода применяются муфты, через которые проходит электрический ток, то способ называют электромуфтовым. Могут использоваться специальные станки для стыковой сварки, паяльники или так называемые утюги для сварки бытовых трубопроводов малого диаметра.
- При монтаже внутренних пластиковых трубопроводов систем отопления и водоснабжения применяют сварку в раструб.
- При прокладке любого трубопровода необходимо соблюдать требования действующих стандартов, касающихся выполнения всего спектра вспомогательных работ.
- Лишь при условии грамотно проведённых подготовительных мероприятий можно будет рассчитывать на высокое качество сплавления составных частей трубных магистралей.
Ручная дуговая сварка: технология РДС и способы сварки труб, оборудование и преимущества
Знаменитая РДС – ручная дуговая сварка, народная любимица и самая популярная сварочная технология в течение долгого времени. Такое достижение дорогого стоит. Метод основан на использовании специальных электродов.
Все действия в РДС выполняются сварщиком вручную. Несмотря на популярность и, казалось бы, изученность этого способа, нам с вами невредно будет повторить основные факты и проверить, как на сегодняшний день поживает милая сердцу РДС.
Главное – дуга
Суть или технология ручной дуговой сварки – это формирование правильной и устойчивой дуги между концом электрода и сварочной ванной. Поджечь дугу быстрым касанием, чтобы она сразу загорелась и стабильно горела в дальнейшем – одно дело.
Правильно держать и вести электрод, соблюдая стандарты высоты расходника над поверхностью, скорости ведения электрода вдоль шва и много чего еще – дело другое. Знать нужно немало, уметь – тоже. Ну так современная сварка – тоже не погулять выйти, это поле с профессиональными игроками и высокой конкуренцией.
Здесь на художественной самодеятельности никто больше не проедет. Так что давайте повторять и разбираться в деталях и нюансах современной РДС.
Основные действия с помощью электродержателей:
- подача электрода в рабочую зону;
- поджиг электрической дуги;
- перемещение расходника вдоль кромок деталей;
- поддержка стабильного горения дуги.
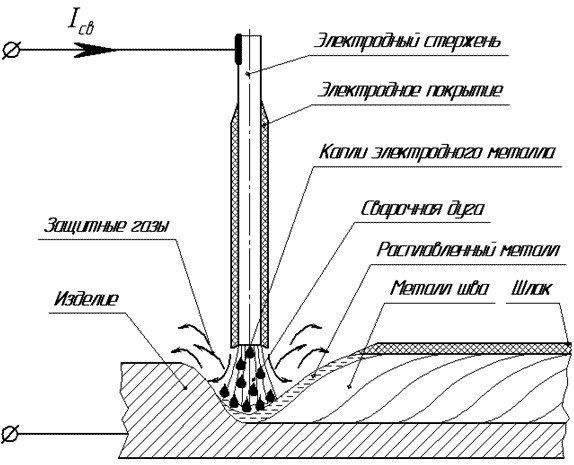
Чертеж ручной дуговой сварки.
Итак, мы подожгли дугу касанием и отвели электрод на небольшое расстояние от свариваемой поверхности. Стержень электрода начинает плавиться от действия высокой температуры. Именно их этого плавящегося стержня формируется тот самый сварочный шов, ради которого затеяна вся суета вокруг.
Вместе с металлическим стержнем электрода плавится его специальное покрытие, хитрый состав которого образует защиту шва шлаком и газом от окисления. Сразу же после того, как погаснет дуга, шлак удаляется с поверхности рабочего участка.
Сварочный шов какой угодны для не получается из-за ограниченной длины электрода: как только стержень оплавится до конца, процесс нужно останавливать, чтобы его поменять. А такого рода перерывы неважно сказываются на качестве шва: из-за них в шве попросту образуются дефекты.
[box type=”info”]С этой бедой можно бороться, и прежде всего с помощью выполнения правил технологий. В технических характеристиках электродов, к примеру, всегда указываются параметры подходящего электрического тока к типу покрытия, диаметру стрежня и положению во время сварки.[/box]
Все это необходимо для оптимизации горения дуги и протяженности непрерывного шва – «не больше и не меньше, а в самый раз» – вот главное правило, которое, пожалуй, требует технология дуговой сварки.
Что варим с помощью РДС
Да практически все. Если говорить о сталях, то это и легированные, и нелегированные марки. Правда, есть ограничения в толщине, он должна быть не больше до 5-ти см. Слишком тонкие листы металла тоже не пойдут: если заготовка тоньше 1,5 мм, металл при РДС мгновенно прогорит.
Больше всего РДС подходит для работы с заготовками толщиной от 3,0 до 20,0 мм.
Читайте также: Технология пайки ппр труб
Конечно, в зависимости от состава металла меняется прочность шва. Она, например, снижается с повышением доли углерода в стальных сплавах. Иными словами, высокоуглеродистые стали варить методов РДС можно, но качество шва с точки зрения будет ниже.
Где ручная дуговая только не применяется, вот только некоторые из примеров:
- производство труб самого разного вила и назначения;
- машиностроение;
- судостроение;
- все ремонтные работы на многочисленных СТО;
- все виды коммунальных работ, где необходимо соединение металлов.
Поговорим об электродах
О современных электродах можно написать «Войну и мир», не меньше. Уж каких только сплавов и составов покрытий сейчас не делают – на любой вкус.
А если серьезно, то классификация сегодняшних электродов обширнейшая, новые технологии требуют соответствия химического состава всех без исключения частей расходников металлам свариваемых деталей. Эти материалы содержат вещества для стабилизации горения дуги, образования защитного шлака и т.д.

Схема ручной дуговой сварки покрытыми электродами.
Функции у современных покрытий электродов вполне конкретные и ясные:
- Образование шлаков для защиты металла от кислородного окисления в воздухе и действия влаги.
- Образование газа для той же защиты. Он образуется в результате горения органических веществ, входящих в состав покрытия электрода.
- Так называемое раскисление шва – удаление из него окислов кислорода.
- Легирование основного металла за счет добавок в покрытии.
Для РДС выпускаются специальные электроды. Все они соответствуют свойствам наплавленного металла и снабжены в названии буквой «Э».
Число после буквы обозначает уровень временного сопротивления в килограммах на квадратный миллиметр. Если рядом стоит буква «А», состав электрода очень пластичен и имеет высокую ударную вязкость.
Снег, дождь и ветер
Варить можно хоть на потолке, то есть в любом положении. Но если есть возможность выбирать, удобнее работать все-таки в нижнем положении. Здесь можно и электрод взять побольше, и ток пустить посильнее, чтобы варилось мощно и быстро.
Если же вам приходится варить на потолке или располагаясь вертикально, бодрой и быстрой сварки у вас не получится: сварочная ванна будет маленькой, диаметр у электрода будет очень скромным, скорость работы снизится на порядок.
[box type=”fact”]Ручная дуговая сварка позволяет работать в самых разных условиях внешней среды: хоть внутри помещений, хоть в открытом пространстве. Для этого метода не нужна подача газа или воды, что значительно упрощает рабочий процесс.[/box]
Единственное, что понадобится в обязательном порядке – это электропитание с его источником и кабелем. Длина кабеля – вопрос серьезнейший. Источник электричества может быть удален как угодно, но все дело в том, что чем кабель длиннее, тем больше он греется и, соответственно, повышаются тепловые потери.
Иногда используют генераторы на бензине или дизельном топливе. Ну а если вокруг вас снег, дождь, ветер и прочие природные напасти, защищайте рабочую зону, ведь вам нужно прежде всего ровное стабильное пламя дуги.
Теперь ток
РДС в этом плане универсальна – варить можно хоть на постоянном, хоть на переменном токе. Электроды могут быть специализированными, но есть и универсальные, которые подходят и для того, и для другого.
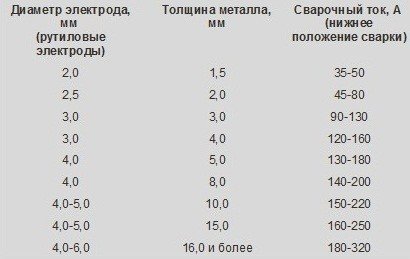
[box type=”fact”]Если есть возможность выбирать, то это ток постоянный. С ним и дуга стабильнее, шов крепче и работать комфортнее.[/box] Сила сварочного тока в зависимости от диаметра электрода и толщины металла.
Если вы работаете с постоянным током, у вас может быть два варианта полярности – прямая и обратная. При прямой полярности минусовый полюс подводится к электроду, а плюсовой – к металлической заготовке. При обратной полярности все наоборот: к электроду идут плюсы, к деатялм – минусы.
Абзац про дефекты
Дефекты, возможные по ходу работы РДС, делятся на два вида:
- Отклонения от нормы и стандартов вследствие кристаллизации или остывания металла.
Они могут возникнуть в виде пор, трещин, снижения качества шва и т.д. - Дефекты в результате нарушений правил или технологии.
В этом случае появляются прожоги, непровары, подрезы и т.д.
Пара слов о швах и их кромках
Пара слов о кромках. Если вы хотите, чтобы у вас получился проваренный и ровный шов высокого качества по всем параметрам, на металлических заготовках нужно сделать кромки.
Подробное описание разделки краев в зависимости от типа шва отлично прописаны в ГОСТе 5264-80, полностью посвященному РДС. Кромки бывают трех видов, которые различаются лишь по форме: V, R, X.
[box type=”info”]После сварки кромку нужно удалить. Это можно сделать просто – зубилом. Но в этом случае о качестве и эстетике шва придется забыть. Ровное и аккуратное удаление получится с помощью фрезерного или токарного станка.[/box]
Если применение станка невозможно из-за трудного доступа, кромки убираются кислородной резкой. Чистка кромок металлической щеткой от грязи, коррозии и окалины также относится к обязательным действиям.

Разновидности сварочных швов.
Сварочные швы также различаются по форме:
- стыковой тип;
- швы внахлест;
- угловые;
- тавровые швы.
Также сварные соединения подразделяются исходя из положения в пространстве:
- нижний тип – самый распространенный, при котором свариваемые заготовки находятся под электродом;
- горизонтальный тип: заготовку фиксируют под углом, а электрод и процесс сварки – в горизонтальном положении;
- вертикальный тип шва, которые формируется снизу наверх. Это непростой вид из-за стекания расплавленного металла вниз;
- потолочный тип, когда шов находится сверху по отношению к электроду;
При сложных положениях в пространстве используется пониженный ток, а сама сварка производится короткими движениями.
Оборудование для РДС
Конечно же это аппараты ручной дуговой сварки. Метод дает широкие возможности для их выбора. Это может быть и традиционный трансформатор – ветеран сварочного движения, трансформатор в комбинации с выпрямителем и, наконец, герой нашего времени – аппарат для дуговой сварки под названием инвертор.
Последний вариант- самый популярный в силу дополнительных функций для облегчения работы сварщика: форсированной дуги и антизалипания. На инверторе могут работать даже юные дебютанты, швы в любом случае получаются ровными и крепкими.
Читайте также: Вход в здание запорная арматура
Есть, конечно, нюанс – относительно высокая стоимость инвертора. Но овчинка выделки стоит благодаря высокой надежности в святом деле качества шва. Сварочное оборудование ручной дуговой сварки предлагается в самых широких продуктовых линейках – на любой цвет и вкус.
Варим трубы
Одно из технологических преимуществ РДС перед другими методами – это сварка труб ручной дуговой сваркой.
[box type=”info”]К данному виду работ всегда имеются особые требования. И прежде всего это идеальная герметичность швов и устойчивость к значительному и длительному давлению. Именно поэтому швы на трубе варят в нижнем положении, где это только возможно.[/box]
Трубы варят стыковыми швами, других вариантов практически нет. Предварительная подготовка – формирование прихваток, без них сделать что-либо будет трудно. Если труба большая, и ее диаметр превышает 30 см, участки сварки будут в длину будут составлять не больше 20-ти см.
Плюсы РДС

Схема сварки металла электродом.
Преимущества ручной дуговой сварки внятные, серьезные и весьма весомые:
- универсальность технологии в отношении применяемых материалов благодаря широчайшему выбору электродов на рынке;
- благодаря ручной подаче и ведению электродов сварку можно производить в любом положении, включая самые труднодоступные места;
- возможность быстро смены расходных и свариваемых материалов;
- удобная транспортировка оборудования;
- отличный способ варить трубы;
- метод по силам даже новичкам, если работать на инверторе.
Минусы РДС
Недостатки есть у всех методов, куда ж без них
У ручной дуговой минусы скромные:
- относительно низкая производительность, как и у всех ручных способов сварки;
- качество сварного шва в значительной степени зависит от квалификации сварщика, если работа идет не на инверторе. Инвертор нивелирует опыт работы;
- действие на организм вредных факторов сварки.
Следует заметить, что недостатки метода вполне можно считать его особенностями, которые обусловлены сутью физико-химического процесса.
Ручная дуговая сварка труб
Стальные трубы, выпускаемые промышленностью, имеют различные диаметры. Наиболее распространены диаметры от 15мм (применяются для прокладки водопровода в помещениях) до 1200-1500мм (применяются в магистральных трубопроводах).
Основной способ соединения труб диаметром 15-32 мм – газосварка, с использованием ацетиленовой горелки и сварочной проволоки. Для больших диаметров труб 40-1200 мм применяется электросварка или ручная дуговая сварка. Иногда этот способ сварки применяется и для труб малых диаметров.
Чем опытней сварщик, тем лучше, ему обязательно необходимо иметь диплом – аттестат, или диплом НАКС.
Подготовка труб к сварке
Подготовка труб или их фасонных частей это — правка концов, очистка кромок от грязи и ржавчины. Трубопрокатные заводы и заводы трубных заготовок выпускают трубы и изделия (толщина стенок св.3 мм) с готовыми кромками, изготовленными под углом около 30°.
Если этой фаски нет, то её необходимо снять резаком или шлифмашиной. При сборке трубопровода под электросварку кромки соединяемых труб или изделий совмещают, оставляя зазор (например, толщина стенок 8 мм – зазор 2 мм). Когда поверхность труб совпадает, то ось трубопровода не нарушается.
После этого будущие стыки прихватывают одиночными швами небольшой длины равномерно в трех точках окружности трубы. Прихватывать нужно тем же электродом, которым будут производить сваривание стыков.
В любом необходимо удлинять плеть, стараясь обеспечить сварочное соединение труб и фасонных частей возможностью проведения поворотного стыка.

Электроды для дуговой сварки
Электроды, применяемые для сварки труб, различают по назначению — для стали, чугуна или других металлов, типу покрытия — основное, рутиловое и др., по химическому составу металла стержня и покрытия, характеру шлака, свойствам металла и способу нанесения покрытия.
По используемому для сварки постоянному или переменному току. Стабильное горение дуги и формирование хорошего шва, спокойное, без брызг и выстрелов, равномерное расплавление стержня и покрытия, легкая отделяемость шлака – это основные требования к электродам.
Производители должны обеспечивать сохранение технологических свойств электродов в течение времени их хранения. Популярная у сварщиков просушка электродов в тепле не поможет некачественным электродам.
Диаметр применяемых электродов увеличивается с диаметров свариваемых труб, обычный диаметр от 3 до 5 мм.
Сварка стыков труб
Ручная дуговая сварка труб бывает одно или многослойной, одно или двухсторонней. Сварка поворотных и неповоротных стыков труб при толщине стенок до 6 мм выполняется в два слоя, при толщине стенок от 6 до 12 мм необходимо три слоя, при толщине стенок от 12мм и более сварка ведется в четыре слоя. Первый слой сварки — самый ответственный.
Наложение этого слоя делает самый опытный сварщик в бригаде. Нужно расплавить кромки труб и проверять, на наличие трещин. Эти участки необходимо выплавить и снова сварить. Начало и конец каждого из слоя сварки каждый раз смещаются на 20—30 мм по отношению к нижним слоям. После выполнения каждого слоя производится очистка его от шлака и брызг.
Каждый последующий слой ведется в направлении, которое противоположно направлению выполнения шва предыдущего слоя. Последний шов делается ровнее, его поверхность переходит к поверхности трубы. Положение электрода в пространстве подразделяет швы на такие типы как нижние, вертикальные, горизонтальные и потолочные.
Нижний шов, самый удобный для качественной сварки, находится под электродом, а сварка делается сверху. Горизонтальный шов идет по окружности трубы, которая установлена вертикально.
Обучающее видео по дуговой сварке
Вертикальный шов производится сбоку трубы. Потолочный шов — самый трудный выполняют над головой сварщика. Если плеть лежит в траншее и отсутствует возможность заварить неповоротный стык снизу потолочным швом, выполняют «операционный шов».
Сверху трубы вырезается люк, достаточный для проникновения руки сварщика с держаком и визуального контроля. Сварка нижней части стыка производится изнутри трубы, затем заваривается люк. Качество сварки контролируется постоянно. Осмотру подлежат все сварные швы.
Стык не должен иметь трещин, незаваренных кратеров, пор, наплывов и подрезов, подтеков металла внутри трубы.
Не следует ни на минуту забывать, что ручная дуговая сварка труб относится к работам с повышенной опасностью, что разработан и сформулирован в материалах по инструктажу по ТБ ряд требований, выполнение которых обязательно.
Сварка труб ручной дуговой сваркой: Пошаговая инструкция +Фото и Видео

Существует несколько видов монтажа труб один из них сварка ручной дуговой сваркой.
Метод называется дуговым, потому что при контакте электрода с металлической трубой, электрический ток создает дугу, которая исключает попадание в зону плавления металла газа.
При высокой температуре, металл на электроде начинает плавиться и капать в соединительный шов, постепенно заполняя его. Образуется высокопрочную герметичную стыковку элементов.
- 1 Общие сведения
- 1.1 Принцип работы
- 1.2 Нюансы дуговой сварки
- 2.1 Как сварить неповоротный вертикальный стык
- 2.2 Как сделать шов
- 2.3 Сварка облицовочного шва
- 2.4 Как производятся «мазки» электродом
Общие сведения
Принцип работы
Дуговая сварка в своем большинстве используется для создания трубопровода, в котором толщина стенок труб от 3 мм и номинальным сечением от 80 мм.
Температура плавления иногда достигает 3500 градусов по Цельсию.
Для достижения качественного соединения приходится заполнять стык расплавленным металлом и вдоль и поперек. Количество слоев напрямую связано с толщиной стенок изделия.Какого качества будет выполнено соединение, влияет не только сварочный аппарат, в первую очередь это зависит от правильного выбора и подготовки электродов.
Так же для осуществления дуговой сварки труб понадобится трансформатор – выпрямитель или инвертор, для создания постоянного тока.
Хорошо если сварочный агрегат оснащен несколькими режимами работы(с разного вида электродами)
Нюансы дуговой сварки
- Аппарат следует включать, только тогда, когда электрод коснулся изделия
- Важно следить за размером образующейся электрической дуги.
- Сварка производится плавными движениями, что гарантирует равномерное заполнение шва расплавленным металлом
- Плавные движения из стороны в сторону контролируют толщину соединения
- Изделия с большим сечением и толстыми стенками свариваются с внутренней стороны и внешней.
Работа сваркой
Перед тем, как приступить к работе, необходима подготовка:
- Очистить и обезжирить места соединений
- Трубы устанавливаются ровно и плотно, зазоры и перекосы недопустимы.
- На сварочный аппарат устанавливается требуемый режим и электрод
- Трубу заземляются
- Металлические трубы тяжелые, поэтому для хорошей фиксации положения изделий, можно сделать несколько прихваток по окружности.
Как сварить неповоротный вертикальный стык
Сварной шов делается короткой дугой в два захода. Сечение трубы визуально делится на две равные части, а те в свою очередь на три основных положения
- Потолочная позиция с 1 по 3
- Вертикальная позиция с 4 по 8
- Нижняя позиция с 9 по 11
Процесс заполнения шва всегда начинается с потолочной позиции.
Дина дуги определяется по формуле Imin=0/5dэ мм (dэ – длина электрода)Заканчивается заполнения разъема в нижнем положении.
Начинать соединение следует отступив 1 – 2 см от вертикальной осевой. Место соединения швов (замок) может составлять от 2 до 4 см, зависит от сечения трубы.
Сварка производится под определенным углом. Потолочное положение делается углом назад (позиция 1-2), после переходит в позицию (3-7) углом вперед, следом образуется прямой сварочный угол и завершается шов углом назад (позиция 9-11)
Соединение второго участка делается аналогичным образом. Перед началом варки детали следует очистить.
Для сварки замка используются электроды диаметром 3 мм.
Положение электрода Сила тока (А) потолочное 80-95 вертикальное 75-90 нижнее 85-100 Как сделать шов

Качественный корневой шов образуется при помощи постоянной подачи электрода в стык. В результате внутреннего проплавления труб образуется маленькое окошко, она называется технологическое окно.
Это начало корневого шва. Постепенно металл накапывается в стык деталей. С обратной стороны образуется большой валик. В этом месте чаще всего возникают поры, так как валик долго остывает и успевает вступить в контакт с атмосферой.
Заполнение стыков у труб, где толщина стенок превышает 8 мм, получается неравномерным. В подавляющем большинстве недотягивает нижнее положение. Для устранения это дефекта, требуется в верхней части стыка еще раз «накидать» металл (наплавить валик).
Важно. После последнего прохода допускается не заполнение шва максимум на 2мм.
Сварка облицовочного шва
Облицовочное соединение образуется в результате однократного прохода электродом в одном направлении или нескольких проходов.
Предпоследний проход следует завершить так, чтобы зазор между трубами остался незаполненным на 0.5-2мм, а металл по краям шва выходил за стык на половину ширины электрода.
Рекомендация. Монтаж труб с толщиной стенок меньше 6 мм и сечением до 15 см следует выполнять при постоянном однозначном напряжении, максимально подходит показатель для потолочного положения. Когда осуществляется изменение на вертикальное положение, используется прерывистая накидка металла.
Те же самые манипуляции проделывают, когда источник питания расположен далеко от места монтажа.
Как производятся «мазки» электродом
Металл накапывается всегда в одном направлении. Электрод прикладывается к одной кромке, доводится до противоположной, производится кратковременный обрыв дуги (шлак не должен успеть остыть).
- — начало дуги, — конец дуги, — — — отсутствие дуги
Если толщина труб большая, то начало и обрыв делаются в одной точке.
Важно. Начало дуги запрещено совмещать с точкой, в которой был произведен только что обрыв
- — начало дуги, — обрыв дуги
Метод сварки неповоротного горизонтального стыка
Монтаж металлических элементов осуществляется электродом толщиной 3 мм.
Угол наклона электрода 80-90 градусов.
Сила тока для варки выбирается в соответствии с толщиной стенок изделия, шириной и глубиной зазора.
«Угол вперед» — дает максимальное плавление
«Угол назад» — минимальный уровень плавления.
К сведению. Если уровень плавления недостаточный, длина дуги создается короткой. Если плавление нормальное – дуга среднего размера.
- Корневой шов следует делать в месте с минимальным расплавлением соединения.
- Во втором проходе металл накидывают так, чтобы расплавить корневой шов и оба края изделия. Должен образоваться валик нормальной формы.
- Третий проход рекомендуется осуществлять при повышенном режиме под «углом назад» или прямым. Расплавленный металл надо накапать выпуклым валиком. Электрод должен двигаться по маршруту, совпадающему с краем предыдущего прохода.
- Четвертый проход создается в режиме третьего валика. Электрод имеет прямой или почти прямой угол. Скорость плавления держат такой, чтобы одновременно плавились верхняя кромка разделки, второй валик и вершина третьего.
Замок. Металл накидываю с равномерным расширением шва в начале и с плавным сужением в конце, уровень наплыва на основной шов 2-3 см.
Рекомендация. Дуговая сварка в много проходов делается по спирали, это поможет сократить количество замков.
Для выполнения лицевого слоя размер электродов берется такой же, как и для заполнения стыка. Максимально допустимый диаметр электрода для лицевого слоя 4 мм. Металл накладывается на большой скорости, для образования узкого и плоского шва.
После завершения работ. Производится отшлифовка шва до одного уровня с трубой + по 2 см с каждой стороны, чтобы не осталось неровностей и шлака.
В результате шлифовки может выявиться погрешность, такая как пора.
В таком случае, место с дефектом следует вычистить до зазора и снова заварить, затем опять отшлифовать.
Шлифовка осуществляется в одном направлении от трубы к шву, это поможет избежать «подрезов».
Ошибки при дуговой сварке
- Плохо просушены электроды
- Когда производится замена электрода, не сделана защита в месте прерывания сварного шва.
- Плохо очищенные поверхности соединяемых деталей
- Сквозняк в трубопроводе.
О четвертом пункте чуть подробнее.
Бывает образовывается пора. Зачистили, закидали, отшлифовали и опять пора. И так может повторяться несколько раз. Такое может происходить из-за наличия «гуляющего» воздуха в трубе. Чтобы купировать доступ атмосферы, следует просто закрыть свободные отверстия соединяемых труб.
Особенности сварки при минусовых температурах
Сталь при варке в минусовые температуры становится хрупкой. Возможно образование таких повреждений, как горячие трещины, термическое разрушение и т.п.
Чтобы подобных проблем не возникло, следует:
- Детали трубопровода соединить с максимально плотным прилеганием
- Разогреть металл до светло – красного оттенка
- Увеличить силу тока до 20%
Техника безопасности при ручной дуговой сварке
- Рабочее место следует оградить
- Горючие и легковоспламеняющиеся материалы должны находиться как минимум на расстоянии 10 метров от места выполнения сварочных работ
- Обязательно наличие спецодежды
- Сварка осуществляется в специальных рукавицах
- Недопустимо выполнение работы без маски, она должна быть без каких либо повреждений
- Рядом с местом сварки должно находиться средство для пожаротушения
- Рабочая зона должна хорошо освещаться.
Ручная дуговая сварка труб и трубопроводов
Как варить трубы электросваркой правильно – пошаговое руководство
В процессе ведения домашнего хозяйства нередки случаи, когда требуется соорудить какую-либо конструкцию из обычных труб или профиля. Зачастую для этих целей применяются легкие и удобные в монтаже пластиковые трубы, а также стальные изделия с резьбовыми креплениями. Однако в данной статье мы рассмотрим, как правильно сварить трубу для отопления или других необходимых систем в вашем доме, ведь упомянутые выше варианты не всегда приемлемы и целесообразны.

Способы сварки металлических труб
Получить качественное сварочное соединение труб можно несколькими способами. Многое здесь зависит от того, где именно будут использоваться трубы. Если это трубопровод и нужна полная герметичность соединения, то применим один способ, для монтажа опор теплицы, например, совершенно другой.
Варить трубы можно несколькими способами:
Читайте также: Подготовка и сборка труб под сварку
- Встык — данный способ сварки труб наибольше всего распространён среди сварщиков. При его выполнении, трубы располагаются друг перед другом с небольшим зазором или без него. При этом очень важно тщательная подгонка труб, для того, чтобы их края были абсолютно ровными.
- Внахлёст — способ применим для сварки труб разного диаметра, когда одна труба надевается на другую. Это наиболее простой способ сварки металлических труб, друг с другом, который отличается своей простотой и скоростью выполнения.
- Тавровое — данное соединение труб необходимо в том случае, когда требуется выдержать между трубами угол в 90 градусов.
- Угловое — соединение применяется в тех случаях, когда угол между трубами составляет менее 90 градусов.
Для новичков, которые только взялись за сварку труб, существует несколько простых советов, они помогут варить металлические трубы качественно и без ошибок.
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.
Классификация электродов предполагает разделение по типу сердцевины и разновидности внешнего покрытия.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С). Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA). Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR). Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC). Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B). Такие изделия можно назвать универсальными, ведь они подходят для сваривания толстостенных труб, деталей, эксплуатация которых будет производиться при отрицательных температурах. При этом образуется пластичный качественный шов, который не трескается и не деформируется со временем.
Выбор способа сварки и расходных материалов
Перед выполнением сварки труб следует подобрать электроды, с помощью которых участки стального проката свариваются в единую конструкцию. При выборе нужно обращать учитывать вид материала металлического стержня и покрытие. Трубы привариваются друг к другу электродами, которые бывают:
- Неплавящиеся. Их стержень изготавливают из вольфрама, электротехнического угля или графита.
- Плавящиеся. Сердцевину производят из сварочной проволоки, имеющей разный состав и габаритный размер.
При использовании для сварки труб неплавящихся электродов потребуется присадка, которая заполняет сварной шов. Более простой метод представляет сварка с применением неплавящейся оснастки, поэтому он востребован при сооружении бытовых сетей.
По виду покрытий, которые применяются для формирования защитной поверхности стержня, различают следующие виды электродов для сварки труб:
- Целлюлозные. Используются для выполнения кольцевых и вертикальных швов при соединении труб большого сечения.
- Рутиловые. Если варить трубы с помощью таких электродов, то получают качественный и эстетически привлекательный шов, а удаление шлака не вызывает затруднений. Поэтому они востребованы при выполнении угловых швов и для прихватки.
- Рутилово-целлюлозные. Отличаются широкой сферой применения, в том числе и при сварке труб вертикальным швом.
- Рутилово-кислотные. Для них характерно образование шлака с особой структурой, который легко удаляется по завершении сварочных работ.
Универсальными для сварки трубопроводов считаются электроды, имеющие основное покрытие. Они представлены марками ОЗС, НИАТ, ЭА, УОНИ, ВИ и другими. Сварные швы, полученные с их помощью, отличаются хорошей вязкостью и не склонны к растрескиванию.
Начинающим сварщикам целесообразно использовать для сварки труб электроды УОНИ. Благодаря фтористо-кальциевому покрытию повышается качество соединений и снижается их трудоемкость.
Собираясь варить стальные трубы, нужно определиться с видом сварочных соединений, которые могут выполняться:
- Встык. Такой способ предполагает размещение участков трубопровода напротив друг друга. Качество сварки трубопроводов встык определяется режимом ее выполнения, видом используемых электродов, полярностью силы тока и ее величиной. На максимальную глубину металл проваривается при уменьшении силы тока, а ее увеличение ускоряет процесс сварки стыков. В среднем сила тока должна составлять от 80 до 100 ампер.
- Внахлест. Метод используется, если нужно варить трубы разного сечения или одинакового размера при условии развальцовки одной из них, что приводит к механическому увеличению диаметра. При выполнении сварки труб внахлест величину силы тока увеличивают до 120А.
Кроме того, при сварке трубопроводов применяют тавровое и угловое соединения. Первый способ необходим, если фиксируются участки трубопровода, расположенные в перпендикулярных плоскостях. Когда трубы стыкуются под углом менее 90°, применяют угловое соединение.
Читайте также: Круглые электросварные трубы — где купить и как использовать?
На первый взгляд самым простым для сварщика является фиксация труб из стали в стык. Однако такой вариант соединения имеет свои нюансы. Во-первых, металл потребуется проварить на полную толщину стенок участков трубопровода. Кроме того, выполнять сварочное соединение целесообразно в нижнем положении с подачей электрода сверху. Если предполагается стыковая сварка или использование таврового соединения, то потребуются электроды диаметром 2-3 мм.
В процессе выполнения сварки нужно обеспечить заполнение шва таким образом, чтобы металл поднимался над поверхностью свариваемых стальных труб примерно на 2-3 мм.
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.
Технология сварки труб ручной дуговой сваркой
Сварка различных труб ручной дуговой сваркой заключается в образовании в точке приложения электрода к поверхности трубы высокотемпературной электрической дуги. Под её действием металл электрода расплавляется до жидкого состояния и каплями стекает вниз в точку соединения двух элементов трубопровода, металлическая поверхность которых также расплавляется до полужидкого состояния. Попавшие на стык металлические капли, застывая, соединяют между собой детали и герметизирует шов. Шлак, содержащийся в электроде, всплывает наверх сварочного расплава до момента застывания последнего.
Популярность дугового сваривания определяется именно своей технологической простотой, а также высокой прочностью и герметичностью получаемых швов.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.
Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Последнее, о чем нужно позаботиться – правильная конфигурация торца. Угол раскрытия кромки должен составлять 65º, а показатель притупления – 2 мм. Дополнительная обработка позволит добиться требуемых параметров.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Сварка корневого валика на трубе-стык
Если требуется качественное формирование обратного валика без выборки и подварки, то сварка выполняется электродом диаметром 3 мм. Сварочный ток выбирается в зависимости от толщины основного металла, зазора между кромками и толщины притупления и лежит в минимальном или среднем диапазонах. Наклон электрода 80°-90° к вертикальной плоскости нижней трубы (рис. 64а). Наклон электрода по отношению к направлению сварки выдерживать в зависимости от проплавления обратной стороны корня шва.
При сварке «углом назад» достигается максимальное проплавление. «Углом вперед» — минимальное.
Длину дуги необходимо выдерживать короткой при недостаточном проплавлении или средней при нормальном проплавлении.
Читайте также: Замена сварочных проводов в инверторе: важные особенности
Скорость сварки определяется по объему сварочной ванны. На рис. 64б показаны дефекты в корне шва с обратной стороны при чрезмерной полноте валика. Чем больше полнота корневого валика, тем дольше в жидком состоянии находится металл шва и тем больше размеры дефектов. Скорость сварки необходимо подобрать такую, чтобы обе кромки хорошо сплавлялись, а валик был «нормальным», Если позволяет толщина металла и заложена выборка и подварка обратной стороны корня шва, рекомендуется применять электрод диаметром 4 мм.
Второй корневой валик выполняется во всю ширину, проплавляя первый корневой валик и захватывая кромки обеих труб. Диаметр электрода зависит от ширины первого валика, сварщик определяет путем промера торцом электрода. Торец электрода с обмазкой должен касаться поверхности первого корневого валика. Сварочный ток в среднем диапазоне. Наклон электрода по отношению к вертикальной плоскости такой же, как при сварке корневого валика. Сварку производить «углом назад». Скорость — такая, чтобы валик был «нормальным».
Тонкости электросварки
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.
Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.
Стоит отметить, что каждый последующий слой сварки можно наносить только после полного остывания предыдущего. Перед нанесением весь образовавшийся шлак необходимо удалить. Читайте также: «Как правильно варить электросваркой трубы – теория и практика от мастера».
Кроме того, стоит учесть ряд важных особенностей:
- Какую полярность и ток нужно применять (постоянный или переменный), будет зависеть от толщины стенки труб, их материала и оболочки электродов. Вся информация должна быть указана в инструкции к электродам.
- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Прикинуть этот показатель можно, умножив толщину стержня на 30 или 40. Так вы сможете вычислить силу тока в амперах и выставить ее на сварочном оборудовании.
- Скорость выполнения работ не имеет регламентированной величины. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе, кромка прогорит, и все придется начинать сначала.
Чтобы облегчить себе работу, перед началом сварки газовых труб электросваркой можно выполнить сборку стыков.
Величины зазоров в стыках при сборке труб в случае сварки электродами
Способ сварки Диаметр электрода или сварочной проволоки, мм Величина зазора при толщине стенки трубы, мм до 8 8 — 10 10 и более Ручная дуговая сварка электродами с основным покрытием 2,0 — 2,5 3,0 — 3,25 1,5 — 2,5 2,0 — 3,0 – 2,5 — 3,5 – 3,0 — 3,5 Ручная дуговая сварка электродами с целлюлозным покрытием 3,0 — 3,25 4,0 1,5 — 2,0 – – 1,5 — 2,5 – 1,5 — 2,5 Ручная дуговая сварка электродами с рутиловым покрытием 2,0 — 2,5 3,0 — 3,25 1,5 — 2,5 2,0 — 3,0 – 2,5 — 3,5 – 3,0 — 3,5 © 2007–2020 ООО «Алькор». Все права защищены. Политика конфиденциальности Копирование материалов сайта без согласия владельца будет преследоваться согласно законодательству
Заказать оборудование для строительства и ремонта трубопроводов можно с доставкой в любой регион России и СНГ. Мы имеем опыт организации поставок в следующие города — Алматы, Архангельск, Астрахань, Барнаул, Белгород, Брянск, Воронеж, Владивосток, Владимир, Волгоград, Вологда, Екатеринбург, Иваново, Ижевск, Казань, Калининград, Калуга, Кемерово, Киев, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Минск, Москва, Мурманск, Набережные Челны, Новокузнецк, Новосибирск, Нижний Новгород, Омск, Оренбург, Пенза, Пермь, Петрозаводск, Псков, Ростов-на-Дону, Рязань, Самара, Санкт-Петербург, Саранск, Саратов, Смоленск, Тамбов, Тверь, Томск, Тула, Тюмень, Ульяновск, Уфа, Чебоксары, Челябинск, Ярославль и др.
Собираем соединения
Этот процесс следует выполнять в такой последовательности:
- Трубы следует зафиксировать в тисках или ином приспособлении, соединив их встык. Далее место соединения с помощью электрода нужно прихватить в 2-3 местах. Если это будут только 2 точки, то сделайте их с противоположных сторон окружности.
- В случае, когда точка соединения сделана только одна, окончательное проваривание стыка нужно начинать с противоположной стороны.
- Обратите внимание, что толщина электрода для труб с толщиной стенок в пределах 3 мм должна составлять не более 2,5 мм.
И еще немного полезной информации относительно техники выполнения сварного шва.
Если вы работаете с трубами, толщина стенок которых превышает 4 мм, то их соединение выполняется двумя швами – корневым, проходящим по всей толщине стали, и валковым, представляющим собой валик 3 мм высотой.
Выполняя вертикальные швы на трубах сечением 30-80 мм, сваривание производится в два шага – сначала делают шов на ¾ длины, а далее – все остальное.
Когда вы делаете горизонтальный шов в несколько слоев, в каждый последующий подход электрод должен перемещаться в противоположном направлении.
Конечные (замковые) точки шва, выполняемого в несколько слоев, нужно размещать в разных местах.
Технология и особенности сварки стальных труб
Выбор используемых для сварки труб соединительных швов зависит от формы сечения и диаметра трубопровода. Фиксация круглого металлопроката выполняется беспрерывным швом, который получают без отрыва электрода. Если требуется сварка труб сечением более 110 мм, то применяют многослойный метод. Количество слоев, которыми будет свариваться стальная труба, зависит от величины стенок. Для толщины в 6 мм понадобится два слоя металла, для 6-12 мм — три, а свыше 12 мм — 4 и более.
При использовании многослойной сварки труб нанесение каждого следующего слоя должно проводиться после остывания предыдущего.
Для сварки труб квадратной формы применяется точечная технология, согласно которой сначала должен свариваться участок малого размера на одной стороне и на противоположной. Потом аналогично соединяют остальные стороны и варят стык полностью. Такой способ позволяет избежать деформации и коробления металлопроката.
Проверка надежности соединений
Зачастую контроль над качеством сварного шва и герметичностью системы вам придется выполнять самостоятельно путем визуального осмотра.
Для этого сначала шов нужно очистить от шлака и простучать его легким молотком. Далее визуально осматривают сам шов на наличие в нем сколов, порезов или трещин, плохо проваренных кусков или прожогов насквозь, а также прочих дефектов.
Последним этапом будет замер толщины шва. Для этого можно использовать стандартные приборы, а также щупы, шаблоны и прочие приспособления.
Обратите внимание, что газотранспортную или водопроводную систему нужно еще проверить на герметичность. Для этого выполняют пробный пуск жидкости под давлением.
Заполнение разделки
Заполнение разделки начинается с нижней кромки, которая является площадкой, что позволяет применить более производительные методы сварки.
Третий валик горизонтального шва (рис. 65 а и б) рекомендуется выполнять на повышенных режимах. Сварочный ток в среднем или максимальном диапазоне. Наклон электрода 70°-80° к поверхности кромки нижней трубы. Сварку производить «под прямым углом» или «углом назад», в зависимости от расположения шлака.
Скорость сварки выбрать такую, чтобы валик получился с усилением («горбинкой»), как при сварке в нижнем положении, что создает полочку, которая и позволит следующий валик сваривать на повышенных режимах. Центром дуги (электрода) необходимо двигаться по нижнему краю второго корневого валика. Перед сваркой третьего валика необходимо, чтобы сварщик выбрал, каким должен быть по полноте третий валик, чтобы не получилась ширина незаполненной разделки (между верхней кромкой разделки и выполненным швом) очень широкой для одного (4-го валика) или очень узкой для двух валиков. Ширина от верхнего края третьего валика до верхней кромки должна остаться минимальной: в диаметр электрода с покрытием или чуть больше.
Читайте также: Обработка сварных швов нержавейки в сфере буровзрывных работ
На рис. 65а и б показан третий слой, выполненный в два валика (3-ий и 4-ый). Сварка 4-го валика выполняется на этих же режимах, хотя валик является чисто горизонтальным. Поверхностная сила натяжения не дает стекать жидкому металлу вниз.
Наклон электрода при сварке 4-го валика 80°-90° к вертикальной поверхности нижней трубы. Основная масса шлака стекает в нижнюю часть шва, что позволяет производить сварку «под прямым углом» или небольшим «углом назад». Скорость сварки необходимо выбрать такую, чтобы сварочная ванна сплавляла верхнюю кромку разделки с вершиной 3-го валика, проплавляя в центре 2-ой валик.
4-й валик должен быть «нормальным».
Последний слой при заполнении разделки выполняется как наплавка и описан в разделе 3.2 (особенности сварки горизонтальных швов и наплавки на горизонтальной плоскости).
Источник https://fgpip.ru/pajka/ruchnaya-dugovaya-svarka-truboprovoda-eto.html
Источник https://iseptick.ru/truby-i-fitingi/svarka-trub-ruchnoj-dugovoj-svarkoj-poshagovaya-instrukciya.html
Источник https://separett.su/svarka/dugovaya-trub.html




