СТО Газпром 2-2.2-136-2007 Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I
1 РАЗРАБОТАН Обществом с ограниченной ответственностью «Научно-исследовательский институт природных газов и газовых технологий — ВНИИГАЗ» с участием Управления по транспортировке газа и газового конденсата Департамента по транспортировке, подземному хранению и использованию газа ОАО «Газпром»
2 ВНЕСЕН Управлением по транспортировке газа и газового конденсата Департамента по транспортировке, подземному хранению и использованию газа ОАО «Газпром»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Распоряжением ОАО «Газпром» от 28 июня 2007 г. № 171
4 ВЗАМЕН ВСН 006-89 «Строительство магистральных и промысловых трубопроводов. Сварка» в части требований раздела 2 «Электродуговая сварка магистральных и промысловых трубопроводов» (пп. 2.1-2.10) и приложений 1, 2, 4;
СП 105-34-96 «Свод правил сооружения магистральных газопроводов. Производство сварочных работ и контроль качества сварных соединений».
1 Область применения
2 Нормативные ссылки
3 Термины, определения и сокращения
4 Аттестация технологий сварки
5 Допускные испытания сварщиков
6 Требования к трубам и соединительным деталям
6.1 Общие требования
6.2 Требования к трубам
6.3 Требования к соединительным деталям
7 Требования к сварочным материалам
7.1 Общие требования
7.2 Требования к покрытым электродам
7.3 Требования к сварочным проволокам
7.4 Требования к сварочным флюсам
7.5 Требования к защитным газам
7.6 Специальные требования к сварочным материалам
7.7 Хранение и подготовка сварочных материалов
8 Требования к сварочному оборудованию
8.1 Общие требования
8.2 Требования к источникам сварочного тока
8.3 Требования к сварочным агрегатам и сварочным установкам
8.4 Требования к оборудованию для предварительного и сопутствующего (межслойного) подогрева и термической обработки
9 Требования к сварным соединениям
10 Технологии сварочно-монтажных работ при строительстве, реконструкции и капитальном ремонте промысловых и магистральных газопроводов
10.1 Общие положения
10.2 Подготовительные работы, сборка, сварка. Общие требования
10.3 Предварительный, сопутствующий (межслойный) подогрев
10.4 Ручная дуговая сварка
10.4.1 Ручная дуговая сварка электродами с основным видом покрытия
10.4.2 Ручная дуговая сварка электродами с целлюлозным видом покрытия
10.4.3 Ручная аргонодуговая сварка неплавящимся электродом
10.5 Механизированная сварка
10.5.1 Механизированная сварка шва проволокой сплошного сечения в углекислом газе
10.5.2 Механизированная сварка самозащитной порошковой проволокой
10.6 Автоматическая сварка
10.6.1 Автоматическая двухсторонняя сварка проволокой сплошного сечения в защитных газах
10.6.2 Автоматическая односторонняя сварка проволокой сплошного сечения в защитных газах
10.6.3 Автоматическая односторонняя сварка проволокой сплошного сечения и порошковой проволокой в защитных газах сварочными головками М300-С (М300)
10.6.4 Автоматическая двухсторонняя сварка под флюсом
10.6.5 Автоматическая односторонняя сварка под флюсом
10.7 Сварка специальных сварных соединений
10.7.1 Сварка разнотолщинных соединений труб, соединительных деталей трубопроводов, запорной и регулирующей арматуры
10.7.2 Сварка стыковых соединений захлестов, прямых вставок (катушек)
10.7.3 Ремонт сварных соединений
10.8 Сварка обвязочных газопроводов, узлов и оборудования
10.8.1 Общие требования
10.8.2 Сварка тройниковых соединений (прямых врезок)
10.8.3 Сварка технологических трубопроводов
10.9 Сварка выводов электрохимической защиты
10.9.1 Общие требования
10.9.2 Ручная дуговая сварка выводов ЭХЗ
10.9.3 Термитная сварка выводов ЭХЗ
10.10 Термическая обработка сварных соединений
11 Требования к контролю качества сварных соединений
12 Техника безопасности и охрана труда
Приложение А (обязательное) Группы однотипности сварных соединений трубопроводов
А.1 Определение групп однотипности сварных соединений газопроводов
А.2 Общие требования к производственной аттестации технологий сварки
А.3 Форма акта производственной аттестации технологии сварки для применения при строительстве магистрального газопровода (рекомендуемая)
Приложение Б (обязательное) Виды механических испытаний сварных соединений при производственной аттестации технологий сварки
Б.1 Испытания на статическое растяжение
Б.2 Испытание сварных соединений труб диаметром до 89 мм включ. на статическое растяжение и сплющивание
Б.3 Испытания на статический изгиб
Б.4 Механические испытания на излом угловых сварных соединений прямых врезок
Б.5 Испытания на ударный изгиб
Б.6 Измерение твердости металла различных участков сварных соединений
Б.7 Испытания на прочность при сдвиге
Приложение В (обязательное) Область распространения результатов производственной аттестации технологий сварки
Приложение Г (рекомендательное)
Формы исполнительной документации
Г.1 Форма допускного листа сварщика*
Г.2 Форма протокола допускных испытаний
Г.3 Форма журнала сварки сварных соединений*
Г.4 Форма журнала контроля сварных соединений неразрушающими методами
Приложение Д (обязательное) Сварочные материалы для ручной, механизированной и автоматической сварки газопроводов
Приложение Е (обязательное) Сварочное оборудование для ручной, механизированной и автоматической сварки газопроводов, оборудование для подогрева*
Приложение Ж (рекомендуемое) Формы типовых операционно-технологических карт сборки и сварки
Введение
Настоящий стандарт разработан с целью установления требований к сварным соединениям, к порядку выполнения сборочно-сварочных работ, применению сварочных материалов и сварочного оборудования при строительстве, реконструкции и капитальном ремонте промысловых и магистральных газопроводов.
В разработке настоящего стандарта участвовал авторский коллектив: В.В. Харионовский, В.И. Беспалов, Д.Г. Будревич, С.А. Курланов, Т.В. Артеменко, Т.Л. Лучина (ООО «ВНИИГАЗ»), В.В. Салюков, Е.М. Вышемирский, А.В. Шипилов (ОАО «Газпром»), С.В. Головин, Н.Г. Блехерова, В.А. Данильсон, В.В. Прохоров (ООО «Институт-ВНИИСТ»).
1 Область применения
1.1 Настоящий стандарт распространяется на сварку кольцевых соединений труб, соединительных деталей трубопроводов, запорной и регулирующей арматуры при строительстве, реконструкции и капитальном ремонте* промысловых и магистральных газопроводов и конденсатопроводов**, изготовленных из сталей с нормативным значением временного сопротивления на разрыв до 590 МПа (60 кгс/мм 2 ) включительно условным диаметром DN (Ду) от 20 до 1400 с толщиной стенки от 2,0 до 32,0 мм включительно, в т.ч.:
* Разделка кромок труб должна соответствовать параметрам в соответствии с требованиями технологии сварки.
** В тексте стандарта, за исключением особых случаев, вместо терминов: «промысловый (е) и магистральный (е) газопровод (ы) и конденсатопровод (ы)» употребляется термин «газопровод (ы)».
а) промысловых газопроводов с рабочим давлением среды свыше 1,2 МПа до 9,8 МПа включительно, к которым относятся:
1) газопроводы-шлейфы от скважин до установок предварительной, комплексной подготовки газа; газовые коллекторы, межпромысловые коллекторы от установок предварительной, комплексной подготовки газа до головных сооружений, дожимных компрессорных станций, компрессорных станций, газоперерабатывающих заводов;
2) газопроводы технологической обвязки установок предварительной, комплексной подготовки газа, компрессорных станций, узлов редуцирования газа, газоизмерительных станций;
б) магистральных газопроводов с рабочим давлением среды свыше 1,2 МПа до 8,3 МПа, к которым относятся:
1) линейная часть с отводами, лупингами и перемычками, запорной и регулирующей арматурой, переходами через естественные и искусственные препятствия, узлами пуска и приема очистных устройств и дефектоскопов, узлами сбора и хранения конденсата, устройствами для ввода метанола в газопровод;
2) газопроводы технологической обвязки компрессорных станций с узлами подключения, газораспределительных станций, подземных хранилищ газа, станций охлаждения газа, узлов редуцирования газа, газоизмерительных станций.
1.2 Стандарт не распространяется на сварку промысловых газопроводов с рабочим давлением среды св. 9,8 МПа, магистральных газопроводов с рабочим давлением среды св. 8,3 МПа, трубопроводов для транспортирования сероводородактивного газа, нефти и нефтепродуктов.
1.3 Стандарт устанавливает порядок выполнения сборочно-сварочных работ, применения сварочных материалов и оборудования, а также требования к параметрам и свойствам сварных соединений, технологиям сварки при строительстве промысловых и магистральных газопроводов следующими дуговыми способами*:
* Автоматическая контактная сварка оплавлением и другие способы сварки могут применяться по отдельным технологическим инструкциям, согласованным с ОАО «Газпром» и разработчиком настоящего стандарта.
— ручной дуговой сваркой покрытыми электродами;
— ручной аргонодуговой сваркой неплавящимся электродом;
— механизированной сваркой плавящимся электродом в среде активных газов и смесях;
— механизированной сваркой самозащитной порошковой проволокой;
— автоматической сваркой плавящимся электродом в среде инертных газов и смесях;
— автоматической сваркой плавящимся электродом в среде активных газов и смесях;
— автоматической сваркой порошковой проволокой в среде инертных газов и смесях;
— автоматической сваркой под флюсом.
1.4 Положения стандарта обязательны для применения структурными подразделениями, дочерними обществами и организациями ОАО «Газпром», а также сторонними организациями, выполняющими сварочные работы и технический надзор за качеством работ при строительстве, реконструкции и капитальном ремонте промысловых и магистральных газопроводов ОАО «Газпром».
1.5 При применении настоящего стандарта в полном или частичном объеме в проектных, нормативных, технологических и иных документах ссылки на стандарт обязательны.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 12.0.004-90 ССБТ. Организация обучения безопасности труда. Общие положения
ГОСТ 12.1.019-79 ССБТ. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ 12.2.003-91 ССБТ. Оборудование производственное. Общие требования безопасности
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств.
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8732-78 Трубы стальные бесшовные горячедеформированные. Сортамент
ГОСТ 8734-75 Трубы стальные бесшовные холоднодеформированные. Сортамент
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 14254-96 Степени защиты, обеспечиваемые оболочками (Код IP )
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды.
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 17516.1-90 Изделия электротехнические. Общие требования в части стойкости к механическим внешним воздействующим факторам
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ Р 52222-04 Флюсы сварочные плавленые для автоматической сварки
ГОСТ Р 52079-2003 Трубы стальные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов. Технические условия
СТО Газпром 14-2005 Типовая инструкция по проведению огневых работ на газовых объектах ОАО «Газпром»
СТО Газпром 2-2.4-083-2006 Инструкция по неразрушающим методам контроля сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов
СТО Газпром 2-2.2-115-2007 Инструкция по сварке магистральных газопроводов с рабочим давлением до 9,8 МПа включ.
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по соответствующему указателю, составленному на 1 января текущего года, и информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
3.1 В настоящем стандарте применены термины в соответствии с ГОСТ 2601, ГОСТ 16504, ГОСТ Р 52079, а также следующие термины с соответствующими определениями:
3.1.1 автоматическая сварка : Дуговая сварка, при которой возбуждение дуги, подача сварочной проволоки и относительное перемещение дуги и свариваемых соединений осуществляется автоматически, а установка, корректировка параметров режимов сварки осуществляется оператором.
3.1.2 аттестованный сварочный материал : Сварочный материал, прошедший аттестацию и имеющий свидетельство об аттестации в соответствии с требованиями РД 03-613-03 [ 1].
3.1.3 аттестованное сварочное оборудование : Сварочное оборудование, прошедшее аттестацию и имеющее свидетельство об аттестации в соответствии с требованиями РД 03-614-03 [ 2].
3.1.4 аттестованная технология сварки : Технология сварки, прошедшая приемку в конкретной производственной организации в соответствии с требованиями настоящего стандарта и имеющая свидетельство о производственной аттестации в соответствии с требованиями РД 03-615-03 [ 3].
3.1.5 аттестованный сварщик : Квалифицированный сварщик, прошедший аттестацию в соответствии с требованиями ПБ 03-273-99 [ 4], РД 03-495-02 [ 5] и имеющий аттестационное удостоверение.
3.1.6 аттестационный центр : Организация, являющаяся частью организационной структуры системы аттестации сварочного производства и осуществляющая аттестацию сварщиков и специалистов сварочного производства, сварочных материалов, оборудования и технологий в соответствии с требованиями нормативных и методических документов системы аттестации сварочного производства.
3.1.7 газ активный : Защитный газ, вступающий в химическое взаимодействие с жидким металлом в зоне сварки (например, углекислый газ).
3.1.8 газ инертный : Защитный газ, не вступающий в химическое взаимодействие с жидким металлом в зоне сварки (например, аргон, гелий).
3.1.9 давление рабочее (нормативное) : Наибольшее избыточное давление, при котором обеспечивается заданный режим эксплуатации газопровода.
3.1.10 горячий проход : Слой шва, выполняемый незамедлительно после сварки и зачистки корневого слоя шва, при сварке которого температура металла корневого слоя шва не должна опускаться ниже регламентированного значения.
3.1.11 захлест : Стыковое кольцевое сварное соединение двух участков газопровода в месте технологического разрыва, выполняемое без подварки изнутри корневого слоя шва.
3.1.12 зазор : Кратчайшее расстояние между кромками собранных для сварки деталей.
[ ГОСТ 2601 -84 , п. 104а]
3.1.13 зона термического влияния , ЗТВ: Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке.
[ ГОСТ 2601 , п. 124]
3.1.14 импульсно-дуговая сварка : Дуговая сварка, при которой сварочная дуга дополнительно питается импульсами тока по заданной программе.
[ ГОСТ 2601 , п. 15]
3.1.15 катушка : Отрезок трубы, предназначенный для соединения двух участков газопровода, либо для сварки контрольных сварных соединений при производственной аттестации технологий сварки, допускных испытаниях и аттестации сварщиков, операторов.
3.1.16 класс прочности труб : Прочность металла труб, оцениваемая временным сопротивлением s в и обозначаемая символами от К34 до К60, что соответствует нормативным значениям s в (кгс/мм 2 ).
[ ГОСТ Р 52079 -2003 , п. 3.15]
3.1.17 корневой слой шва : Часть сварного шва, наиболее удаленная от его лицевой поверхности.
3.1.18 контрольное сварное соединение , КСС: Сварное соединение, выполняемое при аттестации сварщиков, сварочных материалов, сварочного оборудования, технологий сварки, допускных испытаниях сварщиков и являющееся однотипным по отношению к производственным сварным соединениям газопроводов.
3.1.19 металл шва: Сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом.
[ ГОСТ 2601 , п. 121]
3.1.20 механизированная (полуавтоматическая) сварка : Дуговая сварка, при которой подача сварочной проволоки осуществляется автоматически, а установка, корректировка параметров режимов сварки и перемещение сварочной горелки осуществляются оператором.
3.1.21 Национальная Ассоциация Контроля и Сварки , НАКС: Организация, являющаяся частью организационной структуры системы аттестации сварочного производства и осуществляющая разработку нормативных и методических документов, методическое руководство, контроль и координацию деятельности аттестационных центров по аттестации сварщиков и специалистов сварочного производства, сварочных материалов, оборудования и технологий, ведение реестра аттестационных центров и результатов аттестаций.
3.1.22 направление сварки : Направление движения сварочной дуги вдоль продольной оси сварного соединения.
3.1.23 непровар : Дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва.
[ ГОСТ 2601 , п. 196]
3.1.24 нутрение : Подготовка внутренней поверхности торца трубы газовой резкой с последующей механической обработкой, либо механической обработкой под определенным углом.
3.1.25 однотипные сварные соединения : Группа сварных соединений, выполняемых по одной и той же технологии сварки, имеющих общие основные параметры с определенным диапазоном их значений (материал (металл), диаметр, толщина стенки, конструктивные элементы и др.).
3.1.26 операционно-технологическая карта сборки и сварки : Карта операционного описания технологического процесса в технологической последовательности по всем операциям подготовки, сборки и сварки, с указанием технологических режимов сварки и данных о средствах технологического оснащения, разработанная по форме типовой операционно-технологической карты.
3.1.27 отпуск : Вид термообработки, заключающийся в нагреве сварных соединений ниже температур превращения, выдержке при заданной температуре и последующем охлаждении с определенной скоростью, с целью снижения уровня сварочных напряжений, улучшения структуры и свойств сварных соединений.
3.1.28 отпуск высокотемпературный (высокий) : Вид отпуска, заключающийся в нагреве сварных соединений до температуры от 500 °С до 680 °С, выдержке от 1 до 5 ч при заданной температуре и охлаждении под слоем теплоизоляционных материалов.
3.1.29 переходное кольцо : Патрубок, отрезок трубы промежуточной толщины, длиной не менее 250 мм, предназначенный для соединения труб, соединительных деталей трубопроводов, запорной и регулирующей арматуры при разнотолщинности свариваемых элементов.
3.1.30 подварочный слой корневого слоя шва : Часть сварного шва, выполняемая изнутри трубы после выполнения снаружи корневого слоя шва.
3.1.31 полярность обратная : Полярность, при которой электрод присоединяется к положительному полюсу источника питания дуги, свариваемые элементы — к отрицательному.
[ ГОСТ 2601 , п. 128]
3.1.32 полярность прямая : Полярность, при которой электрод присоединяется к отрицательному полюсу источника питания дуги, а свариваемые элементы — к положительному.
[ ГОСТ 2601 , п. 129]
3.1.33 притупление кромки : Нескошенная часть торца кромки, подлежащей сварке.
[ ГОСТ 2601 , п. 112]
3.1.34 разделка кромок : Придание кромкам, подлежащим сварке, необходимой формы.
[ ГОСТ 2601, п. 110]
3.1.35 разнотолщинное сварное соединение : кольцевое стыковое сварное соединение труб, труб с соединительными деталями трубопроводов, запорной и регулирующей арматурой с разностью номинальных толщин стенок более 2,0 мм.
3.1.36 ручная дуговая сварка : Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение выполняются вручную.
3.1.37 ремонт сварного шва : Исправление в сварном шве дефектов, выявленных по результатам неразрушающих методов контроля.
Примечание — Исправление дефектов при выполнении сварного шва в определение термина «ремонт сварного шва» не входит.
3.1.38 сварка методом STT : Автоматическая или механизированная импульсно-дуговая сварка проволокой сплошного сечения в углекислом газе с мелкокапельным управляемым переносом наплавляемого металла за счет специального электронного микропроцессорного модуля инверторного источника сварочного тока.
3.1.39 сварка неповоротных соединений : Сварка по замкнутому контуру во всех пространственных положениях, при которой свариваемые элементы неподвижны.
3.1.40 сварка поворотных соединений : Сварка по замкнутому контуру в одном пространственном положении, при которой свариваемые элементы подвижны (поворачиваются, вращаются).
3.1.41 сварка односторонняя : Сварка, выполняемая с одной стороны свариваемых элементов.
3.1.42 сварка двухдуговая : Дуговая сварка, при которой нагрев осуществляется одновременно двумя дугами с раздельным питанием их током.
3.1.43 сварка двухсторонняя : Сварка, выполняемая с двух сторон (снаружи и изнутри) свариваемых элементов.
Примечание — Сварка с подваркой изнутри дефектных участков корневого слоя шва в понятие «двухсторонняя сварка» не входит.
3.1.44 сварка на подъем : Дуговая сварка, при которой сварочная ванна перемещается снизу вверх.
[ ГОСТ 2601 , п. 104]
3.1.45 сварка на спуск : Дуговая сварка, при которой сварочная ванна перемещается сверху вниз.
[ ГОСТ 2601 , п. 103]
3.1.46 сварка углом вперед : Сварка, при которой электрод наклонен под острым углом к направлению сварки.
[ ГОСТ 2601 , п. 105]
3.1.47 сварка углом назад : Сварка, при которой электрод наклонен под тупым углом к направлению сварки.
[ ГОСТ 2601-84, п. 106]
3.1.48 сварное соединение : Неразъемное соединение, выполненное сваркой.
[ ГОСТ 2601 , п. 57]
3.1.49 сварной шов : Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
3.1.50 сертификат : Документ о качестве конкретных партий труб, сварочных материалов и др., удостоверяющий соответствие их качества требованиям технических условий, а также специальным требованиям к контракту на поставку.
3.1.51 слой сварного шва : Часть металла сварного шва, состоящая из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва.
3.1.52 система аттестации сварочного производства , САСв: Комплекс требований, определяющих правила и процедуру аттестации сварщиков, специалистов сварочного производства, сварочных материалов, сварочного оборудования, технологий сварки для производства сварочных работ при изготовлении, реконструкции, монтаже и ремонте оборудования и объектов, надзор за которыми осуществляет Ростехнадзор.
3.1.53 соединительная деталь трубопровода , СДТ: изделие (отвод, переход, днище, тройник), ввариваемое в трубопровод и предназначенное:
отвод — для изменения направления трубопровода;
переход — для изменения сечения трубопровода;
днище — для герметизации конца трубопровода;
тройник — для ответвления основного трубопровода;
3.1.54 специальное сварное соединение : Сварное соединение, выполняемое со специальными требованиями к подготовке, сборке, сварке и контролю качества (захлесты, прямые вставки (катушки), разнотолщинные сварные соединения, угловые и нахлестанные сварные соединения).
3.1.55 термитная сварка : Сварка, при которой для нагрева используется энергия горения термитной смеси.
3.1.56 термическая обработка (термообработка): Нагрев, выдержка и охлаждение сварных соединений по определенным режимам с целью получения заданных свойств.
3.1.57 температура предварительного подогрева : Температура подогрева кромок сварного соединения непосредственно перед операциями сварки, как правило, указывается минимальная величина этой температуры.
3.1.58 температура сопутствующего (межслойного) подогрева : Минимальная температура предварительного подогрева в зоне сварного шва, которая должна поддерживаться в случае прерывания сварочного процесса, а также перед сваркой последующих слоев шва после сварки предыдущих слоев.
3.1.59 технические условия , ТУ: Документ, разработанный по решению разработчика (изготовителя) или по требованию заказчика (потребителя), регламентирующий полный комплекс требований к продукции (трубы, соединительные детали, запорная и регулирующая арматура, сварочные материалы, сварочное оборудование), ее изготовлению, контролю и приемке.
3.1.60 угол скоса кромки : Острый угол между плоскостью скоса кромки и плоскостью торца.
[ ГОСТ 2601 , п. 113]
3.1.61 усиление сварного шва : Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
3.1.62 условный проход (номинальный размер) : безразмерный параметр, применяемый для трубопроводных систем в качестве характеристики присоединяемых частей, например соединений труб, труб с соединительными деталями, запорной и регулирующей арматурой, указываемый как DN (Ду).
3.1.63 флюс плавленый : Флюс для дуговой сварки, полученный сплавлением его составляющих и последующей грануляцией расплава.
3.1.64 флюс керамический (агломерированный) : Флюс для дуговой сварки, полученный перемешиванием порошкообразных материалов со связующим веществом, грануляцией и последующей термической обработкой.
3.1.65 центратор : Устройство для обеспечения сборки по заданным параметрам стыковых кольцевых соединений труб, соединительных деталей трубопроводов, запорной и регулирующей арматуры.
3.2 В настоящем стандарте применены следующие сокращения:
ЗРА — запорная и регулирующая арматура;
ЗТВ — зона термического влияния;
КСС — контрольное сварное соединение;
КЭН — комбинированный электронагреватель;
НАКС — Национальная Ассоциация Контроля и Сварки;
РТФ — разовая тигель-форма;
САСв — система аттестации сварочного производства;
СДТ — соединительная деталь трубопровода;
ЭХЗ — электрохимическая защита.
3.3 В настоящем стандарте применены следующие обозначения способов сварки:
РД — ручная дуговая сварка покрытыми электродами;
РАД — ручная аргонодуговая сварка неплавящимся электродом;
МП — механизированная сварка плавящимся электродом в среде активных газов и смесях;
МПС — механизированная сварка самозащитной порошковой проволокой;
ААДП — автоматическая сварка плавящимся электродом в среде инертных газов и смесях;
АПГ — автоматическая сварка плавящимся электродом в среде активных газов и смесях;
АПИ — автоматическая сварка порошковой проволокой в среде инертных газов и смесях;
АФ — автоматическая сварка под флюсом.
4 Аттестация технологий сварки
4.1 Аттестация технологий сварки подразделяется на исследовательскую и производственную и проводится согласно требованиям РД 03-615-03 [ 3] и других руководящих и методических документов САСв.
4.2 Исследовательская аттестация новых технологий (технологических вариантов) сварки, не регламентированных настоящим стандартом, проводится с целью подтверждения того, что они обеспечивают необходимые количественные и качественные характеристики сварных соединений для безопасной эксплуатации газопроводов. Исследовательскую аттестацию проводит разработчик настоящего стандарта (ООО «ВНИИГАЗ») или другая организация совместно с ООО «ВНИИГАЗ» по согласованию с ОАО «Газпром».
4.3 Производственная аттестация технологий сварки, регламентированных настоящим стандартом, проводится с целью подтверждения того, что организация, применяющая технологии сварки, обладает необходимыми техническими, организационными возможностями и квалифицированными кадрами для производства сварочных работ. Производственную аттестацию проводит организация, выполняющая сварку газопроводов, совместно со специализированным аттестационным центром САСв по сварке газонефтепроводов.
4.4 Производственная аттестация подразделяется на первичную, периодическую и внеочередную.
4.5 Первичная производственная аттестация проводится организациями, впервые применяющими технологии сварки, регламентированные настоящим стандартом, а также в случае, если в технологию сварки, прошедшую производственную аттестацию, внесены изменения, выходящие за пределы области распространения свидетельства о производственной аттестации. Срок действия производственной аттестации — 3 года.
4.6 Периодическая производственная аттестация технологий сварки проводится по истечению срока действия свидетельства о первичной производственной аттестации, а также в случае, если перерыв в применении технологий сварки превышает один год.
4.7 Внеочередная производственная аттестация технологий сварки проводится в случаях выполнения сварочных работ с систематически неудовлетворительным качеством выполнения сварных соединений и/или нарушением требований операционно-технологических карт сборки и сварки.
4.8 Производственная аттестация технологий сварки должна проводиться путем сварки КСС, однотипных производственным, в условиях, тождественных производственным.
Группы однотипных сварных соединений приведены в приложении А.
4.9 Сварку КСС должны выполнять сварщики организации, выполняющей сварочные работы, аттестованные в соответствии с ПБ 03-273-99 [ 4], РД 03-495-02 [ 5].
4.10 КСС, выполненные при производственной аттестации технологий сварки, должны оцениваться визуальным, измерительным и неразрушающими физическими методами контроля и соответствовать требованиям раздела 6 СТО Газпром 2-2.4-083.
4.11 КСС, выполненные при производственной аттестации технологий сварки, после получения положительных результатов неразрушающего контроля качества, должны пройти механические испытания с целью проверки соответствия их механических свойств требованиям настоящего стандарта. Требования к механическим испытаниям приведены в приложении Б.
4.12 По результатам производственной аттестации технологий сварки аттестационным центром оформляется заключение о готовности организации, выполняющей сварочные работы, к применению аттестованной технологии. В заключении указывается установленная область распространения производственной аттестации технологий сварки с учетом конструктивных и технологических параметров КСС, которые приведены приведена в приложении В, на основании которого оформляется свидетельство НАКС о производственной аттестации технологий сварки в соответствии с требованиями РД 03-615-03 [ 3] и выдается организации, выполняющей сварочные работы.
4.13 Организации, выполняющие сварку газопроводов с применением технологий сварки, прошедших производственную аттестацию до ввода в действие настоящего стандарта, могут применять ранее аттестованные технологии до завершения срока действия свидетельств о производственной аттестации технологий сварки согласно требованиям РД 03-615-03 [ 3] при условиях:
— производственная аттестация выполнена с применением КСС, конструктивные элементы которых соответствуют требованиям настоящего стандарта;
— сварка КСС выполнена с применением сварочных материалов и сварочного оборудования, соответствующих требованиям разделов 7, 8;
— механические свойства КСС соответствуют требованиям, предъявляемым к свойствам сварных соединений, регламентированных разделом 9.
5 Допускные испытания сварщиков
5.1 Сварщики ручной сварки (далее сварщики), сварщики-операторы механизированной и автоматической сварки (далее операторы), выполняющие сварочные работы на газопроводах, должны быть аттестованы в соответствии с ПБ 03-273-99 [ 4], РД 03-495-02 [ 5], при этом в протоколах аттестации сварщиков, специалистов сварочного производства должна быть ссылка на настоящий стандарт.
5.2 Допускные испытания сварщиков, операторов, бригады сварщиков (операторов) проводятся с целью подтверждения необходимых квалификационных способностей для выполнения сварных соединений по аттестованным технологиям сварки, регламентированным настоящим стандартом.
5.3 Допускные испытания сварщиков, операторов проводятся в организации, выполняющей сварочные работы, перед началом производства работ путем сварки КСС в присутствии представителя технического надзора (по согласованию).
5.4 КСС для допускных испытаний должны быть однотипны производственным сварным соединениям и выполняться по аттестованным технологиям сварки, при этом должны соблюдаться все требования операционно-технологических карт сборки и сварки, применяться сварочные материалы и оборудование, соблюдаться техника ведения сварки и скорость выполнения операций технологий сварки, по которым проведена производственная аттестация.
5.5 КСС при допускных испытаниях подлежат:
— операционному контролю в процессе сварки;
— визуальному и измерительному контролю;
— физическим методам контроля (радиографический — для кольцевых стыковых сварных соединений, ультразвуковой — для угловых и нахлесточных сварных соединений);
— контролю по макрошлифам (при двухсторонней автоматической сварке под флюсом);
— механическим испытаниям на статический изгиб (при механизированной и автоматической сварке в защитных газах).
5.6 Сварщики, операторы, бригады сварщиков (операторов) признаются прошедшими допускные испытания, если по результатам контроля качества КСС получены положительные заключения, что должно быть отражено в протоколе допускных испытаний по рекомендуемой форме, приведенной в приложении Г.
5.7 На основании протокола допускных испытаний на каждого сварщика, оператора, в том числе при работе в составе бригады, оформляется Допускной лист по форме, приведенной в приложении Г. Протокол допускных испытаний и Допускной лист оформляются организацией, в которой сварщики, операторы состоят в трудовых отношениях, и которая выполняет сварочные работы по аттестованным технологиям сварки.
5.8 Не требуется проведение допускных испытаний сварщиков, операторов если:
— они выполняли сварку КСС при производственной аттестации технологий сварки, при этом по результатам контроля качества КСС получены положительные заключения, а время, прошедшее с даты производственной аттестации технологии сварки не превышает 3-х месяцев;
— они были ранее аттестованы в соответствии с ПБ 03-273-99 [ 4], РД 03-495-02 [ 5] в этой организации, при этом, сварка и контроль качества КСС при практическом экзамене выполнены в полном соответствии с аттестованными технологиями сварки газопроводов и перерыв в работе по сварке однотипных сварных соединений не превышает 3-х месяцев.
5.9 Срок действия Допускного листа сварщика устанавливается на время выполнения сварочных работ, по которым сварщик (оператор) прошел допускные испытания, если перерыв в работе не превышает трех месяцев, но не более срока действия аттестационного удостоверения.
5.10 Организациям, выполняющим сварочные работы на нескольких объектах, разрешается оформлять Допускной лист сварщика на каждый объект или несколько объектов, если сварные соединения объектов однотипны сварным соединениям, приведенным в протоколе допускных испытаний, при этом допускается оформлять Допускной лист сварщика на новый объект по данным протокола допускных испытаний, оформленного на предыдущем объекте, с указанием срок действия нового Допускного листа в соответствии с 5.9.
6 Требования к трубам и соединительным деталям
6.1 Общие требования
6.1.1 При сварке промысловых и магистральных газопроводов по 1.1 применяются трубы, СДТ, ЗРА отечественных или зарубежных заводов-производителей, изготовленные по специальным ТУ, согласованным с ОАО «Газпром», ГОСТ и рекомендованные к применению нормативными документами ОАО «Газпром».
6.1.2 Трубы (каждая партия) должны быть обеспечены сертификатами качества, СДТ, ЗРА — техническими паспортами заводов-производителей с указанием приемо-сдаточных характеристик.
6.1.3 До начала сварочных работ трубы, СДТ, ЗРА должны пройти входной контроль в порядке, установленном в организации выполняющей сварочные работы.
6.1.4 Трубы, СДТ, изготавливаемые из углеродистой или низколегированной спокойной или полуспокойной стали должны иметь эквивалент углерода (Сэ) не более 0,46 %. Классы прочности и механические свойства сталей труб, СДТ приведены в таблице 6.1.
6.1.5 Эквивалент углерода (Сэ) сталей труб, СДТ, обечаек ЗРА определяется по формуле
где С, М n , Cr , Mo , V , Ti , Ni , Сu, В — содержание, % от массы, в составе металла трубной стали соответственно углерода, марганца, хрома, молибдена, ванадия, ниобия, титана, меди, никеля, бора.
6.1.6 Остаточная величина магнитного поля (намагниченность) торцов труб, СДТ должна быть не более 20 Гс. При намагниченности торцов труб, СДТ более 20 Гс должно производиться размагничивание в соответствии с нормативными документами ОАО «Газпром».
6.1.7 Концы труб, СДТ, ЗРА должны быть обработаны механическим способом и защищены от механических повреждений обечайками, а также для предотвращения попадания внутрь труб, СДТ влаги, снега и др. при транспортировке их концы должны быть закрыты инвентарными заглушками.
6.1.8 Усиление внутреннего заводского шва труб и СДТ, изготовленных с применением электродуговой двухсторонней сварки, на длине не менее 150 мм от торцов должно быть снято до величины от 0 до 0,5 мм, допускается снятие усиления наружного шва на длине не менее 150 мм от торцов труб до величины от 0 до 0,5 мм.
Таблица 6.1 — Классы прочности и механические свойства сталей труб, СДТ
Нормативные механические свойства (не менее)
Временное сопротивление разрыву, МПа (кгс/мм 2 )
Предел текучести, МПа (кгс/мм 2 )
1 Трубы по специальным ТУ, согласованным с ОАО «Газпром».
2 По минимальному значению предела текучести соответствует классу Х60 по API 5 L [ 20].
3 По минимальному значению предела текучести соответствует классу Х65 по API 5 L [ 20].
4 По минимальному значению предела текучести соответствует классу Х70 по API 5 L [ 20].
1 Класс прочности соответствует нормативному значению временного сопротивления разрыву, определяемому на поперечных образцах.
2 Трубы, СДТ из сталей других классов прочности должны применяться в соответствии с требованиями 6.1.1.
6.1.9 Не допускаются вмятины любых размеров торцев труб, СДТ, ЗРА с механическими повреждениями поверхности металла.
6.1.10 Не допускаются на наружной и внутренней поверхности концов труб, СДТ на расстоянии менее 40 мм от торцев трещины, закаты, расслоения. Концы труб, СДТ могут иметь поверхностные дефекты механического происхождения (риски, продиры, царапины), регламентированные специальными ТУ, ГОСТ.
6.1.11 Устранение поверхностных дефектов концов труб, СДТ, ЗРА производится механическим способом (шлифмашинками с набором абразивных кругов и дисковых проволочных щеток)*, при этом толщина стенки концов труб, СДТ после механической обработки не должна выйти за пределы минусовых допусков.
* В тексте стандарта вместо термина «обработка или зачистка механическим способом шлифмашинками с набором абразивных кругов и дисковых проволочных щеток», далее, за исключением особых случаев, употребляется термин «механическая обработка шлифмашинками».
6.1.12 Не допускается выполнять ремонт сваркой основного металла тела труб, СДТ, ЗРА.
6.2 Требования к трубам
6.2.1 При сварке газопроводов применяются:
а) трубы большого диаметра (наружным диаметром от 530 до 1420 мм):
— прямошовные, изготовленные с применением электродуговой сварки, с одним или двумя продольными сварными швами;
— спиральношовные, изготовленные с применением электродуговой сварки;
— прямошовные, изготовленные с применением электроконтактной сварки токами высокой частоты;
б) трубы малого диаметра (наружным диаметром от 20 до 426 мм):
— прямошовные, изготовленные с применением электроконтактной сварки токами высокой частоты;
— спиральношовные, изготовленные с применением электродуговой сварки;
6.2.2 Геометрические параметры заводской разделки кромок торцев труб для сборки под сварку с номинальной толщиной стенки до 15,0 мм включ. приведены на рисунке 6.1а, геометрические параметры разделки кромок торцев труб с номинальной толщиной стенки более 15,0 мм при отсутствии специальных требований в ТУ или спецификации к контракту на поставку труб приведены на рисунке 6.1б.
6.2.3 Концы труб на расстоянии до 40 мм от торцев могут иметь допустимые предельные отклонения от номинальных размеров, которые оговариваются специальными ТУ или ГОСТ.
6.3 Требования к соединительным деталям
6.3.1 При сварке газопроводов применяются СДТ:
а) тройники штампованные бесшовные и штампосварные с решетками и без решеток;
б) тройники сварные с усиливающими накладками и без усиливающих накладок, с решетками и без решеток;
в) отводы крутоизогнутые из бесшовных или электросварных труб;
г) отводы крутоизогнутые штампосварные;
д) отводы гнутые из бесшовных или электросварных труб;
е) переходы концентрические штампованные бесшовные и штампосварные;
ж) днища, заглушки штампованные эллиптические;
з) кольца переходные из труб (бесшовных или электросварных) и вальцованных обечаек.
1 Электросварные СДТ должны изготавливаться с применением дуговых способов сварки.
2 Не допускается изготавливать отводы, переходные кольца из прямошовных электросварных труб, сваренных токами высокой частоты.
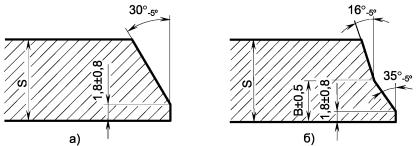
а) трубы с толщиной стенки ( S ) до 15,0 мм включ.;
б) трубы с толщиной стенки св. 15,0 мм.
Значение параметра В:
— 9,0 мм для толщин стенок труб св. 15,0 до 19,0 мм включ.;
— 10,0 мм » » 19,0 » 21,5 »;
— 12,0 мм » » 21,5 » 32,0 ».
Рисунок 6.1 — Геометрические параметры заводской разделки кромок торцев труб для сборки под сварку
6.3.2 Кромки СДТ, ЗРА под сварку должны быть обработаны механическим способом, при этом геометрические параметры наружной и внутренней разделки и скоса кромок должны назначаться в зависимости от номинальных размеров (рисунок 6.2): наружного и присоединительного диаметра и толщины стенки СДТ, ЗРА, наружного диаметра и толщины стенки свариваемых труб и оговариваться специальными ТУ. Геометрические параметры кромок СДТ, ЗРА для сварки стыковых соединений одной толщины стенки приведены на рисунке 6.1.
6.3.3 При разности толщин стенки СДТ, ЗРА и присоединяемой трубы по внутреннему диаметру более 2,5 мм (для толщин стенок, максимальная из которых 12 мм и менее) и 3,0 мм (для толщин стенок, максимальная из которых более 12 мм), но не более 0,5 толщины стенки присоединяемой трубы должен быть выполнен внутренний скос кромки по схемам а) — г) рисунка 6.2.
6.3.4 При разности толщин стенки СДТ, ЗРА и присоединяемой трубы более 0,5 толщины стенки присоединяемой трубы должна быть выполнена разделка кромок (расточка) по схемам д) — з) рисунка 6.2.
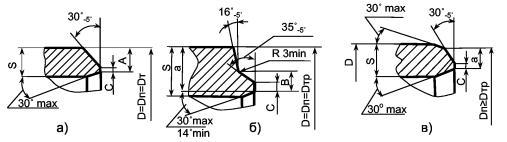
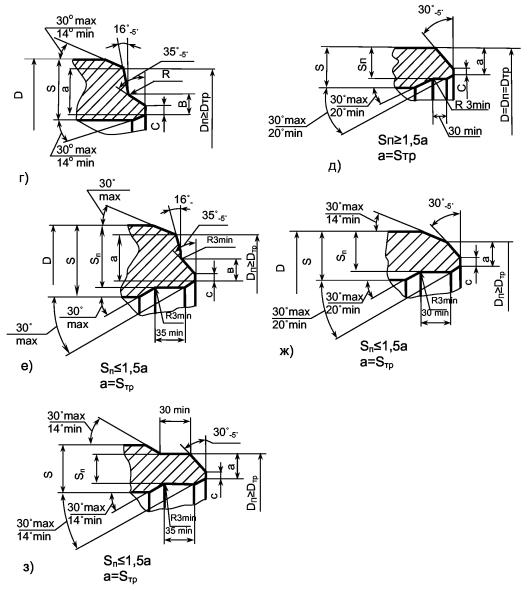
а — размер для присоединения трубы или переходного кольца;
с — ширина кольцевого притупления;
в — высота фаски;
D — наружный диаметр детали;
D п — присоединительный диаметр детали, равный D тр £ D п £ ( D тр + S тр );
D тр — наружный диаметр трубы;
S — толщина стенки детали;
S тр — толщина стенки присоединяемой трубы;
S п — толщина стенки детали при расточке внутреннего диаметра.
Рисунок 6.2 — Геометрические параметры заводской разделки кромок СДТ, ЗРА для сборки под сварку разнотолщинных сварных соединений
6.3.5 Концы СДТ, ЗРА могут иметь допустимые предельные отклонения от номинальных размеров, которые оговариваются специальными ТУ или ГОСТ.
7 Требования к сварочным материалам
7.1 Общие требования
7.1.1 Для сварки соединений труб, труб с СДТ, с ЗРА газопроводов могут применяться:
— электроды с основным и целлюлозным видом покрытия для ручной дуговой сварки;
— проволоки сплошного сечения для механизированной, автоматической сварки в защитных газах и автоматической сварки под флюсом;
— порошковые проволоки для автоматической сварки в защитных газах;
— самозащитные порошковые проволоки для механизированной сварки;
— флюсы плавленые и керамические (агломерированные) для автоматической сварки проволокой сплошного сечения;
— защитные газы (углекислый газ, аргон) и их смеси для ручной дуговой сварки неплавящимся электродом, механизированной и автоматической сварки проволокой сплошного сечения и порошковой проволокой.
7.1.2 Сварочные материалы (покрытые электроды, проволоки сплошного сечения, порошковые проволоки, самозащитные порошковые проволоки, керамические и плавленые флюсы, защитные газы и их смеси), предназначенные для ручной, механизированной и автоматической сварки газопроводов, должны изготавливаться по специальным ТУ и могут применяться при наличии:
а) сертификатов качества, удостоверяющих их соответствие требованиям ТУ, для сварочных материалов импортного производства — дубликатами сертификатов качества на русском языке;
б) санитарно-гигиенических сертификатов (рекомендательно);
в) свидетельств НАКС об аттестации сварочных материалов согласно РД 03-613-03 [ 1] с областью применения для производства сварочных работ на газопроводах.
7.1.3 Сварочные материалы должны соответствовать требованиям ТУ, сертификатов качества и обеспечивать:
а) сварочно-технологические свойства:
— качественное формирование металла шва при сварке во всех пространственных положениях и направлениях;
— стабильность горения дуги;
— легкое удаление шлака, образующегося в процессе сварки, в т.ч. при сварке в разделку кромок;
б) металлургические свойства наплавленного металла:
— гарантированное содержание основных легирующих элементов;
— допустимое содержание вредных примесей ( S , Р и др.) и диффузионного водорода;
— отсутствие дефектов металлургического характера (поры, горячие трещины и др.).
в) механические свойства наплавленного металла с гарантированными значениями:
— временного сопротивления разрыву;
7.1.4 Сварочные материалы должны обеспечивать механические свойства сварных соединений в соответствии с требованиями раздела 9.
7.1.5 Выбор и назначение сварочных материалов выполняется исходя из:
— способа и технологии сварки;
— классов прочности и номинальных размеров (диаметр, толщина стенки) свариваемых элементов;
— сварочно-технологических свойств и производительности наплавки;
— схемы организации сварочно-монтажных работ.
7.1.6 При сварке соединений труб, труб с СДТ, ЗРА из сталей различных классов прочности сварочные материалы назначаются:
— для соединений одной толщины стенки — по меньшему классу прочности;
— для соединений разной толщины стенки — по большему классу прочности.
7.1.7 Номенклатура сварочных материалов (покрытые электроды, проволоки сплошного сечения, порошковые проволоки, самозащитные порошковые проволоки, керамические и плавленые флюсы), рекомендованных к применению для производства сварочных работ на газопроводах, приведена в приложении Д и может дополняться или пересматриваться по результатам первичной, дополнительной, периодической или внеочередной аттестации согласно РД 03-613-03 [ 1].
7.1.8 Сварочные материалы, не регламентированные настоящим стандартом, до производства сварочных работ на газопроводах должны пройти квалификационные испытания в объеме аттестации тех технологий (способов) сварки, для которых эти сварочные материалы предназначены.
7.1.9 Структурное подразделение ОАО «Газпром», отвечающее за сварочное производство, не реже одного раза в год утверждает реестр сварочных материалов, допущенных к применению по результатам аттестации.
7.2 Требования к покрытым электродам
7.2.1 Электроды с основным и целлюлозным видом покрытия для ручной дуговой сварки газопроводов по типам и техническим характеристикам должны соответствовать требованиям ГОСТ 9467, ГОСТ 9466 (электроды отечественных производителей), AWS A 5.1 [ 21], AWS A 5.5 [ 22], EN 499 [ 23], EN 757 [ 24] (электроды зарубежных производителей), специальных ТУ и сертификатов качества.
7.2.2 Технические требования к покрытым электродам, классификация и назначение приведены в таблицах Д.1-Д.3 ( приложение Д).
7.2.3 Электроды с основным видом покрытия, рекомендованные к применению для ручной дуговой сварки неповоротных кольцевых стыковых, угловых и нахлесточных соединений труб, труб с СДТ, ЗРА приведены в таблице Д.4 ( приложение Д).
7.2.4 Электроды с целлюлозным видом покрытия, рекомендованные к применению для сварки неповоротных стыковых соединений труб, приведены в таблице Д.5 ( приложение Д).
7.3 Требования к сварочным проволокам
7.3.1 Проволоки сплошного сечения для механизированной и автоматической сварки плавящимся электродом в защитных газах, автоматической сварки под флюсом должны соответствовать требованиям ГОСТ 2246 (проволоки отечественных производителей), AWS А5.17 [ 25], А5.18 [ 26], А5.23 [ 27], А5.28 [ 28], EN 440 [ 29], EN 756 [ 30], EN 12534 [ 31] (проволоки зарубежных производителей), специальных ТУ и сертификатов качества.
7.3.2 Порошковые проволоки, в т.ч. самозащитные, для механизированной и автоматической сварки в защитных газах или открытой дугой должны соответствовать требованиям ГОСТ 26271 (проволоки отечественных производителей), AWS 5.20 [ 32], А5.29 [ 33], EN 758 [ 34] (проволоки зарубежных производителей), специальных ТУ и сертификатов качества.
7.3.3 Технические требования к сварочным проволокам, классификация и назначение приведены в таблицах Д.6- Д.10 ( приложение Д).
7.3.4 Проволоки сплошного сечения, рекомендованные к применению для механизированной сварки в углекислом газе неповоротных кольцевых стыковых соединений труб, приведены в таблице Д.11 ( приложение Д), для автоматической сварки в защитных газах — в таблице Д.12 ( приложение Д).
7.3.5 Проволоки сплошного сечения в комбинации с флюсами, рекомендованные к применению для автоматической сварки поворотных кольцевых стыковых соединений труб, приведены в таблице Д.13 ( приложение Д).
7.3.6 Порошковые проволоки, рекомендованные к применению для автоматической сварки в защитных газах неповоротных кольцевых стыковых соединений труб, приведены в таблице Д.14 ( приложение Д).
7.3.7 Самозащитные порошковые проволоки, рекомендованные к применению для механизированной сварки неповоротных кольцевых стыковых соединений труб приведены, в таблице Д.15 ( приложение Д).
7.4 Требования к сварочным флюсам
7.4.1 Плавленые и керамические (агломерированные) флюсы для автоматической сварки должны соответствовать требованиям ГОСТ Р 52222, ГОСТ 28555 (для отечественных флюсов), AWS A 5.17 [ 25], А5.23 [ 27] (для импортных флюсов), специальных ТУ и сертификатов качества.
7.4.2 Технические требования к сварочным флюсам приведены в таблице Д.16 ( приложение Д). Классификация и назначение сварочных флюсов приведены в таблице Д.8 ( приложение Д).
7.4.3 Сварочные флюсы, рекомендованные к применению для автоматической сварки проволокой сплошного сечения поворотных кольцевых стыковых соединений труб, приведены в таблице Д.13 ( приложение Д).
7.5 Требования к защитным газам
7.5.1 Защитные газы (активные, инертные газы и их смеси) для механизированной и автоматической сварки должны соответствовать требованиям ГОСТ 10157 (аргон газообразный высший сорт), ГОСТ 8050 (двуокись углерода газообразная и жидкая высший сорт), ТУ и сертификатов качества.
7.5.2 Технические требования к защитным газам приведены в таблице Д.17 ( приложение Д).
7.5.3 Защитные газы (активные, инертные газы и их смеси), рекомендованные к применению для механизированной и автоматической сварки неповоротных кольцевых стыковых соединений труб приведены в таблице Д.18 ( приложение Д).
7.6 Специальные требования к сварочным материалам
7.6.1 Покрытые электроды для ручной дуговой сварки должны:
а) иметь ионизирующее покрытие на контактном торце электрода;
б) формировать равномерный обратный валик корневого слоя шва*;
* Только для электродов, предназначенных для сварки корневого слоя шва.
в) быть герметично упакованы в вакуумные металлические банки, герметичные пластмассовые коробки или картонные коробки, обтянутые термоусадочной пленкой. Отдельные упаковки с электродами (герметичные пластмассовые коробки, картонные коробки, обтянутые термоусадочной пленкой) должны быть упакованы в коробки в количестве от 3 до 4 шт. в каждой упаковке.
7.6.2 Сварочные проволоки для механизированной и автоматической сварки должны:
а) формировать равномерный обратный валик корневого слоя шва при односторонней сварке**;
** Только для порошковых проволок, предназначенных для сварки корневого слоя шва.
б) быть упакованы с рядной и цельной намоткой на унифицированные катушки (кассеты, бухты) с возможностью установки в механизмы подачи проволоки и сварочные головки, с надежной фиксацией свободного конца проволоки для исключения самопроизвольного «распушивания»;
в) быть герметично упакованы в катушки (кассеты, бухты), обтянутые термоусадочной пленкой и уложены в пластмассовые или картонные коробки с влагопоглощающим компонентом.
7.6.3 Сварочные флюсы для автоматической сварки должны быть упакованы в герметичные мешки массой не более 25 кг, обеспечивающие сохранность и возможность использования флюса без дополнительной сушки.
7.7 Хранение и подготовка сварочных материалов
7.7.1 Сварочные материалы должны проходить входной контроль в порядке, установленном в ОАО «Газпром» и в организации, выполняющей сварочные работы при строительстве и ремонте газопроводов. При входном контроле следует проверять:
— наличие сертификатов качества (для сварочных материалов импортного производства — дубликатов сертификатов качества на русском языке);
7.7.2 Сварочные материалы следует хранить в соответствии с рекомендациями заводов-изготовителей, при этом сварочные электроды следует хранить в помещениях при температуре воздуха не ниже +15°С, относительной влажности не более 60 % в количестве не более пяти упаковок (рядов) в высоту.
7.7.3 Сварочные материалы, хранящиеся более одного года, непосредственно перед использованием должны пройти повторный входной контроль в соответствии с требованиями 7.7.1.
7.7.4 Электроды, проволоки, флюсы с нарушением герметичности упаковки должны пройти повторный входной контроль в соответствии с требованиями 7.7.1 и должны быть использованы в первую очередь.
7.7.5 Электроды с основным видом покрытия, поставляемые в герметичных пластмассовых коробках или картонных коробках, обтянутых термоусадочной пленкой перед сваркой должны быть прокалены в соответствии с рекомендациями изготовителя. При отсутствии рекомендаций изготовителя, электроды должны быть прокалены при температуре +350 °С до +380 °С в течение от 1 до 2 ч.
7.7.6 Электроды с основным видом покрытия, поставляемые в герметичных металлических банках, не требуют прокалки перед сваркой. При нарушении герметичности банки, а также в случае, если электроды из открытой банки не были использованы в течение рабочей смены, необходимо произвести их прокалку перед сваркой в соответствии с рекомендациями изготовителя. При отсутствии рекомендаций изготовителя, электроды должны быть прокалены при температуре от +350 °С до +380 °С в течение от 1 до 2 ч.
7.7.7 Электроды с основным видом покрытия после прокалки должны храниться:
— в термостатах (термопеналах), сушильных шкафах, прокаленных печах при температуре от +100 °С до +150 °С;
— в герметичных емкостях в сухих отапливаемых помещениях при температуре воздуха не ниже +15 °С и относительной влажности не более 60 % в течение не более 2-х суток; после истечения 2-х суток перед использованием электродов требуется повторная прокалка.
7.7.8 Повторная прокалка электродов с основным видом покрытия должна проводиться не более 5 раз, при общем времени прокалки не более 10 ч.
7.7.9 Прокалка электродов с целлюлозным видом покрытия не допускается. В случае нарушения целостности упаковки электродов (прямое попадание влаги) допускается их просушка при температуре от +80 °С до +90 °С в течение от 10 до 20 мин.
7.7.10 Проволоки сплошного сечения, порошковые проволоки, в т.ч. самозащитные порошковые проволоки марки «Иннершилд», не требуют предварительной сушки, прокалки перед сваркой. После вскрытия упаковки проволока должна быть использована в течение 24 ч, в случае хранения на открытом воздухе, исключающем попадание влаги. При попадании влаги или хранении проволоки в открытой упаковке более 24 ч перед использованием проволоки требуется просушка.
7.7.11 Флюсы перед сваркой должны подвергаться сушке или прокалке в соответствии с требованиями ТУ.
7.7.12 Флюс должен выдаваться в количестве, необходимом для односменной работы трубосварочной базы.
7.7.13 Не допускается смешивать флюсы разных марок.
8 Требования к сварочному оборудованию
8.1 Общие требования
8.1.1 Сварочное оборудование (сварочные выпрямители тиристорного и инверторного типа, сварочные головки, механизмы подачи сварочной проволоки, сварочные горелки, в том числе в составе передвижных и самоходных сварочных установок и сварочных агрегатов), предназначенное для ручной, механизированной и автоматической сварки* газопроводов должно изготавливаться по специальным ТУ и может применяться при наличии:
* Для автоматической сварки вместо термина «сварочные установки» применяется термин «сварочные комплексы».
а) паспортов и руководств по эксплуатации (для сварочного оборудования импортного производства — дубликатов паспортов, руководств по эксплуатации на русском языке);
б) сертификата соответствия ГОСТ Р (по безопасности);
в) одобрения типа транспортного средства ГОСТ Р (для передвижных сварочных агрегатов, передвижных и самоходных сварочных установок);
г) свидетельств НАКС об аттестации сварочного оборудования согласно РД 03-614-03 [ 2] с областью применения для производства сварочных работ на газопроводах;
д) разрешения Ростехнадзора на применение сварочного оборудования с областью применения для производства сварочных работ на газопроводах.
8.1.2 Сварочное оборудование должно соответствовать требованиям ТУ, паспортов, руководств по эксплуатации и обеспечивать:
а) сварочно-технологические свойства:
— надежность зажигания, повышенную устойчивость горения и высокую эластичность дуги при питании от сети переменного тока (3 ´ 380 В, 50 Гц);
— получение сварных соединений высокого качества;
б) безопасность эксплуатации:
— удобство доступа к узлам и механизмам;
— наглядность и доступность органов управления, надписей и условных знаков, указывающих их функциональное назначение;
— надежность фиксации всех органов управления, исключающее самопроизвольное или случайное их включение, отключение;
— ограничение напряжения холостого хода до значения, не превышающего 12 В не позже, чем через 0,6 с после обрыва сварочной дуги для проведения сварочных работ в особо опасных условиях (внутри труб, обводненных котлованах и траншеях и т.п.);
— заземление штепсельных соединений пультов дистанционного управления;
— защиту отключающими предохранителями или автоматами со стороны питающей сети;
— надежность ограждения вращающихся частей сварочного оборудования, частей, находящихся под высоким напряжением или высокой температурой (более 40 °С);
— надежность крепления газоподводящих шлангов на присоединительных ниппелях аппаратуры, горелок, редукторов.
8.1.3 Номенклатура источников сварочного тока (сварочных выпрямителей тиристорного и инверторного типа, сварочных агрегатов), рекомендованных к применению для производства сварочных работ на газопроводах, приведена в приложении Е и может дополняться или пересматриваться по результатам первичной, дополнительной, периодической или внеочередной аттестации согласно РД 03-614-03 [ 2].
8.1.4 Сварочное оборудование для механизированной и автоматической сварки, не регламентированное настоящим стандартом, до производства сварочных работ на газопроводах должно пройти квалификационные испытания в объеме аттестации тех технологий (способов) сварки, для которых оборудование предназначено.
8.2 Требования к источникам сварочного тока
8.2.1 Технические требования к источникам сварочного тока (сварочным выпрямителям тиристорного и инверторного типа), сварочным головкам, механизмам подачи сварочной проволоки, сварочным горелкам для ручной, механизированной и автоматической сварки приведены в таблицах Е.1- Е.7 ( приложение Е).
8.2.2 Сварочные выпрямители тиристорного и инверторного типа, рекомендованные к применению для ручной, механизированной и автоматической сварки приведены в таблице Е.8 (сварочные выпрямители тиристорного типа) и таблице Е.9 ( приложение Е) (сварочные выпрямители инверторного типа).
8.2.3 Источники сварочного тока (сварочные выпрямители), сварочные головки, механизмы подачи сварочной проволоки, сварочные горелки по стойкости к воздействию внешних климатических и механических факторов должны соответствовать требованиям таблицы Е.10 ( приложение Е).
8.2.4 Сварочные выпрямители тиристорного и инверторного типа, предназначенные для работы в составе многопостовых передвижных (блок-контейнеров или на базе колесной техники) и самоходных (на базе колесной или гусеничной техники) сварочных установок должны обеспечивать возможность применения в автономной электросети переменного тока ограниченной мощности.
8.3 Требования к сварочным агрегатам и сварочным установкам
8.3.1 Технические требования к сварочным агрегатам для ручной и механизированной сварки типа АДДУ (одно-, двух- и четырехпостовые с источником сварочного тока — генератором типа ГД), а также к автономным многопостовым передвижным (блок-контейнеры или на базе колесной техники) и самоходным (на базе колесной или гусеничной техники) сварочным установкам для ручной, механизированной и автоматической сварки приведены в таблицах Е.11-Е.13 ( приложение Е).
8.3.2 Сварочные агрегаты, рекомендованные к применению для ручной и механизированной сварки приведены в таблице Е.14 ( приложение Е).
8.3.3 Сварочные агрегаты с двигателями внутреннего сгорания, автономные многопостовые передвижные (блок-контейнеры или на базе колесной техники) и самоходные сварочные установки на базе колесной или гусеничной техники (а/м «Урал», «КамАЗ», тракторов «Кировец», «ТТ», «ТЛТ», «ДТ», «РТМ») с приводом от вала отбора мощности двигателя базовой техники, либо с автономными электростанциями должны комплектоваться:
а) основным сварочным оборудованием:
— источниками сварочного тока: сварочными выпрямителями тиристорного или инверторного типа, работающими от источника переменного тока (генератора или электростанции, ~380 В, 50 Гц), или сварочными генераторами типа ГД;
— пультами дистанционного управления для ручной сварки, сварочными горелками и подающими механизмами для механизированной сварки, сварочными головками и блоками управления для автоматической сварки;
— выводом однофазного напряжения (~220 В, 50 Гц) для питания электрооборудования;
— печью просушки и прокалки сварочных материалов;
б) вспомогательным оборудованием (рекомендательно):
— воздушно-плазменной, кислородной или механической резки труб;
— предварительного и сопутствующего (межслойного) подогрева (горелки и подогреватели);
— сборки сварных соединений (наружные центраторы);
— укрытиями места сварочных работ от воздействия окружающей среды;
— электрооборудованием для освещения места работ;
— электроинструментом для механической обработки кромок свариваемых элементов и сварных соединений.
8.4 Требования к оборудованию для предварительного и сопутствующего (межслойного) подогрева и термической обработки
8.4.1 Для выполнения предварительного и сопутствующего (межслойного) подогрева кромок свариваемых соединений и послесварочной термической обработки сварных соединений могут применяться следующие способы нагрева:
— индукционный (токами средней частоты от 400 до 10000 Гц, преимущественно 2500 Гц);
— радиационный (электрический сопротивлением, газопламенный);
— электронагревателями комбинированного действия (электрический сопротивлением в сочетании с индукционным током промышленной частоты 50 Гц).
8.4.2 Для выполнения подогрева индукционными, радиационными способами, электронагревателями комбинированного действия может применяться специальное оборудование:
— установки индукционного нагрева;
— установки с применением электронагревателей сопротивления;
— установки с применением электронагревателей комбинированного действия;
— газопламенные нагревательные устройства.
8.4.3 Технические требования к установкам, электронагревателям, теплоизоляционным материалам приведены в пп. Е.1-Е.3 ( приложение Е).
8.4.4 Установки для нагрева, рекомендованные к применению, приведены в таблицах Е.15- Е.18 ( приложение Е).
9 Требования к сварным соединениям
9.1 Сварные соединения газопроводов (стыковые, угловые, нахлестанные) должны быть выполнены дуговой сваркой по технологиям, регламентированным настоящим стандартом. Сварные швы должны быть многослойными, без конструктивного непровара.
9.2 Не допускается применять присадки, непосредственно подаваемые в сварочную дугу или предварительно закладываемые в разделку кромок свариваемых элементов.
9.3 Внешний вид и геометрические параметры сварных швов, выполненных односторонней и двухсторонней дуговой сваркой в поворотном и неповоротном положениях, должны соответствовать требованиям настоящего стандарта, операционно-технологических карт сборки и сварки, разработанных по аттестованным технологиям сварки, при этом:
а) корневой (первый) слой шва не должен иметь недопустимые наружные дефекты (утяжины, провисы, непровары, несплавления), усиление обратного валика, выполненного ручной, механизированной, автоматической односторонней сваркой методом STT должно быть от 0,5 до 3,0 мм, автоматической односторонней сваркой на медном подкладном кольце — от 0 до 3,0 мм;
б) подварочный слой корневого слоя шва должен быть выполнен с плавным переходом к основному металлу без образования подрезов по кромкам, иметь ширину от 8,0 до 10,0 мм, усиление от 1,0 до 3,0 мм;
в) внутренний слой шва, выполненного автоматической двухсторонней сваркой в защитных газах должен быть выполнен с плавным переходом к основному металлу без образования подрезов по кромкам, иметь усиление от 1,0 до 3,0 мм и ширину от 2,0 до 10,0 мм;
г) внутренний слой шва, выполненного автоматической двухсторонней сваркой под флюсом должен быть выполнен с плавным переходом к основному металлу без образования подрезов по кромкам, иметь усиление от 1,0 до 3,0 мм и ширину в соответствии с требованиями таблицы 10.29;
д) заполняющие и облицовочные слои шва могут выполняться за один или несколько проходов;
е) при выполнении заполняющих и облицовочного слоев шва несколькими валиками каждый последующий проход (валик) должен перекрывать предыдущий не менее чем на одну третью часть его ширины, при этом:
— усиление каждого валика облицовочного слоя шва не должно превышать 3,0 мм;
— усиление в каждой межваликовой канавке должно быть не менее 1,0 мм;
— глубина каждой межваликовой канавки должна быть не более 1,0 мм;
ж) облицовочный слой шва должен быть выполнен с плавным переходом к основному металлу без образования подрезов по кромкам и перекрывать основной металл в каждую сторону на расстояние:
— от 2,5 до 3,0 мм при ручной сварке покрытыми электродами и механизированной сварке самозащитной порошковой проволокой;
— от 1,5 до 2,5 мм при автоматической сварке проволокой сплошного сечения и порошковой проволокой в защитных газах;
з) ширина облицовочного слоя шва сварных соединений, выполненных автоматической сваркой под флюсом, должна соответствовать требованиям таблиц 10.28 (двухсторонняя сварка), таблицы 10.33 (односторонняя сварка);
и) облицовочный слой шва должен иметь усиление:
— от 1,0 до 3,0 мм для кольцевых стыковых соединений;
— 3,0 +2,0 мм для угловых соединений прямых врезок (тройниковых соединений) с толщиной стенки патрубка до 10,0 мм включ. и 5,0 +2,0 мм для угловых соединений прямых врезок с толщиной стенки патрубка более 10,0 мм;
к) участки облицовочного слоя с чешуйчатостью, при которой превышение гребня над впадиной составляет более 1,0 мм, а также участки с превышением усиления шва более 3,0 мм, а также при отсутствии плавного перехода от усиления к основному металлу должны быть обработаны механическим способом шлифмашинками до достижения требуемых параметров;
л) величина катета угловых швов усиливающих накладок прямых врезок (нахлесточных соединений) должна быть не менее толщины стенки основной трубы;
м) наружная поверхность сварных швов и прилегающие участки околошовной зоны должны быть зачищены до полного удаления шлака и брызг наплавленного металла шлифмашинками.
9.4 Методы, объемы и нормы оценки качества сварных соединений должны соответствовать требованиям раздела 6 СТО Газпром 2-2.4-083.
9.5 Механические свойства сварных соединений должны определяться при производственной аттестации технологий сварки согласно требований приложения А. Виды механических испытаний сварных соединений при производственной аттестации технологий сварки приведены в приложении Б.
9.6 Механические свойства кольцевых стыковых сварных соединений газопроводов подземной прокладки, при отсутствии в проектной документации специальных требований, должны отвечать требованиям:
а) временное сопротивление разрыву при испытаниях на статическое растяжение должно быть не ниже нормативного значения временного сопротивления разрыву основного металла труб, установленного по ТУ или по техническим спецификациям к контракту на поставку труб;
б) угол изгиба при испытаниях на статический изгиб, определяемый как среднее арифметическое значение по результатам испытаний, должен быть не менее 120°, при этом минимальное значение угла изгиба должно быть не менее 100°;
в) ударная вязкость металла шва и ЗТВ при испытаниях на ударный изгиб по Шарпи при температуре -20 °С*, определяемая как среднее арифметическое по результатам испытаний трех образцов:
* Испытания сварных соединений проводятся при температуре на 20 °С ниже минимальной температуры стенки трубы газопровода при эксплуатации, определяемой проектной документацией.
— электросварных труб, изготовленных по специальным ТУ с применением дуговых способов сварки, из сталей с классом прочности К60 наружным диаметром от 1020 до 1420 мм включ. газопроводов с рабочим давлением среды от 8,3 МПа до 9,8 МПа включ. должна быть не менее 50 Дж/см 2 (по Шарпи), при этом минимальное значение ударной вязкости для одного образца должно быть не менее 37,0 Дж/см 2 ;
— электросварных труб, изготовленных по специальным ТУ с применением дуговых способов сварки, из сталей с классом прочности до К60 включ. наружным диаметром до 1420 мм включ. газопроводов с рабочим давлением среды св. 1,2 МПа до 8,3 МПа должна быть не менее 34,4 Дж/см 2 (по Шарпи), при этом минимальное значение ударной вязкости для одного образца должно быть не менее 29,4 Дж/см 2 ;
— бесшовных и электросварных труб, сваренных токами высокой частоты, должна быть не менее значений, установленных требованиями ГОСТ, ТУ или техническими спецификациями к контракту на поставку к основному металлу труб, но не менее 24,5 Дж/см 2 , при этом минимальное значение ударной вязкости для одного образца должно быть не менее 19,6 Дж/см 2 .
г) твердость металла шва должна быть не более 280 Н V 10 , зоны термического влияния — не более 300 HV 10 для труб из сталей с классом прочности до К55 включ. и не более 325 Н V 10 для труб из сталей с классом прочности св. К55 до К60 включ.
9.7 Механические свойства угловых и нахлесточных сварных соединений газопроводов подземной прокладки, при отсутствии в проектной документации специальных требований, должны отвечать требованиям:
а) испытания на излом должны продемонстрировать полный провар, сплавление между слоями шва, отсутствие внутренних дефектов недопустимых размеров, регламентированных СТО Газпром 2-2.4-083, при этом дефекты типа флокенов («рыбьи глаза») не являются браковочным признаком;
б) твердость металла шва должна соответствовать требованиям, приведенным в перечислении г) 9.6.
9.8 Специальные требования к механическим свойствам кольцевых стыковых, угловых и нахлесточных сварных газопроводов наземной, надземной прокладки, а также прокладки в зонах сейсмической активности устанавливаются проектной документацией.
9.9 При наличии в проектной документации специальных требований к механическим свойствам сварных соединений они должны быть подтверждены результатами производственной аттестации технологий сварки, регламентированных настоящим стандартом.
10 Технологии сварочно-монтажных работ при строительстве, реконструкции и капитальном ремонте промысловых и магистральных газопроводов
10.1 Общие положения
10.1.1 Настоящий раздел регламентирует требования к порядку выполнения подготовительных, монтажных и сварочных работ при строительстве, реконструкции и капитальном ремонте газопроводов.
10.1.2 Сварка газопроводов должна выполняться одним или несколькими способами по технологиям, приведенным в 10.4- 10.6:
а) технологии ручной дуговой сварки покрытыми электродами (РД);
б) технологии механизированной сварки проволокой сплошного сечения в углекислом газе (МП);
в) технологии механизированной сварки самозащитной порошковой проволокой (МПС);
г) технологии автоматической двухсторонней сварки проволокой сплошного сечения в защитных газах (ААДП, АПГ);
д) технологии автоматической односторонней сварки проволокой сплошного сечения в защитных газах (АПГ);
е) технологии автоматической односторонней сварки порошковой проволокой в защитных газах (АПИ);
ж) технологии двухсторонней автоматической сварки под флюсом (АФ);
з) комбинированной технологии сварки (РД+МПС, РД+АПИ, РД+АФ, МП+РД, МП+МПС, МП+МПС+АФ, РАД+РД и др.).
Применение других способов и технологий сварки допускается при условии положительных результатов исследовательской аттестации технологии сварки и производственной аттестации технологии сварки в соответствии с требованиями 4.1, 4.2, опыта применения технологий при сварке газонефтепроводов в отечественных или международных проектах и при наличии сервисных центров по обслуживанию, наладке и ремонту сварочного оборудования.
10.1.3 Сварку труб протяженных участков газопроводов, указанных в перечислениях 1), а) и 1), б) 1.1, рекомендуется выполнять преимущественно механизированными (МП, МПС), автоматическими (ААДП, АПГ, АПИ, АФ) способами сварки и их комбинациями согласно 10.1.2.
10.1.4 Ручную дуговую сварку покрытыми электродами (РД) рекомендуется применять при сварке участков газопроводов в случаях невозможности или нецелесообразности применения механизированных и автоматических способов сварки, выполнении специальных сварных соединений — захлестов, прямых вставок (катушек), разнотолщинных стыковых соединений, тройниковых соединений, а также при ремонте сварных соединений.
10.2 Подготовительные работы, сборка, сварка. Общие требования
10.2.1 Подготовка, сборка, сварка соединений труб, труб с СДТ, ЗРА должны выполняться в соответствии с требованиями операционно-технологических карт сборки и сварки, разработанных по аттестованным технологиям сварки, согласованных главным сварщиком или лицом, ответственным за сварочное производство — специалистом сварочного производства IV -го уровня профессиональной подготовки в соответствии с ПБ 03-273-99 [ 4] и утвержденных организацией, выполняющей сварочные работы. Типовые формы операционно-технологических карт сборки и сварки приведены в приложении Ж.
10.2.2 Дефекты наружной поверхности механического происхождения (риски, продиры, царапины) концов труб, СДТ, размеры которых превышают предельно допустимые по специальным ТУ, ГОСТ, должны быть устранены механическим способом шлифмашинками, при этом шероховатость поверхности после шлифовки должна быть не более Rz 40, толщина стенки концов труб, СДТ после механической обработки не должна выйти за пределы минусовых допусков.
10.2.3 Свариваемые кромки труб с забоинами глубиной до 5,0 мм включ. допускается ремонтировать сваркой с последующей механической зачисткой мест исправления дефектов до восстановления необходимого угла скоса и притупления кромки. Ремонт следует выполнять с обязательным предварительным подогревом дефектного участка до температуры +100 +30 °С для труб с толщиной стенки до 27,0 мм включ. или до температуры +150 +30 °С для труб с толщиной стенки более 27,0 мм электродами с основным видом покрытия диаметром от 2,5 до 3,25 мм, при этом тип электродов должен соответствовать классу прочности основного металла труб.
10.2.4 Концы труб с плавными вмятинами глубиной до 3,5% включ. от номинального диаметра труб, а также овальностью в пределах значений, регламентированных специальными ТУ, ГОСТ, следует устранить с помощью безударных разжимных устройств (калибраторов) гидравлического типа с обязательным местным подогревом независимо от температуры окружающего воздуха до температуры от +100°С до +150°С для труб из стали с классом прочности до К54 включ., либо до температуры от +150 °С до +200 °С для труб из стали с классом прочности св. К54. Не допускается правка концов труб ударным инструментом.
После правки плавных вмятин, с целью выявления возможных расслоений, необходимо выполнить ультразвуковой контроль поверхности трубы в границах, превышающих размеры вмятин на величину не менее 40 мм.
10.2.5 Концы труб с рисками, задирами, царапинами глубиной более минусового допуска на толщину стенки, забоинами глубиной более 5,0 мм, наружными дефектами (риски, задиры, царапины) глубиной более 5,0 % от номинальной толщины стенки, плавными вмятинами глубиной более 3,5 % от номинального диаметра труб, а также любыми вмятинами, исправлению не подлежат и должны быть отрезаны.
10.2.6 После вырезки дефектного участка трубы с повреждениями, а также во всех случаях резки труб, с целью выявления возможных расслоений, необходимо выполнить ультразвуковой контроль всего периметра участка трубы на ширине не менее 40 мм от резаного торца. При наличии расслоений торец трубы должен быть отрезан на расстояние не менее 300 мм и произведен повторный ультразвуковой контроль в аналогичном порядке.
10.2.7 Допускается производить резку труб, в т.ч. для выполнения специальных сварных соединений (захлестов и др.), с применением оборудования механизированной орбитальной газовой или воздушно-плазменной резки с последующей механической обработкой резаных торцов труб станком подготовки кромок или шлифмашинками до требуемой разделки, при этом, в случае обработки торцев труб станком подготовки кромок, металл резаных торцов должен быть предварительно сошлифован механической обработкой шлифмашинками на глубину от 0,5 до 1,0 мм, а внутреннее усиление заводского шва должно быть сошлифовано «заподлицо» с внутренней поверхностью трубы.
10.2.8 В случае несоответствия заводской разделки кромок труб требованиям технологии механизированной и автоматической сварки, обработку (переточку) кромок под сварку необходимо производить механическим способом с применением станков подготовки кромок типа СПК. Для обеспечения возможности механической обработки, трубы должны быть выложены на инвентарных опорах (лежках), деревянных брусьях, мешках с песком или др. наполнителем под углом от 15 ° до 20 ° к оси траншеи таким образом, чтобы расстояние между нижней образующей трубы и грунтом было не менее 450 мм.
После механической обработки концы труб должны быть защищены от механических повреждений обечайками, а также для предотвращения попадания внутрь труб влаги, снега и др., их концы должны быть закрыты инвентарными заглушками.
10.2.9 Допускается выполнять расточку изнутри трубы («нутрение») шлифмашинками. После «нутрения» следует проверить соответствие минимальной фактической толщины стенки в зоне свариваемых торцов допускам, установленным в ТУ.
10.2.10 Геометрические параметры торцев труб, СДТ, ЗРА с заводской разделкой кромок, либо обработанных механическим способом должны соответствовать требованиям настоящего стандарта ( 10.4- 10.8) и операционно-технологических карт сборки и сварки.
10.2.11 Контроль размеров подготовки кромок труб под сварку должен выполняться универсальными шаблонами типа УШС.
10.2.12 Внутренняя полость труб, СДТ и ЗРА перед сборкой должна быть очищена от попавшего грунта, снега и других загрязнений. При очистке внутренней полости труб с внутренним гладкостным покрытием его целостность не должна быть нарушена.
10.2.13 Свариваемые кромки и прилегающие к ним внутренние и наружные поверхности свариваемых элементов должны быть зачищены механическим способом шлифмашинкой на ширину не менее 15 мм.
10.2.14 Усиление заводских швов снаружи трубы должно быть удалено механическим способом (шлифованием) до остаточной величины от 0,5 до 1,0 мм на расстоянии от 10 до 15 мм от торца трубы.
10.2.15 Сборку соединений труб DN (Ду) 400 и более, одной номинальной толщины стенки следует выполнять с применением внутренних гидравлических или пневматических центраторов.
10.2.16 Сборку захлестных соединений труб, прямых вставок (катушек), соединений труб с патрубками, труб с СДТ, ЗРА, а также в случаях, когда применение внутренних центраторов нецелесообразно или технически невозможно (например, выполнение работ на уклонах), сборку соединений следует выполнять с применением специальных наружных центраторов (многозвенные с ручным или гидромеханическим приводом, специальные центраторы-корректоры).
10.2.17 Внутренние и наружные центраторы не должны оставлять недопустимых дефектов, загрязнений (масляных пятен и др.) на внутренней или наружной поверхности свариваемых элементов (рисок, царапин и др.).
Внутренние центраторы, внутренние головки автоматической сварки не должны нарушать целостность внутреннего покрытия труб с внутренним гладкостным покрытием.
10.2.18 Требования к геометрическим параметрам разделки кромок и сборки стыковых и угловых сварных соединений труб, труб с СДТ, ЗРА приведены в соответствующих разделах по технологиям сварки настоящего стандарта.
10.2.19 Допускаются смещения кромок при сборке стыковых соединений:
а) электросварных труб, при этом:
— наружное смещение стыкуемых кромок с номинальной толщиной стенки 10,0 мм и более не должно превышать 20 % толщины стенки, но не более 3,0 мм;
— наружное смещение стыкуемых кромок с номинальной толщиной стенки менее 10,0 мм не должно превышать 40 % толщины стенки, но не более 2,0 мм;
б) бесшовных труб, при этом:
— внутреннее смещение стыкуемых кромок с номинальной толщиной
стенки от 2,0 до 3,2 мм не должно превышать 0,5 мм;
» св. 3,2 » 4,5 » » 1,0 мм;
» » 8,0 » 10,0 » » 2,0 мм.
— для труб с номинальной толщиной стенки 10,0 мм и более допускаются локальные внутренние смещения кромок до 3,0 мм на длине не более 100 мм;
— наружное смещение не нормируется, однако при выполнении облицовочного слоя шва должен быть обеспечен плавный переход поверхности шва к основному металлу.
10.2.20 Измерение величины смещения кромок при сборке следует выполнять универсальным шаблонами типа УШС по наружным поверхностям или специальными шаблонами по внутренним поверхностям свариваемых элементов.
10.2.21 При сборке заводские швы свариваемых труб, СДТ, ЗРА рекомендуется располагать в верхней половине периметра, при этом их следует смещать друг относительно друга на расстояние не менее:
— 100 мм для сварных соединений DN (Ду) 500 и более;
— 75 мм » » DN (Ду) менее 500.
10.2.22 В случаях технической невозможности смещения заводских швов при сборке соединений захлестов и др., расстояние между смежными заводскими швами рекомендуется согласовать с органами технического надзора Заказчика.
10.2.23 Не допускается в процессе сборки соединений труб, труб с СДТ, ЗРА с применением центраторов для установления необходимых параметров сборки (зазора, смещения кромок) применять ударный инструмент.
10.2.24 Величина зазора при сборке стыковых соединений труб, труб с СДТ, ЗРА назначается в зависимости от применяемых способов сварки первого (корневого) слоя шва, диаметров сварочных материалов и приведена в таблице 10.1.
10.2.25 Сборку неповоротных кольцевых стыковых соединений труб на внутреннем центраторе рекомендуется выполнять без прихваток.
10.2.26 При сборке неповоротных кольцевых стыковых соединений труб на внутреннем центраторе на прихватках, они должны быть полностью удалены механическим способом шлифмашинкой в процессе сварки корневого слоя шва.
Количество, размеры прихваток в зависимости от номинального диаметра свариваемых элементов должны соответствовать требованиям таблицы 10.2. Прихватки следует выполнять сварочными материалами, рекомендованными для сварки корневого слоя шва.
10.2.27 Сборку поворотных кольцевых сварных соединений труб на внутреннем центраторе под автоматическую двустороннюю сварку под флюсом на трубосварочных базах типа БТС следует выполнять с одной прихваткой длиной не менее 200 мм на режимах сварки первого наружного слоя шва.
10.2.28 Прихватки должны располагаться на расстоянии не ближе 100 мм от заводских швов свариваемых элементов. Начальный и конечный участок каждой прихватки следует обработать механическим способом шлифмашинкой для обеспечения плавного перехода при сварке первого (корневого) слоя шва.
10.2.29 До начала сварки (в т.ч. прихваток) должен производиться предварительный подогрев свариваемых кромок и прилегающих к ним участков труб, СДТ, ЗРА в соответствии с требованиями 10.3.
Таблица 10.1 — Величина зазора при сборке стыковых соединений труб, труб с СДТ, ЗРА
Способы сварки первого (корневого) слоя шва
Диаметр электрода или проволоки
Ручная дуговая сварка электродами с основным видом покрытия на подъем неповоротных кольцевых стыковых соединений труб, труб с СДТ, ЗРА
Ручная дуговая сварка электродами с целлюлозным видом покрытия на спуск неповоротных кольцевых стыковых соединений труб
Ручная дуговая сварка электродами с целлюлозным видом покрытия на подъем неповоротных кольцевых стыковых соединений труб
Механизированная сварка проволокой сплошного сечения в углекислом газе неповоротных кольцевых стыковых соединений труб
Автоматическая сварка проволокой сплошного сечения в защитных газах неповоротных кольцевых стыковых соединений труб комплексом оборудования (ф. « CRC — Evans AW », « Autoweld Systems »)
Без зазора. Допускается наличие зазора не более 0,5 на участках стыкового соединения длиной до 100
Автоматическая сварка плавящимся электродом в защитных газах неповоротных кольцевых стыковых соединений труб комплексом оборудования CWS .02 (ф. « PWT »)
Без зазора. Допускается наличие зазора не более 0,5 на участках стыкового соединения длиной до 100
Автоматическая сварка плавящимся электродом в защитных газах неповоротных кольцевых стыковых соединений труб комплексом оборудования Saturnax (ф. « Serimax »)
Без зазора. Допускается наличие зазора не более 0,5 на участках стыкового соединения длиной до 100
Автоматическая сварка проволокой сплошного сечения в углекислом газе неповоротных кольцевых стыковых соединений труб сварочными головками М300-С (М300) (ф. « CRC — Evans AW »)
Автоматическая двусторонняя сварка проволокой сплошного сечения под флюсом поворотных стыковых соединений труб на трубосварочных базах типа БТС
Без зазора. Допускается наличие зазора не более 0,5 на участках стыкового соединения длиной до 100
Примечание — величина зазора при ручной аргонодуговой сварке устанавливается требованиями 10.4.3.3.
10.2.30 Освобождать жимки внутреннего центратора следует после завершения сварки:
— всего периметра первого (корневого) слоя шва ручной дуговой сваркой электродами с основным видом покрытия, механизированной сваркой проволокой сплошного сечения в углекислом газе, автоматической двухсторонней сваркой под флюсом;
— корневого слоя шва и горячего прохода ручной дуговой сваркой электродами с целлюлозным видом покрытия;
— корневого слоя шва и горячего прохода (1-го заполняющего слоя) при автоматической сварке проволокой сплошного сечения в защитных газах*.
* Либо корневого слоя шва при автоматической однодуговой сварке проволокой сплошного сечения в защитных газах кольцевых стыковых соединений труб с толщиной стенки менее 19,0 мм.
Таблица 10.2 — Размеры и количество прихваток при сборке соединений труб, труб с СДТ, ЗРА
DN (Ду) труб, СДТ, ЗРА
Количество прихваток не менее, шт.
Длина прихватки не менее, мм
Св. 400 до 1000 включ.
10.2.31 При сварке корневого слоя шва соединений, сборка которых выполнена на наружном звенном центраторе, не допускается освобождать стягивающие механизмы центратора до выполнения не менее 60 % корневого слоя шва, при этом участки корневого слоя шва следует равномерно располагать по периметру сварного соединения, начало и конец каждого участка должны быть обработаны механическим способом шлифмашинкой и иметь плавный переход для сварки оставшейся части корневого слоя шва. При применении специальных наружных центраторов, позволяющих выполнять сварку полного периметра корневого слоя шва, корневой слой шва должен быть выполнен по полному периметру.
10.2.32 Укладку (опускание) трубы или трубной секции на инвентарные опоры (лежки), деревянные брусья, мешки с песком или др. наполнителем следует выполнять после сварки:
— корневого слоя шва ручной дуговой сваркой электродами с основным видом покрытия или механизированной сваркой проволокой сплошного сечения в углекислом газе;
— корневого слоя шва и горячего прохода ручной дуговой сваркой электродами с целлюлозным видом покрытия;
— корневого слоя шва и горячего прохода (1-го заполняющего слоя) автоматической сваркой проволокой сплошного сечения в защитных газах*.
* Либо корневого слоя шва при автоматической однодуговой сварке проволокой сплошного сечения в защитных газах кольцевых стыковых соединений труб с толщиной стенки менее 19,0 мм.
10.2.33 Расстояние между нижней образующей трубы и грунтом после укладки (опускания) трубы или трубной секции на инвентарные опоры (лежки), деревянные брусья, мешки с песком или др. наполнителем должно быть не менее 450 мм.
10.2.34 Не допускается производить подъем и опускание труб, трубных секций, а также любые виды работ, связанные с возможным перемещением газопровода, до полного окончания сварки захлестных сварных соединений, соединений труб с СДТ, ЗРА, ремонтных сварных соединений.
10.2.35 Возбуждение дуги при сварке следует выполнять только с поверхности разделки кромок свариваемых элементов. Не допускается зажигать дугу на поверхности металла труб, СДТ и ЗРА.
10.2.36 Сварные соединения труб DN (Ду) 1000 и более должны быть зачищены шлифмашинкой с дисковой проволочной щеткой изнутри трубы для проведения визуального и измерительного контроля.
10.2.37 Разнотолщинные сварные соединения труб, труб с СДТ, ЗРА DN (Ду) 1000 и более должны быть подварены изнутри по всему периметру сварного соединения.
10.2.38 Сварные соединения труб одной толщины стенки DN (Ду) 1000 и более из сталей с классом прочности К55 и выше, в случае выполнения корневого слоя шва электродами с основным видом покрытия, должны быть подварены изнутри на нижней четверти периметра сварного шва*.
* Допускается по согласованию с Заказчиком выполнять подварку по полному периметру сварного шва.
10.2.39 Сварные соединения труб одной толщины стенки DN (Ду) 1000 и более в местах видимых изнутри дефектов корневого слоя шва: смещений кромок более 2,0 мм, непроваров, несплавлений, подрезов и др. должны быть подварены изнутри.
10.2.40 Допускается при необходимости выполнять подварку корневого слоя шва сварных соединений диаметром DN (Ду) менее 1000 при наличии технической возможности выполнения подварочного слоя шва изнутри и инструкции по безопасности проведения работ, разработанной и утвержденной в установленном порядке организацией, выполняющей сварочные работы.
10.2.41 Подварка изнутри корневого слоя шва должна выполняться до начала сварки заполняющих слоев шва (горячего прохода, 1-го заполняющего слоя). Температура корневого слоя шва перед выполнением подварочного слоя должна соответствовать требованиям 10.3.6.
10.2.42 Подварка изнутри корневого слоя шва должна выполняться на подъем электродами с основным видом покрытия постоянным током обратной полярности. Назначение сварочных электродов следует производить в соответствии с таблицей Д.4 ( приложение Д).
10.2.43 Количество слоев сварного шва, проходов (валиков) в каждом слое сварного шва при многопроходной (многоваликовой) сварке следует назначать в зависимости от толщины свариваемых кромок труб, СДТ, ЗРА, способа сварки, параметров сборки и режимов сварки и указывать в операционно-технологической карте сборки и сварки.
10.2.44 Количество сварщиков ручной дуговой сварки, одновременно выполняющих сварку соединений труб, СДТ, ЗРА DN (Ду) 500 и более должно быть не менее 2-х, при этом рекомендуется для сварных соединений DN (Ду) от 1000 до 1200 — не менее 3-х сварщиков, для сварных соединений DN (Ду) 1400 — не менее 4-х сварщиков.
10.2.45 Места начала и окончания сварки каждого слоя сварного шва должны быть удалены от заводских сварных швов труб, СДТ, ЗРА на расстояние не менее:
— 100 мм для сварных соединений DN (Ду) 800 и более;
— 50 мм » » DN (Ду) менее 800.
10.2.46 Места начала и окончания сварки каждого последующего слоя сварного шва должны быть смещены относительно мест начала и окончания сварки предыдущего слоя шва, при этом место начала сварки должно быть смещено на расстояние не менее 30 мм, место окончания сварки должно быть смещено на расстояние не менее 70 мм. При многопроходной (многоваликовой) сварке места начала и окончания сварки соседних проходов (валиков) должны быть смещены друг от друга на расстояние не менее 30 мм.
10.2.47 В процессе сварки должен осуществляться пооперационный внешний осмотр качества выполнения слоев шва на отсутствие дефектов. Видимые дефекты швов должны своевременно устраняться. Пооперационный внешний осмотр должен осуществляться непосредственным руководителем сварочных работ (мастером, прорабом), являющимся специалистом сварочного производства не ниже II -го уровня профессиональной подготовки в соответствии с ПБ 03-273-99 [ 4].
10.2.48 В процессе сварки каждый слой шва и свариваемые кромки, а также после завершения сварки облицовочный слой и прилегающие к нему поверхности труб на расстоянии не менее 10 мм должны быть зачищены от шлака и брызг наплавленного металла механическим способом шлифмашинками.
10.2.49 Специальные сварные соединения захлестов, прямых вставок (катушек), разнотолщинных труб, СДТ, ЗРА, ремонтные сварные соединения должны выполняться за один цикл без перерывов до полного завершения работ. Для стыковых соединений труб в случае технических причин временного перерыва в работе должны быть выполнены следующие требования:
— сварное соединение должно быть выполнено не менее чем на 2/3 толщины стенки;
— незавершенное сварное соединение должно быть накрыто влагонепроницаемым теплоизолирующим поясом, обеспечивающим замедленное и равномерное остывание;
— перед возобновлением сварки температура сварного шва должна соответствовать требованиям 10.3.11;
— сварное соединение должен быть полностью завершено в течение 24 ч после окончания сварки.
10.2.50 После завершения сварки всех слоев шва неповоротных кольцевых стыковых соединений труб, СДТ сваренный газопровод, до укладки в траншею, может быть переложен с инвентарных опор (лежек) на деревянные брусья, мешки с песком или др. наполнителем или земляные призмы, накрытые специальным покрытием, обеспечивающим сохранность изоляции (по согласованию с Заказчиком).
10.2.51 По окончании сварки при температуре воздуха ниже +5 °С и/или при наличии осадков сварные соединения должны быть накрыты влагонепроницаемым теплоизолирующим поясом до полного остывания. В непосредственной близости от выполненного сварного шва несмываемой краской должны быть нанесены клейма сварщиков, операторов или бригады сварщиков, операторов.
10.2.52 Специальные сварные соединения (захлестные соединения, прямые вставки (катушки), разнотолщинные соединения, соединения труб с СДТ, ЗРА, ремонт кольцевых стыковых и угловых сварных соединений труб, труб с СДТ, ЗРА) должны выполняться в соответствии с требованиями 10.7.
10.2.53 Присоединение обратного кабеля к свариваемым трубам, СДТ, ЗРА должно выполняться с помощью специальных устройств, обеспечивающих надежный контакт с телом трубы, СДТ, ЗРА и исключающих образование искрений на теле трубы при сварке. Конструкция устройств должна обеспечивать токоподвод преимущественно в разделку кромок труб. Не допускается приваривать к телу трубы какие-либо крепежные элементы обратного кабеля.
10.2.54 Не допускается выполнять сварку 2-х или 3-х-трубных секций труб с различной нормативной толщиной стенки односторонней или двухсторонней автоматической сваркой под флюсом.
10.3 Предварительный, сопутствующий (межслойный) подогрев
10.3.1 Порядок проведения работ по предварительному, сопутствующему (межслойному) подогреву, требования к персоналу определяются нормативными документами ОАО «Газпром» и настоящим разделом.
10.3.2 Для предварительного, сопутствующего (межслойного) подогрева кромок свариваемых соединений следует применять:
— при толщинах стенки до 17,0 мм — газопламенные нагревательные устройства (кольцевые и плоские газовые подогреватели, одноплеменные горелки и др.), а также установки индукционного нагрева, радиационного нагрева способом электросопротивления или нагрева с применением электронагревателей комбинированного действия;
— при толщинах стенки св. 17,0 до 22,0 мм при температуре воздуха выше 0 °С — установки индукционного нагрева, радиационного нагрева способом электросопротивления, нагрева с применением электронагревателей комбинированного действия или газопламенные нагревательные устройства (кольцевые газовые подогреватели, одноплеменные горелки и др.);
— при толщинах стенки св. 17,0 до 22,0 мм при отрицательных температурах воздуха — установки индукционного нагрева, радиационного нагрева способом электросопротивления или нагрева с применением электронагревателей комбинированного действия;
— при толщинах стенки св. 22,0 мм при любых температурах воздуха — установки индукционного нагрева.
10.3.3 Выбор оборудования для предварительного и сопутствующего (межслойного) подогрева выполняется производителями сварочных работ. Оборудование должно обеспечивать равномерный предварительный подогрев свариваемых соединений по толщине стенки и периметру в зоне шириной не менее 150 мм (т.е. не менее 75 мм в каждую сторону от свариваемых кромок), и, если необходимо, подогрев в процессе выполнения прихваток и межслойный подогрев в процессе сварки.
10.3.4 При проведении подогрева установками индукционного нагрева, радиационного нагрева способом электросопротивления, нагрева с применением электронагревателей комбинированного действия в случаях прекращения энергообеспечения или при выходе из строя установок нагрева, допускается выполнять нагрев газопламенными нагревательными устройствами (кольцевыми газовыми подогревателями, одноплеменными горелками и др.) до возобновления энергообеспечения или замены вышедшего из строя оборудования, но не более, чем до конца рабочей смены или полного завершения сварного шва.
10.3.5 Подогрев не должен нарушать целостность изоляции. При применении газопламенных нагревательных устройств (горелок) следует применять термоизоляционные материалы (термоизолирующие пояса) и/или боковые ограничители пламени. Максимальная температура нагрева трубы в месте начала заводского изоляционного покрытия труб не должна превышать +100 °С.
10.3.6 Температура предварительного подогрева свариваемых кромок труб, СДТ, ЗРА перед выполнением прихваток, первого (корневого) слоя шва должна соответствовать:
а) требованиям таблицы 10.3 — для ручной дуговой сварки электродами с основным видом покрытия и механизированной сваркой проволокой сплошного сечения в углекислом газе,
б) требованиям таблицы 10.4 — для ручной дуговой сварки электродами с целлюлозным видом покрытия;
в) +50 +30 ° С независимо от температуры окружающего воздуха — для автоматической двухсторонней сварки проволокой сплошного сечения в защитных газах неповоротных кольцевых стыковых соединений труб комплексом оборудования фирм « CRC — Evans AW », « Autoweld Systems », а также для автоматической односторонней сварки проволокой сплошного сечения в защитных газах сварочными головками М300-С, М300 фирмы « CRC — Evans AW », комплексами оборудования « CWS .02» фирмы « PWT », « Saturnax » фирмы « Serimax »;
г) +50 +30 °С при температуре окружающего воздуха ниже 0 °С и/или при наличии влаги на свариваемых кромках — для автоматической двухсторонней сварки под флюсом поворотных кольцевых стыковых соединений труб на трубосварочных базах типа БТС;
д) +100 +30 °С независимо от температуры окружающего воздуха — при ремонте сварных соединений с толщинами стенок до 27,0 мм включ.,
е) +150 +30 °С независимо от температуры окружающего воздуха — при ремонте сварных соединений с толщинами стенок св. 27,0 мм;
ж) требованиям таблицы 10.5 — при сварке труб с ЗРА.
Таблица 10.3 — Температура предварительного подогрева при ручной дуговой сварке электродами с основным видом покрытия и механизированной сварке проволокой сплошного сечения в углекислом газе первого (корневого) слоя шва, прихваток соединений труб, труб с СДТ
Эквивалент углерода основного металла (Сэ), %
Температура предварительного подогрева (°С) при толщине свариваемых элементов
св. 8,0 до 10,0 включ.
св. 10,0 до 12,0 включ.
св. 12,0 до 14,0 включ.
Сварка магистральных и промысловых трубопроводов

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ТРУБОПРОВОДЫ МАГИСТРАЛЬНЫЕ И ПРОМЫСЛОВЫЕ СТАЛЬНЫЕ ДЛЯ НЕФТИ И ГАЗА
Монтажные работы. Сварка и контроль ее выполнения
Main pipelines and field pipelines from steel for oil and gas. Assembling. Welding and testing
Дата введения 2019-03-20
Предисловие
Сведения о своде правил
1 ИСПОЛНИТЕЛЬ — Ассоциация «Национальное объединение строителей» (НОСТРОЙ)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПОДГОТОВЛЕН к утверждению Департаментом градостроительной деятельности и архитектуры Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России)
5 ЗАРЕГИСТРИРОВАН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
6 ВВЕДЕН ВПЕРВЫЕ
В случае пересмотра (замены) или отмены настоящего свода правил соответствующее уведомление будет опубликовано в установленном порядке. Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте разработчика (Минстрой России) в сети Интернет
Введение
Настоящий свод правил разработан Ассоциацией «Национальное объединение строителей» (НОСТРОЙ) при участии канд. техн. наук М.З.Шейнкина, Е.В.Лопатина, М.Н.Кагановича, Е.А.Фоминой.
1 Область применения
1.1 Настоящий свод правил распространяется на промысловые и магистральные стальные трубопроводы и устанавливает основные требования к выполнению сварочных работ, контролю качества сварных соединений при строительстве, реконструкции, капитальном ремонте и проведении строительного контроля за качеством строительно-монтажных работ на линейной части магистральных трубопроводов всех категорий согласно СП 86.13330 для нефти, нефтепродуктов и газа диаметрами до 1420 мм включительно с избыточным давлением среды до 10,0 МПа включительно, а также промысловых трубопроводов по ГОСТ Р 55990 и СП 284.1325800, транспортирующих не содержащие коррозионно-активные компоненты нефть и газ под избыточным давлением среды до 32 МПа.
1.2 Настоящий свод правил не распространяется на строительство, капитальный ремонт и реконструкцию магистральных и промысловых трубопроводов в морских акваториях.
2 Нормативные ссылки
В настоящем своде правил использованы нормативные ссылки на следующие документы:
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств.
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8695-75 Трубы. Метод испытания на сплющивание
ГОСТ 10157-2016 Аргон газообразный и жидкий. Технические условия
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 20426-82 Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения
ГОСТ 24297-2013 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ ISO 17636-2-2017 Неразрушающий контроль сварных соединений. Радиографический контроль. Часть 2. Способы рентгено- и гаммаграфического контроля с применением цифровых детекторов
ГОСТ Р 12.1.019-2009 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ Р 55990-2014 Месторождения нефтяные и газонефтяные. Промысловые трубопроводы. Нормы проектирования
ГОСТ Р 56512-2015 Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений
СП 36.13330.2012 «СНиП 2.05.06-85* Магистральные трубопроводы» (с изменением N 1)
СП 86.13330.2014 «СНиП III-42-80* Магистральные трубопроводы» (с изменениями N 1, 2)
СП 284.1325800.2016 Трубопроводы промысловые для нефти и газа. Правила проектирования и производства работ
СанПиН 2.6.1.1281-03 Санитарные правила по радиационной безопасности персонала и населения при транспортировании радиоактивных материалов (веществ)
СанПиН 2.6.1.2523-09 Нормы радиационной безопасности (НРБ-99/2009)
СанПиН 2.6.1.3164-14 Гигиенические требования по обеспечению радиационной безопасности при рентгеновской дефектоскопии
СП 2.6.1.2612-10 Основные санитарные правила обеспечения радиационной безопасности (ОСПОРБ-99/2010)
СП 2.6.1.3241-14 Гигиенические требования по обеспечению радиационной безопасности при радионуклидной дефектоскопии
Примечание — При пользовании настоящим сводом правил целесообразно проверить действие ссылочных документов в информационной системе общего пользования — на официальном сайте федерального органа исполнительной власти в сфере стандартизации в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего свода правил в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины и определения
В настоящем своде правил применены термины по ГОСТ 16504, ГОСТ ISO 17636-2, ГОСТ Р ИСО 857-1, ГОСТ Р ИСО 17659, ГОСТ Р 55990, СП 36.13330, СП 86.13330, а также следующие термины с соответствующими определениями:
3.1 высота дефекта: Линейный размер проекции дефекта по высоте шва на плоскость, перпендикулярную оси трубопровода, или на плоскость, проходящую через дефект и ось трубопровода.
3.2 глубина залегания дефекта: Минимальное расстояние от границы дефекта до поверхности сварного соединения (трубы), с которой осуществляется контроль.
3.3 длина дефекта: Линейный размер проекции дефекта вдоль шва на плоскость, перпендикулярную оси трубопровода.
3.4 катушка: Отрезок трубы, с подготовленными торцами, предназначенный для соединения двух участков трубопровода либо для приварки к торцам трубопроводной арматуры, соединительным деталям трубопровода, либо для сварки контрольных сварных соединений при производственной аттестации технологий сварки, допускных испытаний и аттестации сварщиков, операторов.
3.5 комплекс цифровой радиографии: Устройства, обеспечивающие перенос радиационного изображения, возникающего под действием ионизирующего излучения, в память компьютера с последующими его визуализацией, обработкой и хранением.
3.6 механизированный ультразвуковой контроль; МУЗК: Ультразвуковой контроль при котором часть операций выполняется вручную, а часть операций механизирована.
3.7 операционная технологическая карта: Документ, утвержденный организацией, выполняющей сборку, сварку и контроль качества сварных соединений, в котором изложены содержание и правила выполнения конкретных работ, описаны все технологические операции, их параметры и данные о средствах технического оснащения.
3.8 прямая врезка: Специальное сварное соединение основной трубы и трубы-ответвления/патрубка, конструкция и условия выполнения которого установлены нормативными документами и технической документацией.
3.9 ремонт сварного стыка: Процесс устранения недопустимых дефектов сварного соединения, обнаруженных неразрушающими методами контроля, путем механической обработки, удаления/шлифовки с последующей заваркой.
Примечание — Механическая обработка (шлифовка, зачистка) и (или) заварка сварного соединения, проводимая до приемки руководителем работ для последующего неразрушающего контроля, в понятие «ремонт сварного шва» не входит.
3.10 ручной ультразвуковой контроль; РУЗК: Совокупность операций контроля, выполняемых в соответствии с требованиями нормативных документов (методикой контроля) с использованием универсального ультразвукового прибора (дефектоскопа), при непосредственном участии человека в процессе сканирования объекта контроля, сбора, обработки, регистрации, интерпретации результатов контроля и принятии решения о качестве контролируемого объекта.
3.11 скопление дефектов: Совокупность внутренних дефектов, состоящих из трех или более дефектов, не лежащих на одной прямой, при условии, что расстояние между соседними дефектами не превышает трехкратного размера наибольшего из дефектов.
3.12 термическая обработка (термообработка): Нагрев, выдержка и охлаждение сварных соединений по определенным режимам в целях получения заданных свойств.
3.13 чувствительность контроля: Минимальные размеры дефектов, выявляемых данным видом (методом) контроля при определенных условиях проведения контроля.
4 Сокращения
В настоящем своде правил применены следующие сокращения:
АВИК — автоматизированный визуальный и измерительный контроль;
АУЗК — автоматизированный ультразвуковой контроль;
ВИК — визуальный и измерительный контроль;
Е.О.П. — единица оптической плотности;
КР — компьютерная радиография;
КСС — контрольное сварное соединение;
ЛС — линия сплавления;
МК — магнитопорошковый контроль;
НД — нормативный документ;
НК — неразрушающий контроль;
НО — настроечный образец;
ПВК — контроль проникающими веществами;
РК — радиографический контроль;
СДТ — соединительная деталь трубопровода;
ТПА — трубопроводная и регулирующая арматура;
ТУ — технические условия;
УЗК — ультразвуковой контроль;
ЦP — цифровая радиография;
DN — номинальный диаметр.
5 Требования к сварщикам, сварочным материалам и сварочному оборудованию
5.1 Требования к персоналу сварочного производства
5.1.1 Для выполнения сварочных работ допускаются сварщики (операторы сварочных установок) ручной, механизированной сварки, операторы автоматической сварки, прошедшие обучение и аттестованные. Требования к аттестации и обучению приведены в [1]. К самостоятельным сварочным работам допускаются лица не моложе 18 лет, имеющие начальное профессиональное образование по указанной профессии, квалификационную группу по электробезопасности не ниже II [12].
Доступ к полной версии документа ограничен
Полный текст этого документа доступен на портале с 20 до 24 часов по московскому времени 7 дней в неделю .
Также этот документ или информация о нем всегда доступны в профессиональных справочных системах «Техэксперт» и «Кодекс».
СП 406.1325800.2018 ТРУБОПРОВОДЫ МАГИСТРАЛЬНЫЕ И ПРОМЫСЛОВЫЕ СТАЛЬНЫЕ ДЛЯ НЕФТИ И ГАЗА. МОНТАЖНЫЕ РАБОТЫ. СВАРКА И КОНТРОЛЬ ЕЕ ВЫПОЛНЕНИЯ
Настоящий свод правил разработан в соответствии с федеральными законами от 27 декабря 2002 г. N 184-ФЗ «О техническом регулировании», от 30 декабря 2009 г. N 384-ФЗ «Технический регламент о безопасности зданий и сооружений».
Настоящий свод правил разработан Ассоциацией «Национальное объединение строителей» (НОСТРОЙ) при участии канд. техн. наук М.З. Шейнкина, Е.В. Лопатина, М.Н. Кагановича, Е.А. Фоминой.
1 Область применения
1.1 Настоящий свод правил распространяется на промысловые и магистральные стальные трубопроводы и устанавливает основные требования к выполнению сварочных работ, контролю качества сварных соединений при строительстве, реконструкции, капитальном ремонте и проведении строительного контроля за качеством строительно-монтажных работ на линейной части магистральных трубопроводов всех категорий согласно СП 86.13330 для нефти, нефтепродуктов и газа диаметрами до 1420 мм включительно с избыточным давлением среды до 10, 0 МПа включительно, а также промысловых трубопроводов по ГОСТ Р 55990 и СП 284.1325800, транспортирующих не содержащие коррозионно-активные компоненты нефть и газ под избыточным давлением среды до 32 МПа.
1.2 Настоящий свод правил не распространяется на строительство, капитальный ремонт и реконструкцию магистральных и промысловых трубопроводов в морских акваториях.
2 Нормативные ссылки
В настоящем своде правил использованы нормативные ссылки на следующие документы:
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств.
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8695-75 Трубы. Метод испытания на сплющивание
ГОСТ 10157-2016 Аргон газообразный и жидкий. Технические условия
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 20426-82 Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения
ГОСТ 24297-2013 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ ISO 17636-2-2017 Неразрушающий контроль сварных соединений. Радиографический контроль. Часть 2. Способы рентгено- и гаммаграфического контроля с применением цифровых детекторов
ГОСТ Р 12.1.019-2009 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ Р 55990-2014 Месторождения нефтяные и газонефтяные. Промысловые трубопроводы. Нормы проектирования
ГОСТ Р 56512-2015 Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений
СП 36.13330.2012 «СНиП 2.05.06-85* Магистральные трубопроводы» (с изменением N 1)
СП 86.13330.2014 «СНиП III-42-80* Магистральные трубопроводы» (с изменениями N 1, N 2)
СП 284.1325800.2016 Трубопроводы промысловые для нефти и газа. Правила проектирования и производства работ
СанПиН 2.6.1.1281-03 Санитарные правила по радиационной безопасности персонала и населения при транспортировании радиоактивных материалов (веществ)
СанПиН 2.6.1.2523-09 Нормы радиационной безопасности (НРБ-99/2009)
СанПиН 2.6.1.3164-14 Гигиенические требования по обеспечению радиационной безопасности при рентгеновской дефектоскопии
СП 2.6.1.2612-10 Основные санитарные правила обеспечения радиационной безопасности (ОСПОРБ-99/2010)
СП 2.6.1.3241-14 Гигиенические требования по обеспечению радиационной безопасности при радионуклидной дефектоскопии
Примечание — При пользовании настоящим сводом правил целесообразно проверить действие ссылочных документов в информационной системе общего пользования — на официальном сайте федерального органа исполнительной власти в сфере стандартизации в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего свода правил в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины и определения
В настоящем своде правил применены термины по ГОСТ 16504, ГОСТ ISO 17636-2, ГОСТ Р ИСО 857-1, ГОСТ Р ИСО 17659, ГОСТ Р 55990, СП 36.13330, СП 86.13330, а также следующие термины с соответствующими определениями:
3.1 высота дефекта: Линейный размер проекции дефекта по высоте шва на плоскость, перпендикулярную оси трубопровода, или на плоскость, проходящую через дефект и ось трубопровода.
3.2 глубина залегания дефекта: Минимальное расстояние от границы дефекта до поверхности сварного соединения (трубы), с которой осуществляется контроль.
3.3 длина дефекта: Линейный размер проекции дефекта вдоль шва на плоскость, перпендикулярную оси трубопровода.
3.4 катушка: Отрезок трубы, с подготовленными торцами, предназначенный для соединения двух участков трубопровода либо для приварки к торцам трубопроводной арматуры, соединительным деталям трубопровода, либо для сварки контрольных сварных соединений при производственной аттестации технологий сварки, допускных испытаний и аттестации сварщиков, операторов.
3.5 комплекс цифровой радиографии: Устройства, обеспечивающие перенос радиационного изображения, возникающего под действием ионизирующего излучения, в память компьютера с последующими его визуализацией, обработкой и хранением.
3.6 механизированный ультразвуковой контроль; МУЗК: Ультразвуковой контроль при котором часть операций выполняется вручную, а часть операций механизирована.
3.7 операционная технологическая карта: Документ, утвержденный организацией, выполняющей сборку, сварку и контроль качества сварных соединений, в котором изложены содержание и правила выполнения конкретных работ, описаны все технологические операции, их параметры и данные о средствах технического оснащения.
3.8 прямая врезка: Специальное сварное соединение основной трубы и трубы-ответвления/патрубка, конструкция и условия выполнения которого установлены нормативными документами и технической документацией.
3.9 ремонт сварного стыка: Процесс устранения недопустимых дефектов сварного соединения, обнаруженных неразрушающими методами контроля, путем механической обработки, удаления/шлифовки с последующей заваркой.
Примечание — Механическая обработка (шлифовка, зачистка) и (или) заварка сварного соединения, проводимая до приемки руководителем работ для последующего неразрушающего контроля, в понятие «ремонт сварного шва» не входит.
3.10 ручной ультразвуковой контроль; РУЗК: Совокупность операций контроля, выполняемых в соответствии с требованиями нормативных документов (методикой контроля) с использованием универсального ультразвукового прибора (дефектоскопа), при непосредственном участии человека в процессе сканирования объекта контроля, сбора, обработки, регистрации, интерпретации результатов контроля и принятии решения о качестве контролируемого объекта.
3.11 скопление дефектов: Совокупность внутренних дефектов, состоящих из трех или более дефектов, не лежащих на одной прямой, при условии, что расстояние между соседними дефектами не превышает 3-кратного размера наибольшего из дефектов.
3.12 термическая обработка (термообработка): Нагрев, выдержка и охлаждение сварных соединений по определенным режимам в целях получения заданных свойств.
3.13 чувствительность контроля: Минимальные размеры дефектов, выявляемых данным видом (методом) контроля при определенных условиях проведения контроля.
4 Сокращения
В настоящем своде правил применены следующие сокращения:
АВИК — автоматизированный визуальный и измерительный контроль;
АУЗК — автоматизированный ультразвуковой контроль;
ВИК — визуальный и измерительный контроль;
Е.О.П. — единица оптической плотности;
КР — компьютерная радиография;
КСС — контрольное сварное соединение;
ЛС — линия сплавления;
МК — магнитопорошковый контроль;
НД — нормативный документ;
НК — неразрушающий контроль;
НО — настроечный образец;
ПВК — контроль проникающими веществами;
РК — радиографический контроль;
СДТ — соединительная деталь трубопровода;
ТПА — трубопроводная и регулирующая арматура;
ТУ — технические условия;
УЗК — ультразвуковой контроль;
ЦР — цифровая радиография;
DN — номинальный диаметр.
5 Требования к сварщикам, сварочным материалам и сварочному оборудованию
5.1 Требования к персоналу сварочного производства
5.1.1 Для выполнения сварочных работ допускаются сварщики (операторы сварочных установок) ручной, механизированной сварки, операторы автоматической сварки, прошедшие обучение и аттестованные. Требования к аттестации и обучению приведены в [1]. К самостоятельным сварочным работам допускаются лица не моложе 18 лет, имеющие начальное профессиональное образование по указанной профессии, квалификационную группу по электробезопасности не ниже II [12].
5.1.2 Перед началом производства сварочных работ каждый сварщик ручной дуговой сварки, оператор механизированной и автоматической сварки (бригада сварщиков в случае сварки стыка бригадой) должен (должны) сварить допускной стык в условиях, аналогичных с условиями сварки на трассе, если:
— он (они) впервые приступил(и) к сварке трубопровода или имел(и) перерыв в своей работе более 3 мес.;
— он (они) ранее не выполнял(и) сварку труб данным типом сварочных материалов, применяемых на данном объекте;
— он (они) не работал(и) по технологии, применяемой на данном объекте;
— он (они) не работал(и) на типе сварочного оборудования, применяемого на данном объекте;
— изменился диаметр труб под сварку, требующий изменения количества вырезаемых образцов, согласно рисунку 5.1, а, б, в;
— изменена форма разделки кромок труб под сварку.
Персонал сварочного производства, участвовавший в аттестации технологии сварки и выполнивший КСС, признанное годным, от аттестации на допускных стыках освобождается.
5.1.3 Допускной стык должен быть подвергнут ВИК, при котором сварной шов должен удовлетворять данным таблиц приложения А СП 86.13330.2014.
5.1.4 Стык, удовлетворяющий требованиям ВИК, должен быть подвергнут НК, при котором сварной шов должен удовлетворять требованиям приложения А СП 86.13330.2014 или технологической инструкции на конкретный способ сварки.
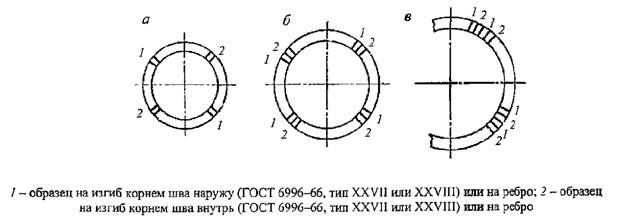
Рисунок 5.1-Схема вырезки образцов для механических испытаний из труб диаметром до 400 мм включительно (а), от 400 до 1000 мм (б) и 1000 мм и более (в)
5.1.5 Допускные стыки, прошедшие НК, подвергаются механическим испытаниям. Образцы, вырезанные из допускного стыка, должны быть испытаны на изгиб. Схема вырезки и необходимое количество образцов для механических испытаний должны соответствовать приведенным на рисунке 5.1 и в таблице 5.1.
Образцы для проведения механических испытаний должны быть подготовлены в соответствии с требованиями ГОСТ 6996 и настоящего раздела.
Таблица 51 — Количество образцов для механических испытаний
Диаметр трубы, мм
Количество образцов для механических испытаний
с расположением корня шва
Толщина стенки, трубы до 12, 5 мм включительно
Толщина стенки трубы свыше 12, 5 мм
5.1.6 Требования к механическим свойствам определяются стандартами с учетом степени ответственности трубопровода и конкретных условий эксплуатации.
5.1.7 Сварные соединения труб диаметром от 57 до 89 мм необходимо испытывать на сплющивание по ГОСТ 8695. Для испытания на сплющивание отбирают один образец.
5.1.8 Если образцы, вырезанные из сварного соединения, имеют неудовлетворительные показатели механических свойств, то испытания проводят на удвоенном количестве образцов, вырезанных из повторно сваренного допускного стыка. В случае получения при повторном испытании неудовлетворительных результатов сварщика признают не выдержавшим испытание, и он должен пройти внеочередную аттестацию. Требования к порядку проведения внеочередной аттестации приведены в [1].
5.1.9 При автоматической сварке допускается не проводить механические испытания допускных стыков при обеспечении объективного 100%-ного контроля режимов сварки техническими средствами и их соответствии режимам, зафиксированным при аттестации технологии сварки. При этом в производственно-технологической документации данные процедуры должны быть регламентированы.
5.1.10 При автоматической контактной стыковой сварке оплавлением КСС при допускных испытаниях подлежат:
— ВИК при подготовке и сборке труб для автоматической контактной стыковой сварки оплавлением;
— контролю автоматической регистрации параметров сварки по результатам выполнения каждого сварного соединения;
— контролю автоматической регистрации параметров термообработки по результатам выполнения каждого сварного соединения и подтверждению их соответствия заданным значениям;
— ВИК внешнего вида сварного соединения снаружи трубы;
Допускные стыки, выполненные контактной стыковой сваркой оплавлением и прошедшие ВИК, подвергают механическим испытаниям. Образцы, вырезанные из допускного стыка, испытывают на изгиб. Схема вырезки и необходимое количество образцов для механических испытаний должны соответствовать приведенным на рисунке 5.1 и в таблице 5.1.
Образцы для проведения механических испытаний должны быть подготовлены в соответствии с требованиями ГОСТ 6996.
Сварщики-операторы признаются прошедшими допускные испытания, если по результатам ВИК параметров сварки КСС и результатам механических испытаний получены положительные заключения, что должно быть отражено в протоколе допускных испытаний.
Если результаты ВИК, механических испытаний или параметры сварки являются неудовлетворительными (брак), после выяснения и устранения причин брака разрешается выполнить сварку и контроль другого допускного сварного соединения. В случае получения при повторном контроле неудовлетворительных результатов сварщик-оператор признается не выдержавшим испытание. К повторному испытанию оператор может быть допущен только после внеочередной аттестации.
5.1.11 Сварщики, участвовавшие в аттестации технологии сварки и выполнившие КСС, признанное годным, от аттестации на допускных стыках освобождаются. Перерыв между проведенной аттестацией технологии сварки и началом выполнения данных сварных соединений должен быть не более 6 мес. при перерыве в работе не более 3 мес.
5.1.12 По требованию застройщика (технического заказчика) объем и способы механических испытаний могут быть увеличены.
5.1.13 Сварочные работы должны выполняться под руководством аттестованного специалиста сварочного производства не ниже уровня II профессиональной подготовки.
5.2 Требования к сварочным материалам
5.2.1 Для сварки трубопроводов могут быть применены:
— электроды с основным и целлюлозным видами покрытия для ручной дуговой сварки;
— проволоки сплошного сечения для механизированной, автоматической сварки в среде защитных газов и автоматической сварки под флюсом;
— присадочные прутки для аргонодуговой сварки неплавящимся электродом;
— порошковые проволоки для механизированной и автоматической сварки в среде защитных газов;
— самозащитные порошковые проволоки для механизированной и автоматической сварки;
— плавленые и керамические (агломерированные) флюсы для автоматической сварки проволокой сплошного сечения;
— защитные газы (газообразный аргон, газообразная двуокись углерода и их смеси) для ручной дуговой и механизированной сварки неплавящимся электродом, механизированной и автоматической сварки проволокой сплошного сечения и порошковой проволокой.
5.2.2 Защитные газы и их смеси для механизированной и автоматической сварки должны соответствовать требованиям ГОСТ 10157 (аргон газообразный, высший сорт), ГОСТ 8050 (газообразная и жидкая двуокись углерода, высший сорт), ТУ и документов, подтверждающих качество. Требования к аттестации защитных газов и их смесей приведены в [2].
5.2.3 Сварочные материалы должны проходить входной контроль в порядке, установленном в организации, выполняющего сварочные работы. При входном контроле следует проверять:
— наличие документа, подтверждающее качество, на конкретную партию, а также соответствие маркировки и условного обозначения в документе, подтверждающем качество (для сварочных материалов импортного производства — дубликат документа, подтверждающего качество, на русском языке, заверенный поставщиком);
— диаметр электродов и проволок и соответствие данным документа, подтверждающего качество;
— состояние поверхности покрытия электродов и проволоки;
— степень разнотолщинности покрытия электродов.
5.2.4 Сварочные материалы следует хранить в соответствии с рекомендациями предприятий-изготовителей. В случае отсутствия рекомендаций по хранению сварочные электроды следует хранить в помещениях при температуре воздуха не ниже 15°С, относительной влажности не более 60% в количестве не более пяти упаковок (рядов) в высоту. При хранении сварочных материалов более одного года сварочные материалы должны пройти повторную проверку сварочно-технологических свойств.
5.2.5 Электроды, проволоки, флюсы, хранящиеся с нарушением герметичности упаковки, должны пройти повторный входной контроль в соответствии с требованиями 5.2.2 и должны быть использованы в первую очередь.
Флюсы перед сваркой должны подвергаться сушке или прокалке в соответствии с требованиями ТУ. Не допускается смешивать флюсы разных марок и способов изготовления.
5.3 Требования к сварочному оборудованию
5.3.1 Требования к применяемому сварочному оборудованию приведены в [3].
5.3.2 Следует применять сварочное и вспомогательное оборудование, обеспечивающее соблюдение требований операционной технологической карты сборки и сварки, а также контроль режимов сварки в пределах устанавливаемых диапазонов.
5.3.3 Применяемое сварочное и вспомогательное оборудование должно соответствовать ТУ предприятия-изготовителя и применяться при наличии:
— технического описания или руководства по эксплуатации с рекомендациями по режимам сварки и паспорта на оборудование;
— ТУ или спецификаций на изготовление сварочного оборудования;
— действующих свидетельств об аттестации сварочного оборудования.
5.3.4 Сварочное оборудование должно быть пригодным для его использования в составе передвижных и самоходных агрегатов при пониженном качестве электросети переменного тока, характерном для сетей ограниченной мощности. При колебаниях напряжения электросети от плюс 10% до минус 10% номинального значения изменение установленной величины тока (напряжения) на сварочном посту не должно превышать ±2%.
5.3.5 Максимальные колебания установленных значений сварочного тока и напряжения из-за взаимного влияния постов должны быть не более ±5% установленных значений при использовании источников тока для компоновки автономных многопостовых агрегатов питания сварочных постов.
5.3.6 Каждый сварочный комплекс для автоматической контактной стыковой сварки оплавлением должен проходить приемо-сдаточные испытания на предприятии-изготовителе, включая сварку контрольных стыков, термообработку (при необходимости), НК и механические испытания в соответствии с требованиями настоящего свода правил. Поставка сварочных комплексов должна осуществляться с приложением в составе документации технологического описания или руководства по эксплуатации с рекомендациями по режимам сварки.
5.3.7 Сварочное и вспомогательное оборудование для автоматической контактной стыковой сварки оплавлением должно обеспечивать:
— автоматическое управление процессом сварки по заданным параметрам;
— автоматическую регистрацию параметров процесса сварки;
— автоматический анализ возможных отклонений параметров и подтверждение соответствия (результат выносится на пульт управления) процесса заданному режиму сварки;
— формирование электронного паспорта на сварное соединение;
— удаление внутреннего грата и очистку полости труб;
— регистрацию качества удаления внутреннего грата;
— удаление наружного грата;
— проведение термообработки сварного соединения (при необходимости);
— автоматическое управление и регистрацию параметров термообработки.
6 Подготовка к сварке труб и сборка стыков
6.1 Подготовка к сварке труб и деталей трубопроводов
6.1.1 Приемку труб, деталей, ТПА для строительства трубопроводов необходимо проводить в соответствии с пунктом 6.2.1 СП 86.13330.2014.
6.1.2 Каждая партия труб должна иметь документ предприятия-изготовителя, подтверждающий качество, в котором указывают номер заказа, ТУ или стандарт на поставку, размеры, номер плавки и номер партии, количество и заводские номера труб, результаты гидравлических и механических испытаний. Все детали, узлы трубопроводов и элементы ТПА должны иметь технические паспорта. При строительстве и реконструкции трубопровода не допускается использование бывших в употреблении труб.
6.1.3 Трубы, показатели которых по данным документа предприятия-изготовителя не соответствуют требованиям стандартов и ТУ, или если их номера не значатся в полученных документах, подтверждающих качество, следует исключить из дальнейшей приемки.
6.1.4 По результатам входного контроля трубы считаются годными при условии, что они соответствуют требованиям действующих стандартов или ТУ на поставку. Результаты контроля труб должны быть зафиксированы в журнале верификации закупленной продукции по форме, приведенной в ГОСТ 24297-2013, приложение А.
6.1.5 Обработку (переточку) кромок под сварку в случае несоответствия заводской разделки кромок требованиям технологии сварки следует проводить механическим способом.
6.1.6 Допускается проводить резку труб механизированной кислородной, плазменно-дуговой или воздушно-дуговой резкой с последующей механической обработкой. При этом металл кромок, образовавшихся после газовой или плазменной резки, должен быть удален на глубину не менее 1 мм.
6.1.7 Перед сборкой внутренняя полость труб и деталей трубопроводов должна быть очищена от попавшего грунта, снега и других загрязнений, кромки разделки и прилегающие к ним внутренняя и наружная поверхность труб, СДТ, патрубков ТПА должны быть очищены до металлического блеска на ширину не менее 15 мм.
6.1.8 Выпуклость наружного и внутреннего швов на концах труб должна быть удалена механическим способом до остаточной высоты от 0 до 0, 5 мм на длине:
— не менее 150 мм от торца для труб с номинальной толщиной стенки до 32, 0 мм включительно;
— не менее 200 мм от торца для труб с номинальной толщиной стенки свыше 32, 0 мм.
В месте удаления усиления швов должен быть обеспечен плавный переход к исходной поверхности трубы. Толщина стенки труб в месте удаления усиления швов не должна выходить за пределы допустимых значений, если иное не предусмотрено требованиями ТУ или технологической инструкцией.
6.2 Сборка стыков под сварку
6.2.1 Сборку стыков под сварку следует выполнять в соответствии с требованиями подраздела 9.4 СП 86.13330.2014.
6.2.2 Требования к сборке стыков для автоматической контактной стыковой сварки оплавлением приведены в 7.5.
6.2.3 Требования к сборке стыков могут быть уточнены в техническом задании на производство работ.
6.2.4 Сборку стыков труб следует проводить на центраторах гидравлического или пневматического типов. Центратор не должен оставлять царапин, задиров, масляных пятен на внутренней поверхности труб.
6.2.5 Освобождать жимки внутреннего центратора следует после завершения сварки:
— всего периметра первого (корневого) слоя шва ручной дуговой сваркой электродами с основным видом покрытия, механизированной сваркой проволокой сплошного сечения в углекислом газе, автоматической двухсторонней сваркой под флюсом;
— корневого слоя шва и горячего прохода ручной дуговой сваркой электродами с целлюлозным видом покрытия;
— корневого слоя шва и горячего прохода (1-го заполняющего слоя) при автоматической сварке проволокой сплошного сечения в защитных газах.
При выполнении сварки стыков на наружном центраторе центратор может быть удален после сварки не менее 60% периметра стыка. При этом участки корневого слоя шва должны равномерно располагаться по периметру стыка.
6.2.6 Работу по сборке и сварке соединений «переходное кольцо + ТПА», а также стыков «труба + переходное кольцо ТПА» следует выполнять на стадии подготовки укрупненных заготовок, обеспечивающих возможность позиционирования и фиксации стыков в удобном для сварки пространственном положении.
6.2.7 В случае применения ТПА без приваренных (заводских) переходных колец под сварку монтаж узлов трубопроводов следует начинать с приварки переходных колец к торцам ТПА. Минимально допустимая длина переходного кольца не менее 250 мм. Допускается для технологических трубопроводов применение переходного кольца иного размера, установленного проектной документацией и (или) НД.
6.2.8 Сборку и сварку трубных элементов с ТПА следует проводить в открытом положении ТПА.
6.2.9 Сборку стыков труб, переходных колец и ТПА следует проводить с применением центратора, подготовленного для сборки стыка с различными наружными диаметрами соединяемых элементов.
6.2.10 Сборку на внутреннем центраторе стыков труб и деталей с заводской или подготовленной станками разделкой кромок следует осуществлять без прихваток. Если в процессе установки технологического зазора возникла необходимость в установке прихваток, то прихватки должны быть полностью удалены в процессе сварки корневого слоя шва.
6.2.11 В случае технической невозможности сборки стыков без прихваток разрешается установка прихваток с последующим удалением в процессе выполнения корневого слоя шва. При выполнении корня шва ручной дуговой сваркой допускается оставлять прихватки (с обязательным запиливанием мест начала и окончания), если свариваемый стык в процессе сборки после наложения прихваток не подвергался перемещениям. Количество и протяженность прихваток приведены в таблице 6.1.
Таблица 6.1 -Требования к количеству и протяженности прихваток
Диаметр стыкуемых элементов, мм
Минимальное количество прихваток
Длина прихваток, мм
Свыше 1020 и более
Свыше 820 до 1020 включительно
Свыше 426 до 720 включительно
Свыше 219 до 426 включительно
Свыше 159 до 219 включительно
Свыше 14 до 159 включительно
6.2.12 Режимы сварки при выполнении прихваток должны соответствовать режимам сварки корневого слоя шва.
6.2.13 При сборке труб на внутреннем центраторе под двухстороннюю автоматическую сварку поворотных стыков труб на трубосварочной базе допускается выполнение одной прихватки длиной 200 мм. Прихватку следует выполнять на режиме сварки первого наружного слоя шва, с обязательным запиливанием начального и конечного участков прихватки.
6.3 Предварительный и сопутствующий подогрев
6.3.1 Перед началом выполнения сварки корневого слоя шва или установкой прихваток следует проводить подогрев торцов труб и прилегающих к ним участков.
6.3.2 Предварительный подогрев стыков труб должен выполняться в соответствии с пунктом 9.4.7 СП 86.13330.2014.
6.3.3 Температура предварительного подогрева свариваемых кромок труб, СДТ, ТПА перед выполнением прихваток и корневого слоя шва должна соответствовать:
— показателям таблицы 6.2 — для ручной дуговой сварки электродами с основным видом покрытия и механизированной сварки проволокой сплошного сечения в углекислом газе;
— показателям таблицы 6.3 — для ручной дуговой сварки электродами с целлюлозным видом покрытия;
— от 50°С до 80°С независимо от температуры окружающего воздуха — для автоматической сварки проволокой сплошного сечения в защитных газах неповоротных кольцевых стыковых соединений труб;
— от 50°С до 80°С при температуре окружающего воздуха ниже 0°С и (или) при наличии влаги на свариваемых кромках — для автоматической двухсторонней сварки под флюсом поворотных кольцевых стыковых соединений труб на трубосварочных базах;
— от 100°С до 130°С независимо от температуры окружающего воздуха — при ремонте сварных соединений с толщинами стенок до 27, 0 мм включительно;
— от 150°С до 180°С независимо от температуры окружающего воздуха — при ремонте сварных соединений с толщинами стенок свыше 27, 0 мм;
— показателям таблицы 6.4 — при сварке труб с ТПА; при наличии в паспорте на запорную арматуру требований предприятия-изготовителя по максимально допустимой температуре нагрева корпуса в рабочей зоне для соединений «переходное кольцо — корпус арматуры» следует предпринять меры по ограничению температуры корпуса в рабочей зоне.
6.3.4 При сварке труб, труб с СДТ или ТПА с различными толщинами стенок или имеющих различное значение эквивалента углерода (С3) температура предварительного подогрева должна соответствовать максимальному значению, требуемому для одного из свариваемых элементов.
Таблица 6.2 — Температура предварительного подогрева свариваемых кромок труб при ручной дуговой сварке электродами с основным видом покрытия и механизированной сварке проволокой сплошного сечения в углекислом газе первого (корневого) слоя шва, прихваток соединений труб, труб с СДТ
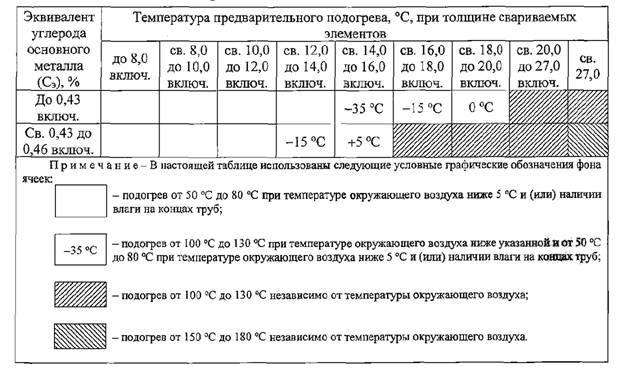
Таблица 6.3 — Температура предварительного подогрева свариваемых кромок труб при сварке корневого слоя шва соединений труб электродами с целлюлозным видом покрытия
Таблица 6.4 — Температура предварительного подогрева свариваемых кромок при сварке прихваток, первого (корневого) слоя шва соединений ТПА
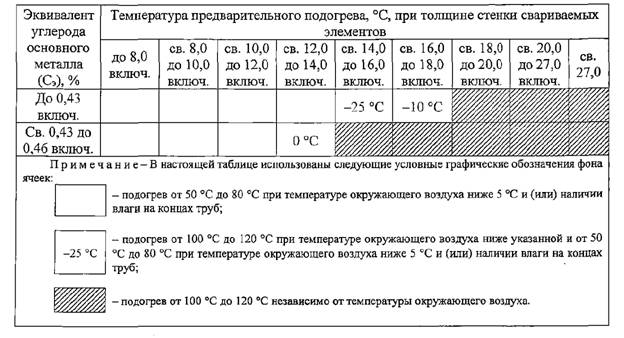
6.3.5 Контроль температуры предварительного подогрева свариваемых соединений газопламенными нагревательными устройствами должен выполняться непосредственно перед выполнением прихваток и корневого слоя шва контактными или бесконтактными приборами. Замер температуры проводят в каждой четверти по периметру стыка на расстоянии от 60 до 75 мм от торца трубы (детали).
6.3.6 Процесс подогрева кромок свариваемых соединений установками индукционного нагрева, радиационного нагрева способом электросопротивления и нагрева с применением электронагревателей комбинированного действия следует контролировать в автоматическом режиме. Место крепления термопары должно находиться на расстоянии не более 25 мм от края предполагаемого сварного шва вне зоны сварочной дуги.
6.3.7 В процессе сварки температура предыдущего слоя сварного шва перед выполнением последующего слоя должна быть в интервале от 50°С до 250°С. При механизированной сварке самозащитной порошковой проволокой температура предыдущего слоя сварного шва перед выполнением последующего слоя должна быть в интервале от 50°С до 200°С. Если температура опустилась ниже 50°С, следует провести сопутствующий подогрев до температуры от 50°С до 80°С.
6.3.8 Допускается для достижения необходимой межслойной температуры перед выполнением последующего слоя (заполняющего, облицовочного) дополнительно подогревать сварные соединения кольцевыми и однопламенными (одно- и многосопловыми) газопламенными горелками.
6.3.9 При автоматической стыковой контактной сварке оплавлением предварительный подогрев свариваемых кромок не требуется.
7 Способы сварки
Разработанная технология, прошедшая соответствующие процедуры, должна быть согласована с застройщиком (техническим заказчиком).
7.1 Ручная дуговая сварка плавящимися покрытыми электродами
7.1.1 Ручная дуговая сварка электродами с основным видом покрытия
7.1.1.1 Ручную дуговую сварку электродами с основным видом покрытия следует применять для сварки всех слоев шва кольцевых стыковых соединений труб, а также специальных сварных соединений трубопроводов (захлестов, прямых вставок (катушек), разнотолщинных соединений труб, СДТ, ТПА, угловых соединений — прямых врезок, при ремонте кольцевых стыковых и угловых сварных соединений труб, СДТ, ТПА).
Ручную дуговую сварку электродами с основным видом покрытия разрешается применять в составе комбинированных технологий сварки.
7.1.1.2 Ручной дуговой сваркой электродами с основным видом покрытия следует выполнять:
— корневой и подварочный (если он регламентирован) слои шва — на подъем на постоянном токе прямой или обратной полярности;
— заполняющий и облицовочные слои шва — на подъем или на спуск на постоянном токе обратной полярности.
7.1.1.3 Подварочный слой (если он регламентирован) должен осуществляться электродами с основным видом покрытия на постоянном токе обратной полярности на подъем. Подварочный слой следует выполнять до начала сварки заполняющих слоев шва.
7.1.1.4 Ручную дуговую сварку электродами с основным видом покрытия на спуск необходимо выполнять с учетом следующих особенностей:
— сварка ведется короткой дугой;
— не допускается повторное зажигание одного и того же электрода;
— сварку второго и последующих заполняющих слоев шва выполняют за два-три прохода (валика), при этом в процессе сварки каждый валик должен быть зачищен механическим способом;
— последний заполняющий слой следует выводить заподлицо с разделкой кромок с оплавлением ее краев;
— облицовочный слой следует выполнять с поперечными колебаниями, при этом минимальная амплитуда колебаний должна составлять два диаметра электрода.
7.1.1.5 Режимы ручной дуговой сварки электродами с основным видом покрытия должны соответствовать параметрам, указанным в операционных технологических картах сборки и сварки по аттестованной согласно [4] технологии сварки.
7.1.2 Ручная дуговая сварка электродами с целлюлозным видом покрытия
7.1.2.1 Ручную дуговую сварку электродами с целлюлозным видом покрытия на спуск следует применять для сварки корневого слоя, горячего прохода, заполняющих и облицовочного слоев шва сварных соединений.
7.1.2.2 Ручную дуговую сварку электродами с целлюлозным видом покрытия разрешается также применять в составе комбинированных технологий сварки.
7.1.2.3 Ручную дуговую сварку электродами с целлюлозным видом покрытия следует применять при температуре окружающего воздуха не ниже минус 40°С при условии полного соблюдения требований к температуре предварительного подогрева и межслойной температуре.
7.1.2.4 Ручная дуговая сварка электродами с целлюлозным видом покрытия корневого слоя шва должна выполняться на постоянном токе прямой или обратной полярности, горячего прохода — на постоянном токе обратной полярности.
7.1.2.5 Ширина валика при ручной дуговой сварке должна быть не более трех диаметров электрода.
7.1.2.6 Места обрыва или прерывания дуги, замки при сварке корневого слоя шва электродами с целлюлозным видом покрытия должны быть обработаны шлифмашинкой.
7.1.2.7 При вынужденных перерывах во время сварки корневого слоя шва следует поддерживать температуру торцов труб на уровне требуемой температуры предварительного подогрева.
7.1.2.8 После сварки корневого слоя шва его следует обработать шлифмашинкой для вскрытия шлаковых «карманов» и удаления чрезмерной выпуклости шва.
7.1.2.9 После зачистки корневого слоя шва следует незамедлительно выполнить сварку электродами с целлюлозным видом покрытия горячего прохода. Допускается выполнять горячий проход другими способами сварки при условии получения положительных результатов производственной аттестации технологий сварки согласно требованиям [4]. Интервал времени между окончанием сварки корневого слоя шва и началом выполнения горячего прохода должен быть не более 5 мин.
7.1.2.10 В процессе сварки горячего прохода температура корневого слоя шва должна быть в интервале от 70°С до 250°С. Если температура опустилась ниже 70°С, следует провести сопутствующий подогрев до температуры от 70°С до 100°С.
7.1.2.11 После окончания сварки горячего прохода его следует обработать шлифмашинкой с набором дисковых проволочных щеток.
7.1.2.12 Режимы ручной дуговой сварки электродами с целлюлозным видом покрытия должны соответствовать параметрам, указанным в операционной технологической карте сборки и сварки по аттестованной согласно [4] технологии сварки.
7.1.2.13 При наличии в проектной документации специальных требований к сварным соединениям магистрального трубопровода их выполнение должно быть подтверждено результатами производственной аттестации технологии сварки.
7.2 Автоматическая сварка под слоем флюса
7.2.1 Автоматическая двухсторонняя сварка под флюсом
7.2.1.1 Автоматическую двухстороннюю сварку проволокой сплошного сечения под флюсом на трубосварочных базах следует применять для сварки поворотных кольцевых стыковых соединений трубных секций.
7.2.1.2 Сварка должна осуществляться с использованием комбинаций «керамический флюс + проволока» либо «плавленый флюс + проволока».
Последовательность выполнения слоев шва:
— первый наружный слой шва;
— последующие наружные слои шва;
— внутренний слой шва.
7.2.1.3 Сварку второго наружного и внутреннего слоев шва допускается выполнять одновременно.
7.2.1.4 После сборки сварное соединение следует повернуть таким образом, чтобы прихватка находилась в нижней части стыкового соединения (в положении 6 ч), после чего в верхней части стыкового соединения (в положении 12 ч) начинают сварку первого наружного слоя шва.
7.2.1.5 Для исключения образования шлаковых включений и непроваров следует выполнять шлифмашинкой пропилы начального и конечного участков прихватки, а также начального участка первого наружного слоя. Глубина пропила — от 3, 0 до 4, 0 мм, ширина — от 3, 0 до 4, 0 мм, длина — от 25 до 40 мм. Допускается шлифовка выпуклости на прихватке от 0, 5 до 1, 0 мм.
7.2.1.6 Режимы двухсторонней автоматической сварки выбирают согласно технологическим инструкциям производителей применяемого оборудования.
7.2.1.7 Жимки внутреннего центратора следует освобождать только после полного завершения сварки первого наружного слоя шва.
7.2.1.8 Сварку всех слоев шва следует проводить без перерывов в работе. Интервал времени между завершением первого наружного и началом сварки внутреннего слоя шва не должен превышать 30 мин при температуре окружающего воздуха выше 0°С и 10 мин при температуре окружающего воздуха 0°С и ниже.
7.2.1.9 Геометрические параметры сварных соединений труб, выполненных двухсторонней автоматической сваркой под флюсом, определяемые по макрошлифам, должны соответствовать рисунку 7.1.
7.2.1.10 Геометрические размеры сварных швов следует определять на трех макрошлифах, изготовленных из каждого 200 сварного соединения. Темплеты для макрошлифов допускается вырезать на любом участке сварного соединения равномерно по периметру сварного соединения, но не ближе 200 мм от места начала или окончания процесса сварки.
7.2.1.11 В случае отклонения геометрических параметров от заданных значений сварку следует прекратить, откорректировать настройку оборудования и параметры режимов сварки, после чего выполнить сварку двух новых соединений трубных секций, из которых следует вырезать макрошлифы. В случае если размеры сварных швов по макрошлифам соответствуют установленным требованиям, сварку разрешается продолжить.
7.2.1.12 Остальные 199 сварных соединений, предшествующие первому вырезанному, следует считать годными, если в результате НК в них не выявлено недопустимых дефектов.
7.2.1.13 Сварное соединение следует считать годным, если облицовочный слой шва перекрывает всю ширину разделки кромок, при условии отсутствия недопустимых дефектов сварного шва и соблюдении заданных режимов. Оси первого наружного слоя и внутреннего слоя шва должны совпадать или быть смещены относительно друг друга на расстояние не более 2, 0 мм.

Рисунок 7.1-Геометрические размеры сварных соединений труб, выполненных двухсторонней автоматической сваркой под флюсом
7.2.1.14 Допускается оставлять до следующей смены сварное соединение трубной секции с невыполненным облицовочным слоем шва. Перед возобновлением сварки следует выполнить предварительный подогрев от 50°С до 80°С. При невыполнении указанных требований сварное соединение должно быть вырезано.
7.2.1.15 Не допускаются сброс сваренных секций, их соударение, скатывание на мокрый грунт или снег.
7.2.2 Автоматическая односторонняя сварка под флюсом
7.2.2.1 Автоматическую одностороннюю сварку проволокой сплошного сечения под флюсом на трубосварочных базах следует применять для сварки заполняющих и облицовочного слоев шва поворотных кольцевых стыковых соединений трубных секций.
7.2.2.2 Сварка корневого слоя шва может быть выполнена следующими способами:
— ручной дуговой сваркой электродами с основным видом покрытия;
— ручной дуговой сваркой электродами с целлюлозным видом покрытия.
В данном случае должен быть выполнен также горячий проход шва. Сварку корневого слоя и горячего прохода шва следует проводить на одном стенде без продольного перемещения трубной секции;
7.2.2.3 Сварку следует осуществлять с использованием комбинаций «керамический флюс + проволока» либо «плавленый флюс + проволока».
7.2.2.4 При ручной сварке корневого слоя электродами с основным видом покрытия и механизированной сварке допускается периодический поворот свариваемой секции без освобождения жимков центратора в удобное для сварщиков положение. Перекатывание секции на промежуточный стеллаж разрешается только после завершения сварки корневого слоя по всему периметру стыкового соединения.
7.2.2.5 В случае сварки корневого слоя шва электродами с основным видом покрытия для исключения прожогов при автоматической сварке по всему периметру стыкового соединения следует выполнять подварку корня шва изнутри трубы электродами с основным видом покрытия либо следует выполнять первый заполняющий слой механизированной сваркой самозащитной порошковой проволокой или электродами с основным видом покрытия.
7.2.2.6 Режимы односторонней автоматической сварки выбирают согласно ТУ производителей применяемого оборудования.
7.2.2.7 Не допускается оставлять незаконченными сварные соединения, выполненные за одну рабочую смену. В порядке исключения в случае выхода из строя оборудования, отключения сети и др. допускается оставлять до следующей смены сварное соединение трубной секции с невыполненным облицовочным слоем шва. Перед возобновлением сварки должен быть выполнен предварительный подогрев от 50°С до 80°С.
7.2.2.8 Не допускаются сброс сваренных секций, их соударение при скатывании на грунт или снег.
7.3 Механизированная и автоматическая сварка в защитных газах проволокой сплошного сечения и порошковой проволокой
7.3.1 Механизированная сварка
7.3.1.1 Механизированную сварку проволокой сплошного сечения в среде защитных газов следует применять для сварки корневого слоя шва неповоротных кольцевых стыковых соединений труб с толщинами стенок от 6, 0 мм.
7.3.1.2 Механизированную сварку порошковой проволокой в среде защитных газов следует применять для сварки заполняющих и облицовочного слоев шва.
7.3.1.3 Механизированную аргонодуговую сварку неплавящимся электродом следует применять для сварки технологических трубопроводов и ремонта сварных соединений.
7.3.1.4 Для механизированной сварки в углекислом газе следует применять сварочные агрегаты, сварочные установки, укомплектованные источниками сварочного тока, механизмами подачи сварочной проволоки, сварочными горелками, газовыми рампами с баллонами сжатого углекислого газа и вспомогательным оборудованием.
7.3.1.5 Источники сварочного тока должны обеспечивать импульсно-дуговой режим механизированной сварки и отвечать требованиям к установке следующих параметров:
— скорость подачи сварочной проволоки;
— режим работы сварочной горелки;
— длительность предварительной и послесварочной подачи углекислого газа.
7.3.1.6 Кромки труб для механизированной сварки корневого слоя шва должны иметь заводскую разделку либо должны быть подготовлены механическим способом станками подготовки кромок.
7.3.1.7 Количество операторов механизированной сварки, одновременно выполняющих сварку корневого слоя шва, должно быть не менее двух для сварных соединений труб диаметром 426 мм и более.
7.3.1.8 Корневой слой шва при сборке на внутреннем центраторе следует выполнять без прихваток. В случае технической обоснованности применения прихваток они должны быть удалены механическим способом шлифмашинками при выполнении корневого слоя шва.
7.3.1.9 Начальный и конечный участки корневого слоя шва, выполненного первым оператором, следует обработать механическим способом (абразивным кругом) для обеспечения плавного перехода при сварке корневого слоя шва вторым оператором.
7.3.1.10 Техника и режимы механизированной сварки указываются в операционных технологических картах сборки и сварки, разрабатываемых по аттестованной согласно [4] технологии сварки.
7.3.1.11 После выполнения корневого слоя шва следует зачистить шов механическим способом шлифмашинками. В случае прекращения сварки (смена положения оператора и пр.) обработке механическим способом должны подвергаться все конечные участки корневого слоя шва вне зависимости от того, каким оператором выполнены эти участки.
7.3.2 Автоматическая сварка
7.3.2.1 Автоматическую двухстороннюю одно- или двухдуговую сварку проволокой сплошного сечения в защитных газах сварочными комплексами в составе сборочно-сварочных колонн следует применять для сварки неповоротных кольцевых стыковых соединений труб протяженных участков трубопроводов. Разделка кромок концов труб должна быть выполнена механическим способом станками подготовки кромок заблаговременно до начала сборочно-сварочных работ.
Предварительный подогрев кромок труб каждого стыкового соединения может выполняться как до, так и после сборки на внутреннем центраторе.
Время между окончанием сварки внутреннего (корневого) слоя шва и началом сварки первого наружного слоя (горячего прохода) при автоматической двухсторонней сварке должно составлять не более 10 мин. В случае превышения указанного времени следует выполнить сопутствующий подогрев сварного соединения до температуры предварительного подогрева.
7.3.2.2 Автоматическую одностороннюю одно- или двухдуговую сварку проволокой сплошного сечения и порошковой проволокой в защитных газах сварочными комплексами в составе сборочно-сварочных колонн следует применять для сварки неповоротных кольцевых стыковых соединений труб протяженных участков трубопроводов.
7.3.2.3 Количество сварочных комплексов в сборочно-сварочной колонне при поточно-расчлененном методе сварки должно определяться толщиной стенки труб и требуемой производительностью сварочных работ.
7.3.2.4 Геометрические размеры разделки кромок и сборки соединений труб для автоматической односторонней сварки регламентируются особенностями технологии автоматической сварки сварочными комплексами.
7.3.2.5 До начала работ параметры режимов автоматической односторонней сварки всех слоев шва с учетом пространственного положения сварки неповоротных кольцевых стыковых соединений труб конкретного типоразмера должны быть внесены в блоки автоматического управления каждой сварочной головкой (скорость перемещения сварочной головки по направляющему поясу, скорость подачи сварочной проволоки, напряжение сварочной дуги, сила тока, частота поперечных колебаний сварочных горелок, вылет электродной проволоки).
7.3.2.6 Автоматическую одностороннюю сварку корневого слоя шва, горячего прохода, заполняющих и облицовочного слоев шва каждого стыкового соединения следует выполнять на спуск двумя одно- или двухдуговыми сварочными головками, при этом каждой сварочной головкой выполняется сварка одного из полупериметров трубы относительно вертикальной оси.
7.3.2.7 Только после окончания сварки корневого слоя пристыкованную трубу разрешается уложить на инвентарную опору, а внутренний центратор переместить на очередную позицию сборки.
7.3.2.8 Время между окончанием сварки корневого слоя и началом сварки горячего прохода (первого заполняющего слоя) при однодуговой автоматической односторонней сварке должно составлять не более 10 мин.
7.3.2.9 Автоматическую одностороннюю сварку заполняющих и облицовочного слоев шва следует выполнять одновременно двумя сварочными головками с поперечными колебаниями сварочной горелки (сварочных горелок), при этом каждой сварочной головкой выполняется сварка одного из полупериметров трубы (относительно вертикальной оси).
7.3.2.10 Места начала и окончания автоматической односторонней сварки каждого последующего слоя (замки) должны быть обработаны механическим способом для предотвращения образования дефектов типа несплавлений и удаления кратерных трещин.
7.3.2.11 Режимы автоматической сварки должны быть указаны в операционных технологических картах сборки и сварки.
7.4 Механизированная и автоматическая сварка самозащитной порошковой проволокой
7.4.1 Механизированную и автоматическую сварку самозащитной порошковой проволокой следует применять для сварки корневого, заполняющих и облицовочного слоев шва неповоротных кольцевых стыковых соединений труб, а также для специальных сварных соединений трубопроводов (захлесты, разнотолщинные соединения труб, соединения труб с СДТ, ТПА).
7.4.2 Для механизированной и автоматической сварки самозащитной порошковой проволокой заполняющих и облицовочного слоев шва следует применять источники сварочного тока, укомплектованные механизмами подачи сварочной проволоки, сварочными горелками и вспомогательным оборудованием.
7.4.3 При сварке труб одной толщины, разнотолщинных труб (элементов) с различными нормативными значениями временного сопротивления разрыву сварочные проволоки следует назначать по наибольшему значению временного сопротивления разрыву металла труб и деталей трубопроводов.
7.4.4 Перед выполнением самозащитной порошковой проволокой первого заполняющего слоя либо горячего прохода (в случае сварки корневого слоя шва электродами с целлюлозным видом покрытия) необходимо до чистого металла зачистить абразивным кругом поверхность корневого слоя шва. В случае сварки корневого слоя шва механизированной сваркой проволокой сплошного сечения в углекислом газе зачистку следует проводить дисковой проволочной щеткой.
7.4.5 Сварка самозащитной порошковой проволокой должна выполняться на спуск на постоянном токе прямой полярности.
7.4.6 Заполняющие и облицовочный слои шва соединений труб с толщинами стенок до 14 мм следует выполнять по методу «слой за один проход».
7.4.7 При сварке стыковых сварных соединений труб с толщинами стенок более 14 мм заполняющие слои, начиная с третьего, следует выполнять по методу «слой за два прохода».
7.4.8 Облицовочный слой шва стыковых сварных соединений труб с толщинами стенок более 14 мм следует выполнять по методу «слой за три прохода». Допускается выполнять облицовочный слой шва стыковых сварных соединений труб с толщинами стенок от 14 до 16 мм по методу «слой за два прохода».
7.4.9 Процесс сварки следует начинать и заканчивать на расстоянии не менее 100 мм от заводского шва трубы или детали трубопровода.
7.4.10 Место начала и окончания процесса сварки каждого слоя (замок шва) должно располагаться на расстоянии не менее 20 мм от замков предыдущего слоя шва.
7.4.11 Не допускается возбуждать дугу на поверхности трубы. Дуга должна возбуждаться только на поверхности разделки кромок или на поверхности металла уже выполненного шва.
7.4.12 При автоматической сварке заполняющих и облицовочного слоев шва самозащитной порошковой проволокой необходимо устанавливать следующие параметры режима сварки: скорость подачи электродной проволоки, напряжение на дуге, скорость сварки, частота колебаний электродной проволоки, амплитуда колебаний и время задержки электрода в крайних положениях.
7.4.13 Технику и режимы сварки самозащитной порошковой проволокой следует принимать согласно инструкциям и рекомендациям производителей применяемых сварочных материалов и оборудования.
7.5 Автоматическая стыковая контактная сварка оплавлением
7.5.1 Автоматическую стыковую контактную сварку оплавлением следует применять для сварки двух-, трехтрубных секций на трубосварочных базах, а также для сварки одиночных труб или двух-, трехтрубных секций в непрерывную нитку.
7.5.2 Технология автоматической контактной сварки оплавлением должна регламентировать следующие основные операции:
— входной контроль труб;
— подготовку концов и торцов труб к сварке;
— подачу труб к сварочной машине;
— сборку сварного соединения в сварочной машине;
— сварку труб, выполняемую автоматически по заданной программе;
— удаление наружного и внутреннего грата, очистка внутренней полости трубопровода от удаленного внутреннего грата и брызг оплавленного металла;
— выход сварочной машины на новую позицию;
— предварительный контроль качества сваренного шва по зарегистрированным параметрам и внешнему виду (смещение, выпуклость сварного шва);
— при необходимости проведение термической обработки сварного соединения.
7.5.3 При сварке труб диаметром от 720 мм и более необходимо снять механическим путем выпуклость продольного шва трубы в месте зажатия трубы силовыми и токоподводящими башмаками, зачистить внутреннее гладкостное покрытие. Высота оставшейся части выпуклости продольного шва после снятия должна быть не более 0, 5 мм.
7.5.4 Центровку труб следует осуществлять сварочной машиной. Продольные швы свариваемых труб при центровке располагают в середине между токоподводящими башмаками. Смещение кромок сцентрованных труб допускается на величину до 20% толщины стенки трубы, но не более 2 мм.
7.5.5 При сцентрованных трубах зазор между ними в любом месте периметра не должен превышать 3 мм для труб диаметром 57-325 мм и 5 мм для труб большего диаметра.
7.5.6 В процессе проведения сварочных работ должны проводиться механические испытания в соответствии с 7.5.7. При отсутствии АУЗК для подтверждения удовлетворительного состояния системы автоматического управления процессом сварки после начала выполнения сварки следует испытывать каждый 500-й сваренный стык. Механические испытания следует проводить также при аттестации технологии сварки и по требованию строительного контроля застройщика (технического заказчика) в случаях выявления нарушений технологии сварки.
7.5.7 Испытания на статический изгиб следует проводить по ГОСТ 6996 на образцах со снятой выпуклостью до угла загиба 120°; при этом не допускаются дефекты, размеры которых в любом направлении превышают 5 мм. Раскрытие дефектов по ЛС не допускается. Испытание на статический изгиб следует проводить на образцах, толщина которых равна толщине стенки трубы, а ширина образца равна 12, 5 мм (образцы для испытания на ребро, тип XXVII по ГОСТ 6996-66).
7.5.8 Основные параметры режимов автоматической стыковой контактной сварки оплавлением в зависимости от диаметра свариваемой трубы и диапазона толщин стенок следует выбирать в соответствии с рекомендациями, изложенными в руководстве по эксплуатации соответствующего оборудования, технологической инструкцией, и должны содержать следующие показатели:
— номинальное первичное напряжение на сварочном трансформаторе;
— допустимое отклонение первичного напряжения на сварочном трансформаторе;
— минимальная программируемая скорость оплавления;
— линейное значение оплавления без учета оплавления косины реза;
— время повышения конечной скорости оплавления (форсировка);
— конечная скорость оплавления;
— длительность оплавления с конечной скоростью;
— время осадки под током;
— линейное значение осадки;
— скорость осадки на первых 5 мм;
7.5.9 Внутренний грат следует удалять с помощью внутреннего гратоснимателя. Внутренняя выпуклость сварного шва не должна превышать 3, 0 мм.
7.5.10 Порядок съема наружного грата следует осуществлять в соответствии с инструкцией по эксплуатации. Внешняя выпуклость сварного шва не должна превышать 3, 0 мм.
7.5.11 После сварки, удаления грата и контроля качества сварки для труб диаметром 1020 мм включительно и выше следует проводить термическую обработку сварного стыка. Для труб диаметром до 1020 мм термическую обработку сварного стыка проводят в случае, если это предусмотрено проектом.
7.5.12 При термической обработке необходимо выполнять следующие технологические операции:
— установка индуктора на сварное соединение;
— нагрев, выдержка и охлаждение сварного соединения (в автоматическом режиме);
— формирование паспорта термической обработки сварного соединения (в автоматическом режиме).
7.5.13 Основные параметры режимов термообработки стыков, выполненных автоматической стыковой контактной сваркой оплавлением, в зависимости от диаметра сваренной трубы и диапазона толщин стенок следует принимать в соответствии с инструкциями и рекомендациями, изложенными в руководстве по эксплуатации соответствующего оборудования, технологической инструкции. Основные параметры режимов термообработки должны содержать следующие показатели:
— номинальное первичное напряжение;
— частота тока при индукционном нагреве;
— ширина участка, подвергнутого термической обработке, не менее;
— температура нагрева сварного соединения;
— средняя скорость нагрева;
— длительность выдержки при заданной температуре;
— отклонение температуры по толщине стенки;
— скорость охлаждения стыка до температуры 600°С.
7.6 Автоматическая, механизированная и ручная аргонодуговая сварка
7.6.1 Ручную аргонодуговую сварку неплавящимся электродом следует применять для сварки корневого слоя шва соединений труб диаметром от 10 мм с толщиной стенки от 2, 0 до 3, 0 мм без разделки кромок и соединений труб диаметром от 14 мм с толщиной стенки от 3, 0 мм и более с разделкой кромок.
7.6.2 Для ручной аргонодуговой сварки неплавящимся электродом следует использовать источники постоянного тока, оснащенные устройством бесконтактного или контактного возбуждения дуги на малых токах и плавного снижения сварочного тока при заварке кратера шва.
7.6.3 Автоматическую аргонодуговую сварку неплавящимся электродом следует применять для сварки корневого слоя шва и для сварки всех слоев шва для труб диаметром до 219 мм включительно.
7.6.4 Механизированную аргонодуговую сварку неплавящимся электродом с присадочной проволокой следует применять для ремонта сварных соединений.
7.6.5 Для автоматической аргонодуговой сварки следует применять сварочные автоматы, обеспечивающие следующие операции:
— предварительную продувку подводящих к зоне сварки магистралей защитным газом;
— возбуждение дуги бесконтактным способом или путем контакта электрода с изделием при сварочном токе не более 20 А;
— импульсный режим сварки;
— подачу присадочной проволоки;
— заварку кратера шва путем плавного снижения сварочного тока до значения, не превышающего 20 А;
— обдув кратера защитным газом после гашения дуги.
7.6.6 Режимы автоматической аргонодуговой сварки следует выбирать согласно технологическим инструкциям производителей применяемого оборудования.
7.6.7 В качестве неплавящегося электрода следует применять прутки лантанированного или итрированного вольфрама диаметром от 2 до 3, 2 мм.
7.7 Сварка комбинированными способами
Для сварки труб допускается применение комбинированных технологий сварки в соответствии с таблицей 9.1 СП 86.13330.2014.
8 Сварочные работы
8.1 Общие положения
Сварочные работы должны выполняться в соответствии с [10] и [11].
Выбор способа сварки должен проводиться лицом, осуществляющим строительство, и согласовываться с застройщиком (техническим заказчиком).
В целях подтверждения того, что организация, применяющая технологии сварки и послесварочной термообработки, обладает необходимыми техническими, организационными возможностями и квалифицированными кадрами, должна быть проведена производственная аттестация технологий сварки. Порядок проведения аттестации технологий сварки приведен в [4]. Аттестации подлежат только применяемые на объекте строительства технологии. Производственную аттестацию должен проводить аттестационный центр системы аттестации сварочного производства совместно с организацией, выполняющей сварку трубопровода [4]. При получении положительных результатов аттестации технологии сварки считается, что и технология термической обработки, примененная в соответствии с технологической картой, также аттестована.
Для производства сварочных работ допускаются сварщики, аттестованные и выдержавшие испытания по сварке допускных стыков в соответствии с 5.1. Требования к аттестации сварщиков приведены в [1] и [5].
К организации и руководству сварочными работами, включая контроль выполнения сварочных работ, допускаются специалисты сварочного производства, аттестованные в установленном порядке. Порядок проведения аттестации специалистов сварочного производства приведен в [1] и [5].
8.2 Требования к сварным соединениям
Требования к свойствам сварных соединений должны соответствовать технологиям сварки трубопроводов.
8.3 Схемы организации сварочных работ
Схемы организации сварочных работ должны применяться в соответствии с требованиями подраздела 9.2 СП 86.13330.2014.
8.4 Специальные сварочные работы
8.4.1 Сварка захлестов
Работы по сварке захлестов следует выполнять в соответствии с пунктами 9.5.1-9.5.6 СП 86.13330.2014.
8.4.2 Сварка разнотолщинных соединений
8.4.2.1 К разнотолщинным соединениям следует относить соединения труб, труб с СДТ, труб с ТПА, отличающихся по нормативной толщине более чем на 2 мм.
8.4.2.2 Сборку и сварку разнотолщинных соединений следует выполнять в соответствии с пунктами 9.5.9-9.5.16 СП 86.13330.2014.
8.5 Местная послесварочная термическая обработка
8.5.1 Местную термообработку сварных соединений трубопроводов следует проводить в соответствии с пунктом 9.6.2 СП 86.13330.2014.
8.5.2 Зона теплоизоляции при термообработке сварных соединений должна соответствовать требованиям пункта 9.6.3 СП 86.13330.2014.
8.5.3 Вид и режимы термообработки сварных соединений определяются конкретными параметрами трубопровода, требованиями проекта и должны быть указаны в технологической карте. Термообработку следует проводить после получения положительных результатов контроля качества сварного соединения.
8.5.4 При проведении термообработки сварных стыков, выполненных автоматической стыковой контактной сваркой оплавлением, следует руководствоваться требованиями 7.5.
8.5.5 Контроль термической обработки следует выполнять в соответствии с пунктом 9.6.4 СП 86.13330.2014.
8.5.6 При проведении термической обработки необходимо руководствоваться инструкциями в соответствии с пунктом 9.6.5 СП 86.13330.2014.
8.6 Сварка прямых врезок
8.6.1 Прямые врезки с отношением внешнего диаметра ответвления к внешнему диаметру основной трубы менее 0, 2 следует выполнять без усиливающей накладки, с отношением от 0, 2 до 0, 3 с усиливающей накладкой, а с отношением более 0, 3 — с применением тройников заводского изготовления. Допускается применение усиленных патрубков (велдолетов) при условии соответствия конструкции и способов монтажа требованиям СП 36.13330, СП 86.13330. Конструкция прямых врезок и типоразмеры труб должны соответствовать требованиям проектной документации.
8.6.2 Изготовление усиливающих накладок следует выполнять заблаговременно в стационарных условиях, при этом усиливающую накладку следует изготовлять из трубы того же класса прочности и той же толщины стенки, что и основная труба. Ширина усиливающей накладки должна быть 0, 4 диаметра трубы ответвления, но не менее 100 мм. Допускается изготовлять усиливающие накладки из двух частей, при этом сварка стыковых швов усиливающих накладок должна выполняться до начала сварки угловых швов усиливающей накладки с патрубком и основной трубой. Направление стыкового шва усиливающей накладки должно быть параллельно оси трубопровода.
8.6.3 Прямые врезки, изготовляемые из спокойных или полуспокойных углеродистых сталей с толщиной стенки патрубка до 16 мм включительно, не подлежат послесварочной термообработке.
8.6.4 При необходимости проведения термической обработки тройниковых сварных соединений термообработку следует проводить в соответствии с 8.5.
8.6.5 Расстояние между сварным швом патрубка (привариваемой усиливающей накладкой) и кольцевым стыком на трубопроводе должно быть не менее 250 мм. Расстояние между сварным швом патрубка (привариваемой усиливающей накладкой) и продольным сварным швом на трубопроводе должно быть не менее 250 мм. Отклонение от перпендикулярности оси патрубка к оси магистрали должна быть не более 1, 0°; смещение осей патрубка и основной трубы должно быть не более 5, 0 мм. При отрицательной температуре необходимо выполнить местный подогрев места реза до температуры не ниже 50°С.
8.6.6 Вырезку отверстия в основной трубе следует выполнять механизированной газовой или механической резкой, с последующей зачисткой резаных торцов отверстия шлифмашинкой с абразивным инструментом и дисковыми проволочными щетками.
8.6.7 Геометрические размеры разделки кромок торцов трубы ответвления и усиливающих накладок приведены на рисунке 8.1.
8.6.8 До начала выполнения прихваток и сварки следует провести предварительный подогрев свариваемых кромок патрубка и вырезанного отверстия основной трубы до температуры не ниже 100°С независимо от температуры окружающего воздуха, с контролем контактными приборами на расстоянии от 10 до 15 мм от свариваемых кромок.
8.6.9 Тройниковые соединения необходимо выполнять следующими способами сварки:
— ручной дуговой сваркой электродами с основным видом покрытия.
Назначение сварочных материалов следует проводить исходя из класса прочности металла патрубка.
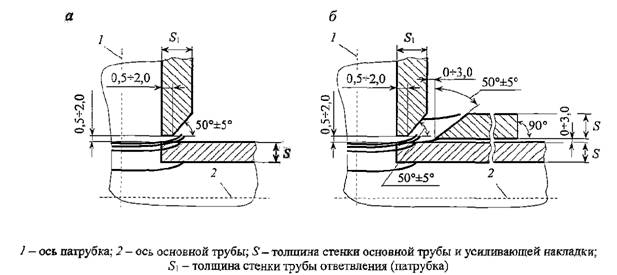
Рисунок 8.1-Геометрические параметры сборки тройных сварных соединений без усиливающей накладки (а) и с усиливающей накладкой (б)
8.6.10 Сварка должна быть многопроходной, количество слоев должно соответствовать таблице 8.1 и технологическим картам. Допускается выполнять многоваликовую сварку заполняющих и облицовочного слоев шва.
Таблица 8.1- Минимальное количество слоев шва
Толщина стенки патрубка, мм
Минимальное количество слоев
Количество валиков облицовочного слоя
До 7, 0 включительно
Свыше 7, 0 до 12, 0 включительно
Свыше 12, 0 до 15, 0 включительно
Свыше 15, 0 до 18, 0 включительно
Свыше 18, 0 до 20, 0 включительно
В соответствии с технологической картой сборки и сварки, но не менее 6
В соответствии с технологической картой сборки и сварки, но не менее 4
8.6.11 Сварку каждого валика шва необходимо выполнять участками. Количество участков должно быть не менее двух для патрубков DN менее 100, не менее четырех — для патрубков DN от 100 до 150, не менее шести — для патрубков DN более 150. Каждый последующий участок должен быть диаметрально противоположен предыдущему участку. Направление сварки каждого последующего участка должно совпадать с направлением сварки предыдущего участка при вертикальной врезке либо должно быть противоположным направлению сварки предыдущего участка при горизонтальной врезке. Во всех случаях сварка должна выполняться на подъем.
8.6.12 Замки смежных слоев должны быть смещены друг от друга на расстояние от 25 до 30 мм.
8.6.13 Параметры угловых швов тройниковых сварных соединений приведены на рисунке 8.2.
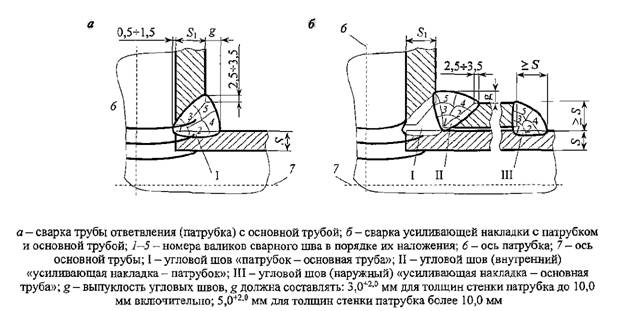
Рисунок 8.2-Параметры угловых швов тройниковых сварных соединений
8.6.14 Угловые швы «патрубок — основная труба», выполняемые с усиливающими накладками, должны контролироваться методами НК до выполнения сборки и сварки усиливающих накладок.
8.6.15 Сварка прямых врезок в монтажных условиях должна выполняться за один цикл без перерывов. Прямые врезки с диаметром трубы ответвления до 325 мм включительно выполняются одним сварщиком, с диаметром трубы ответвления свыше 325 мм — двумя сварщиками. В случае снижения межслойной температуры ниже 100°С, а также вынужденных перерывов в работе необходимо выполнить сопутствующий подогрев до температуры не ниже температуры предварительного подогрева.
8.6.16 По окончании сварки сварные швы должны быть накрыты влагонепроницаемым теплоизолирующим поясом до полного остывания.
8.7 Ремонт сварных соединений
8.7.1 Ремонт сварных соединений следует выполнять согласно подразделу 9.7 СП 86.13330.2014.
8.7.2 К ремонтным работам допускаются сварщики, успешно прошедшие допускные испытания по выполнению ремонтных работ в соответствии с аттестованной технологией ремонта сваркой.
8.7.3 Сварные кольцевые стыки труб диаметром менее 108 мм, имеющие недопустимые дефекты, подлежат вырезке.
8.7.4 Ремонт сварных стыков труб осуществляется снаружи, а при технической возможности и изнутри, в зависимости от глубины залегания дефекта и возможности доступа к стыку изнутри трубы.
8.7.5 Длина участка выборки должна превышать фактическую длину наружного или внутреннего дефекта не менее чем на 30 мм в каждую сторону — для соединений диаметром от 219 мм и более; не менее чем на 20 мм в каждую сторону — для соединений диаметром до 219 мм.
8.7.6 Ремонтные работы на сварном стыке должны осуществляться одним сварщиком.
8.7.7 При применении других технологий (способов) сварки необходимо прохождение соответствующей процедуры (аттестации) и наличия инструкции, согласованной в установленном порядке.
9 Контроль качества сварных соединений
9.1 Общие требования
9.1.1 Работы по контролю качества сварных соединений должны выполняться в соответствии с НД и технической документацией по НК качества сварных соединений с учетом [10] и [11].
9.1.2 Все сварные соединения должны быть проконтролированы физическими методами контроля в объеме не менее 100%. Выбор конкретных методов контроля и уточнение объема контроля должны осуществляться в соответствии с требованиями проектной документации.
Допускается проведение инспекционного НК сварных соединений для подтверждения качества выполнения контроля лицом, осуществляющим строительство. Объем инспекционного НК и его организация должны определяться в проектной документации.
9.2 Квалификационные требования
9.2.1 Требования к проведению аттестации для лабораторий НК сварных соединений приведены в [6].
9.2.2 Лаборатория НК, выполняющая контроль методом РК, должна иметь разрешительные документы на право эксплуатации аппаратов, содержащих радиоактивные вещества (или генерирующих рентгеновское излучение), их транспортирование (при необходимости) и хранение, а также санитарно-эпидемиологическое заключение о соответствии условий работы с источниками ионизирующего излучения (СанПиН 2.6.1.1281).
9.2.3 Лаборатория НК должна быть укомплектована обученными специалистами, аттестованными в установленном порядке, и оснащена средствами НК, обеспечивающими возможность выполнения аттестованных технологий, и необходимыми НД, технической и методической документацией. Правила аттестации персонала в области НК приведены в [7].
9.2.4 Все средства НК, относящиеся к средствам измерений, должны быть поверены в установленном порядке.
9.2.5 При необходимости квалификационные испытания методов НК проводят по усмотрению застройщика (технического заказчика).
9.2.6 Лаборатория лица, осуществляющего строительство, должна иметь в своем составе стационарные или передвижные, или самоходные лаборатории.
9.2.7 К работам по НК допускаются лица, прошедшие курс обучения и успешно выдержавшие квалификационные испытания. Они должны быть аттестованы на уровень квалификации I, II или III [7] в части одного или более методов НК и иметь действующие удостоверения установленной формы.
9.2.8 Следует выполнять НК в соответствии с операционной технологической картой НК, разработанной специалистами не ниже уровня квалификации II и утвержденной техническим руководителем организации, выполняющей контроль.
9.2.9 Специалисты, непосредственно осуществляющие НК, не должны иметь медицинских противопоказаний по состоянию здоровья.
9.2.10 Правом выдачи заключений по результатам НК обладают специалисты, имеющие уровень квалификации не ниже II [7].
9.2.11 К руководству лабораторией НК допускаются специалисты, имеющие квалификацию не ниже уровня II [7] не менее чем по двум методам контроля, одним из которых является ВИК, а другим — РК или УЗК. При этом их стаж работы в области НК должен быть не менее трех лет.
9.2.12 К выполнению работ по РК, получению, транспортированию, хранению и перезарядке гамма-дефектоскопов источниками ионизирующих излучений допускаются лица не моложе 18 лет, отнесенные приказом руководителя к категории персонала группы А по СанПиН 2.6.2.2523-09, прошедшие специальный медицинский осмотр, инструктаж и сдавшие экзамен по радиационной безопасности в установленном порядке, а также прошедшие: специальное обучение, производственную стажировку продолжительностью не менее 2 мес., специальную подготовку по радиационной безопасности и имеющие удостоверение установленной формы в соответствии с требованиями СП 2.6.1.2612.
Специалисты, выполняющие работы по РК с применением технологии ЦР, должны пройти дополнительное обучение с учетом специфики технологии и оборудования ЦР, работы с электронными изображениями, обработки и расшифровки этих изображений, идентификации дефектов по электронному изображению и измерения их размеров.
9.2.13 К выполнению работ и оценке качества по результатам контроля по МУЗК, АУЗК допускаются специалисты, аттестованные в установленном порядке на уровень квалификации не ниже II, а также прошедшие специальную подготовку по МУЗК, АУЗК в соответствии с требованиями производителя оборудования. Требования к проведению аттестации специалистов УЗК приведены в [7].
Специалист должен иметь документ, подтверждающий прохождение обучения от производителя установки МУЗК или АУЗК или уполномоченной организации на территории Российской Федерации.
9.3 Операционный контроль
9.3.1 Операционный контроль должны проводить специалисты сварочного производства лица, осуществляющего строительство, аттестованные в установленном порядке. При этом следует осуществлять проверку правильности и необходимой последовательности выполнения технологических операций по сборке и сварке в соответствии с требованиями раздела 9 СП 86.13330.2014, разделов 6, 7 и 8 настоящего свода правил.
9.4 Методы неразрушающего контроля сварных соединений
9.4.1 При строительстве и реконструкции трубопроводов разрешается применять следующие методы НК качества сварных соединений:
— УЗК (РУЗК, МУЗК, АУЗК);
Примечание — ПВК и МК применяют в качестве дополнительных методов для уточнения результатов ВИК.
Каждое сварное соединение магистральных и промысловых трубопроводов, выполненное дуговой сваркой, должно быть проконтролировано методами РК и (или) УЗК. Объем и очередность применения методов, уровни качества сварных соединений и нормы контроля определяются в проектной документации.
Сварные соединения, выполненные автоматической стыковой контактной сваркой оплавлением, контролируют только методом УЗК.
Для применения других, не перечисленных в настоящем пункте методов НК, должны быть разработаны технология контроля с использованием предлагаемого метода, соответствующая технологическая инструкция и технологические карты. Разработанная технология должна быть согласована с застройщиком (техническим заказчиком).
9.5 Визуальный и измерительный контроль
9.5.1 ВИК следует выполнять в соответствии с технологической картой контроля, разработанной специалистами уровня квалификации не ниже II и утвержденной руководителем организации, выполняющей контроль.
9.5.2 ВИК должен выполняться в объеме 100% до проведения НК сварного соединения физическими методами, а для сварных соединений, подлежащих термообработке, как до, так и после ее выполнения.
9.5.3 Недопустимые дефекты, выявленные при ВИК, должны быть устранены до выполнения НК физическими методами. При применении АВИК, совмещенного с системами УЗК или РК, порядок применения методов должен быть определен методикой выполнения работ, согласованной с застройщиком (техническим заказчиком).
9.5.4 Для измерения размеров поверхностных дефектов сварных соединений необходимо применять исправные, прошедшие метрологическую поверку инструмент и приборы.
9.5.5 Требования к погрешности измерений при проведении ВИК приведены в [8].
9.5.6 Перед проведением ВИК внутренняя и наружная поверхности труб, СДТ, ТПА подлежат зачистке до металлического блеска на расстоянии, необходимом для проведения контроля, но не менее 100 мм.
9.5.7 В выполненном сварном соединении визуально следует контролировать:
— наличие маркировки шва и правильность ее выполнения;
— наличие клейма сварщика (бригады сварщиков);
— отсутствие (наличие) поверхностных трещин всех видов и направлений;
— отсутствие (наличие) на поверхности сварных соединений дефектов (пор, включений, отслоений, прожогов, свищей, наплывов, усадочных раковин, подрезов, непроваров, брызг расплавленного металла, незаваренных кратеров, грубой чешуйчатости, прижогов металла в местах касания сварочной дугой поверхности основного металла);
— наличие зачистки поверхности сварного соединения изделия (сварного шва и прилегающих участков основного металла) под последующий НК.
9.5.8 Измеряемые параметры сварных швов стыковых соединений изображены на рисунке 9.1, а, б, а угловых сварных соединений — на рисунке 9.1, в, г.
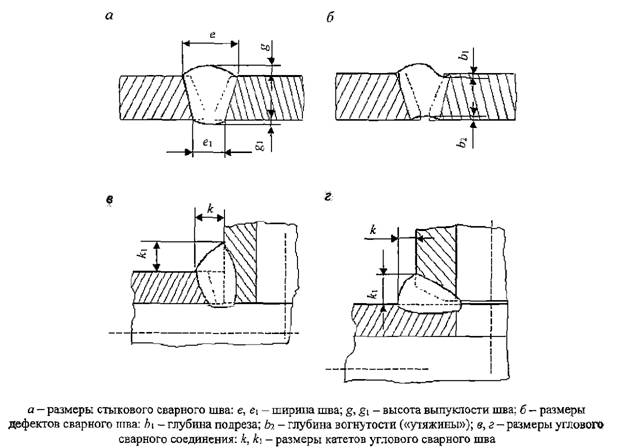
Рисунок 9.1-Размеры сварного шва, подлежащие измерениям при ВИК
9.5.9 Высота и ширина сварного шва должны определяться не реже, чем через 1 м по длине соединения, но не менее чем в трех сечениях, равномерно расположенных по длине шва.
9.5.10 Измерение глубины западаний между валиками при условии, что высоты валиков отличаются друг от друга, должно выполняться относительно валика, имеющего меньшую высоту. Аналогично следует определять и глубину чешуйчатости (по меньшей высоте двух соседних чешуек).
9.5.11 Высота выпуклости и величина вогнутости стыкового шва оцениваются по максимальной высоте (глубине) расположения поверхности шва от уровня наружной свариваемой поверхности. В том случае, когда уровни поверхности деталей отличаются друг от друга, измерения следует проводить относительно свариваемой поверхности, расположенной выше уровня другой свариваемой поверхности.
9.5.12 Размеры катетов угловых сварных соединений должны быть оговорены в рабочей документации на это соединение или узел, частью которого оно является. Там же должны быть оговорены контрольные точки, в которых необходимо выполнять измерения.
9.5.13 Определение высоты, выпуклости и вогнутости углового шва выполняется только в тех случаях, когда это отдельно оговорено требованиями рабочей документации. Выпуклость (вогнутость) углового шва оценивается по максимальной высоте (глубине) расположения поверхности шва от линии, соединяющей края поверхности шва в одном поперечном сечении.
9.5.14 Виды дефектов и максимальные критерии отбраковки кольцевых сварных соединений газопроводов и нефтепроводов приведены в приложении А СП 86.13330.2014 и могут быть уточнены или изменены застройщиком (техническим заказчиком) в проектной документации.
9.5.15 Обнаруженные в результате контроля недопустимые дефекты необходимо отметить на поверхности проконтролированного участка водонесмываемыми маркерами.
9.5.16 Допускается применение средств АВИК, при этом средства АВИК могут быть объединены в один комплекс с системой ЦР, МУЗК или АУЗК.
9.5.17 Результаты контроля должны быть зафиксированы в журнале НК и заключениях установленной формы. К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов и протяженности дефектных участков.
Заключения должны быть переданы лицу, осуществляющему эксплуатацию, при сдаче объекта. Допускается фиксация результатов контроля в электронном виде с внесением соответствующих записей в электронные журналы сварки и НК.
Допускается передача результатов контроля застройщику (техническому заказчику) в электронном виде на носителях, обеспечивающих сохранность записанных данных.
9.6 Радиационный неразрушающий контроль
9.6.1 Сварные соединения трубопроводов в объеме 100%, выполненные дуговой сваркой, имеющие возможность установки радиографической пленки или другого детектора излучения и источника излучения, подлежат РК.
9.6.2 Разрешение на проведение РК должно быть выдано специалистом, выполняющим ВИК, который делает соответствующую отметку в заключении и журнале сварки. Радиационный контроль сварного соединения выполняют при положительном заключении ВИК.
9.6.3 К выполнению работ по РК допускаются лица в соответствии с требованиями 9.2.
Специалисты, выполняющие работы по ЦР, должны пройти дополнительное обучение с учетом специфики технологии и оборудования ЦР, работы с электронным изображением, обработки и расшифровки этого изображения, идентификации дефектов по электронному изображению и измерения их размеров. Специалисты должны иметь документ, подтверждающий факт прохождения такого обучения.
9.6.4 Применение РК с использованием рентгеновских аппаратов непрерывного и импульсного действия и закрытых радиоактивных источников излучения следует проводить в соответствии с ГОСТ 20426.
9.6.5 Напряжение на рентгеновской трубке выбирается в соответствии с требованиями ГОСТ 20426 и может быть уменьшено для обеспечения требуемой чувствительности контроля. Время экспозиции должно быть достаточным для обеспечения необходимой оптической плотности снимков.
9.6.6 При РК сварных соединений допускается применять радиографические технические пленки, многоразовые запоминающие пластины, плоскопанельные матричные детекторы и другие приемники радиационного излучения, обеспечивающие чувствительность контроля и качество изображения контролируемого объекта, предусмотренные действующими НД.
9.6.7 Радиографическая пленка должна иметь документ, подтверждающий соответствие, с указанием класса радиографической пленки, способа обработки пленки, типа и температуры обрабатывающих растворов, времени проявления, срока годности пленки. На пачках радиографических пленок должны быть указаны класс пленки, номер партии и срок гарантийного использования.
9.6.8 Класс радиографической пленки необходимо выбирать в зависимости от радиационной толщины сварного соединения и энергии излучения. Тип детекторов ионизирующего излучения для ЦР должен соответствовать технологической инструкции поставщиков комплексов ЦР и технологической карте. Использование радиографической пленки и многоразовых запоминающих пластин с истекшим сроком годности для контроля качества сварных соединений не допускается.
9.6.9 Чувствительность РК в зависимости от толщины контролируемого металла в месте установки эталона чувствительности не должна превышать половину размера по глубине минимального из недопустимых дефектов.
9.6.10 Для определения чувствительности РК следует использовать проволочные, канавочные или пластинчатые эталоны чувствительности по ГОСТ 7512.
9.6.11 Подготовку к расшифровке цифровых радиографических изображений следует проводить согласно требованиям инструкции по эксплуатации применяемого оборудования.
При использовании плоскопанельных матричных детекторов изображение сварного соединения может состоять из нескольких снимков смежных участков сварного соединения.
Снимки, допущенные к расшифровке, должны удовлетворять следующим требованиям:
— длина каждого снимка должна обеспечивать перекрытие изображения смежных участков сварного соединения не менее чем на 20 мм, а его ширина — получение изображения сварного шва, эталонов чувствительности, маркировочных знаков, ограничительных меток, мерительных поясов и околошовной зоны с каждой стороны шва шириной не менее 5 мм;
— на цифровых изображениях не должно быть пятен, полос, линий или отдельных точек, затрудняющих их расшифровку;
— на снимках, полученных с использованием пленки, не должно быть пятен, полос, загрязнений, следов электростатических разрядов и других повреждений эмульсионного слоя, затрудняющих их расшифровку;
— при использовании пленки значение оптической плотности самого светлого участка снимка, измеренное денситометрами, подготовленными к работе согласно инструкции по эксплуатации, должно быть не менее 1, 5 Е.О.П. В случае несоответствия оптической плотности вышеуказанным требованиям снимок должен быть забракован, а контроль проведен повторно.
9.6.12 Расшифровка и оценка качества сварных соединений по снимкам, на которых отсутствуют изображения эталонов чувствительности и маркировочных знаков, не допускаются. При применении систем ЦР с использованием плоскопанельных матричных детекторов допускается применять программные средства записи шифра объекта, номера сварного соединения и другой служебной информации, а также программно-аппаратные средства для измерения расположения дефектов и их размеров (взамен маркировочных знаков и мерного пояса). Допускается применение сокращенного количества эталонов, обеспечивающих оценку качества изображения сварного соединения.
При расшифровке снимков размеры дефектов следует округлять в большую сторону до 0, 1 мм для размера не более 3, 0 мм, и до 0, 5 мм для размера более 3, 0 мм.
9.6.13 Расшифровка изображения участка сварного соединения, проконтролированного с применением ЦР, идентификация и измерение обнаруженных при расшифровке дефектов осуществляются только на дисплее компьютера с помощью соответствующей программы без дублирования на твердый носитель (пленку, прозрачную бумагу и др.). Комплекс по ЦР должен быть внесен в Государственный реестр средств измерений.
Распечатки изображений на бумаге, прозрачной пленке и т.п. в целях их расшифровки, хранения, а также идентификация и измерение дефектов по таким изображениям не допускаются.
Полученное изображение необходимо сохранить на диске компьютера в формате, исключающем возможность корректировки исходных данных.
9.6.14 Результаты контроля должны быть зафиксированы в журнале сварки, журнале НК и оформлены в виде заключений установленной формы. К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов и протяженность дефектных участков.
9.6.15 Результаты РК (ЦР или КР) в цифровом виде подлежат сдаче застройщику (техническому заказчику) в исходном формате вместе с просмотровой программой на компакт-дисках или других электронных носителях. Застройщику (техническому заказчику) также передается набор файлов для установки программы (дистрибутив), руководство по установке программного обеспечения и руководство пользователя.
9.7 Ультразвуковой контроль
9.7.1 Ультразвуковому контролю ручным, механизированным или автоматизированным методами подвергают, если это предусмотрено проектной и технической документацией на сооружаемый объект, сварные соединения трубопроводов, выполненные всеми видами автоматической, полуавтоматической, ручной электродуговой сваркой плавлением и автоматической стыковой контактной сваркой оплавлением.
Ультразвуковой контроль следует проводить для выявления внутренних и выходящих на поверхность протяженных (непровары, несплавления, трещины, подрезы, цепочки скопления пор и включений) и непротяженных (одиночные газовые поры, шлаковые включения) дефектов.
Ультразвуковой контроль проводят для сварных соединений, признанных годными по результатам ВИК.
9.7.2 При проведении УЗК следует применять ультразвуковые дефектоскопы (системы), технические характеристики которых обеспечивают обнаружение дефектов, регламентируемых требованиями технической документации на сооружаемый объект.
Применяемые при УЗК дефектоскопы должны быть внесены в Государственный реестр средств измерений и иметь действующее свидетельство о метрологической поверке установленной формы.
Дефектоскопы подлежат периодической поверке не реже одного раза в год соответствующими службами федерального органа исполнительной власти в сфере обеспечения единства измерений или организациями, уполномоченными федеральным органом исполнительной власти в сфере обеспечения единства измерений на осуществление данной деятельности.
9.7.3 Для настройки чувствительности аппаратуры перед проведением контроля сварного соединения конкретного типа следует применять НО с искусственными отражателями согласно требованиям НД на сооружаемый объект и (или) требованиям методики на проведение МУЗК или АУЗК.
Следует изготовлять НО из труб того же типоразмера, что и трубы, сварные соединения которых подлежат контролю. Материал труб (марка стали, прочностной класс), из которых изготовляют НО, должен быть идентичен материалу труб контролируемого соединения. Допускается отклонение радиуса кривизны поверхности НО не более ±5% соответствующего параметра трубы.
Для кольцевых швов диаметром более 530 мм допускается применять НО с плоской поверхностью.
НО подлежат периодической метрологической аттестации не реже одного раза в три года соответствующими службами федерального органа исполнительной власти в сфере обеспечения единства измерений или организациями, уполномоченными федеральным органом исполнительной власти в сфере обеспечения единства измерений на осуществление данной деятельности. Также НО должны иметь свидетельство о метрологической аттестации установленной формы и отметку в паспорте о проведении поверки.
Каждый НО должен иметь паспорт, быть промаркирован и иметь действующий документ, подтверждающий аттестацию или калибровку.
Паспорт НО должен содержать:
— сведения о конструктивных параметрах образца и материале, из которого он изготовлен;
9.7.4 Оценку допустимости выявленных при УЗК дефектов следует выполнять в соответствии с требованиями проектной документации.
При применении ультразвуковых систем, обеспечивающих оценку условных высоты, глубины и протяженности несплошностей, допускается проводить оценку качества по нормам, разработанным на основе инженерного расчета с учетом прочностных свойств труб и сварных соединений, давлений и условий прокладки трубопроводов на конкретном объекте.
9.7.5 Выбор конкретного типа системы УЗК регламентируется застройщиком (техническим заказчиком) с учетом особенностей применяемых технологий сварки. Реализуемая системой схема контроля должна выявлять характерные недопустимые дефекты применяемой технологии сварки.
9.7.6 Результаты контроля должны быть зафиксированы в журнале НК и оформлены в виде заключений установленной формы. К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов и протяженности дефектных участков. По согласованию с застройщиком (техническим заказчиком) допускается передача заключений в электронном виде.
9.8 Капиллярный контроль
9.8.1 Капиллярный метод контроля следует применять в качестве дополнительного метода при необходимости уточнения результатов ВИК, определения местоположения, протяженности и ориентации трещин, подрезов, несплавлений, расслоений, неметаллических включений, как поверхностных, так и сквозных. Капиллярный контроль следует проводить в соответствии с требованиями ГОСТ 18442 и технологической картой, утвержденной в организации, выполняющей контроль.
9.8.2 Капиллярным методом выявляют дефекты с раскрытием, равным 0, 1 мм и более, что соответствует классу чувствительности по ГОСТ 18442-80 (пункт 4.7.1, таблица 4) не хуже IV.
9.8.3 Капиллярный контроль разрешается проводить при температуре окружающего воздуха от минус 40°С до плюс 40°С и относительной влажности воздуха не более 90%. Температура контролируемой поверхности не должна превышать плюс 40°С. Температура контролируемого объекта и индикаторного пенетранта должна быть в пределах, указанных в технической документации на данный дефектоскопический материал и объект контроля.
9.8.4 К контролируемой поверхности должен быть обеспечен доступ, необходимый для нанесения индикаторного пенетранта, его удаления, нанесения проявителя и визуального осмотра индикаторного следа.
9.8.5 Контроль сварного шва следует проводить последовательно, по участкам в зависимости от диаметра изделия длиной не более:
— 700 мм — для изделий диаметром не более 1020 мм;
— 1000 мм — для изделий диаметром от 1020 до 1420 мм.
Площадь контролируемого участка не должна превышать 0, 6-0, 8 м 2 .
Шероховатость контролируемой поверхности должна быть не более Ra 3, 2 (Rz 20). Допускается шероховатость поверхности Ra 6, 3 (Rz 40) при условии отсутствия при контроле окрашенного фона.
На контролируемой поверхности не должно быть следов масел, пыли и других загрязнений.
9.8.6 Дефектоскопические материалы по данным сопроводительной документации должны обеспечивать выполнение требований 9.8.2. Дефектоскопические материалы используются в виде наборов, включающих:
— очиститель объекта контроля от пенетранта;
— проявитель индикаторного следа дефекта.
Для контроля сварных соединений следует применять готовые дефектоскопические наборы в аэрозольных упаковках, обеспечивающие требования 9.8.2. Совместимость материалов в наборах обязательна. Составы набора не должны вызывать коррозию и требуют удаления после контроля.
9.8.7 Допускается применение индикаторных пенетрантов следующих типов:
— цветные пенетранты, содержащие краситель с характерным цветовым фоном (обычно красным);
— люминесцентные пенетранты с примесями, люминесцирующими под воздействием ультрафиолетового излучения.
9.8.8 Для осмотра объектов контроля и поиска индикаторного рисунка несплошностей разрешается применять лупы увеличения 2-х и более. Для изучения индикаторного следа несплошности, его формы и размеров следует использовать лупы или оптические приборы с увеличением 20-х и более.
9.8.9 При необходимости подогрева контролируемой поверхности допускается использовать промышленный фен или другие нагревательные устройства.
9.8.10 Перед каждым проведением контроля в обязательном порядке дефектоскопические материалы следует подвергать проверке. Проверка пригодности и чувствительности дефектоскопических материалов проводится на НО, соответствующих ГОСТ 18442. НО должны иметь дефекты типа трещин с раскрытиями, соответствующими требуемой чувствительности.
9.8.11 Для проверки чувствительности используют два НО:
— один — рабочий, предназначенный для проверки капиллярных наборов на пригодность;
— другой — для контрольной проверки материалов в случае неудовлетворительных результатов, полученных на рабочем образце.
Дефектоскопический набор должен быть отбракован, если он показывает неудовлетворительный результат на рабочем и контрольном образцах.
Аттестация НО должна проводиться не реже одного раза в три года.
Каждый НО должен быть промаркирован и иметь паспорт. Паспорт НО должен содержать:
— фотографию образца с выявленными несплошностями;
— размеры несплошностей (ширина раскрытия, глубина, длина);
— заключение об уровне чувствительности;
— сведения о наборе дефектоскопических материалов, с помощью которых проводился контроль;
9.8.12 Идентификацию дефектов следует проводить как по индикаторным следам, так и по фактическим характеристикам выявленных несплошностей после удаления проявителя в зоне зафиксированных индикаторных следов. Результаты контроля должны быть зафиксированы в журнале НК и оформлены в виде заключений установленной формы. К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов и протяженности дефектных участков.
9.9 Магнитопорошковый контроль
9.9.1 Магнитопорошковый контроль следует выполнять в качестве дополнительного метода контроля сварных соединений, разнотолщинных сварных соединений, мест ремонта, а также при необходимости уточнения результатов ВИК, при определении наличия поверхностных и подповерхностных нарушений сплошности (трещин, подрезов, несплавлений, незаваренных кратеров, прожогов, неметаллических включений, расслоений и т. п.).
Следует проводить МК в соответствии с требованиями ГОСТ Р 56512 и технологической картой, утвержденной в организации, выполняющей контроль. Контроль следует проводить с использованием переносных универсальных и специализированных дефектоскопов.
9.9.2 Следует проводить МК дополнительно к другим методам НК для получения дополнительной информации о наличии, количестве и размерах поверхностных и подповерхностных дефектов.
Условный уровень чувствительности магнитопорошкового контроля сварных соединений трубопроводов должен соответствовать ГОСТ Р 56512.
9.9.3 Обнаруженные в результате МК недопустимые дефекты должны быть отмечены на поверхности проконтролированного участка маркером по металлу. После окончания контроля контролируемый объект должен быть размагничен.
Результаты контроля должны быть зафиксированы в журнале НК и оформлены в виде заключений установленной формы. К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов и протяженности дефектных участков.
9.10 Нормы оценки качества сварных соединений
9.10.1 Характеристиками дефектов (см. рисунок 9.2) являются:
d — диаметр (максимальный размер) дефекта округлой формы, мм;
h — высота дефекта, мм или % толщины стенки;
l — протяженность дефекта, мм;
w — ширина дефекта, мм;
L — расстояние между соседними дефектами, мм;
∑д — допустимая суммарная протяженность дефектов, мм, на оценочном участке шва длиной Д, мм (определяется вычислением).
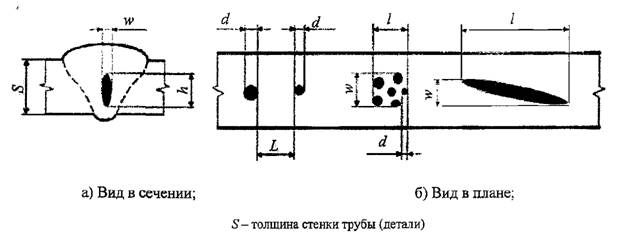
Рисунок 9.2-Схематическое изображение сварного шва и определение размеров дефектов
9.10.2 Длина оценочного участка шва при определении суммарной протяженности дефектов должна быть равной:
— 300 мм для труб с наружным диаметром более 530 мм;
— 1/6 длины шва для труб диаметром от 100 до 530 мм включительно;
— периметру сварного соединения для труб диаметром менее 100 мм.
9.10.3 Критерии отбраковки кольцевых сварных соединений трубопроводов по результатам НК приведены в приложении А СП 86.13330.2014.
9.10.4 По результатам НК сварные соединения подразделяют на категории, обозначаемые как «Годен», «Ремонт», «Вырезать».
9.10.5 К категории «Годен» следует относить сварные соединения, для которых выполняется любое из условий:
— дефекты не обнаружены;
— выявлены дефекты, соответствующие критериям допустимости.
Примечание к 9.10.4 и 9.10.5 — Поверхностные дефекты, обозначенные в таблицах приложения А СП 86.13330.2014 как Fa, Fb, Fc и Fd, не учитывают при подсчете суммарной протяженности дефектов.
9.10.6 К категории «Ремонт» следует относить сварные соединения в случаях выявления дефектов, не соответствующих критериям допустимости, но которые по совокупности признаков могут быть отремонтированы.
9.10.7 К категории «Вырезать» следует относить сварные соединения, для которых выполняется любое из условий:
— выявлен дефект, идентифицированный по совокупности признаков как трещина;
— суммарная длина дефектных участков превышает допустимые критерии;
— сварное соединение не может быть отнесено к категории «Годен» после проведенного ремонта;
— сварное соединение трубы диаметром менее 100 мм с обнаруженными в нем недопустимыми дефектами.
9.10.8 При оценке качества сварных соединений разнотолщинных элементов нормы оценки дефектов следует принимать по элементу меньшей толщины.
9.11 Охрана труда и промышленная безопасность
9.11.1 При проведении работ методами НК необходимо соблюдать требования безопасности и охраны труда в соответствии с ГОСТ Р 12.1.019, ГОСТ 12.2.003, СанПиН 2.6.1.1281, СП 2.6.1.3241, СанПиН 2.6.1.2523, СанПиН 2.6.1.3164, [9] и [12].
9.11.2 К самостоятельной работе допускаются лица не моложе 18 лет, имеющие начальное профессиональное образование, прошедшие:
— обязательные предварительные (при поступлении на работу) и периодические (в течение трудовой деятельности) медицинские осмотры (обследования) для признания годными к выполнению работ;
— обучение безопасным методам и приемам выполнения работ (инструктаж по охране труда, стажировку на рабочем месте, проверку знаний требований охраны труда, методов оказания первой доврачебной помощи пострадавшим).
9.11.3 Для защиты от опасных и вредных производственных факторов работникам должны быть выданы специальная одежда, специальная обувь и другие средства индивидуальной защиты согласно действующим нормам.
9.11.4 Работник должен применять необходимые средства индивидуальной защиты при выполнении работ.
Библиография
[1] ПБ 03-273-99 Правила аттестации сварщиков и специалистов сварочного производства
[2] РД 03-613-03 Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
[3] РД 03-614-03 Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
[4] РД 03-615-03 Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
[5] РД 03-495-02 Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства
[6] ПБ 03-372-00 Правила аттестации и основные требования к лаборатории неразрушающего контроля
[7] ПБ 03-440-02 Правила аттестации персонала в области неразрушающего контроля
[8] РД 03-606-03 Инструкция по визуальному и измерительному контролю
[9] НП 053-16 Федеральные нормы и правила в области использования атомной энергии «Правила безопасности при транспортировании радиоактивных материалов»
[10] Приказ Федеральной службы по экологическому, технологическому и атомному надзору от 14 марта 2014 г. N 102 «Об утверждении Федеральных норм и правил в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах» (зарегистрирован в Министерстве юстиции Российской Федерации 16 мая 2014 г., регистрационный N 32308)
[11] Приказ Федеральной службы по экологическому, технологическому и атомному надзору от 21 ноября 2016 г. N 490 «Об утверждении Федеральных норм и правил в области промышленной безопасности «Основные требования к проведению неразрушающего контроля технических устройств, зданий и сооружений на опасных производственных объектах» (зарегистрирован в Министерстве юстиции Российской Федерации 14 декабря 2016 г., регистрационный N 44707)
[12] ПУЭ Правила устройства электроустановок (7-е изд.)
Источник https://gosthelp.ru/text/stogazprom2221362007instr.html
Источник https://docs.cntd.ru/document/553863796
Источник https://mooml.com/d/normativno-pravovye-dokumenty/proektirovanie-inzhenernye-izyskaniya/47056/




