Технология газовой сварки металлов и труб
После появились новые виды и оборудование для сварки — дуговая, с электродом, портативная — полуавтоматом и в защитных средах (к примеру, сварка в углекислом газе), потому технология газовой сварки отошла на второй план, особенно в промышленности.
Преимущества и недостатки газовой сварки
Газовое сваривание идет посредством плавления материалов и металлов, образующих гомогенную структуру: материалы плавятся и после соединяются.
Газ горит, как смесь в присутствии очищенного кислорода.
Имеет следующие преимущества:
- Простой тип сварки/резки, дорогостоящий сварочный аппарат не требуется (если только не сварка полуавтоматом или электродом);
- Газ/смесь для сварки/резки можно приобрести без проблем;
- Газовая сварка не нуждается в мощном источнике энергии и защитных средах (по ситуации);
- Пламя/смесь можно контролировать – менять его мощность, виды, регулировать нагрев деталей при сварке и для резки.
Не лишена и недостатков:
Малая быстрота нагрева металлов горелкой (полуавтоматом выгоднее).
Газовая сварка выдает широкую зону тепла;
Тепло сильно рассеивается, плохо концентрируется, нежели при дуговой;
Заметный минус кроется в цене топлива/электричества. Конечно, аппарат дуговой сварки или сварки электродом расходует электричество нещадно, но при подсчете окажется все равно дешевле того же ацетилена и кислорода;
Плохая тепловая концентрация снижает результативность газовой сварки/резки с возрастанием толщины: при толщине 1 мм темп составит приблизительно 10 метров в час, а при 1 см толщины — всего 2 метра в час. Потому для деталей от 5 мм используется дуговой метод или сварка полуавтоматом/электродом;
Плохо механизируется. Автоматическая происходит при сварке труб с тонкой стенкой в продольном шве при работе многопламенной горелки, и то только в некоторых операциях (производство тонкостенных полых резервуаров, газовая сварка труб небольшого диаметра, газовая сварка алюминия, газовая сварка чугуна, различных их сплавов).
Компоненты сварки
В настоящее время используют различные газы, какой из них выбрать и как применять, опишем ниже.
Кислород
Газ для сваривания и резки, не имеет цвета и запаха. Способствует быстрому воспламенению паров горючих материалов.
Сварочный кислород выступает как катализатор плавления/резки металлов и входит в смесь с горючим газом.
Кислород хранится в баллоне под постоянным давлением, вследствие контакта с маслом самовоспламеняется.
Лучшая мера предосторожности – убрать газовые баллоны для сварки в закрытое от солнца и контакта место, тщательно очистить от пыли, грязи и не прикасаться к нему пропитанными чем бы то ни было перчатками.
Сварочный кислород получается из обычного воздуха, какой был отделен от СО2 и Н2О в воздухоразделительной установке. Существует 3 сорта кислорода, используемого в сварке: высший (99.5%), 1 и 2 сорта (99.2 и 98.5 процентов соответственно).
На остаток приходится смесь Ar и N.
Ацетилен
Ацетилен – смесь H и O, бесцветный газ для сварки с небольшим присутствием NH4 и H2S.
ВАЖНО ЗНАТЬ: Технология сварки алюминия полуавтоматом
Если давление превышает 1.5 кг/см² и температура превышает 400°С, то смесь может взорваться.
Получается через диссоциацию жидких углеводородов под действием электричества.
Чаще всего в баллоне при диссоциации карбида кальция водой.
Заменители ацетилена
Правило гласит: чтобы сварочный процесс свершился, температура на выходе должна быть в 2 раза выше, чем порог плавки металла.
Как замена используются водород, метан, пропан, керосиновые пары, но температура их горения находится в пределах 2400-2800 градусов, что меньше 3150 градусов при горении ацетилена.
Основное преимущество вышеуказанных газов заключается в дешевизне производства.
Однако применение заместителей диктовано характером нагрева и плавящимся металлом.
К примеру, сталь требует виды проволоки с марганцем и кремнием, которая раскисляет ее, а плавящимся цветным металлам нужен флюс.
Еще один минус – не все виды газов имеют высокую теплопроводность.
Проволока и флюс
Проволока и сварочный флюс – неотъемлемое оборудование для газосварки, которое необходимо для надежного шва.
Проволока может быть только без краски и масла, коррозии, при этом порог ее плавления равен или ниже порога плавления металлов.
В ее отсутствие выручит тонкая полоска тех же металлов, которые свариваются.
Сплавы Cu, Mg, Al и металлы вообще во время сварки производят окислы, они относятся к соединениям, плавящимся при большей температуре, нежели сам металл.
Они накрывают металл тонким трудно плавящимся покрытием, усложняя сварку.
Плавящимся металлам требуется присутствие защитных флюсов.
Плавящимся флюсом делается нанесение непосредственно на металл или проволоку до сварки, плавится и выдает плавкий шлак, какой покрывает плавленый металл поверхностно.
Борная кислота и бура выступают в роли защитных флюсов.
Углеродистая сталь варится без добавок, а газовая сварка чугуна, меди и стали требует как раз защитных флюсов.
Оборудование для сварки
Газосварочное оборудование для металлов состоит из нескольких категорий (см. видео):
- Водяной затвор. Нужен для защиты генератора ацетилена и трубы от обратной тяги огня из горелки. Затвор – главный оборудование поста, он должен быть исправным и наполняться водой вровень с краном. Затвор стоит между горелкой/резаком и газопроводом/генератором ацетилена;
- Газовый баллон. Баллон имеет конусную резьбу на отверстии, на которую ставится закрывающий вентиль. Снаружи баллон имеет условный цвет по роду газа: голубой – кислород, белый – ацетилен, зелено-желтый — водород, красный — прочие газы. Верхняя часть баллона никогда не красится (нельзя допускать контакта газа с маслом в краске). Для ацетилена можно использовать вентиль, который сделан из любого металла, кроме меди – ацетилен с медью образует взрывоопасную ацетиленовую медь;
- Редуктор. Редуктор снижает давление выходящего газа. Редуктор бывает одно- или двухкамерный, причем двухкамерный редуктор держит более стабильное давление. Бывает редуктор прямого действия и редуктор обратного действия. Кстати, для кислорода и ацетилена есть свой отдельный редуктор. Любой редуктор одновременно является клапаном сброса давления. Редуктор в сварке сжиженным газом имеет оребрение во избежание вымерзания газа при выходе;
- Шланги. Шланги для горючего газа имеют сплошную линию из красного цвета, как обозначение. Такие шланги работают при давлении до 6 атм. Это шланги 1 класса, шланги 2 класса нужны для передачи горючей жидкости (бензин, керосин). Эти шланги имеют желтую полосу по всей длине. Шланги 3 класса – это шланги синего цвета, они работают при давлении до 20 атм;
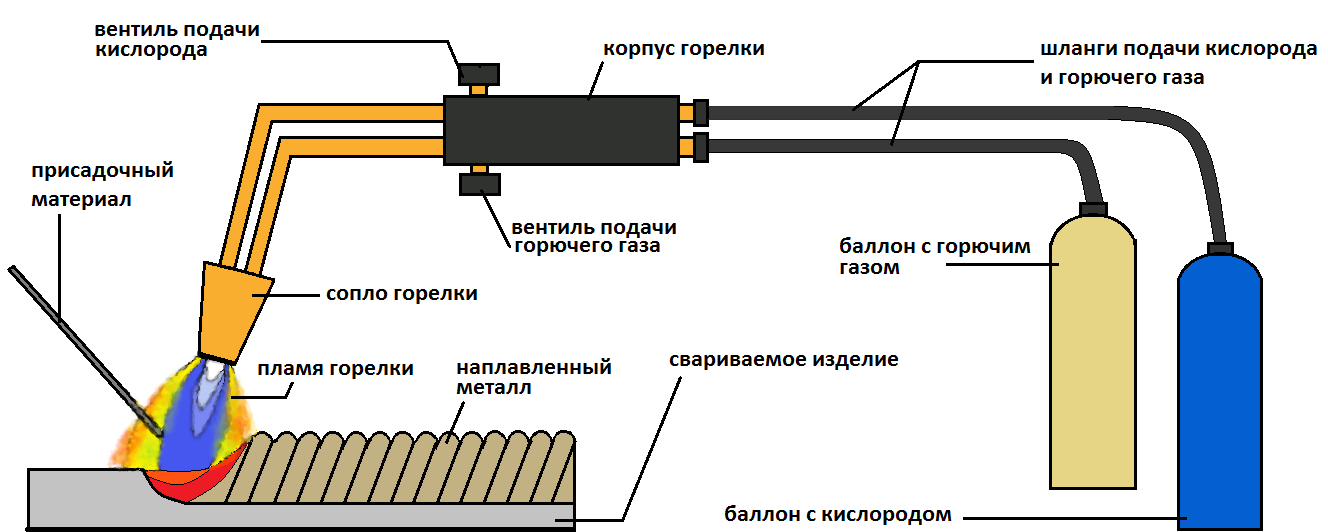
- Горелка. Это оборудование смешивает газы, выпускает из мундштука под нужным давлением смесь, которая плавит металлы. Бывают безинжекторный и инжекторный виды, причем последний более распространен. В аппарат входят: мундштук, ниппель, наконечник, камера-смеситель, гайки, инжектор, корпус с рукоятью и ниппель для газов. Горелка бывает микромалой, малой, средней и большой мощности (в зависимости от максимально пропускаемого и сжигаемого объема газов в единицу времени). В случае работы полуавтоматом пламени нет как такового;
- Пост. Пост для сварки – надлежаще обустроенное место для работы. Пост представлен в виде стола с тумбами и местами для хранения инструмента. Там удобно будет хранится оборудование для сварки, шланги. Пост бывает с поворотной или неповоротной столешницей. Пост поворотный нужен для мелкой работы. Но для работы в большом цеху используется передвижной пост или стационарный, предустановленный пост. ГОСТ требует снабдить пост вытяжкой или постоянным доступом воздуха, так как газосварочное оборудование выделяет опасные пары при плавке. Пост улучшает качество труда – пост не позволяет постоянно нагибаться и стоять в непривычной позиции (на видео представлен образцовый пост для работы).
ВАЖНО ЗНАТЬ: Методы и способы сварки алюминия
Технология сварки
Редуктор меняет состав смеси из кислорода и газа (не только ацетилена) — так сварщик меняет характер пламени.
Так получаются 3 типа пламени: восстановительное (для почти всех металлов + для работы в защитных средах), окислительное (обязательна проволока с кремнием и марганцем), с избытком газа (для прочных сплавов).
Металл плавится с небольшим объемом ванны и заметной локализацией тепла, металл плавится довольно быстро и также скоро остывает.
При плавке в ванне проходит восстановление и окисление, причем алюминий и магний окисляются легче всего.
Так как окислы этих металлов не восстанавливают H и CO2, требуется пользоваться флюсом.
Никельные и железные окислы напротив – восстанавливаются легко, потому флюсы для них не требуются.
Вдоль шва расположена зона частичной плавки, в ней прочность меньше, чем в шве, потому в данной точке соединение чаще всего разрушается.
Далее следует участок без кристаллизации с большими зернами, в которой температура плавления уже менее 1200 градусов.
Каждый участок после этого порога при нагревании имеет более нормальную структуру с мелкими зернами.
Для повышения качества шва и всей каймы вокруг него применяется термическая ковка шва или нагрев той же самой горелкой:
Сварка углеродистой стали. Сталь низкоуглеродистая варится любым газом, не только ацетиленом. Углеродистая требует вносить в плавку стальную проволоку с малой углеродной концентрацией: часть Mn, Si и C выгорит, шов получится с большими зернами и прочность его сравняется с общей по данной детали;
Сварка легированной стали. Теплопроводность такого типа стали ниже, чем у низкоуглеродистой, потому она коробится. Низколегированная сталь варится довольно легко: нужно лишь оптимальное пламя и добавка проволоки. Нержавеющая сталь с хромом и никелем варится пламенем мощностью 75 дм3 в присутствии проволоки СВ-02Х10Н9, СВ-06-Х19Н9Т. Нержавеющая жаропрочная сталь требует использовать проволоку с никелем и хромом (21 и 25 процентов соответственно), коррозийно-стойкая сталь требует проволоку с 3% молибдена, 11% никеля и 17% хрома;
Газовая сварка чугуна. Варка идет науглероживающим пламенем, иначе окисление вызовет появление в шве зерен хрупкого белого чугуна из-за пиролиза кремния;
Сварка меди. Медь требует больше пламени по мощности и температуре в силу своей выдающейся теплопроводности. К тому же она весьма текуча в плавленом виде, потому нельзя оставлять промежуток меж кромок. В качестве присадки подходит проволока той же меди без примесей, а для раскисления используется флюс;
Сварка латуни. Латунь проще и быстрее варится именно газовым методом. Правда цинк в ее составе быстро улетучивается при 900 градусах, из-за перегрева шов получается с порами. Потому при нагревании и сварке нужна сверхподача кислорода (больше на 30-40%) и латунная проволока как присадка;
Сварка бронзы. Применяется восстановительное пламя, которое не выжигает олово, алюминий и кремний из металлов. Как присадка используется проволока с составом, схожим с бронзой, причем иногда используется до 0.4% кремния для раскисления.
Сварка полуавтоматом
Сварка полуавтоматом осуществляется проволокой, что делает данный метод вариацией на тему привычной электродуговой сварки/сварки электродом и отчасти газовой, в которой между свариваемой деталью и электродом возникает дуга.
ВАЖНО ЗНАТЬ: Контактная стыковая сварка
Сопротивление электрода ниже сопротивления дуги, потому дуга получает больше тепловой энергии (плазмы), что заставляет оплавляться деталь вместе с электродом, что и дает сварную ванну.
Жидкий металл остывает, кристаллизуется и получается шов. Весь процесс сварки полуавтоматом можно увидеть на видео.
Основные компоненты аппарата-полуавтомата – защитный газ и электрод.
Сварка полуавтоматом начинается всегда с настройки:
- Включить аппарат, дождаться запуска;
- Продеть проволоку через рукав – шланг, ведущий к горелке;
- Поставить на редукторе требуемое давление, открыв вентиль в баллоне;
- Выбрать нужную скорость подачи газа по маховику;
- Выбрать рабочее напряжение дуги, силу тока;
- Поставить горелку под углом и начать варить.
При сварке полуавтоматом важно учитывать целый ряд параметров: угол работы проволоки с плавящимся материалом, ее вылет, расход СО2, напряжение дуги, ее полярность, сила тока.
На каждый показатель есть свой ГОСТ. ГОСТ имеется как на газосварочное оборудование и аппарат, так и каждый элемент должен иметь свой ГОСТ:
- ГОСТ 13861-89 — редуктор, давление и общие технические условия;
- ГОСТ 30829-2002 — ацетиленовый генератор;
- ГОСТ 9356-75 — шланги на сварочный аппарат;
- ГОСТ 949-73 — баллоны для газов;
- ГОСТ 1077-79 и ГОСТ 29091-91 — универсальные и инжекторные типы горелок;
- ГОСТ 21449-75 — проволока для присадки.
Техника безопасности при газовой сварке очень важна. Без знаний по технике безопасности приступать с газосварке строго запрещено!
Похожие статьи:
- Технология ручной дуговой сварки труб
- Технология лазерной сварки металлов
- Советы по выбору рукава для газовой сварки
- Технология сварки алюминия полуавтоматом
- Технология сварки полуавтоматом своими руками
Сварка труб газом

![]()
Монтаж трубопроводных систем часто производят методом газовой сварки. При этом используют смесь кислорода и другого горючего вещества: ацетилена, пропана, водорода, бутана. В некоторых случаях газовая сварка труб осуществляется с применением аргона. Такой способ целесообразно использовать, когда необходимо сварить цветной металл или детали из легированной стали. В этом случае аргон предотвращает окисление свариваемых заготовок в процессе выполнения работ.

Материалы и оборудование
Сварка трубопроводов производится с использованием следующих материалов и веществ:
- Кислород. Необходим для поддержания горения используемого газа.
- Газообразная горючая смесь. Чаще всего в качестве основного рабочего вещества применяют ацетилен.
- Сварочная проволока. Является присадочным материалом и по своему составу должна соответствовать свариваемым трубам.
- Флюсы. Не допускают окисления металла под влиянием воздуха. Используются в виде порошков и пастообразных смесей для сварки меди, чугуна или деталей из легированной стали.
Для выполнения газосварочных работ необходимы баллоны с кислородом и горючим газом, редукторы для регулировки давления, горелка, ацетиленовый генератор (если используется ацетилен не в баллонах).
Технологии газосварки
Перед проведением сварочных работ поверхность трубы очищают от загрязнений и обезжиривают. Затем кромки толстостенных труб (свыше 3,5 мм) механически обрабатывают, делая скосы. Это связано с тем, что металл способен достаточно прогреваться на глубину до 4 мм. Если толщина менее 3,5 мм эта операция не проводится.
Технология основного сварочного процесса бывает двух видов. В первом случае сварку производят по направлению слева направо (правый способ). Пламя горелки направляется впереди присадочной проволоки на уже пройденный участок. Этот метод лучше защищает поверхность от проникновения азота и кислорода из воздуха и обеспечивает повышенную глубину плавления. Таким образом удобно соединять трубы с толщиной стенок свыше 5 мм. При втором способе (левый) направление движения горелки справа налево за сварочной проволокой. Пламя направляется на ещё не сваренный металл, поэтому рабочий хорошо видит обрабатываемую поверхность. В результате шов получается равномерным по высоте и ширине. Этот метод используют для работы с тонкостенными трубами.
Читать также:
Как варить алюминий аргонодуговой сваркой
Сварка труб с использованием аргона
Технология аргонодуговой сварки предполагает использование электродов для плавки металла в защитной среде, создаваемой аргоном. Этот газ тяжелее воздуха, а также он не вступает в реакцию с окружающей атмосферой и обрабатываемым материалом. Сварка труб аргоном происходит следующим образом. Между электродом и поверхностью возникает дуга, которая плавит металл в среде инертного газа. Имея превосходящую массу, аргон вытесняет воздух и предотвращает процессы окисления. Газ начинают подавать за 20 сек. до появления дуги и прерывают подачу спустя 10 сек. после того, как она погаснет. Часто при монтаже трубопроводов защитный газ направляют и вовнутрь трубы.
Таким способом сваривают материалы из легированных сталей, алюминия и других цветных металлов. Сварка аргоном труб с небольшой толщиной стенок может осуществляться без присадочных материалов. Процесс может выполняться автоматически или в ручном режиме.
Материалы и оборудование для аргонодуговой сварки
Для осуществления аргонодуговой сварки необходимы:
- сварочный инвертор;
- горелка;
- баллон с аргоном;
- редуктор, клапан газа;
- электроды;
- осциллятор.
Инвертор вырабатывает необходимый постоянный ток. В силу технических особенностей этого способа сварки, зажигать дугу прямым касанием электрода нельзя. Поэтому современные сварочные аппараты оснащаются встроенным осциллятором. При помощи этого прибора производится возбуждение электрической дуги. После этого он выполняет роль стабилизатора. Газосварка различных труб осуществляется с использованием неплавящихся вольфрамовых электродов, которые крепятся возле сопла горелки.
Техника выполнения аргонодуговой сварки достаточно сложная. Для овладения ею необходим некоторый опыт подобной работы с металлами. Обрести новые навыки помогут обучающие видео, которые находятся в свободном доступе.
Сварка газовых труб: преимущества и недостатки разных методов
Сварка газовых труб должна выполняться с соблюдением всех норм, так как даже небольшая утечка природного газа может привести к большой трагедии. Выбор технологии сварки зависит от места, где прокладываются трубы, материала, из которого они сделаны, и его толщины.
Монтаж газопроводов не доверяют новичкам. И уж тем более не стоит пытаться сделать провести газ в дом своими руками. Более подробно о том, как выполняется сварка газовых труб, читайте в нашем материале.
Способы сварки газовых труб

Прежде чем приступать к сварке газовых труб, нужно выполнить подготовительные работы:
- очистить свариваемые поверхности от грязи, ржавчины;
- растворителем удалить остатки масла;
- оформить кромки толстостенного трубопроката (для тонкостенного этого не требуется);
- притупить острые края кромок.
Затем трубы центрируют, совмещают их оси. Для этого используют специальное оборудование. Заготовки необходимо зафиксировать, например, соединив их короткими поперечными швами на некотором расстоянии друг от друга. Расстояние между прихватками (соединительными швами) зависит от диаметра трубы.
Технология газовой сварки труб выбирается в зависимости от диаметра и толщины стенок заготовки:
- Трубопроводы диаметром до 150 мм и толщиной стенок до 6 мм соединяют газовой сваркой с ацетиленом или пропаном. Если толщина стыка меньше 3 мм, разделка кромок не нужна, если больше – кромки необходимо срезать под острым углом, чтобы сварное соединение было более прочным.
- Стальные трубопроводы сваривают аргонодуговой, а также сваркой MIG/MAG.
- Небольшие объемы сварочных работ позволяют использовать автоматическую, полуавтоматическую или ручную электросварку. Число повторов зависит от толщины стенок трубопроводов.
- Полуавтоматы подходят для финишной сварки, используются с флюсами или защитной газовой средой.
Монтаж внутридомовых трубопроводов осуществляется обычно газовой сваркой, очень редко – электросваркой.
Каждая технология обладает своими достоинствами и недостатками. Какой сваркой варить газовые трубы, зависит от материала трубопровода, а также от доступа к трубам на монтируемых участках газопровода.
Общая схема сварки газовых труб
Работы по монтажу трубопроводов выполняются в соответствии со сварочными схемами, входящими в комплект технической документации. Схемы рисуют в виде эскизов без соблюдения масштаба.

На схеме обозначают поворотные и неповоротные сварные стыки. Проще сваривать поворотные, т. к. специалист может работать с ними в любом удобном для него положении. Кроме того, они менее подвержены появлению дефектов.
На схеме каждому стыку присваивают номер, а также отмечают необходимые виды контроля работ, вносят сведения о классе или группе трубопровода.
В сводную таблицу вносят следующие данные о сварных соединениях:
- количество стыков;
- параметры стыков;
- способы контроля качества сварочных работ.
Допускается выполнение схем в аксонометрической проекции. Документ должен содержать подписи руководителя и исполнителей. Схема – своего рода руководство по правильной сварке газовых труб, включающее процесс планирования работы и контроль по ее завершению.
Принцип электродуговой сварки газовых труб
Электросварка газовых трубопроводов начинается с подготовки кромок:
- кромки выравниваются болгаркой под прямым углом;
- заусенцы обрабатываются напильником;
- кромки толще 3 мм разделываются под углом до 60°;
- стыки очищаются от грязи и ржавчины, обезжириваются.

Прежде чем выполнять сварку газовых труб электросваркой, нужно в нескольких местах прихватить заготовки плавящимися электродами:
- стенки толщиной до 3 мм – свариваются за один подход;
- толщиной до 6 мм – в два подхода;
- толще 6 мм – в три и более.
Поворотные стыки сваривают с помощью специальных вращателей за один подход. Если доступ к трубопроводу затруднен, то шов заваривают фрагментарно, пока весь стык не заполнится расплавленным металлом. Последний слой сваривают полностью, стыки соединяют внахлест.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Метод сварки MIG/MAG газовых труб
При сварке газовых труб по технологии Metal Inert/Active Gas соединение выполняется в защитной газовой среде. Так работают с заготовками из углеродистых сталей. В свариваемую зону подается присадочная проволока, плавящаяся под воздействием электрической дуги.

Благодаря защитной газовой среде обрабатываемый металл не окисляется. В инверторных полуавтоматических аппаратах присадочная проволока используется в качестве электрода. Для регулировки подачи газа используется редуктор или расходомерное устройство.
Сварку газовых труб выполняют следующими способами:
- ручным, при котором сварщик сам подает присадочную проволоку в сварочную зону (наиболее простой и дешевый способ);
- полуавтоматическим, при котором для подачи присадки используется пистолет, скорость подачи можно регулировать (чтобы работать с инверторным оборудованием, нужен определенный опыт, умение контролировать получаемый сварочный шов);
- автоматическим, в этом случае присадочная проволока подается с одинаковой скоростью (наиболее дорогостоящий способ).
Защитная среда формируется за счет углекислого газа со средним расходом 15 л/час при работе с тонкостенными трубами. Выбор присадок зависит от материала, из которого изготовлены газовые трубопроводы.
Аргонодуговой способ сварки газовых труб
Сварка газовых труб по технологии TIG (Tungsten Insert Gas) выполняется с помощью тугоплавких вольфрамовых электродов.
Электрическая дуга:
- расплавляет кромки стыков (при соединении тонкостенных труб и металлопроката);
- плавит присадочную проволоку.
Магистральные трубопроводы свариваются с помощью выпрямителей или инверторов. Работы выполняются в защитной среде, образующейся в результате ионизации аргона при обратной полярности.
При работе нужно учитывать ряд особенностей:
- при толщине стенок меньше 4 мм сварку выполняют сверху вниз, в этом случае расплавленный металл равномерно заполнит стык;
- сваривая толстостенные заготовки, двигаются снизу вверх или работают в нижнем положении;
- при каждом подходе выбирают другую точку для сварки, соединение выполняется внахлест до 30 мм;
- подачу аргона начинают до розжига электрической дуги, заканчивают, когда застынет верхняя часть шва (минимум через 20 секунд);
- высоколегированные нержавеющие сплавы свариваются с флюсом ФП 8-2, для защиты внутренней поверхности шва газ подают внутрь трубы;
- если толщина стенки превышает 10 мм, используют прокладочные кольца.
Для работы необходим ток силой от 150 до 500 А в зависимости от материала и толщины заготовки. Диаметр электрода выбирают в соответствии с силой тока.
Преимущества и недостатки разных методов сварки газовых труб
К достоинствам аргонной сварки газовых труб относят:
- получение высококачественного и надежного шва;
- долговечность сварного соединения;
- возможность использования для работы с трубопроводами из нержавеющей стали и титана.
Среди недостатков:
- необходимость специальной подготовки;
- не все оборудование может работать в режимах DC и AC/DC.
Преимущества технологии MIG/MAG для сварки газовых труб:
- высокая производительность;
- небольшое количество дыма;
- простая автоматизация сварочного процесса;
- отсутствие шлака.
Недостатки заключаются в сложности работ на открытом воздухе и неудобствах, вызванных использованием газового баллона.
Плюсы технологии полуавтоматической сварки газовых труб:
- надежные и качественные соединения;
- подходит для работы с металлами разной толщины;
- позволяет работать в разных положениях;
- невысокая стоимость при использовании активных защитных газов.
Достоинства стыковой сварки газовых ПНД труб:
- невысокая стоимость работ;
- большая скорость;
- простота монтажа;
- возможность работы с трубопроводами большого диаметра (до 1 200 мм).
Газовая сварка труб
В процессе газовой сварки металл плавится под воздействием пламени. Технология подходит для работы с заготовками, толщина стенок которых превышает 3,5 мм. Ацетилен и другие горючие газы нагреваются до +3 000 °С. При работе с тонкостенными трубами нужны защитные флюсы, предотвращающие прожоги металла.
В сварочную зону присадку подают перед горелкой. Плавясь, она образует сварную ванну и формирует шов. Наплавочный валик создают, перемещая пламя горелки. Для того чтобы получить прочное качественное соединение, необходимо равномерно прогреть стенки и присадочную проволоку, не допуская непроваров и утечки газа.
При затрудненном доступе к стыку трубы соединяют операционным швом. В доступных местах используют поворотные соединения. При монтаже внахлест труб разного диаметра место соединения обрабатывают несколько раз, образуя сглаживающий слой. Сварные швы, получаемые в результате газовой сварки, более низкого качества, чем соединения, полученные в результате применения технологии MIG/MAG или TIG. Начинающие сварщики могут прожечь металл или, напротив, оставить непроваренные участки.
Сварка полиэтиленовых газовых труб встык
Для сварки полиэтиленовых газовых труб используют аппараты с ЧПУ, механическое или гидравлическое оборудование. Параметры сварных работ (температура, время нагрева и пр.) выбирается в соответствии с прилагаемыми к аппаратуре таблицами и зависит от толщины стенок и диаметра заготовки.

Стыковая сварка газовых труб из полиэтилена выполняется в несколько этапов:
- заготовки помещают в сварочный аппарат;
- между ними устанавливают горячую плиту;
- торцы труб с усилием прижимают к плите;
- за счет воздействия горячей плиты полиэтилен, из которого изготовлены трубы, начинает плавиться;
- давление на трубы уменьшают, а их торцы нагревают;
- плиту убирают;
- заготовки соединяют под небольшим давлением.
После того как трубопровод остынет, его можно использовать. В результате образуется качественный шов, выдерживающий давление до 4,5 МПа.
Нюансы выполнения работ по сварке газовых труб в квартире

Сварку газовых труб большого диаметра в частном доме выполняют ручным электродуговым или полуавтоматическим способами. Для повышения надежности трубопровода на стыках труб разного диаметра используются переходники.
Прежде чем приступить к сварочным работам, перекрывают газ. При необходимости участок трубопровода демонтируют резаком. Если нужно перенести трубу, на стык устанавливают металлическую заглушку.
Работы проводятся в следующем порядке:
- трубу продувают для удаления остатков природного газа;
- демонтируют заменяемый участок трубопровода;
- зачищают и обезжиривают кромки стыка;
- по окончании сварных работ заполняют трубу;
- проверяют герметичность стыков (шов обрабатывают мыльным составом, появление на нем пузырьков говорит о негерметичности).
Самостоятельно монтировать и демонтировать газоходы запрещено.
Магистральную разводку газового трубопровода можно выполнять после получения разрешения газовой службы и разработки и утверждения проектной документации. В обязательном порядке должны быть врезаны краны для перекрывания подачи газа.
Техника безопасности при сварке газовых труб
Самостоятельно переносить газовые трубы в квартирах запрещено, для этого необходимо обратиться в газовую службу.

Во время сварочных работ металл окисляется, пары окисления остаются в воздухе. Неправильное обращение с ацетиленом и горелкой может вызвать взрыв. Также могут воспламениться клапаны кислородных редукторов, если, например, резко открыть баллон. Опасность представляет взрыв находящегося под давлением кислородного баллона.
Видимые и инфракрасные лучи, вырабатываемые в процессе газовой сварки, оказывают вредное воздействие на зрение. Работы нельзя выполнять рядом с легковоспламеняющимися и огнеопасными материалами. Сваривать трубопроводы можно только в хорошо проветриваемом помещении.
До подачи газа проверяется герметичность всех соединений. Чтобы работы были безопасными, а результат – качественным, следует обращаться к специалистам.
Источник https://rezhemmetall.ru/gazovaya-svarka-metalla.html
Источник https://svarkalegko.com/tehonology/svarka-trub-gazom.html
Источник https://vt-metall.ru/articles/574-svarka-gazovyx-trub/




