— Технологическая карта на сварку стальных трубопроводов
Настоящая технологическая карта распространяется на ручную дуговую сварку покрытыми металлическими электродами стальных технологических трубопроводов из углеродистых, низколегированных, легированных и высоколегированных сталей, работающих при давлении до 9,81 МПа(100 кгс/см2).
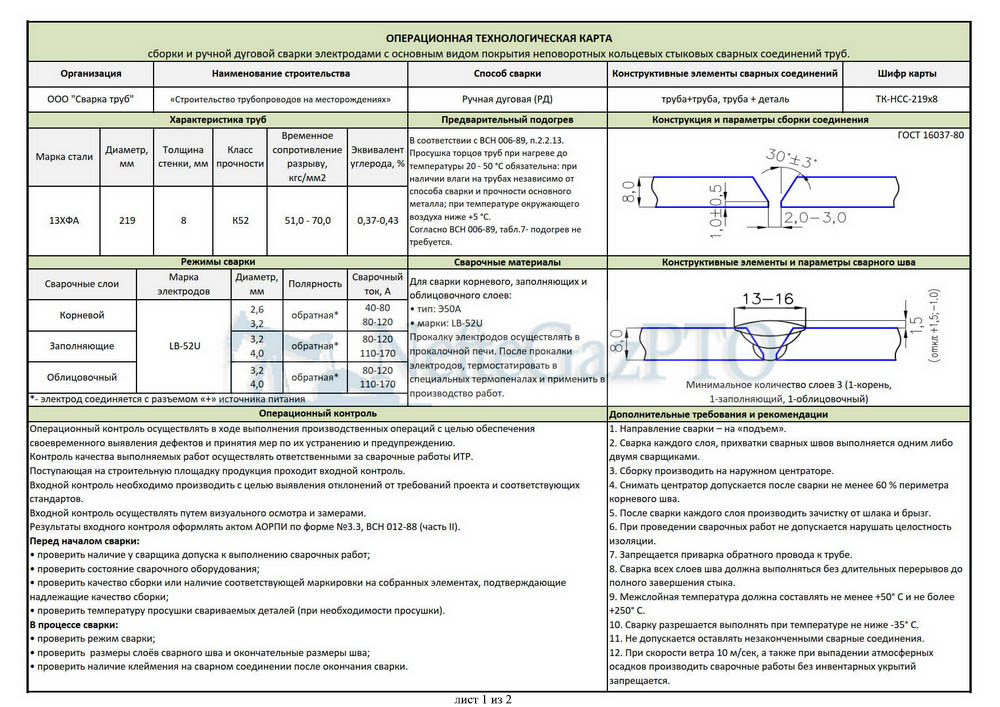
Технологическая карта устанавливает типовой технологический процесс сварки стыков трубопроводов Ø426х7мм, Ø273х7мм, Ø57х3.5мм.
Предназначается для производственного персонала и инженерно-технических работников строительных организаций, производителей работ, мастеров и бригадиров, а также работников службы строительного контроля заказчика.
Конструктивные элементы сварных соединений: труба + труба; труба + фланец; труба + арматура.
Сварка трубопроводов включает в себя следующие виды работ:
- Подготовка кромок труб;
- Сборка стыков трубопроводов;
- Предварительный подогрев стыков трубопроводов;
- Прихватка стыков трубопроводов;
- Сварка стыков трубопроводов.
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
2.1.ПОДГОТОВКА КРОМОК ТРУБ
2.1.1. Форму разделки концов труб следует выбирать в соответствии с требованиями ГОСТ16037-80.
2.1.2. Зачистку кромок труб необходимо осуществлять механическим способом.
2.1.3. Торцы, скошенные кромки и прилегающие к ним поверхности трубы должны быть зачищены до металлического блеска на ширину 15-20 мм.
2.2.СБОРКА СТЫКОВ ТРУБОПРОВОДОВ
2.2.1. Перед сборкой трубы необходимо рассортировать на группы с плюсовым и минусовым отклонением внутреннего диаметра от номинального значения.
2.2.2. При сборке стыков трубопроводов должны быть обеспечены правильное фиксированное взаимное расположение стыкуемых труб и деталей, а также свободный доступ к выполнению сварочных работ в последовательности, предусмотренной технологическим процессом.
2.2.3. Сборку стыков трубопроводов следует выполнять в соответствии с требованиями ГОСТ16037-80 и технической документации.
2.2.4 Сборку стыков и деталей трубопроводов необходимо осуществлять с помощью сборочных устройств (приспособлений), позволяющих равномерно распределять по окружности стыка смещения кромок, возникающие из-за погрешностей размеров и формы стыкуемых концов труб и деталей трубопроводов.
2.2.5. Прямолинейность (соосность труб) в месте стыка необходимо проверять линейкой, прикладывая её в трех-четырёх местах по окружности трубы. Максимально допустимое отклонение «а» от соосности, измеряемое щупом, не должно превышать 1,5 мм на расстоянии 200 мм от стыка (черт. 1, а).
2.2.6. Соосность трубы с отводом следует определять по шаблону в соответствии с черт. 1, б.
2.2.7. При сборке стыков трубопроводов диаметром 100 мм и более из прямошовных сварных труб и их деталей продольные сварные швы должны быть смещены один относительно другого не менее чем на 100 мм, а при диаметре менее 100 мм — на 1/3 длины окружности. В отдельных случаях при двухсторонних продольных швах допускается их расположение по одной оси.
Схема проверки взаимного расположения труб в месте стыка

а — проверка соосности на прямых участках труб; б — проверка соосности трубы с отводом Черт. 1
2.2.8. Для поперечных стыков сварных соединений расстояние между осями соседних сварных швов на прямых участках трубопроводов I, II и III категорий должно составлять не менее 100мм, для трубопроводов IV и V категорий — не менее 50 мм.
2.2.9. Расположение поперечных сварных швов на гнутых участках труб не допускается.
2.3. ПРЕДВАРИТЕЛЬНЫЙ ПРОГРЕВ СТЫКОВ ТРУБОПРОВОДОВ
2.3.1. При температуре окружающего воздуха ниже -15°С произвести подогрев свариваемых концов труб на ширине не менее 75 мм в каждую сторону от свариваемых кромок до температуры +100+30 °С.
2.3.2. При температуре окружающего воздуха выше -15° и/или наличии влаги на концах труб произвести подогрев торцов на ширине не менее 75 мм в каждую сторону от свариваемых кромок до температуры +50+30 °С.
2.4. ПРИХВАТКА СТЫКОВ ТРУБОПРОВОДОВ
2.4.1. К прихватке и сварке стыков трубопроводов разрешается приступать только после полной проверки мастером по сварочным работам или контролером правильности подготовки, обработки кромок и сборки труб.
2.4.2. Собранные стыки трубопроводов должны быть прихвачены в нескольких местах по окружности. Прихватки необходимо располагать на равном расстоянии одну от другой, количество и размеры прихваток зависят от диаметра свариваемых труб (табл. 2.4.1).
2.4.3. Прихватки следует выполнять теми же сварочными материалами, что и сварку стыков.
Количество и геометрические размеры прихваток
Диаметр трубы, мм
Количество прихваток на стык
Длина прихватки, мм
Высота прихватки, мм
2,0-2,5 толщины стенки, но не менее 15 и не более 60
0,4-0,5 толщины стенки при толщине стенки до 10 мм и 5 мм при толщине стенки от 10 мм и выше
2.5. СВАРКА СТЫКОВ ТРУБОПРОВОДОВ
2.5.1. СВАРКА ТРУБОПРОВОДОВ Ø 57х3.5мм, Ø 273х6.0мм
Электроды типа Э50А по ГОСТ 9467 (Е7016 по AWS А5.1) диам. 2,5-2,6 мм (корневой слой шва)
Электроды типа Э50А по ГОСТ 9467 (Е7016 по AWS А5.1) диам 3,0-3,2 мм (заполняющие и облицовочный слои шва)
И другие аттестованные аналоги
Форма разделки кромок и сварного шва


Требования и рекомендации
- Направление сварки всех слоев шва – «на подъем».
- Снимать центратор допускается после сварки не менее 60% периметра корневого слоя шва.
- Сборку следует осуществлять без прихваток. В случае технической невозможности сборки без прихваток, их количество должно быть не менее трех, длина каждой 40 — 60 мм. Режим сварки – как для корневого слоя шва.
- Разрешается оставлять незаконченными сварные соединения в случае, если высота сварного шва составляет не менее 2/3 толщины стенки трубы.
- Температура на кромках труб перед сваркой корневого слоя шва (выполнением прихваток) должна быть не ниже установленного для каждой толщины стенки номинального значения (см. раздел «Предварительный подогрев»).
- Межслойная температура должна составлять не менее +50 0С и не более +250 0С.
- Допускается использование труб с V-образной разделкой кромок после механизированной газовой резки и последующей обработки шлифмашинкой. При этом угол скоса кромки должен составлять 30-5 град.
- При проведении работ не должна нарушаться целостность заводской изоляции труб. При проведении газопламенного нагрева следует использовать защитные экраны и/или термостойкие пояса.
- Обратный кабель (заземление) следует присоединять с помощью специальных контактных устройств, исключающих образование искрений на теле трубы в процессе сварки.
- Зажигание дуги следует производить в разделке кромок или с поверхности уже выполненных участков шва.
- Запрещается зажигать дугу на поверхности трубы или детали.
- В процессе сварки стыка производить послойную зачистку механическим способом всех слоев шва от шлака и брызг металла.
- Сварку каждого прохода следует начинать и заканчивать с обеспечением расстояния от заводских швов труб, соединительных деталей – 50 мм.
- Место начала сварки каждого последующего слоя должно быть смещено относительно начала предыдущего слоя шва не менее чем на 30 мм.
- Места окончания сварки смежных слоев шва («замки» шва) должны быть смещены относительно друг друга на расстоянии от 70 до 100 мм.
- Сварка всех слоев шва должна осуществляться в укрытиях (палатках) надежно защищающих свариваемые стыки от атмосферных осадков, ветра и т.д. Допускаемая скорость ветра в зоне сварки, измеряемая анемометром, составляет не более 10 м/с.
- Электроды перед использованием должны быть прокалены согласно рекомендаций завода изготовителя, в случае отсутствия рекомендаций прокаливаются при температуре 300 °С в течение 1 часа.
Сварочные слои
Марка электрода
Диаметр, мм
Полярность
Сварочный ток, А
2.5.2. СВАРКА ТРУБОПРОВОДОВ Ø 426х7.0мм
Электроды типа Э50А по ГОСТ 9467 (Е7016 по AWS А5.1) диам. 2,5-2,6 мм (корневой слой шва)
Электроды типа Э50А по ГОСТ 9467 (Е7016 по AWS А5.1) диам 3,0-4,0 мм (заполняющие и облицовочный слои шва)

Требования и рекомендации
- Направление сварки всех слоев шва – «на подъем».
- Снимать центратор допускается после сварки не менее 60% периметра корневого слоя шва.
- Разрешается оставлять незаконченными сварные соединения в случае, если высота сварного шва составляет не менее 2/3 толщины стенки трубы.
- Перед возобновлением сварки необходимо выполнить подогрев до регламентированной температуры предварительного подогрева.
- Сварное соединение должно быть полностью завершено в течение 12 ч после окончания сварки.
- Температура на кромках труб перед сваркой корневого слоя шва (выполнением прихваток) должна быть не ниже установленного для каждой толщины стенки номинального значения (см. раздел «Предварительный подогрев»).
- Межслойная температура должна составлять не менее +50 0С и не более +250 0С.
- Допускается использование труб с V-образной разделкой кромок после механизированной газовой резки и последующей обработки шлифмашинкой. При этом угол скоса кромки должен составлять 30-5 град.
- При проведении работ не должна нарушаться целостность заводской изоляции труб. При проведении газопламенного нагрева следует использовать защитные экраны и/или термостойкие пояса.
- Обратный кабель (заземление) следует присоединять с помощью специальных контактных устройств, исключающих образование искрений на теле трубы в процессе сварки.
- Зажигание дуги следует производить в разделке кромок или с поверхности уже выполненных участков шва.
- Запрещается зажигать дугу на поверхности трубы или детали.
- В процессе сварки стыка производить послойную зачистку механическим способом всех слоев шва от шлака и брызг металла.
- Сварку каждого прохода следует начинать и заканчивать с обеспечением расстояния от заводских швов труб, соединительных деталей – 50 мм.
- Место начала сварки каждого последующего слоя должно быть смещено относительно начала предыдущего слоя шва не менее чем на 30 мм.
- Места окончания сварки смежных слоев шва («замки» шва) должны быть смещены относительно друг друга на расстоянии от 70 до 100 мм.
- Сварка всех слоев шва должна осуществляться в укрытиях (палатках) надежно защищающих свариваемые стыки от атмосферных осадков, ветра и т.д. Допускаемая скорость ветра в зоне сварки, измеряемая анемометром, составляет не более 10 м/с.
- Электроды перед использованием должны быть прокалены согласно рекомендаций завода изготовителя, в случае отсутствия рекомендаций прокаливаются при температуре 300 °С в течение 1 часа.
Сварочные слои
Марка электрода
Диаметр, мм
Полярность
Сварочный ток, А
3. КОНТРОЛЬ КАЧЕСТВА РАБОТ
№ п/п
Операция
Содержание операции
Оборудование и инструмент
· Внутреннюю и наружную неизолированную поверхности труб очистить от земли и других загрязнений
· Осмотреть поверхность и кромки труб;
· Задиры фасок и вмятины любой глубины, а также любые вмятины с надрывами или резкими перегибами, имеющими дефекты поверхности, исправлению не подлежат и должны быть обрезаны;
· Зачистить до чистого металла прилегающие к кромкам внутреннюю и наружную поверхности трубы на ширину не менее 15 мм.
шаблон сварщика УШС-
· Осуществить сборку труб;
· Смещение кромок должно быть равномерно распределено по периметру стыка. Максимальная величина распределенного смещения С = 0,7 мм – для труб с толщиной стенки 3,5 мм;
· Величина зазора между стыкуемыми кромками труб должна составлять 2,0–3,0 мм.
шаблон сварщика УШС-
· Осуществить предварительный подогрев до температуры, указанной в разделе «Предварительныйьподогрев»;
· Замер температуры торцов труб осуществлять не менее, чем в 4-х точках по периметру стыка на расстоянии 60-75 мм от торцов труб;
· С целью предотвращения быстрого остывания стыков после сварки следует применять защитные теплоизолирующие пояса (кожухи).
· Выполнить сварку корневого слоя шва электродами с основным видом покрытия;
· Тщательно зашлифовать абразивным кругом корневой слой шва;
· Выполнить сварку облицовочного слоя шва электродами с основным видом покрытия;
· Производить послойную зачистку слоев от шлака и брызг;
· Выровнять шлифмашинкой или напильником видимые грубые участки поверхности облицовочного слоя шва и зачистить прилегающую поверхность трубы.
Lincoln Idealarc DC-600,
· Маркировку сварных стыков следует производить несмываемыми маркерами или краской на наружной поверхности трубы на расстоянии 100 мм от сварного шва в верхней четверти периметра трубы.
4. МЕРОПРИЯТИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Основной опасностью при дуговой ручной сварке является опасность поражения электротоком. Сырость, грязь повышают опасность поражения электрическим током; чистая, сухая одежда, сухая обувь (без металлических шпилек), сухой деревянный пол понижают эту опасность. Защитные резиновые галоши, коврики, перчатки служат дополнительным средством защиты от поражения электротоком.
При ручной дуговой сварке поражение электрическим током может произойти от прикосновения к токоведущим частям: к клеммам или концам проводов электросети при подключении сварочного трансформатора или электромашинного преобразователя; к плохо изолированным проводам сварочного трансформатора со стороны питания от электросети; к плохо изолированным сварочным проводам; к токоведущим частям осциллятора.
Провода, ограждения токоведущих частей трансформатора, осциллятора и клеммы должны быть надежно изолированы. Не следует производить самим подключение сварочного аппарата к сети, необходимо вызывать для этого электрика. Недопустимо прикасаться к неизолированным, плохо изолированным, неогражденным частям электрических устройств. Нельзя наступать на переносные электропровода на полу, так как при плохой их изоляции возможно поражение электротоком.
Особую опасность поражения электрическим током представляют сварочные работы, производимые внутри металлических емкостей (котлов, цистерн и пр.). Такие работы требуют соблюдения специальных правил безопасности: применения безопасного электрододержателя с блокировкой, отключающей сварочный ток при холостом ходе (после того, как электрод отведен от свариваемого предмета).
Вследствие неисправностей, сырости, засорения металлической стружкой, загрязнения или увлажнения электрических устройств напряжение может перейти с токоведущих частей на корпус трансформатора, электро-машинного преобразователя, на ограждение электроаппаратуры, в частности осциллятора. Если при прикосновении к оборудованию, электроаппаратуре ощущается напряжение, надо немедленно вызвать электрика для устранения неисправности и проверки защитного заземления.
Постоянную опасность при ручной дуговой сварке представляет воздействие на глаза работающих невидимых ультрафиолетовых и инфракрасных лучей, а также яркого света электрической дуги, вызывающих заболевание глаз, которое может привести к ослаблению и потере зрения. Возможны также ожоги кожи лица и рук ультрафиолетовыми лучами дуги.
Для защиты при сварке от света электрической дуги применяют для сварщиков щитки, а для подручных рабочих очки со светофильтрами — защитными стеклами желто-зеленого цвета, насыщенность (густота) которых подбирается в зависимости от применяемой силы сварочного тока.
Серьезные ожоги могут причинить брызги расплавленного металла и шлака, отлетающие при сварке электрической дугой (температура ее 3500—4000 °С), а также прикосновение к нагретому электроду или свариваемому предмету. Для предотвращения таких ожогов применяются защитные одежда, обувь, рукавицы.
При несоблюдении правил безопасности при сварке тары из-под горючих, смазочных веществ, при заварке ацетиленовых генераторов, сосудов, находящихся под давлением, а также при сварочных работах вблизи легковоспламеняющихся, взрывоопасных веществ возможны взрыв и пожар.
Газы, выделяющиеся при плавлении электродов и сгорании их обмазки, вредны для
здоровья; для удаления их необходимы местная вытяжная вентиляция или интенсивное
проветривание места сварочных работ.
Перед началом работы необходимо надеть установленную для работы защитную спецодежду и спецобувь, убедившись предварительно в их исправности; осмотреть состояние изоляции электропроводки; проверить, имеется ли хороший контакт заземляющего провода со свариваемым изделием, а также все контакты и зажимы сварочной установки и, если они загрязнены и неплотны, зачистить, закрепить их, предварительно отключив электропитание машины; убедиться в исправности щитка маски, целостности цветных стекол светофильтра, плотности (светонепроницаемости) самого щитка маски; зачистить стальной щеткой место сварки до металлического блеска. Если работа производится вне кабины, место работы должно быть ограждено щитами для защиты других сварщиков и находящихся вблизи рабочих от света дуги. При производстве сварочных работ на высоте с лесов или подмостей необходимо покрывать деревянный настил лесов или подмостей железным или асбестовым листом для предотвращения загорания и падения вниз частиц расплавленного металла.
При газосварочных и газорезательных работах наибольшую опасность представляют взрывы ацетиленовых генераторов, кислородных баллонов, ацетилено-воздушных и других газовых смесей в рабочих помещениях. Поэтому, прежде чем приступить к работе, необходимо проверить исправность инструмента, приспособлений и защитных очков. Применяемый сварщиком и резчиком инструмент (молоток, зубило, ломик, гаечные ключи и др.) должен быть сделан из металла, не высекающего искр. Перед началом работы следует продуть шланги и убедиться, что в них нет воды, поставить около рабочего места ведро с чистой холодной водой для охлаждения перегревшихся мундштуков горелки (резака).
Запрещается выполнять сварку изделий ближе 10 м от легковоспламеняющихся или
огнеопасных материалов, изделий, находящихся под давлением (трубы, котлы и др.), а также производить сварочные работы в дождливую погоду вне помещения, если над местом сварки нет навеса.
5. СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
— МДС 12-29.2006 Методические рекомендации по разработке и оформлению технологической карты;
— СП 49.13330.2012 Безопасность труда в строительстве. Актуализированная редакция СНиП 12-03-2001. Часть 1;
— СП 48.13330.2019 Организация строительства. Актуализированная редакция СНиП 12-01-2004;
— ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры;
— ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры;
— РД 11-02-2006 Требования к порядку и составу ведения исполнительной документации при строительстве, реконструкции, капитальном ремонте, объектов капитального строительства и требования, предъявляемые к актам освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения.
Исполнительная документация
- Строительные журналы
- Акт приема сдачи работ
- Протоколы испытаний
- Приказы, наряд-допуска, инструкции и другое
- Исполнительная документация пример
Техническая документация
- Сертификаты на материалы
- Линейная арматура для ЛЭП
- Провода и тросы для воздушных линий электропередач
- Железобетонные изделия
- Оборудование для ВЛ
- Трубы полиэтиленовые, электротехнические двустенные
- Трубы металлические и фасонные изделия
- Сварочные материалы
- Металлопрокат
- Рудные и нерудные материалы
- Лакокрасочные материалы
- Маслянные смазочно-охлаждающие жидкости
- Сети связи
- Отопление, вентиляция и кондиционирование, электроосвещение
- Прочие строительные материалы
- Линейная арматура для ЛЭП
- Металлические опоры ЛЭП и комплектующие
- Сваи стальные винтовые
- Провода и тросы для воздушных линий электропередач
- Кабельная продукция
- Железобетонные изделия
- Оборудование для ВЛ
- Трубы полиэтиленовые, электротехнические двустенные
- Трубы металлические и фасонные изделия
- Сварочные материалы
- Металлопрокат
- Рудные и нерудные материалы
- Лакокрасочные материалы
- Кровельные и фасадные материалы
- Маслянные смазочно-охлаждающие жидкости
- Сети связи
- Отопление, вентиляция и кондиционирование, электроосвещение
- Прочие строительные материалы
- Детское игровое оборудование
- Материалы ВСП ЖД
- Электротехническое оборудование для ВЛ, ОРУ, ЗРУ, ОПУ, КТПН
- Охранно-пожарная сигнализация, электроосвещение, отопление, вентиляция и кондиционирование
- Сети связи
- Сети связи (ВОЛС)
- Электрические сети (ЛЭП)
- Отделочные работы
- Окна
- Сварочные работы
- Свайные работы
- Восстановление и ремонт
- Автодороги и мосты
- Геодезические работы
- ТТК в AutoCAD
Новые статьи

Опалубка для фундамента и стен
Основа любого строения – фундамент. Он должен выдержать нагрузку всего здания, быть устойчивым при горизонтальных нагрузках. А для того чтобы.
Технологическая карта и протокол сварки полиэтиленовых труб
Протокол сварки полиэтиленовых труб является результатом правильно разработанной технологической карты согласно требованиям нормативных документом системы аттестации сварочного производства НАКС.

В современном мире полимерные материалы все больше вытесняют металл, поскольку они обладают превосходной химической стойкостью, низким удельным весом, стойкостью к абразивному износу, высокой прочностью на растяжение и низким водопоглощением. Сейчас уже не в диковинку, что полимерные трубы и фитинги используют в трубопроводах холодного и горячего водоснабжения, газоснабжении, водоотведении (канализация). Эти системы являются жизненно важными, поэтому к качеству материалов и сварных соединений предъявляются высокие требования. Поломка любого трубопровода может вызвать техногенную катастрофу влекущую за собой экологическую катастрофу и даже гибель людей.
С целью обеспечения безупречного качества в НАКС была разработана процедура аттестации технологии сварки, сварщиков и оборудования, в рамках которой является обязательным разработка технологических карт, которые позволяют обеспечить повторяемость процесса, а протокол служит подтверждением соблюдения всех режимов и условий.
Форма технологической карты на сварку полиэтиленовых труб
Сварку полимерных труб и муфт производят следующими способами:

- нагретым инструментом (НИ);
- закладными нагревателями (ЗН);
- нагретым газом (НГ);
- экструзионная сварка (Э).
Ниже представлены образцы технологических карт сварки нагретым инструментом и закладными нагревателями. А здесь и здесь можно их скачать.
Карта технологического процесса сварки полимерных труб встык нагретым инструментом
Наименование изделия сварное соединение Способ сварки НИ НД СП 42-101-96; СП42-105-99 Вид соединения стыковое Сварочное оборудование Ф.И.О. сварщика Характеристика деталей: завод-изготовитель марка материала полиэтилен ПЭ80 дата выпуска номер сертификата диаметр трубы 110мм толщина стенки, (SDR) 10мм, (11,0) Клеймо сварщика Эскиз сварного соединения Конструкция сборки Конструктивные элементы сварного соединения 

g — высота грата;
е — ширина грата;
с — превышение впадины между валиками грата и поверхностью деталиТехнологические параметры сварки труб встык нагревательным инструментом и их значения (в соответствии с СП 42-101)
5. Время при прогреве tпр, сек., в зависимости от типа свариваемых труб и температуры окружающего воздуха
8. Время при охлаждении tохл, мин, не менее, в зависимости от температуры окружающего воздуха
Дополнительные технологические требования по сварке:
- на длину не менее 50 мм от торцов протереть поверхности концов свариваемых деталей сперва увлажненной, а затем сухой ветошью;
- разместить и зафиксировать трубы в зажимах центратора установки для сварки;
- отцентрировать детали по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10% номинальной толщины стенки свариваемых труб;
- отторцевать свариваемые поверхности деталей непосредственно в сварочной установке;
- повторно проверить центровку и отсутствие зазоров в стыке (допускается зазор не более 0,3 мм). Измерение зазора производят лепестковым щупом (ГОСТ 882-75) с погрешностью 0,05 мм;
- выполнить измерение усилия при холостом ходе подвижного зажима центратора установки с зафиксированной в нем трубой и скорректировать величину усилия давления при оплавлении, прогреве и осадки;
- установить требуемые параметры режима и выполнить процесс сварки;
- после сварки произвести охлаждение стыка под давлением осадки в течение времени охлаждение (tохл.);
- на наружной поверхности маркером написать клеймо сварщика;
- вынуть деталь из установки и провести визуальный и измерительный контроль.
Требования к контролю качества
Метод контроля Наименование (шифр) НД Объем контроля (%, кол-во образцов) 1. Визуальный и измерительный СП 42-101; СП 42-105 100 % 2. Ультразвуковой Инструкция* 100 % 3. Испытание на статическое растяжение ГОСТ 11262; СП 42-105 ≥ 5 образцов * Инструкция по ультразвуковому контролю сварных стыковых соединений полиэтиленовых труб, утвержденная ОАО «Росгазификапия», 1999 г.
Разработал: (подпись, дата) Фамилия И.О. Карта технологического процесса сварки полимерных труб с применением деталей с закладными нагревателями
Наименование изделия сварное соединение Способ сварки ЗН НД СП 42-101-96;
СП 42-105-99Вид соединения стыковое Сварочное оборудование ЗНШ Ф.И.О. сварщика Характеристика деталей: завод-изготовитель марка материала дата выпуска номер сертификата (ГОСТ/ТУ) диаметр трубы 50 мм толщина стенки, (SDR) 4,5 мм (11,1) Клеймо сварщика Технологические параметры сварки* Температура окружающего воздуха, °С Наружный диаметр трубы, мм Толщина стенки, мм SDR Время охлаждения после сварки, мин 20 50 4,5 11,1 7 *При сварке на аппаратах с ручным вводом параметров режима сварки указывают их действительные значения.
Дополнительные технологические требования по сварке:
- произвести обрезку труб под прямым углом к их осям;
- пометить на торцах участок сварки длинной не менее 0,5 длины фитинга от края;
- произвести зачистку механическим способом поверхности деталей в зоне сварки от оксидного пленки на глубину 0,1—0,2 мм;
- провести снятие фаски на внутренней и наружной поверхностях торца трубы;
- при помощи приспособления придать трубе в зоне сварки круглую форму;
- обезжирить зону сварки;
- маркером на поверхность трубы нанести отметки на расстоянии 0,5 длины фитинга от торца трубы;
- закрепить детали в позиционере или на выравнивающих опорах;
- вставить подготовленные торцы труб в фитинг, после чего подключить его к сварочному аппарату;
- в сварочный аппарат, при помощи карандаша, записать параметры сварки, которые указаны на штрихкоде этикетки фитинга;
- включить сварочный аппарат и осуществить сварку;
- провести визуальный и измерительный контроль сварного соединения.
Требования к контролю качества
Протокол сварки полиэтиленовых труб или муфт
После того, как проведена процедура аттестации и технологическая карта на сварку полиэтиленовых труб или муфт утверждена в НАКС — можно приступать к промышленной сварке изделий. Для того, чтобы отслеживать точность соблюдения параметров и режимов сварки предусмотрена обязательная регистрация этих данных в виде протокола.

Протокол сварки полиэтиленовых труб включает в себя информацию:
- название модели или номер сварочного аппарата;
- дата сварки;
- Ф.И.О. сварщика и/или клеймо;
- наименование проекта или объекта;
- материал;
- типоразмер трубы или муфты;
- SDR (стандартное размерное отношение трубы т.е. отношение номинального наружного диаметра к номинальной толщине стенки);
- температура воздуха окружающей среды;
- давление сопротивления;
- режимы сварки: температура, давления, время и т.д.;
- другая дополнительная информация: погодные условия, меры защиты, № шва, ошибки и т.д.
Каждый производитель сварочных аппаратов делает свое уникальное внешнее оформление протокола и добавлять как можно больше дополнительной информации, которая позволит с точностью проанализировать причину образования дефектов.
Образец протокола сварки полиэтиленовых труб можно скачать по ссылке.
Сборка и сварка труб нефтяных и газовых трубопроводов

Сварка магистральных нефтепроводов и газопроводов на территории России и СНГ — это комплекс трудоемких процессов, усложненных труднопроходимой местностью. В большинстве случаев, транспортировка производится на значительные расстояния, что требует поддержания постоянного давления на должном уровне. Это накладывает особые требования к контролю технологического процесса и качества используемых материалов и оборудования. Последствием не добросовестного выполнения сварочных работ и вовлечения не качественных материалов станет незапланированный ремонт и дополнительная, дорогостоящая работа с разработкой специальных мероприятий, а также не исключена экологическая катастрофа. Рассмотрим вопрос сварочных работ подробно, включая виды и назначение, ключевые элементы и этапы процесса, особенности «ручного» и «автоматического» методов», требования к безопасности и качеству.
Виды и назначение трубопроводов
- По назначению:
- для нефти и нефтепродуктов;
- «газовые»;
- гидроприводы (транспортировка полезных ископаемых);
- водопровод;
- паро и теплопроводы;
- осуществление подачи кислорода и перекачки воздуха;
- транспортировка аммиака.
- По способу прокладки:
- Наземные — монтируется на сваях, либо эстакадах с использованием подвижных и не подвижных опор. Как правило, при таком технологическом решении необходима теплоизоляция трубопровода.
- Подземные — укладывают в траншеи, обычно на глубину промерзания грунта. В таком случае требуется только наружное гидроизоляционное покрытие труб и зон сварных стыков, теплоизоляция не нужна.
- Подводные — располагают по дну какого-либо водоема, болота с установкой балластирующих устройств (пригрузов). Также могут проходить в специальных защитных футлярах, расположенных в грунте дна при пересечении рек и других водных преград. Как правило, такие футляры протаскивают методом горизонтально-направленного бурения.
- Плавучие — редкое технологическое решение, трубопровод находится на поверхности водной преграды, крепится специальными поплавками. (обычно используется для для транспортировки пульпы).
- По масштабу:
- Магистральные — имеют существенную протяженность и необходимы для дальнего транспорта нефти и газа.
- Промысловые — располагаются на территории месторождения, используются для транспортировки нефтяных и газовых минеральных ресурсов от добывающих скважин к месту их комплексной подготовки, обработки и очистки.
- Технологические — располагаются также на территории месторождения, как правило на кустовых площадках и является некой обвязкой технологического оборудования между собой и скважинами.
Что такое стык трубы
Стык трубы – это соединение двух труб для формирования трубопровода с помощью сварочных работ. Стык трубы может быть, как с трубой (труба + труба) так и с деталью, то-есть труба + отвод, труба+тройник, труба + фланец, труба + катушка и т.д.
Виды стыков труб и требования к сварке трубопроводов
Сборка нефтепроводов и газопроводов практически одинаковы. Рассмотрим виды сварных стыков и их контроль в процессе сварки.
Сварные соединения делятся на:
- Стыковые — является основным видом соединением при сварке металлических труб, отводов, тройников, переходов и запорной арматуры. Сварной шов проходит по торцу труб или деталей трубопровода;
- Угловые — достаточно редкое соединение, используется при отсутствии возможности уставки тройника или его отсутствия;
- Нахлесточные — при таком соединении, как правило труба меньшего диаметра плотно вставляется в трубу большего диаметра. Также при таком соединении часто используют соединительные муфты. Сварной шов проходит по телу трубы;
Основные требования к сварке трубопровода заключаются в соблюдении норм и правил, указанных в таких документах как: СП 406.1325800.2018, ВСН006-89, ВСН005-88.
Сварочные работы должны производится в соответствии с разработанной технологической картой на сварку труб конкретного диаметра и толщины стенки. В технологической карте указывается все параметры сборки стыка, температура его подогрева, условий при которых не допускается вести сварочные работы, применяемые сварочные материалы и значения сварочного тока при сварке корневого, заполняющих и облицовочного слоёв.
Очистка и подготовка труб
Пред сваркой труб или деталей, кромки должны быть полностью подготовлены и зачищены с внутренней и наружной стороны от любых посторонних загрязнений. Как правило, это попавший внутрь при перемещении снег или грунт, а также масляные загрязнения. Способы очистки зависят от характера загрязнения:
- При масляных загрязнениях применяют бензин и растворители
- Ржавчину удаляют вручную, используя абразивные круги, щетки и скребки
- Снег, грунт убирают лопатой
Торцы труб или деталей должны быть зачищены до металлического цвета. Недобросовестная очистка кромок может повлечь за собой выявление критичных дефектов, в следствии которых понадобится ремонт или вырез сварного стыка.
Способы сварки трубопроводов
Способы сварки трубопроводов разделяют на термические и термомеханические
- Термические (дуговая, газовая, плазменная, лазерная и электронно-лучевая сварка);
- Термомеханическая (стыковая сварка контактного типа и сварка посредством магнитоуправляемой дуги);
Существует отдельная классификация методов сварки трубопроводов, в качестве основного критерия разделения выступает тип носителей энергии, сюда можно отнести дуговая, газовая, плазменная, лазерная.
По условиям формирования соединения можно выделить два основных способа сварки: свободное и принудительное формирование сварочного шва, выбор конкретного способа зависит от специфики поставленной задачи.
С точки зрения защиты участков сварки можно выделить сварку под флюсом, в газовой среде, с использованием специальной электродной проволоки.
В рамках осуществления сварки промысловых и магистральных трубопроводов в большинстве случаев отдается предпочтение использования дуговых методов сварки. Практика показывает, что больше половины всех стыков на магистралях свариваются за счет автоматической дуговой сварки под флюсом. Такой способ сварки актуален для тех случаев, которая имеет доступ к вращению стыка. Сварка трубопроводов под флюсом активно используется в автоматизированном формате в рамках производства двух- и трехтрубных секций, их диаметр может варьироваться от 219 до 1420 мм. Если отсутствует возможность для использования механизированных методов, отдается предпочтение дуговой сварке в ручном формате (РЭД).
Ручная дуговая сварка является универсальным способом, который реализуется при различных положениях стыка в пространстве. В рамках сварочного процесса осуществляется ручное перемещение электрода по периметру стыка, скорость подбирается индивидуально. Средний показатель варьируется от 8 до 20 м/ч.
Сварка в газовой среде разделяется на следующие виды: по типу защитного газа – сварка в инертных газах, в активных газах, в сочетании инертного и активного газов. По типу электрода – плавящимся и неплавящимся, изготовленным из вольфрама, электродом. По степени механизации – ручной метод, механизированный, автоматизированный.
Дуговая сварка в защитных газах используется для сварки любых металлоконструкций, а также труб и деталей трубопровода. Такой способ сварки позволяет выполнять сложные соединения в разных положениях. Производительность сварки шва при ручной методе составляет от 8 м/ч до 30 м/ч, средний показатель для механизированной и автоматизированной сварки составляет от 20 м/ч до 60 м/ч.
Электродуговая сварка «вручную»
Сварка нефтегазопроводов дуговым методом бывает ручная и автоматическая. Особенности первого варианта заключаются в возможности применения для любых условий, независимо от положения стыка труб (вертикального, горизонтального, потолочного или нижнего). Недостаток – скорость работ ниже в сравнении с автоматическим способом (20 м/час против 60 м/час). Далее рассмотрим весь процесс поэтапно.
Пример технологической карты на сварку труб
На обратной стороне (или на втором листе) расписана информация по всем этапам сварки, такими как: очистка труб, подготовка кромок, сборка, подогрев, сварка, контроль стыка.
Для фиксации сварных стыков необходимо вести журнал сварки труб например по форме 2.6 ВСН о12 -88, часть 2
Подготовка кромок труб
Сборка и сварка труб с внутренним антикоррозийным покрытием отличается от сварки без внутреннего покрытия. В целях антикоррозионной защиты сварного стыка изнутри, предусматривают использование втулки внутренней защиты стыков. Такие втулки, как правило применяют на нефтепроводах, так как необходимо внутреннее антикоррозионное покрытие труб, деталей трубопровода и сварных стыков.
Подготовка кромок труб под сварку без втулок внутренней защиты

- Очистить внутреннюю полость труб или деталей трубопровода от попавшего грунта, снега и прочих загрязнений.
- Произвести осмотр наружных и внутренних поверхностей торцов.
- При наличии на торцах труб задиров (как правило до 5% от толщины стенки- п.п. 1.13. ВСН006-89), царапин и рисок, необходимо устранить с помощью угловой шлифовальной машины
- Повреждения (забоины и задиры) кромок глубиной до 5мм необходимо ремонтировать электродами с основным видом покрытия (Э50А ø2,6-3,2 мм). При толстостенной стенке, а также при температуре ниже 5°С требуется предварительный подогрев. Смотреть в СП 406.1325800.2018, табл. 6.2
- Далее необходимо произвести зачистку отремонтированных кромок путем шлифования восстанавливая необходимую разделку кромок. Не допустимо выводить за пределы минусового допуска толщину стенки.
- При наличии вмятин на торцах глубиной до 3,5 % диаметра трубы необходимо выправить безударным разжимным спецустройством с обязательным подогревом трубы до 150°С. Если вмятины более 3,5 % диаметра труб, то требуется обрезать по периметру и зашлифовать до требуемой формы кромок.
- Зачистить до чистого внутреннюю и наружную поверхности трубы на ширину не менее 15мм. от торца трубы
Сборка и сварка труб должна производится строго по разработанной технологической карте. Технологическую карту разрабатывают и утверждают специалисты НАКС III уровня.
Подготовка кромок труб под сварку с применением внутренних защитных втулок

Подготовка к сварке кромок труб с применением втулок аналогична подготовке без применения втулок (смотри п.1-7). Добавляется лишь работы по подготовке к установке втулки:
- Очистить внутреннюю поверхность труб от всех загрязнений на ширину 60-110мм. от торца для нанесения мастики на соединяемых трубах.
- Приготовить мастику путем соединения смолы и отвердителя в соотношении 1:1 вводя по порциям отвердитель в смолу, при тщательном перемешивании специальной насадкой на электродрель.
- Внимание: Работоспособность с мастикой при температуре от –20°С до + 50°С не более 1 часа, поэтому необходимо предусмотреть расход всей мастики в течение часа.
- Обезжирить поверхности.
- Обезжирить наружную поверхность втулки от торца до резинового кольца (уплотнителя).
- Отметить по разметочному шаблону зону нанесения мастики
Сборка стыка (без втулки)
На данном этапе производится совмещение кромок свариваемых труб и соединяемых деталей с соблюдением соосности. Сборка стыков трубопроводов осуществляется в следующем порядке:
- Осуществить сборку труб на центраторе;
- Если толщина стенки до 10 мм., то допускается смещение кромок до 40 % (в остальных случаях до 20%) нормативной толщины стенки, при этом не более 2 мм. (ВСН 006-89, п.2.2.3.)
- Величина зазора между стыкуемыми кромками труб должна составлять:
- при толщине стенки трубы до 8мм. – 1,5 – 2,5мм. (электроды с основным покрытием Ø2-2,5мм)
- при толщине стенки до 8мм. – 2 – 3мм. (электроды с осн. покр. Ø3-3,25мм)
- при толщине стенки 8-10мм. – 2,5 – 3,5мм. (электроды с осн. покр. Ø3-3,25мм)
- при толщине стенки свыше 10мм. – 3 – 3,5мм. (электроды с осн. покр. Ø3-3,25мм)

Сборка стыка с применением втулок внутренней защиты


- Нанести мастику шпателем (обычно идет в комплекте со втулкой) на подготовленную внутреннюю поверхность трубы. Толщина слоя должна быть 2-3 мм. Обратите внимание, на то что не допустимо нанесение мастики на торец (кромку) трубы или детали.
- Вставить втулку в первую трубу до ограничителя.
- Произвести сварку упоров втулки к трубе.
- Повторить пункты 1-3 со второй трубой.
- Осуществить сборку труб на центраторе, обеспечивающий требуемую соосность стыкуемых труб и равномерный зазор по всей окружности стыка.
- Внутреннее смещение стыкуемых кромок должно быть как правило не более 3 мм. Точные данные указаны в нижерасположенной таблице.
- Наружное смещение не нормируется, однако при выполнении облицовочного слоя шва должен быть обеспечен плавный переход поверхности шва к основному металлу.
- Величина зазора между стыкуемыми кромками труб указана в таблице 4 (выше).
- Зазор зафиксировать прихватками. Количество и длина прихваток указаны в нижерасположенной таблице 6.1 (СП 406.1325800.2018). Прихватки выполнять на тех же режимах, что и для корневого слоя шва. Обработать шлифмашинкой начальный и конечный участок каждой прихватки для обеспечения плавного перехода при сварке корневого слоя шва.
- Срезать и зачистить места прихваток упоров муфт.
Схема втулки внутренней защиты сварного стыка

- Свариваемая труба
- Свариваемая труба
- Внутреннее покрытие труб
- Втулка
- Сварной шов
- Мастика
Подогрев свариваемых кромок
При любых сварочных работах рекомендуется производить подогрев соединяемых кромок, а при сварке труб и деталей трубопровода подогрев является обязательным. Предварительный подогрев минимизирует образование микротрещин, дефектов, а также повышает пластичность металла и уменьшает его напряжение.
Предварительный подогрев необходим при сварке стыка, при сварке прихваток, а также при межслойной температуре ниже +50°С. Подогрев выполняют непосредственно перед сваркой.
Температура предварительного подогрева определяется по таблицам 6.2-6.4 СП 406.1325800.2018 в зависимости от слоя шва



Методы предварительного подогрева:
- Газопламенный
- Индукционный
Газопламенный подогрев зоны стыка
Самый распространённый метод подогрева в полевых условиях при строительстве нефтегазопроводов является газопламенный. Такой метод более мобильный и прост в использовании. В данном методе используется пропан и горелки.
Как правило применяют горелки 2х видов:
Одинарная газосварочная горелка– обычно применяется при подогреве стыков небольшого диаметра (89-530мм.)


Подогреватель стыков труб (Кольцевая горелка многопламенная) также является простейшим инструментом. В сравнении с одинарной горелкой, подогрев происходит более равномерно, что позволяет достигать высокое качество сварки. Применение кольцевой горелки целесообразнее использовать на больших диаметрах труб (630-1720мм.)
Источник https://idenergia.ru/svarochnyye-raboty/tekhnologicheskaya-karta-na-svarku-stalnykh-truboprovodov/
Источник https://weldering.com/tehnologicheskaya-karta-protokol-svarki-polietilenovyh-trub
Источник https://neftegazpto.ru/informaciya/vidy-rabot/sborka-i-svarka-trub




