Технология ручной дуговой сварки труб
Между тем, не многие умельцы в совершенстве знают не только основную технологию сварочного процесса, но и многие мелочи, без которых невозможно выполнить качественное соединение труб.
Особенно это актуально для начинающих мастеров, которые только познают азы и осваивают обязательные уроки сварочного дела.
Технология дуговой сварки имеет определенные моменты, которые следует освоить в первую очередь.
Следует отметить и то, что типы и способы, которые применяются в настоящее время для сварки труб, достаточно разнообразны.
Между тем, тот, кто хочет действительно освоить все уроки сварочного дела для начинающих не должен рассчитывать на то, что ему поможет в этом Википедия, так как теория никогда не заменит практику.
В сварочном деле большое значение отводится соответствующему ГОСТ, которым регламентируется не только маркировка электродов, но и проводится классификация швов.
В любом случае, для того чтобы полностью освоить виды и типы сварки, а также научиться качественно варить трубы, необходимо пройти не только теоретические уроки, но и попробовать это дело на практике.
Для начинающих мастеров техника ручной дуговой сварки подробно представлены на видео, которое размещено ниже.
Все об электродах
Дуговая сварка активно используется не только в промышленных целях, но и очень часто в домашнем хозяйстве для самых разных целей, в том числе и для того, чтобы варить трубы.
В этом случае особое значение приобретают электроды для ручной дуговой сварки, при помощи которых буде выполняться сварочное соединение труб между собой.
Элементы, при помощи которых выполняется сварочное соединение, представляют собой определенных размеров стержень, выполненный из металла, на который особым способом нанесена специальная обмазка.
Главная и единственная задача такой обмазки — это образование в процессе работы шлака. По своей сути шлак — это неметаллический сплав, вес которого значительно меньше металла.
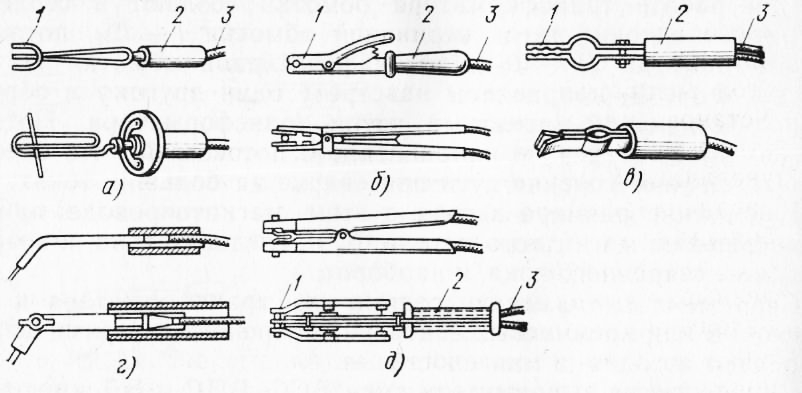
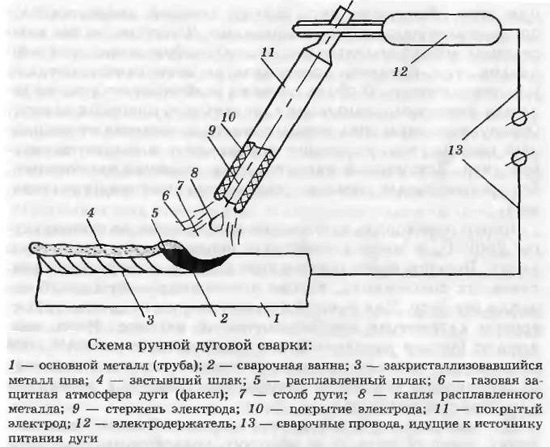
Электрододержатели для ручной дуговой сварки: а — вилочные, б — пружинные, в — зажимные, г — безогарковые, д — двух-электродные; 1 — зажимные губки для электрода, 2 — рукоятка, 3 — электрический провод
Его основное предназначение — это образование специфического защитного покрытия, которое необходимо в процессе проведения соединений для того, чтобы снизить попадание из атмосферного воздуха азота и кислорода, влияющих на качество шва.
После того как будет окончена работа по сварке труб, образовавшейся на их поверхности шлак, необходимо в обязательном порядке сбить специальным металлическим молоточком.
На различные виды и типы электродов установлена своя классификация, кроме этого, они регламентируются ГОСТ.
В настоящее время в специализированных магазинах представлен большой выбор этих элементов, которые различаются между собой, главным образом, по типу покрытия, классификация которого тоже строго определена.
ВАЖНО ЗНАТЬ: Технология сварки аргоном в видео-уроках
Каждый такой тип предназначен для решения определенного круга задач. Так, для сварки труб большого размера желательно использовать элементы с целлюлозным нанесением.
В свою очередь, рутиловое покрытие подходит для создания угловых швов, установки прихваток и так далее.
Большим спросом пользуются те электроды для ручной дуговой сварки, которые имеют рутилово-кислотное нанесение, так как при их использовании значительно снижается общий расход самих электродов.
В некоторых отдельных случаях используются электроды с рутилово-целлюлозным покрытием, особенно тогда, когда необходимо выполнить сложное соединение.
Каждое покрытие регламентирует соответствующий ГОСТ, классификация, кроме этого, под них подбираются и определенные режимы работы.
Есть у электродов и своя классификация, а также маркировка, позволяющие узнать их основные характеристики.
Виды оборудования
Техника ручной дуговой сварки требует сварочный аппарат, который является обязательным атрибутом любого сварочного процесса, в том числе, и при необходимости выполнить соединение труб.
Для этих целей можно использовать либо обыкновенный сварочный трансформатор, либо выпрямитель, либо инвертор. В настоящее время в специализированных магазинах предлагается большой выбор техники данного вида.
Следует отметить, что сварочный аппарат, который подходит для использования в бытовых условиях, стоит намного дешевле профессиональной техники данного вида.
Основным элементом такого устройства является трансформатор, который и вырабатывает ток с необходимыми характеристиками.
Определяется классификация трансформатора и его параметры маркировкой, которая нанесена на каждый аппарат. Сварочный трансформатор должен соответствовать ГОСТ и отвечать определенным стандартам, соблюдаться классификация.
Каждый сварочный аппарат имеет определенные режимы функционирования, которые определяются, исходя из поставленных задач.
Любой аппарат для сварки должен содержать в комплекте и специальные кабеля, размеры и сечения которых определяет ГОСТ.
Как правило, для сварки труб подходит практически любой аппарат, который может обеспечить требуемые способы работы.
Видео:
В настоящее время соединение труб методом сварки осуществляется несколькими различными способами. Очень часто производится варка встык или внахлест.
Также для труб подходят тавровые и угловые типы выполнения соединения. Чтобы выполнить необходимое соединение, в некоторых случаях могут быть использованы либо горизонтальные, либо вертикальные положения шва.
Кроме этого, достаточно редко используется нижнее или потолочное положение. Рекомендуется для соединения труб использовать соединение непосредственно встык, так как в этом случае кромки будут проварены по всей своей площади.
В том случае, если у труб большая толщина стенок, то на их поверхность следует в обязательном порядке накладывать как наружные, так и внутренние швы.
Чтобы варить было удобней, рекомендуется использовать специальные электрододержатели для ручной дуговой сварки. О том, как работает сварочный трансформатор, подробно рассказано на видео выше.
Некоторые характерные особенности сварки дугой
Суть выполнения дуговой сварки заключается в том, что под действием электрической дуги, которую образует трансформатор, стержень электрода начинает расплавляться.
ВАЖНО ЗНАТЬ: Техника полуавтоматической сварки в среде углекислого газа
Расплавленный таким образом металл со стержня в виде небольших капель, сверху покрытых шлаком, начинает поступать в так называемую сварочную ванну.
В этой специфической ванне производится особым образом смешивание металлических капель электрода с основным металлом заготовки, после чего можно наблюдать всплытие шлака в расплавленном состоянии.
Выбор режима работы аппарата, а также движение и скорость электрода оказывают определенное влияние на качество образующегося на поверхности шва.
В свою очередь, размеры образующейся сварочной ванны в большей степени зависят от того, какой режим работы использует трансформатор, а также от марки материала.
Большое значение играет такой параметр, как длина дуги. В момент работы вокруг нее начинает образовываться определенная газовая оболочка, которая способствует вытеснению воздушных масс из рабочей зоны.
Следует отметить и то, что образующейся на поверхности шлак, выполняет роль своеобразной защиты расплавленного металла от взаимодействия с атмосферой.
Аналогичным образом производится и ручная дуговая сварка покрытыми электродами, предназначенными для определенной марки металла.
В процессе работы варить надо максимально плавно, чтобы обеспечить равномерное расплавление металла.
Особенностью дуговой сварки ручного типа является то, что зажигание дуги осуществляется в момент, когда кончик электрода кратковременно касается с поверхностью материала.
В зависимости от марки материала, следует контролировать толщину наплавления металла, для чего варить необходимо скользящим движением.
На качество шва оказывает влияние и выбор режима, на котором работает трансформатор. Его установка должна производиться в соответствии с характеристиками материала.
На видео ниже более подробно рассказано о том, как варить дуговой сваркой в ручном режиме.
Технология сварки
В обязательном порядке перед тем, как будет произведен сварочный процесс труб между собой, выполняются подготовительные мероприятия.
Для начала следует по периметру очистить грязь и жир с поверхности труб, после чего произвести их выравнивание. Также подбирается режим дуговой сварки, и тип используемых электродов.
Аппарат необходимо подключить к сети и присоединить к нему кабели с держателем, как указывает соответствующая маркировка. Далее запускается трансформатор, и выполняются прихватки.
Следует помнить, что соединение встык осуществляется без остановок, при этом необходимо контролировать движение и скорость электрода.
Вообще, движение и скорость ведения электродов по поверхности определяется, исходя из характеристик материала. В любом случае, варить надо плавно и равномерно, а шов соответствовать ГОСТ.
Толщина стенки металла определяет и количество наносимых швов. Самый первый шов в обязательном порядке должен обеспечить максимальный провар корня.
После того как основной слой будет нанесен, необходимо выполнить тщательную проверку и полностью отбить весь образовавшийся сварочный шлак.
При работе с электродуговой сваркой ручного типа все последующие слоя наносятся при минимальном вращении трубы в противоположном направлении от предыдущего слоя.
Технология ручной дуговой сварки выбирается, исходя из поставленных задач и характеристик материала.
После нанесения на поверхность слоя в обязательном порядке отбивается сварочный шлак непосредственно перед тем, как будет наноситься следующий.
ВАЖНО ЗНАТЬ: Использование буры для пайки латунью
Движение электрода по поверхности всегда должно быть плавным, что обеспечит глубокий провар материала. Самый последний накладываемый шов должен быть выполнен максимально ровно.
Варить следует в обязательном порядке в маске и специальном защитном костюме, чтобы полностью исключить риск возникновения травм.
При работе аппарат и трансформатор не должны перегреваться.
Выбор режима сварки всегда зависит от поставленной задачи, а также характеристик материала. В любом случае, по окончанию работ шов должен получиться ровным и отвечать всем требованиям соответствующего ГОСТ.
О том, как самостоятельно выполняется дуговая сварка ручного типа, рассказано на видео ниже.
Режимы и ГОСТы
Обыкновенный универсальный аппарат для сварки дугой ручного типа может обеспечивать различные виды режимов его функционирования.
Данная функция позволяет обеспечить контролируемость некоторых параметров. На корпусе любого аппарата выполняется соответствующая маркировка, классификация, по которой можно произвести выбор необходимого режима.
Качество соединения при выполнении дуговой сварки ручного типа во многом зависит от правильно подобранного режима ее работы.
Так, на выбор режима оказывают влияние диаметр используемого электрода, выбранный параметр тока, а также показатели напряжения непосредственно на дуге.
Кроме этого, во многом он зависит и от марки самого материала.
Для дуговой сварки можно самостоятельно произвести расчет режима ее работы, для чего следует взять толщину материала и габариты используемого электрода и варить им.
Для того чтобы при выполнении соединения дуговой сваркой шов был высокого качества, необходимо изучить соответствующий ГОСТ.
Данный ГОСТ указывает, главным образом, на те параметры, которые необходимо соблюдать для выполнения соответствующей работы качественным образом.
Он регламентирует размеры соединений, особенности конструктивных элементов, типы и марки материалов, которые следует использовать в процессе работы.
Аппарат для дуговой сварки должен в полной мере обеспечивать выполнение ГОСТ. Следует отметить и то, что выбор режима работы для дуговой сварки также следует делать, исходя из рекомендованных нормативов.
Различные виды нормативов при их строгом соблюдении дают возможность производить работу максимально качественно.
Следует отметить и то, что дуговая сварка ручного типа может быть использована для работы с самыми разными видами металлов, для каждого из которых в отдельности подбираются только свои параметры выполнения соединения.
Ниже размещено видео с обучающим курсом об ошибках начинающего сварщика.
Овладеть азами такой сварки ручного типа должен каждый уважающий себя домашний мастер. Это даст возможность ему выполнять огромное количество всевозможной работы по дому самостоятельно.
По своей сути технология выполнения самых разных операций на аппарате для дуговой сварки относительно простая и не требует каких-то профессиональных навыков и знаний.
Если подходить к делу ответственно и хорошо изучить видео уроки для начинающих в нашей статье, то научиться пользоваться сваркой данного типа можно достаточно быстро.
Похожие статьи:
- Технология аргонно-дуговой сварки
- Технология газовой сварки металлов и труб
- Технология лазерной сварки металлов
- Технология сварки нержавейки
- Советы и уроки по дуговой сварке
Дуговая сварка труб: как проводится и как избежать ошибок

Дуговая сварка труб – это довольно популярный метод соединения, который доступен практически любому сварщику, владеющему определенными приемами и знаниями.
Качество конечного результат будет зависеть не только от положения трубы и применяемых электродов, но и от подготовки изделия и внешней среды. Все эти факторы в итоге и определяют тот метод, которым будет осуществлена сварка.
В нашей статье мы расскажем, какие особенности имеет дуговое соединение труб, разберем оптимальные электроды для разных трубопроводов и приведем рекомендации по проведению работ.
Нюансы дуговой сварки труб
Для выполнения сварочных работ на стальных трубопроводах чаще всего используется газовая и электросварка. Если эксплуатация трубных конструкций предполагает наличие высокого давления, то используемые в процессе монтажа электроды и присадочная проволока должны отвечать особым требованиям.

В зависимости от толщины стенки слойность соединений будет отличаться:
- стенка толщиной до 3 мм заваривается в один подход;
- для толщины 3-6 мм требуется две проходки;
- в три слоя свариваются стенки в 6-12 мм;
- 4 раза и более (по необходимости) проходят по стыкам толщиной от 12 мм.
Выбор рабочего тока для дуговой сварки труб тоже имеет свои особенности:
- диаметр используемого электрода умножают на 35, то есть, для электрода толщиной 3 мм устанавливают ток 105 А, для 4 мм – 140 А;
- если толщина стенки трубы меньше 4 мм, то 150 А – достаточный рабочий ток, больше ставить не нужно;
- оптимальное расстояние между электродом и прокатом – толщина электрода + 1 мм;
- тонкостенные трубы варят одной сплошной проходкой (поворачивая в процессе работы), толстостенные можно варить отрезкам примерно по 15 см;
- дуговая ручная сварка неповоротных или вертикальных стыков выполняется в два этапа;
- местоположение ванны расплава — 30° от верхней точки.
Допустимый выступ валика финишного слоя над прокатом – 3 мм. После каждой проходки окалина снимается, и шов проверяется на качество.
Варианты монтажа трубопроводов:
- Встык. Концы труб вплотную придвигают друг к другу, и расплавленным металлом перекрывают зазор. Если толщина свыше 3 мм, то по стыку проходят несколько раз, причем шов каждый раз начинают с другого места.
- Внахлест. Способ хорошо подходит для случаев, когда нужно сварить трубы разной толщины. Тогда за счет шовного валика формируется аккуратное соединение между более тонкой и более толстой трубой.
- Под углом. В таком случае для нижнего положения удобна электросварка, для верхнего – газовая.
- Тавровое соединение. Это когда в трубопроводе делается разветвление, или в магистраль врезается боковая ветка.
Сварка труб ручной дуговой сваркой начинается со сборки. Так называют точечное скрепление трубных заготовок для удержания стыка в нужном положении. После этого делается сплошной шов.
Подготовка к дуговой сварке труб
Для сварки широких труб (в магистральных газопроводах, например) используются электроды с целлюлозным покрытием. Для угловых швов и прихваток – с верхней пленкой из рутила. Для самых сложных сварочных работ применяют электроды, в которых сочетается и целлюлоза, и рутил.
Кроме самих электродов и сварочных аппаратов в работе понадобятся выпрямляющие трансформаторы. Хотя, специалисты с большим опытом рекомендуют использовать инверторы.

Хорошо, если в сварочном аппарате предусмотрены разные режимы обработки металла. И важно, чтобы был режим с указанием нужной вам для работы марки стали и толщины трубы. Насколько хорошим получится соединение, зависит как раз от возможностей настроек и выбранных электродов.
Стоит признать, что функционал у большинства систем примерно одинаков, и в основном все они хорошего качества.
Разумеется, место соединения нужно очистить от масляных и иных возможных загрязнений.
Части трубы сдвигают, ставят как можно ровнее. Далее настраивается режим сварки, закрепляются нужные электроды, контакты для заземления на трубах. Чтобы готовый шов получился крепче, делают сначала прихватки (короткие швы по контуру соединения). После этого можно проваривать стык полностью.
Подбор электродов для дуговой сварки труб
Для газопроводных труб
Для дуговой сварки труб, используемых в магистралях транспортировки газа и в НКТ-трубопроводах, лучше всего годятся электроды ОК-46, ЛБ-52 или УОНИ-13/55. У них подходящий состав (входит фосфор, марганец, кремний, сера).
Самые универсальные из перечисленных – ОК-45, покрытые пленкой из рутила. Особенно удобно их использовать в местах, где нужно перекрыть сваркой большие зазоры.

Отдельного внимания заслуживают LB 52U с основным покрытием. Хорошее качество шва они дают за счет малого количества водорода в составе. Розжиг дуги – быстрый, она получается стабильной и очень надежно проваривает металлические края соединяемых деталей.
Для дуговой сварки особо значимых участков (поворотных, например) углеродистых или низколегированных стальных труб опытные мастера рекомендуют брать специальные электроды МТГ-01К. Они дают стабильную дугу, от которой бывает мало брызг, и потом легко удаляется шлак.
Для труб отопительных систем
Отопительные трубы лучше всего варить электродами марок Э42А и УОНИ 13/45 (диаметр – 3 мм). Ими можно работать и по углеродистой стали благодаря достаточно толстому внешнему покрытию. Можно использовать и электроды Э-09Х1МФ и ЦЛ-20. Они тоже обеспечивают прочное соединение для труб, изготовленных из термостойкой стали (потому что имеют толстое покрытие, как и в моделях Э42А и УОНИ 13/45).
Для дуговой сварки труб из легированной, углеродистой и нержавеющей стали подходят электроды ЦЛ-9 с основным покрытием. В их составе мало углерода, поэтому шов получается очень надежным.
Для монтажа труб отопления, по которым предполагается непрерывная подача воды под повышенным давлением, а также для труб НКТ, рекомендуется использовать электроды марки МР-3.
Они изготавливаются из специальной проволоки и имеют внешнее покрытие из рутила. Диаметр такого электрода – 3-5 мм.
Чтобы шов получился надежным, герметичным, нужно удерживать короткую дугу сварки, а сам электрод наклонять в сторону наплавления.
Для водопроводных труб
Тут подбирать электрод следует в зависимости от того, из какого металла сделаны трубы. Для дуговой ручной сварки труб из меди лучше всего подходят электроды марок МН-5, МНЖ5, для нержавеек – НЖ-13, для чугунных – МНЧ-2.
Если вы проводите сварочные работы самостоятельно дома и применяете инвертор, а трубы у вас изготовлены из черного металла, то подойдут и электроды МР-3с. Ими вполне можно сварить стыки трубопровода диаметром 32 мм и толщиной стенок 2,8 мм. Слишком высокого рабочего тока для этого не нужно.
Для вертикальных швов хороши электроды МНЧ-2. Если при работе используется нижнее положение стержня, то электроды марки ЦЧ-4 можно брать и для холодной, и для горячей сварки.
В любом случае у электрода должна быть защитная обмазка, то есть, специальный слой, который не позволит сварочной зоне окисляться. Для дуговой сварки труб лучше использовать электроды, у которых покрытие потолще.
Методы и приемы дуговой сварки труб
Проработка корня шва
Как сваривается корень шва под просвет? Сначала трубы нужно в нескольких местах прихватить, с шагом в 90 градусов в точках крепления. Когда наварена только первая точка, положение соединяемых частей можно еще двигать, подгонять точнее. Корень шва удобнее будет прорабатывать, если зафиксировать трубы в полупотолочном положении.

Далее снизу стыка делается отметка. Потом, когда начинаете варить – отступаете от нее на 1-3 см. Дуга зажигается не прямо на трубе, а с внешнего её края. Обратный валик получится только в том случае, если дуга в процессе работы будет находиться внутри конструкции.
В процессе продвижения электрода нужно сохранять его положение в поперечной плоскости. Важно добиться оплавления обеих кромок. Там, где это нужно, проход можно повторить.
Если замечаете, что корневой шов провисает, значит, электрод перемещается слишком медленно, или рабочий ток задан слишком высокий. Когда корень готов, он зачищается до состояния металлического блеска.
Проработка горизонтальных швов
Тут необходим достаточный опыт и сноровка, потому что соединение двух труб – работа довольно тонкая. При сварке горизонтальных стыков рекомендуется действовать по методике накладывания отдельных, небольших по сечению валиков.
Электродами с диаметром 4 мм делается первый валик (в вершине шва). При этом изнутри стыка формируется тонкий валик высотой примерно 1-1,5 мм.
Когда первый валик готов, рабочую поверхность нужно как следует зачистить. Затем накладывается второй валик (направление при этом сохранять), который обязательно должен перекрывать первый.
Далее берется электрод диаметром 5 мм, устанавливается большее значение силы рабочего тока, и формируется третий валик, который накладывается в направлении, противоположном первым двум.
По итогу третий валик должен на 70 % перекрывать второй. Остается наложить последний валик. Его направление – как и у третьего, только электрод следует заводить в углубление между предыдущим валиком и верхней кромкой шва.
Проработка повторных стыков
Когда в нижнем положении есть необходимость выполнения большого числа швов, то для работы подойдет повторный способ дуговой сварки труб. Если толщина соединяемых деталей невелика, то первый шов можно делать электродом в 2-4 мм. Для выполнения последующих швов берутся электроды с диаметром побольше.

Ориентировочно место стыка нужно поделить на четыре части. Работы начинаются сверху, с первого и второго сектора. Затем конструкцию следует перевернуть, и проваривать место соединения в оставшихся секторах. Второй шов прорабатывается точно так же.
Сварка стыковых и угловых соединений
Метод стыковой сварки позволяет соединять детали конструкции под любым углом, причем и продольными, и поперечными швами. Вторые идеальны для сварки трубопроводов, потому что позволяют прорабатывать стык по всей окружности трубы.
Допустимы и одинарные, и двойные швы. Двойные чаще используются в довольно громоздких, крупных конструкциях для того, чтобы соединение получалось максимально прочным.
Применение данного метода подразумевает использование подкладных колец, однако диаметр трубы при этом может стать чуть меньше. Когда требуется приварить какой-либо элемент к основной конструкции, делается угловое соединение. Его можно выполнять со скошенной кромкой либо не делать скоса.
Сварка труб ручной дуговой сваркой при низких температурах
ГОСТ требует предварительного прогрева металла, если сварочные работы предстоит выполнять при низких температурах. Такая необходимость вызвана тем, что на холоде хрупкость металла повышается, из-за чего увеличивается вероятность появления на нем горячих трещин.
При температуре воздуха не ниже минус 30°С требуемый прогрев места стыка – до 150-200 градусов. Ширина прогрева подготавливаемой для сварки детали – 10-15 см по обеим сторонам будущего шва.
Если температура окружающей среды ещё ниже, то сварочные работы проводить не рекомендуется. В ситуациях, когда это крайне необходимо, нужно шире прогреть подлежащие сварки элементы (на 20-25 см в каждую сторону от шва).
Толстые листы (от 2 см и выше) свариваются горкой или каскадным методом, двусторонней сваркой. Электроды нужно брать с покрытием из рутила, силу рабочего тока повысить на 10-15 %. Первыми при этом делаются швы, которые могут дать усадку.
Сварка неповоротного горизонтального стыка ручной дуговой сваркой
Самая сложная из всех применяемых методик. Трубы больших диаметров сваривают участками (по 20-25 см), используя обратноступенчатый способ. Второй и следующие за ним слои накладываются по кругу один за другим.
Направления швов меняются, они накладываются справа-налево и наоборот. Нужно только каждый последующий шов прокладывать в противоположном направлении от предыдущего. Рабочий сварочный ток при этом следует повысить.
Проработка неповоротного вертикального стыка
Тут нужно постоянно менять наклон электрода по отношению к периметру шва.
Порядок действий следующий:
- Образовать корневой валик.
- Для заполнения разделки сформировать еще три валика. Если стенки труб довольно толстые, то заполнение делается неравномерным, потому что нижнее положение будет слегка отставать. Чтобы всё выровнять, придется проложить дополнительные слои.
- Образовать лицевой слой. Тут нужно смотреть, какая ширина разделки и тогда ориентироваться, делать это в один подход, или в два.
- Какую давать рабочую силу тока – смотрите по толщине металла, толщине притупления, ширине зазора между соединяемыми частями.
Дополнительные рекомендации по дуговой сварке труб
Чтобы в процессе дуговой сварки труб получить качественный результат, примите к сведению еще несколько полезных рекомендаций:
- в труднодоступных местах работайте согнутым электродом и следите за своими действиями через зеркальце;
- после смены электрода шов продолжается с накрытием в 1-2 см;
- для прогрева металла электрическим током лучше использовать не обратную полярность, а прямую.
Причина дефектов, как правило – в неопытности и невнимательности мастеров.
Если сварочный шов сделан хотя бы слегка неровно, он уже может оказаться слабым и негерметичным. Неправильно подобранная длина дуги приведет к образованию в шве пустот и непроверенных участков.
Причиной дефектов бывает и некачественное оборудование, или брак в самих трубах.
Существуют еще и правила техники безопасности, которые непременно следует соблюдать при проведении сварочных работ:
- проверить изоляцию на жилах и деталях аппарата (её наличие – обязательно);
- проверить заземление корпуса оборудования;
- нельзя работать в сырой одежде, всё должно быть сухим (одежда, рукавицы, маска);
- выполнять сварочные работы нужно в резиновой обуви, либо стоя на резиновом коврике (для дополнительной изоляции);
- для защиты лица и глаз в обязательном порядке надевать защитный щиток.
Несоблюдение данных правил чревато ожогами или ударами тока.
По окончании работы нужно тщательно проверить, насколько качественным получился шов. Визуальным осмотром можно выявить такие дефекты, как прожоги, поры, свищи и прочее.
Чтобы протестировать швы на наличие микротрещин, понадобится применение компрессора. Концы трубы закрываются заглушками, а на места швов наносится мыльная пена.
Далее в трубу под давлением подается воздух, и там, где соединения получились негерметичными, пена будет пузыриться (из-за просачивающегося сквозь отверстия воздуха).
Вообще качественная дуговая сварка труб требует не только знания всей необходимой теории по данному вопросу. Тут нужен еще и достаточный практический опыт. Начинать его приобретать лучше в работе над небольшими изделиями, не предназначенные для монтажа в серьезных трубопроводах.
Дуговая сварка труб: как проводится и как избежать ошибок
Оцените, пожалуйста, статью
Сварка труб — основные методы и способы сварки труб

Успех такого сложного соединения во многом зависит от правильного выбора способа сварки труб, который выбирают для конкретного вида металла.
В целом же лучшим вариантом для соединения труб признаётся электродуговая сварка.
Но это под силу только сварщику, имеющему хотя бы минимальный опыт работы. Новичку желательно сначала потренироваться.
При работе с трубами из толстого металла лучше использовать непрерывный способ сварки при токе в 40-60 ампер. Важно именно проварить металл, а не прорезать его. При этом электрод ведётся не очень быстро – иначе качество шва пострадает.
Прерывистую точечную сварку труб применяют при сваривании тонкостенных труб. Здесь необходимо строго следить за процессом, потому, что стенки легко проварить насквозь. Для соединения тонких труб лучше использовать полуавтоматы. Они работают с малой силой тока, обеспечивая отличное качество как непрерывного, так и точечного сварного шва.
Сварка труб ручной дуговой сваркой
Профессионалы советуют при сварке труб ручной дуговой сваркой делать тройной шов – он будет надёжнее одиночного. Наиболее удобно работать сварщику с поворачиваемой трубой. Сварка так называемых поворотных стыков производится следующим образом:
- сначала соединяется одна четверть диаметра трубы;
- потом трубу поворачивают на 180 градусов, и варится противоположный первому шву участок;
- далее новый поворот и сварка второй четверти диаметра трубы;
- после этого производится ещё одно вращение трубы, и соединяется оставшейся участок.
После очистки от окалины на первый шов наносят второй. Заключительный третий шов начинают наносить с противоположной стороны второму шву.

При сварке жёстко зафиксированной трубы применяется иная методика:
- первый шов ведут снизу вверх до половины диаметра трубы, а потом опускается вниз, обратно к началу;
- нанесение второго шва начинают также снизу, но ведут с другой стороны и в обратном направлении.
Другие способы сварки
Подобный способ сварки неповоротных стыков исключает непроваренные участки, и шов получается более надёжным. При выполнении третьего шва работают по схеме первого варианта.
Самое надёжное соединение даёт многослойная сварка. В некоторых случаях применяют сварку спиралью – очистив от окалины начальный шов, второй ведут параллельно валику первого.

Сварка медных труб
Выбор способа сварки медных труб зависит от назначения соединяемых труб, герметичности шва и иных характеристик. Применяют три метода сварки – электродуговую, контактную и газовую.
Наиболее перспективной признаётся электродуговая сварка с использованием неплавящегося электрода из вольфрама и присадочной проволоки, в состав которой добавлены раскислители.
В качестве защитного газа целесообразно использовать азот, потому что сварка получается дешёвой.
Однако при работе с тонкостенными медными трубами лучше применять аргон.
Сварка стальных труб
Самой востребованной остаётся сварка стальных труб – как в производстве, так и в быту. Здесь существенную роль играет квалификация сварщика. Что касается сварочного оборудования, то используются электросварки, газосварки и полуавтоматы.
Перед началом сварки проводят предварительную тщательную очистку кромок от загрязнений и окислов, затем снимают фаску, что позволит получить V-образную площадь, благодаря которой шов станет прочным и герметичным.

При сварке газовой горелкой достаточно одного шва. С целью исключения непровара окончание шва немного накладывается на начало. Сорт присадочного материала должен быть одинаковым с металлом свариваемой трубы.
А самыми распространёнными на сегодня являются электросварка и полуавтоматическая. В обоих случаях процесс начинается с подготовки свариваемых труб. Затем соединяемые части центрируют и равномерно прихватывают в трёх-четырёх точках.
Первый шов «тройкой». Важно заполнить фаску по высоте всего на две трети. После очистки шва от шлака и проверки качества работы, меняют электрод «четвёрку» и приступают к нанесению дополнительного шва.
Сварка оцинкованных труб
Специальная технология сварки оцинкованных труб позволяет соединять их, не нарушая цинкового покрытия. На место стыковки наносят флюс, который и обеспечивает защиту от выгорания покрытия. Под флюсовым слоем цинк сначала от воздействия тепла становится вязко-жидким, затем расплавляется, но не выгорает и не испаряется. По завершению сварки это обеспечивает защиту от коррозии.
При работе с оцинкованным материалом крайне важно наличие вентиляции. В противном случае от цинковых паров сварщик может «заработать» лёгочное заболевание или хуже того, задохнуться.

Сварка профильных труб
Основной способ сварки профильных труб – обычное соединение торцов встык. Выполняют её дуговым или газовым методом, но благодаря простоте и качественному шву больше распространён первый из них. Однако электросварка профильной трубы требует опыта работы сварщика, хотя бы небольшого.
Много зависит, к примеру, от правильного подбора электрода. Чем он толще, тем мощнее дуга. Излишне толстым электродом профильную трубу можно прожечь, а слишком тонким получить непрочный шов. Учитывая то, что для данного изделия характерная толщина составляет 1,5-5 мм, подойдут «двойка и «тройка».
При работе с профильными трубами важна скорость движения электрода по материалу. Если замедлиться, то есть риск прожечь деталь, при убыстрении – получить некачественный шов. Оптимальное движение подбирается опытным путём.
Сварка газовых труб
Настоящего профессионализма требует сварка газовых труб, которая довольно опасна. Работать нужно быстро и качественно.
Перед началом соединения обрабатывают кромки труб: очищают от загрязнений. Если труба толстостенная – больше 4 мм, то производят скос кромок для облегчения прогревания металла на месте контакта.
Практикуются два способа сварки газовых труб:
- сварка слева направо. Применяют тогда, когда толщина металла больше 5-ти мм. Дуга направляется на уже приваренный участок, вместе с горелкой перемещается присадка. Вариант экономит расход газа и повышает производительность на 25%;
- сварка справа налево. Здесь горелку продвигают по не приваренным участкам – присадочная проволока «идёт впереди паровоза». Лучший метод для работы с тонкостенными газовыми трубами.
Сварка трубопроводов
Способ электродуговой сварки трубопроводов часто применяют при монтаже или изготовлении технологических линий. Производятся они на постоянном или переменном токе.
Экономичным, а значит, более выгодным является сварка на переменном токе, потому что получается меньший расход энергии. Да и оборудование требуется более доступное.
Сложности с выбором?

Наши консультанты
Всегда готовы помочь в выборе, обсчитать спецификацию и ответить на вопросы.
Звоните!
| бесплатно по России: |
| 8 (800) 302-15-41 |
Источник https://rezhemmetall.ru/ruchnaya-dugovaya-svarka.html
Источник https://vtmstol.ru/blog/dugovaya-svarka-trub
Источник https://born-shop.ru/articles/stati-o-svarochnom-oborudovanii/svarka-trub.html




