Проектирование автоматической линии — Вопросы автоматизации в машиностроении
Особенности проектирования технологических процессов изготовления деталей на автоматических линиях и станках с ЧПУ
Автоматическая линия — это непрерывно действующий комплекс взаимосвязанного оборудования и системы управления, где необходима полная временная синхронизация операций и переходов. Наиболее эффективными методами синхронизации являются концентрация и дифференциация ТП.
Дифференциация технологического процесса, упрощение и синхронизация переходов — необходимые условия надежности и производительности. Чрезмерная дифференциация приводит к усложнению обслуживающего оборудования, увеличению площадей и объема обслуживания. Целесообразная концентрация операций и переходов, не снижая практически производительность, может быть осуществлена путем агрегатирования, применением многоинструментальных наладок.
Для синхронизации работы в автоматической линии (АЛ) определяется лимитирующий инструмент, лимитирующий станок и лимитирующий участок, по которым устанавливается реальный такт выпуска АЛ (мин) по формуле

где Ф — действительный фонд работы оборудования, ч; N —программа выпуска, шт.
Для обеспечения высокой надежности АЛ разделяют на участки, которые связаны друг с другом через накопители, осуществляющие так называемую гибкую связь между участками, обеспечивая независимую работу смежных участков в случае отказа на одном из них. Внутри участка сохраняется жесткая связь. Для оборудования с жесткой связью важно планировать время и длительность плановых остановок.
Станки с ЧПУ дают высокую точность и качество изделий и могут использоваться при обработке сложных деталей с точными ступенчатыми или криволинейными контурами. При этом снижается себестоимость обработки, квалификация и число обслуживающего персонала. Особенности обработки деталей на станках с ЧПУ определяются особенностями самих станков и в первую очередь их системами ЧПУ, которые обеспечивают:
1)сокращение времени наладки и переналадки оборудования; 2)увеличение сложности циклов обработки; 3) возможность реализации ходов цикла со сложной криволинейной траекторией; 4) возможность унификации систем управления (СУ) станков с СУ другого оборудования; 5) возможность использования ЭВМ для управления станками с ЧПУ, входящими в состав АПС.
Основные требования к технологии и организации механической обработки в переналаживаемых АПС на примере изготовления основных типовых деталей
Для разработки технологии в АПС характерен комплексный подход — детальная проработка не только основных, но и вспомогательных операций и переходов, включая транспортировку изделий, их контроль, складирование, испытания, упаковку.
Для стабилизации и повышения надежности обработки применяют два основных метода построения ТП:
1)использование оборудования, обеспечивающего надежную обработку почти без участия оператора;
2)регулирование параметров ТП на основе контроля изделий в ходе самого процесса.
Для повышения гибкости и эффективности в АПС используют принцип групповой технологии.
4. Особенности разработки ТП автоматизированной и роботизированной сборки
Автоматизированная сборка изделий выполняется на сборочных автоматах и АЛ. Важным условием разработки рационального ТП автоматизированной сборки является унификация и нормализация соединений, т. е. приведение их к определенной номенклатуре видов и точностей.
Главным отличием роботизированного производства является замена сборщиков сборочными роботами и выполнение контроля контрольными роботами или автоматическими контрольными устройствами.
Роботизированная сборка должна выполняться по принципу полной взаимозаменяемости или (реже) по принципу групповой взаимозаменяемости. Исключается возможность подгонки, регулировки.
Выполнение операций сборки должно проходить от простого к сложному. В зависимости от сложности и габаритов изделий выбирают форму организации сборки: стационарную или конвейерную. Состав РТК — это сборочное оборудование и приспособления, транспортная система, операционные сборочные роботы, контрольные роботы, система управления.
При разработке ТП сборки в РТК предпочтительна высокая концентрация операций, определяющая модели роботов, их функции, точность, оперативность, быстродействие. Особенно важно уточнить временные связи элементов РТК, так как и они могут определить операционные возможности, модели и количество сборочных промышленных роботов (ПР). С этой целью возможно построение циклограммы как отдельных роботизированных рабочих мест и ПР, так и всего РТК в целом.
Обучаемые роботы — это роботы, которые могут приспосабливаться к различным случайным факторам, сопровождающим запрограммированную работу. Эта приспособляемость выражается в корректировке своей же программы на основе полученного «опыта» — результатов анализа и классификации возникающих отклонений и методов их устранения.
5. Производительность АС
Эффективность автоматизации определяется, прежде всего, экономической эффективностью, а также взаимосвязью технических и экономических показателей производства. Производительность труда и коэффициент роста производительности труда являются обобщенными показателями автоматизированного производства (АП).
Методы расчета и оценки производительности автоматизированных систем
Производительность определяется числом годных деталей, изделий, комплектов, выпускаемых машиной в единицу времени. Время обработки детали машиной является величиной, обратной производительности.
При расчете, анализе и оценке производительности автоматизированного оборудования с учетом разных видов затрат времени используют четыре вида ее показателей.
1. Технологическая производительность К — максимальная теоретическая производительность при условии бесперебойной работы машины и обеспечения ее всем необходимым:

2. Цикловая производительность Q ц — теоретическая производительность машины с реальными холостыми и вспомогательными ходами и при отсутствии простоев (?t пр = 0): , 3. Техническая производительность Q т — теоретическая производительность машины с реальными холостыми ходами и учетом ее собственных простоев ?t c , связанных с выходом из строя инструментов, приспособлений, оборудования, т.е. при условии t х > 0, t всп > 0 и ?t с > 0: . 4. Фактическая производительность Q ф — производительность, учитывающая все виды потерь:



Чем чаще и длительнее простои, тем ниже производительность.
Производительность автоматических линий с разным агрегатированием
На однопоточных линиях последовательного агрегатирования концентрируют разноименные операции ТП, последовательно выполняемые для каждого изделия.
Такие линии могут иметь жесткую межагрегатную связь без межоперационных накопителей заделов или гибкую связь с установкой таких накопителей.
Техническая производительность линии с жесткой связью

где tp — время рабочих ходов цикла, определяемое длительностью обработки на лимитирующей позиции.
ВАЛ параллельного агрегатирования концентрируют одноименные операции дифференцированного технологического процесса, выполняемые на р изделиях. За время рабочего цикла Т ц выдается р изделий, следовательно цикловая производительность таких линий

В условиях массового производства используются две основные модификации этих линий:
1) линии из автоматов дискретного последовательного действия, работающих параллельно;
2) линии из автоматов параллельного действия, работающих последовательно.
Для линий первой модификации техническая производительность

Для линий второй модификации техническая производительность

Если многопоточная АЛ разделяется на участки-секции по методу равных потерь, то расчет производительности целесообразно проводить по выпускному участку

где р — число потоков выпускного участка; Т ц — длительность рабочего цикла выпускного участка; В — внецикловые потери одной рабочей позиции; q — число рабочих позиций на выпускном участке; n у — число участков в линии; W — коэффициент возрастания простоев выпускного участка из-за неполной компенсации отказов предыдущих участков.
6. Надежность в автоматизированном производстве
Надежность — это способность машин и механизмов выполнять заданные функции, сохраняя во времени значения эксплуатационных показателей в заданных пределах, соответствующих установленным режимам и условиям использования. Для автоматизированных систем надежность — это способность к бесперебойному выпуску годной продукции в установленном программой объеме в течение всего срока службы.
Основными свойствами машин, определяющими надежность, являются безотказность, долговечность и ремонтопригодность.
Показатели и методы оценки надежности.
Показатели надежности делятся на частные, которые оценивают безотказность, ремонтопригодность, долговечность по отдельности, и комплексные (обобщенные), которые оценивают все три свойства.
Частным показателем безотказности является функция надежности P (t)

где ?(t ) — параметр потока отказов, характеризующий вероятность возникновения отказов в единицу времени или за рабочий цикл; Т — период эксплуатации системы.
Технический ресурс R — равен суммарной наработке за весь срок службы Т от ввода в эксплуатацию до предельного состояния (разрушение, потеря точности):

где t раб i — i — я наработка на отказ; n — число отказов системы за период T ее эксплуатации; ?cpi — среднее время устранения i — го отказа, определяемое ремонтопригодностью системы.
Н адежность сложных многоэлементных систем
При расчленении сложной системы на отдельные элементы, для каждого из которых можно определить вероятность безотказной работы, для расчета надежности широко используют структурные схемы. В этих схемах каждый i — й элемент характеризуется своей вероятностью Pi безотказной работы в течение заданного периода времени. Исходя из этих данных, определяют вероятность безотказной работы P (t ) всей системы.

Вероятность безотказной работы такой системы при независимости отказов равна произведению вероятностей безотказной работы ее элементов:

Для повышения надежности сложных систем можно применять резервирование, когда при выходе из строя одного из элементов дублер выполняет его функции, и элемент не прекращает своей работы.
Технологическая надежность оборудования.
Технологическая надежность — это свойство оборудования сохранять значения показателей, определяющих качество осуществления технологического процесса, в заданных пределах и во времени.
К показателям качества технологического оборудования относятся его геометрическая точность, жесткость, виброустойчивость и другие показатели, которые определяют точность обработки, качество поверхности и физические характеристики материала обрабатываемой детали. К наиболее действенным методам повышения технологической надежности оборудования относится метод автоматической подналадки и саморегулирования его параметров. При реализации этого метода изменившиеся параметры автоматически восстанавливаются за счет систем саморегулирования, структура которых зависит от скорости воздействия разных процессов на параметры оборудования.
Читать статью Литейное оборудование купить в РОССИИ по выгодной цене — выбирайте из 25 предложений на Пульс цен
7. Контроль и диагностика в условиях автоматизированного производства
В основе мер обеспечения надежной работы автоматизированных систем лежит непрерывный или периодический контроль за ходом технологических процессов, реализуемых в этих системах. Для реализации этих функций в современном производстве используются микропроцессоры, лазерные системы и др.
Контроль — это проверка соответствия объекта установленным техническим требованиям. Под объектом технического контроля понимаются подвергаемая контролю продукция, процессы ее создания, применения, транспортирования, хранения, технического обслуживания и ремонта, а также соответствующая техническая документация.
Следовательно, объектом может быть как продукция, так и процесс ее создания.
Важным условием эффективной работы в автоматизированном режиме и быстрого восстановления работоспособности оборудования является его оснащение средствами диагностики.
Организация автоматизированного контроля в производственных системах.
Контроль в АП может быть межоперационным (промежуточным), операционным (непосредственно на станке), послеоперационным, окончательным. Автоматизированному контролю должны подвергаться все элементы технологической системы: деталь, режущий инструмент, приспособление, само оборудование. Предпочтительными являются методы прямого контроля, хотя методы косвенного контроля шире используются при контроле инструментов, диагностике состояния оборудования.
Контроль в процессе обработки является одной из наиболее активных форм технического контроля, так как позволяет повысить качество выпускаемой продукции при одновременном увеличении производительности труда. Поэтому разрабатываются самонастраивающиеся системы управляющего контроля.
Контроль самонастраивающийся управляющий — это управляющий контроль, при котором на основе информации, получаемой при изменяющихся условиях работы, автоматически изменяются параметры настройки средства контроля до обеспечения заданной точности при произвольно меняющихся внешних и внутренних возмущениях.
Контроль деталей и изделий в автоматизированных системах
Непосредственно на участке механической обработки осуществляют контроль трех видов:
* установки заготовки в приспособление;
* размера изделия непосредственно на станке;
* выходной контроль детали.
Контроль установки заготовки в приспособление может осуществляться на конвейере перед станком или на станке непосредственно перед обработкой. В первом случае могут использоваться датчики положения, расположенные на конвейере, или специальные измерительные установки с роботами. Бесконтактные датчики положения регистрируют отклонение действительного положения измеряемой поверхности от запрограммированного или разность условной базы и измеряемой поверхности (датчики касания).
К бесконтактным датчикам относятся: оптические измерители; лазерные датчики; датчики изображения (технического зрения). Выносной контроль заготовок и деталей в процессе их транспортирования не удлиняет производственного цикла, однако наиболее оперативным является контроль заготовок и деталей непосредственно на станке. При небольшом увеличении длительности обработки он существенно повышает ее качество, активно воздействуя на процесс обработки.
Диагностика технологической системы
Важным условием эффективной эксплуатации в автоматизированном режиме, быстрого восстановления работоспособности оборудования является оснащение его средствами диагностики.
Технической диагностикой (ТД) называется процесс определения во времени технического состояния объекта диагностики (ОД) с определенной точностью в условиях ограниченной информации.
С помощью ТД решаются следующие задачи:
* определение работоспособности технических устройств;
* определение форм проявления отказов;
* разработка методов локализации, распознавания и прогнозирования скрытых дефектов без разборки или с нетрудоемкой разборкой технических устройств;
Трудоемкость сборочных работ в машиностроении составляет примерно 20-50% от общей трудоемкости изготовления изделий. На машиностроительных заводах из всего объема сборочных работ 60-70% сборочных операций выполняется вручную, 20-30% механизировано и лишь 7-10% составляют операции автоматической сборки.
Из мирового опыта известно, что автоматизация сборочных процессов повышает производительность и качество продукции, улучшает условия труда рабочих, сокращает число рабочих-сборщиков, потребную площадь помещений цеха под сборку, себестоимость выпускаемой продукции. Поэтому необходимо снижать трудоемкость сборочных работ путем автоматизации. Сборочные процессы отстают от механизации и автоматизации ТП механической обработки деталей. Применение их малой автоматизации, при которой автоматизируют отдельные сборочные операции, приводит к облегчению условий труда рабочих, несколько улучшает качество собираемых изделий, но число рабочих-сборщиков не уменьшается. Значит выборочная автоматизация дает небольшой эффект.
Высшей ступенью является комплексная автоматизация всех основных и вспомогательных сборочных работ. При этом автоматизируют все операции сборки узла или изделия с применением автоматов или линий, выполняющих ее без участия человека. Функции рабочих-наладчиков сводятся к наблюдению за правильной работой устройств, под- наладке, загрузке бункеров деталями.
Наибольший технико-экономический эффект при комплексной автоматизации сборочных процессов получают от применения автоматических линий для выполнения всего комплекса сборочных операций.
Слабая механизация и автоматизация сборочных процессов в российском машиностроении объясняется необходимостью больших капитальных и финансовых затрат на техническое перевооружение предприятий, недостаточной технологичностью собираемых изделий, отсутствием типовых устройств для автоматизации сборки, нестабильностью размеров собираемых деталей изделия.
Необходимо учитывать, что хорошо собираемая конструкция изделия при ручной сборке может оказаться непригодной для ее перевода на автоматическую. Например, сборка современных газотурбинных двигателей из-за сложности конструкции, большой номенклатуры собираемых деталей на современном уровне технологического оборудования не может быть автоматизирована. Большим препятствием для проведения работ по автоматизации процессов сборки является необходимость проектирования специальной оснастки и ее изготовления для каждого завода. Это приводит к трудности изготовления автоматизированных сборочных устройств и обходится дорого.
При разработке автоматизированных сборочных процессов конкретного изделия необходимо решить ряд вопросов, таких как выбор оптимального процесса сборки, обеспечение заданной точности, надежности и производительности устройств, выбор типа конструкции и размеров сборочной оснастки, определение требуемого темпа оборудования. Все перечисленные вопросы не имеют стандартизированных алгоритмов решения и требуют творческого подхода. Тем не менее можно выделить некоторые общие моменты, характерные для разных изделий. Например, в период разработки следует уделять должное внимание использованию типовых и групповых автоматизированных технологических сборочных процессов. Типовые сборочные процессы применяют в крупносерийном и массовом, групповые — в серийном производствах. В свою очередь, их внедрение возможно при условии проведения нормализации, унификации и улучшения технологичности собираемых узлов.
При проектировании автоматизированных процессов сборки должны быть разработаны типовые устройства определенного назначения, из которых можно компоновать различные автоматы и линии. В этом случае значительно сокращаются трудоемкость и стоимость автоматизированных сборочных устройств и уменьшаются сроки их внедрения на заводах.
Чтобы успешно автоматизировать серийное производство, необходимо разработать переналаживаемые сборочные автоматы с различными системами программного управления. Это, в свою очередь, требует изучения надежности и отказов в работе автоматического сборочного оборудования на предприятиях, где оно уже используется, и опыта настройки автоматизированных устройств.
В массовом производстве ТП сборки основаны на принципе подвижно-поточной организации, предусматривающей:
* разделение всего ТП сборки на ряд последовательно выполняемых по времени и выстроенных в пространстве сборочных операций, осуществляемых в определенном комплексе сборочных работ операторами-сборщиками;
* применение специальных транспортных устройств для перемещения собираемых узлов между сборочными устройствами и обеспечения заданного темпа сборки;
* применение специальных транспортных устройств для подачи деталей и узлов к главному сборочному конвейеру для сборки изделий;
* использование специального и унифицированного инструмента и приспособлений для механизации и автоматизации процесса;
* механическую обработку деталей и сборку узлов изделий в механосборочных цехах.
При такой организации производства поточная сборка всех изделий на главном сборочном конвейере выполняется из готовых собранных узлов и агрегатов, соединяемых между собой крепежными деталями.
Разделение сборки изделий в массовом производстве на подузловую, узловую и общую позволяет на всех этапах применять поточную сборку в основном на подвижных транспортных устройствах (конвейерах).
Сборочные конвейеры по виду работ разделяются на конвейеры периодического (пульсирующего) и непрерывного движения. Первые периодически перемещают собираемые узлы или изделия между рабочими сборочными местами через определенные промежутки времени, равные темпу сборки. Вторые движутся непрерывно и широко применяются в массовом производстве.
Вид сборочных конвейеров и их конструкцию выбирают в зависимости от конструкции собираемых узлов или изделий и заданной программы выпуска. В массовом производстве автоматизацию отдельных операций проводят путем оснащения их механизированным сборочным инструментом, электро- и пневмоподъемниками, специальными механизмами и устройствами для запрессовки, клепки, пайки, сварки, окраски и контроля собранного узла. Автоматизируют сборку как простых, так и сложных узлов.
В зависимости от вида сборки специальные стенды с пневматическими и эксцентриковыми прессами применяют для запрессовки на валики шестерен, втулок. Типовые схемы автоматических и полуавтоматических сборочных агрегатов для автоматической и полуавтоматической сборки. Сборочное оборудование и технологическая оснастка могут иметь различную степень автоматизации. Оборудование, на котором можно автоматически выполнять все приемы процесса сборки, например, выдачу деталей, их перемещение, ориентирование, соединение и в отдельных случаях закрепление, называют сборочным автоматом. Процесс автоматизированной сборки может проводиться на одной или нескольких рабочих позициях сборочного агрегата (автомата), или автоматической сборочной линии, состоящей из отдельных агрегатов. Оборудование, на котором только часть приемов сборочного процесса выполняется автоматически, а остальные вручную, называют сборочным полуавтоматом. Изучение конструкций автоматического сборочного оборудования показывает, что оно имеет типовые узлы. Рассмотрим типовую схему сборочного устройства, представляющего собой однопозиционный сборочный автомат (рис. 22.1). Он состоит из автоматического бункерного или магазинного устройства 1, в котором находится запас собираемых деталей. Из бункера детали по одной штуке в ориентированном положении поступают в лоток 2. Пройдя его, они поступают в магазин 4, служащий для хранения небольшого запаса деталей и бесперебойной подачи их в питатель. Питатель 3 подает детали из магазина 4 на сборочную позицию5 в ориентированном виде с заданным ритмом. На сборочной позиции 5 до момента сопряжения детали удерживаются в заданном положении специальным устройством 7. В зависимости от вида соединений на сборочной позиции 5 могут быть установлены механизмы 6 для закрепления деталей: пресс, сварочный аппарат и т.д. Собранные узлы с позиции 5 перемещаются специальным механизмом разгрузки (на рис. 22.1 отсутствует). В конструкцию сборочного автомата входит система, управляющая работой его узлов. Она может быть встроена в автомат или дана на отдельном пульте управления. При многопозиционной автоматизированной сборке в состав оборудования входит механизм для перемещения узла между всеми сборочными позициями.
Читать статью Производственный цикл. Длительность цикла

Рис. 2.2.1. Схема компоновки однопознционного сборочного автомата: 1 — бункер; 2 — лоток; 3 — питатель; 4 — магазин; 5 — сборочная позиция; 6 — механизмы крепления; 7 — устройство ориентации
В настоящее время для автоматизации ТП сборки применяют следующие типы сборочного оборудования.
1. Однопозиционные сборочные полуавтоматы для сборки несложных узлов, состоящих из небольшого числа деталей. Базовую деталь и часть деталей, трудно поддающихся автоматической ориентации, устанавливают на сборочную позицию вручную. Остальные подаются из бункеров и устанавливаются на узел автоматически в заданной последовательности. Собранный узел снимается автоматическим выталкивающим устройством или вручную.
2. Однопозиционные сборочные автоматы, в которых собираемые детали подаются из бункеров на позицию сборки узла автоматически. Собранный узел со сборочной позиции удаляется также автоматически. Это оборудование можно встраивать в автоматические сборочные линии.
3. Многопозиционные сборочные полуавтоматы применяют для сборки более сложных узлов с относительно большим числом переходов и приемов сборки. Они имеют поворотный стол, на позициях которого установлены сборочные приспособления для закрепления деталей собираемого узла. Стол через определенный промежуток времени поворачивается делительным устройством на заданный угол в зависимости от числа позиций. Базовую деталь, а также детали, которые из бункера трудно подать па какую-то сборочную позицию автоматически, устанавливают в приспособлении вручную. На рис. 22.2 дана схема работы сборочного полуавтомата с круглым столом, на позициях 2, 3, 4, 5, 8, 9 которого закреплены приспособления для сборки подузла. Простые узлы собирают на полуавтоматах данного типа за один оборот стола.

Рис. 2.2.2. Примерная схема сборки подузлов на полуавтомате: 1 — позиция для ручной загрузки базовой детали подузла; 2, 3, 4, 5, 8, 9 — сборочные позиции, на которых подача деталей из бункеров и сборка проводятся автоматически; 6, 10 — позиции для ручной сборки; 7 — позиция для автоматического контроля сборки; 11 — позиция для автоматической продувки и смазки; 12 — позиция для автоматического съема собранного узла
Многопозиционные сборочные автоматы применяют для сборки узлов средней сложности. Все детали на позиции подаются из бункерных или магазинных загрузочных устройств автоматически. Собранный узел с последней позиции снимается автоматически.
Схема работы многопозиционного сборочного автомата с круглым столом приведена на рис. 22.3. На позициях 1, 2, 3, 4, 6, 7, 8, 9 автоматически собирается узел, детали на сборочные позиции подаются автоматическими устройствами; на позициях 5 и 11 проводится автоматический контроль, на позиции 10осуществляется продувка деталей, позиция 12 служит для выгрузки.
Автоматические и полуавтоматические линии применяют для сборки более сложных узлов или изделий. Используют схемы как с линейным расположением, так и замкнутым контуром сборочного оборудования (рис. 22.4). В состав автоматических линий входит универсальное или специальное полуавтоматическое или автоматическое оборудование. Собираемые узлы или изделия устанавливают и закрепляют в приспособлениях-спутниках, соединенных замкнутой цепью, и периодически через определенное время они перемещаются между сборочными позициями. В начале линии проводится установка базовой детали, в конце — съем готового узла. Нижняя ветвь замкнутой цепи возвращает спутники на сборочные позиции.

Рис. 2.2.3. Процесс сборки подузлов, узлов на многопозиционных сборочных автоматах: 1-4, 6-9 — позиции автоматической сборки узла, на которые детали подаются автоматическими устройствами; 5, 11 позиции автоматического контроля; 10 — позиция продувки; 12 — позиция выгрузки

Рис. 2.2.4. Схемы сборки узлов на автоматической или полуавтоматической линии: а — с линейным размещением сборочного оборудования: 1 — позиция ручной загрузки; 2-11 — позиции автоматической сборки узла; б — с замкнутым размещением оборудования: 1 — позиция ручной загрузки; 2-4, 6, 7 — позиции автоматической сборки с автоматической подачей деталей из бункеров; 5, 8 — позиции ручной сборки;9 позиция продувки; 10 — позиция контроля; 11 — позиция смазки; 12 — позиция разгрузки собранного узла
Полуавтоматические сборочные линии с шаговым штанговым транспортером применяют для сборки крупных узлов или изделий (рис. 22.5).

Рис. 2.2.5. Схема полуавтоматической сборочной линии для сборки узлов с шаговым штанговым транспортером: 1 — сборочный узел; 2 — направляющие; 3 — штанга; 4 — зажим; 5 — фиксирующие пальцы; 6 — собачки
Базовую деталь на первую сборочную позицию линии устанавливают вручную или с помощью подъемных устройств. Сборочные узлы 1 перемещаются между позициями по направляющим планкам 2 собачками 6,закрепленными в штанге 3, и подаются на соответствующую позицию, где фиксируются пальцами 5 и закрепляются гидравлическими зажимами 4 одновременно на всех сборочных позициях.
Технически и экономически обоснованный вариант автоматизации ТП сборки изделия является основным материалом для конструирования сборочных автоматов, полуавтоматов, транспортных средств, окончательной планировки сборочной линии, определения площади, занимаемой ею, и числа рабочих, обслуживающих ее.
Роторные сборочные автоматы и линии применяют для сборки небольших изделий или узлов. Технологический процесс сборки происходит непрерывно без периодических остановок одного или нескольких связанных в одну систему многопозиционных столов (роторов), на которых размещаются сборочные приспособления с установленными в них собираемыми изделиями. На рис. 22.6 дана схема работы сборочного автомата роторного типа.

Рис. 2.2.6. Схема роторного сборочного автомата: 1, 2 — головки питающих роторов; 3 — ротор
Собираемые изделия передаются с одного сборочного ротора на другой специальными транспортными (питающими и снимающими) роторами. Детали подаются к ним из бункерных или магазинных загрузочных устройств. На автоматических роторных сборочных установках или линиях можно производить запрессовку, развальцовку, обжимку и другие сборочные операции, а также контролировать узлы по заданным размерам.
При сборке узлов из нескольких деталей сборочные роторные автоматы имеют два-три питающих ротора, расположенных последовательно против соответствующих позиций.
Роторные автоматы могут иметь автоматические измерительные устройства для контроля правильного положения собираемых деталей.
На автоматических сборочных линиях нет заделов между сборочными агрегатами, так как механизмы и инструменты не требуют частой смены и подналадки. Наладочные и подналадочные работы проводят между сменами.
Существуют две системы управления сборочными полуавтоматами, автоматами и автоматическими сборочными линиями: централизованные и децентрализованные.
Любая система управления должна обеспечивать:
* работу автомата или сборочной линии в заданном ритме;
* синхронную работу всех узлов автомата или всего оборудования сборочной линии;
* блокировку узлов автомата или линии для предотвращения брака или поломки;
* контроль качества собираемых узлов.
В централизованных системах управления применяются командоаппараты с непрерывно или периодически вращающимся распределительным валом с кулачками, которые управляют работой технологических и вспомогательных органов непосредственно или через промежуточные связи. Системы управления разрабатывают на основании циклограммы работы автомата или сборочной автоматической линии.
Децентрализованные системы управления применяют для управления работой весьма сложных сборочных автоматов и автоматических линий. Они допускают включение любого исполнительного органа после получения сигнала об окончании работы предыдущего. Сигналы подаются в функции пути путевыми переключателями или в функции времени с помощью реле времени.
Наиболее совершенной формой поточной автоматической сборки является комплексная автоматическая сборка. В этом случае автоматическое оборудование выполняет все сборочные операции и виды контроля собираемых узлов, очищает и заправляет их смазкой, а также проводит различные операции механической обработки. Контролируются размеры сопряжений, получаемых при сборке, зазоры и взаимное положение деталей в собранном узле. Собранные узлы проверяют на герметичность в процессе гидравлического или пневматического испытания и соответствие техническим требованиям.
Перемещение собираемых узлов транспортными устройствами на автоматической сборочной линии должно соответствовать заданному темпу сборки.
В зависимости от конструкции узлов или изделий в состав сборочной автоматической линии могут входить следующие устройства: бункерные или штабельные загрузочные устройства — питатели, транспортные устройства, приспособления для установки и зажима узлов, делительные и фиксирующие, контрольно-измерительные, сборочные устройства и т.д.
Большое внимание следует уделять контролю установки деталей и подузлов в начальном и конечном положениях.
Читать статью Летние шины и как их выбрать
В автоматические сборочные линии следует встраивать устройства, прекращающие работу в случаях отсутствия детали или неправильного ее положения на одной из позиций сборки. В качестве таких устройств применяют упоры с электроконтактными или пневматическими датчиками для крупных деталей и фотоэлементы для мелких.
Если на одной из позиций сборочной линии обнаружено неправильное положение детали или ее отсутствие, то автоматическая сборочная линия с централизованной системой управления останавливается в результате срабатывания блокировочного устройства. При децентрализованной системе в случае обнаружения брака на одной из позиций линия останавливается, бракованный узел перемещается транспортным устройством на следующие позиции, но исполнительные органы на последующих операциях, не получая соответствующего сигнала с предыдущей, не проводят работу по сборке. Следовательно, собираемый узел, получив дефект на какой-либо сборочной операции, проходит все последующие, но сборочные работы на нем не проводят, и в конце линии он идет в брак.
Проектирование автоматической линии
После рассмотрения проектной организацией технического предложения на автоматическую линию это предложение передается на утверждение предприятию-заказчику. Крупные предприятия могут иметь собственные подразделения, занимающиеся комплексной разработкой средств автоматизации.
Заказчик рассматривает техническое предложение и в случае необходимости вносит в него необходимые дополнения и изменения, а затем возвращает проектировщику.
Проектировщик, получив от заказчика утвержденное им техническое предложение на автоматическую линию, тщательно изучает все дополнения и изменения, сделанные заказчиком по техническому предложению. Затем проектировщик приступает к разработке эскизного проекта. Эскизный проект состоит из операционного чертежа детали, обрабатываемой на линии, чертежа заготовки детали, технологического процесса обработки детали на линии, технологических операционных эскизов обработки детали на всех станках линии, общих видов станков и механизмов линии, планировки линии, циклограммы работы агрегатов линии и т.д.
Во время разработки эскизного проекта на автоматическую линию составляют задания на проектирование отдельных узлов, механизмов, инструментов линии, гидропривода, силовых головок, режущего инструмента и т.д. Проектирование может производиться как в подразделениях проектировщика, так и заказываться другим предприятиям. Каждое задание на проектирование отдельных автоматических линий должно быть четко оформлено и тщательно проработано.
Задание на проектирование приводов к станкам линии должно иметь:
- 1 .Планировку автоматической линии с нанесенными на ней станциями гидропривода и гидроцилиндрами. Для каждого гидроцилиндра, применяемого на линии, необходимо указывать размеры диаметра поршня и штока, длину хода поршня, осевое усилие на штоке для того, чтобы можно было рассчитать производительность и возможность насосной установки линии.
- 2.0бщий вид линии с нанесенными на ней электродвигателями, электромагнитами, электромагнитными муфтами, конечными выключателями и т.д. Каждый элемент электропривода должен иметь необходимую техническую характеристику, тип, мощность и т.д.
В задании на разработку режущего инструмента используют операционные эскизы обработки деталей на станках линии с указанием типа режущего инструмента, его размеров, материала и марки режущей части инструмента, а также других необходимых характеристик.
В задании на изготовление шпиндельных коробок для обработки детали в различных станках линии необходимо указать: какая операция будет выполняться, точность и чистоту обработки и режимы резания для шпиндельной коробки, материал и марку обрабатываемой детали, его твердость и припуски на обработку, конструкцию и габариты силовой головки, мощность и скорость вращения приводного электродвигателя шпиндельной коробки.
После эскизного проекта производится разработка технического проекта автоматической линии, при которой окончательно прорабатываются конструкции всех специальных узлов станков гидропривода и всех устройств и приборов электрооборудования линии. Далее окончательно уточняются конструкции и материалы режущего и мерительного инструментов.
Все чертежи узлов, оборудования линии и технологической оснастки должны быть выполнены с соблюдением технических требований.
После окончания разработки технического проекта автоматической линии проектировщик переходит к разработке рабочего проекта автоматической линии. При разработке рабочего проекта производятся деталирование и контроль всех чертежей общих видов на оборудование и технологическую оснастку, транспортные устройства и окончательная доработка всей разработанной технической документации на линию.
Рабочий проект должен иметь «Руководство» к проектируемой автоматической линии, которое содержит следующие материалы: техническую характеристику и описание устройства и работы линии, планировку оборудования линии, общие виды всех станков и механизмов, входящих в линию, операционный чертеж обрабатываемой детали и чертеж заготовки с техническими условиями, технологические эскизы на все операции обработки детали на станках линии, циклограмму работы линии, инструкцию по монтажу, приемке и эксплуатации линии, различные ведомости и т.д.
При приемке линии заказчик должен строго следить за выполнением технических условий на изготовленную автоматическую линию, а также за качеством деталей и производительностью линии.
В состав технических условий на автоматическую линию включают следующие пункты: назначение линии; качество изготовления линии, которое должно соответствовать стандарту, а также соответствующим условиям на автоматические линии; выполнение требуемой точности, чистоты и технических условий при обработке деталей на линии; производительность автоматической линии; последовательность испытания и сдачи линии на прецприятии-изготовителе; комплектность поставки оборудования и последовательность монтажа, отладки; устранение недоделок и сдачу линии предприятию-заказчику; гарантирование определенного срока работы оборудования линии.
Обработанные на линии детали должны строго соответствовать операционному чертежу на обрабатываемую деталь и техническим условиям, указанным в операционном чертеже.
Производительность автоматической линии определяется номинальным временем цикла ее работы и коэффициентом технического использования линии.
После приемки автоматической линии предприятие-заказчик самостоятельно несет ответственность за обслуживание и сохранность оборудования при нормальной эксплуатации, обеспечение линии качественными заготовками и режущим инструментом, соблюдение принятого технологического процесса обработки детали на линии, получение детали на линии, полностью соответствующей чертежу и техническим условиям.
Целесообразность проектирования и изготовления автоматической линии определяют путем сравнения технико-экономических показателей, получаемых при обработке детали на автоматической линии, с технико-экономическими показателями, полученными при обработке на неавтоматизированной линии. Основным условием для проектирования линии является снижение себестоимости обработки на поточной линии, состоящей из отдельных высокопроизводительных станков. Если при обработке детали на проектируемой автоматической линии себестоимость получения детали выше, чем на поточной, то заказ на проектирование автоматической линии теряет смысл.
Основными критериями эффективности применения автоматической линии являются снижение себестоимости и срок окупаемости капитальных вложений в нее.
Вопрос 2 Особенности проектирования технологических процессов изготовления деталей на автоматических линиях и станках с чпу
Автоматическая линия (АЛ) — это непрерывно действующий комплекс взаимосвязанного оборудования и системы управления, требующий полной временной синхронизации операций и переходов. Наиболее эффективными методами синхронизации являются концентрация и дифференциация ТП.
Дифференциация технологического процесса, упрощение и синхронизация переходов — необходимые условия надежности и производительности. Однако есть свои рациональные пределы дифференциации ТП и упрощения переходов. Чрезмерная дифференциация приводит к усложнению обслуживающего оборудования, увеличению площадей и объема обслуживания.
Целесообразная концентрация операций и переходов, может быть осуществлена путем агрегатирования, применения многоинструментальных наладок.
Для синхронизации работы в автоматической линии (АЛ) определяется лимитирующий инструмент, лимитирующий станок и лимитирующий участок, по которым устанавливается реальный такт АЛ, мин,
где Ф — действительный фонд работы оборудования, ч; N — программа выпуска, шт.
Станки с числовым программным управлением (ЧПУ) обеспечивают высокую степень автоматизации и широкую универсальность, резко сокращая путь от чертежа до готовой детали в условиях как единичного, так и серийного производства.
Станки с ЧПУ дают высокую точность и качество изделий и могут использоваться при обработке сложных деталей с точными ступенчатыми или криволинейными контурами. При этом снижается себестоимость обработки, квалификация и число обслуживающего персонала. Автоматизация подготовки управляющих программ (УП) делает возможным автоматизировать весь комплекс работ: от проектирования до изготовления и контроля.
Особенности обработки деталей на станках с ЧПУ определяются особенностями самих станков и, в первую очередь, их системами ЧПУ, которые обеспечивают:
сокращение времени наладки и переналадки оборудования, включая время программирования обработки, что весьма важно для работы переналаживаемых АПС;
увеличение сложности циклов обработки, что в наибольшей степени реализуется на многооперационных станках с ЧПУ (обрабатывающих центрах) при обработке сложных деталей со многими обрабатываемыми поверхностями;
возможность реализации ходов цикла со сложной траекторией, что позволяет обрабатывать детали любой сложности;
возможность унификации систем управления станков с СУ другого оборудования, например промышленных роботов (ПР), транспортеров, накопителей, автоматизированных складов, что позволяет использовать станки с ЧПУ в составе АПС и реализовать в этих автоматизированных производственных системах роботизированные ТП;
возможность использования ЭВМ для управления станками с ЧПУ, входящими в состав АПС, что позволяет значительно расширить технологические возможности всей АПС, увеличить сложность и номенклатуру деталей, обрабатываемых в АПС, автоматизировать и оптимизировать разработку маршрутной и операционной технологий, транспортно-технологических схем роботизированных процессов.
Похожие записи:
- Характеристики гофрокартона, классификации, типы гофрокартона
- ПУЭ. Раздел 3. Защита и автоматика
- Зуботехническая лаборатория и ее оборудование: столы, материалы, инструменты
- Отчет по практике на токарных станках
Проектирование автоматической линии — Вопросы автоматизации в машиностроении
Автоматические линии, понятия, назначение и структуры
- Опубликовано: 26 февраля, 2021
1. Основные понятия и определения
Автоматические линии, предназначены для изготовления деталей в условиях крупносерийного и массового производства и являются основным средством решения задач комплексной автоматизации. В связи с продолжающейся реконструкцией и строительством новых заводов, с широким внедрением трудосберегающей и безлюдной технологии потребность в автоматических линиях непрерывно возрастает.
Экономическая эффективность использования автоматических линий достигается благодаря их высокой производительности, низкой себестоимости продукции, сокращению обслуживающего персонала на заданную программу выпуска, стабильному качеству изделий, ритмичности выпуска, созданию условий для внедрения современных методов организации производства.
Автоматическая линия представляет собой совокупность технологического оборудования, установленного в соответствии с технологическим процессом обработки, соединенного автоматическим транспортом. Функции человека при этом сводятся к контролю за работой оборудования и его поднастройкой, а также загрузке заготовок в начале цикла и выгрузке изделий в конце него. Причем последние операции все чаще передаются промышленному роботу. Автоматические линии могут быть операционными (для определенного вида обработки) или комплексными (система автоматических линий).
Система автоматических линий комплексной обработки – совокупность автоматических линий, обеспечивающих выполнение всех операций, предусмотренных технологическим процессом обработки.
Автоматический цех – производственная единица, в которой сосредоточены технологические потоки, состоящие из систем автоматических линий.
Автоматические линии классифицируются по основным признакам, влияющим на их организацию и эксплуатацию. Их делят на жесткие (синхронные) и гибкие (асинхронные), спутниковые и бесспутниковые, сквозные и несквозные, ветвящиеся и неветвящиеся.
Жесткая межоперационная связь характеризуется отсутствием межоперационных заделов. В такой автоматической линии заготовки (изделия) загружаются, обрабатываются, разгружаются и передвигаются от станка к станку одновременно или через кратные промежутки времени, и в случае остановки любого агрегата или устройства вся линия останавливается.
Гибкая межоперационная связь обеспечивается наличием межоперационных заделов, размещаемых в накопителях или транспортной системе, что создает возможность обеспечить при выходе из строя любого станка работу остальных агрегатов до истощения межоперационных заделов.
Спутниковая автоматическая линия – линия, в которой заготовки базируются, обрабатываются и транспортируются в приспособлении-спутнике. Транспортная система в этом случае должна обеспечить возврат спутников в начало линии.
Когда в составе технологического потока одна или несколько операций реализуются на параллельно работающих станках, автоматическая линия характеризуется ветвящимся транспортным потоком. Примером такого конструктивного решения служат линии для токарной обработки и шлифования внутренних поверхностей колец подшипников.
По степени совмещения обработки с транспортированием заготовки линии подразделяют на стационарные, роторные и цепные; по компоновке – на линейные, кольцевые, прямоугольные, зигзагообразные, зетобразные; по числу потоков – на однопоточные и многопоточные, с зависимыми и независимыми потоками, с поперечным, продольным и угловым расположением основного технологического оборудования. Большинство компоновок имеют незамкнутую структуру, обеспечивающую удобный доступ для обслуживания и ремонта оборудования.
По виду транспортных систем и способу передачи деталей с одной рабочей позиции на другую автоматические линии делят на линии со сквозным транспортированием через зону обработки (в основном используют для изготовления корпусных деталей на агрегатных станках), с фронтальным (боковым) транспортированием заготовки (при обработке коленчатых валов, крупных колец и фланцев), с верхним и нижним транспортными потоками (в линиях – для изготовления шестерен, мелких и средних колец подшипников, фланцев валов).
По типу встроенного основного технологического оборудования различают автоматические линии из специальных и агрегатных станков, хотя иногда имеет место компоновка из станков разных типов.
В настоящее время изготовляют автоматические линии для крупносерийного и массового производства, предназначенные для одновременной или последовательной обработки нескольких наименований однотипных, заранее известных изделий (блоки цилиндров двигателей, корпусов редукторов, насосов, клапанов, гильз, поршней и т.д.) как с автоматической, так и с ручной переналадкой. Подобные автоматические линии или системы автоматических линий называют автоматическими переналаживаемыми линиями (системами) групповой обработки; они предназначены для одновременной или последовательной обработки группы заранее заданных изделий, однотипных по размерам и технологии обработки.
По виду обрабатываемых деталей различают линии для обработки корпусных деталей (корпуса насосов, блоки компрессоров и т.д.) и линии для обработки деталей типа тел вращения (кольца подшипников, валы, гильзы и т.д.).
2. Автоматические линии для обработки деталей типа тел вращения
Детали типа тел вращения, предназначенные для обработки на автоматических линиях, в соответствии со способами базирования, транспортирования, а также использования основного технологического оборудования делят на две основные группы: детали типа валов длиной, значительно превышающей диаметр, и детали типа дисков (колец) диаметром, большим длины (ширины).
Технологические процессы обработки этих двух основных групп обычно объединяют в типовые схемы и уточняют в зависимости от конфигурации изделий и требований точности обработки.
Для токарной обработки, например, валов широко используют токарно-копировальные, автоматы, в то время как для изготовления; изделий типа дисков и колец наибольшее применение нашли горизонтальные и вертикальные многошпиндельные токарные автоматы.
Многошпиндельные токарные автоматы выпускают в патронном и прутковом исполнении (рис. 1). В патронном исполнении их оснащают автооператором для загрузки заготовок и выгрузки отработанных деталей.
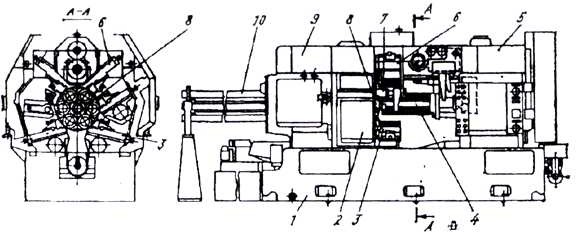
Рисунок 1. Шестишпиндельный токарный автомат: 1 – станина, 2 – передняя стойка, 3, 6 – поперечные суппорты, 4 – продольный суппорт, 5 – задняя стойка, 7 – шпиндель, 8 – шпиндельный блок, 9 – траверса, 10 – механизм поддержки прутков
Многошпиндельные токарные автоматы обладают широкими технологическими возможностями при обработке разнообразных деталей, обеспечивая высокую степень концентрации обработки. По принципу работы их подразделяют на автоматы параллельного и последовательного действия. Первые на всех шпинделях реализуют одинаковые операции и за один цикл работы обрабатывают столько сравнительно несложных деталей, сколько шпинделей имеет автомат.
Наибольшее распространение получили многошпиндельные автоматы последовательного действия (рис 2), на которых заготовки с загрузочной позиции периодическим поворотом (индексацией) шпиндельного блока 1 последовательно подводятся к рабочим позициям и одновременно обрабатываются в соответствии с технологическим процессом. Автомат оснащают поперечными суппортами 2, которые получают подачу от индивидуальных кулачков, и продольным суппортом 5, расположенным на центральной гильзе 4 и имеющим продольную подачу 5пр от своего кулачка. Иногда на продольном суппорте устанавливают скользящие державки с режущим инструментом, получающие перемещение от дополнительных индивидуальных кулачков, т.е. так же, как и инструментальные шпиндели с независимым приводом.
Читать статью Автоматическая линия | это. Что такое Автоматическая линия?
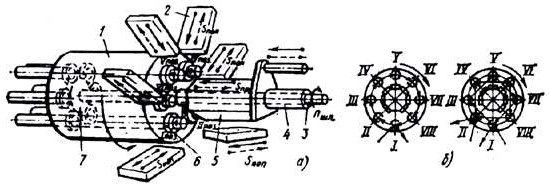
Рис. 2. Многошпиндельный токарный автомат последовательного действия
Шпиндели 6 автомата получают вращение от приводного вала 3 через общее центральное зубчатое колесо 7, вследствие чего они имеют одинаковую частоту вращения.
Большое число рабочих позиций шпинделей (6 –  позволяет использовать их в разных сочетаниях. Детали сложной формы проходят обработку на всех позициях станка, перемещаясь в каждом цикле на следующую позицию (одинарная индексация). Для более простых деталей, которые можно обрабатывать при меньшем числе рабочих позиций, применяют схему параллельно-последовательной обработки. Для этого используют две позиции в качестве загрузочных и обрабатывают детали в два потока.
позволяет использовать их в разных сочетаниях. Детали сложной формы проходят обработку на всех позициях станка, перемещаясь в каждом цикле на следующую позицию (одинарная индексация). Для более простых деталей, которые можно обрабатывать при меньшем числе рабочих позиций, применяют схему параллельно-последовательной обработки. Для этого используют две позиции в качестве загрузочных и обрабатывают детали в два потока.
Для финишной обработки деталей типа тел вращения чаще всего применяют бесцентровошлифовальные автоматы, как наиболее подходящие при решении задач автоматической загрузки-разгрузки заготовок наиболее простыми методами. Кроме того, метод бесцентрового шлифования обеспечивает более высокую производительность за счет больших подач благодаря наличию жесткой опоры по всей длине обрабатываемой детали, воспринимающей силу со стороны шлифовального круга.
На автоматической линии для токарной обработки колец конических подшипников в начале установлен автоматический бункер для накопления и выдачи штучных заготовок, а в конце – магазин (с вращающимися щетками). Транспортные устройства (конвейеры подводной и отводящий, подъемники, гибкая лотковая система) передают заготовки из бункера к многошпиндельным токарным автоматам, а обработанные кольца – к прессу клеймения и далее в магазин. Наружные кольца обрабатывают на шестишпиндельных, а внутренние – на восьмишпиндельных токарных автоматах. На каждом станке реализуется полная токарная обработка кольца. Загрузка, выгрузка и поворот кольца в процессе обработки обеспечиваются автооператором.
3. Роторные автоматические линии
По структурному построению роторные линии существенно отличаются от линий из агрегатных и других станков, соединенных единой транспортной системой. Роторные линии (рис. 3) комплектуют из роторных автоматов, на которых обработка деталей выполняется в процессе непрерывного транспортирования их совместно с режущим инструментом. Таким образом, главной особенностью роторных линий является совмещение во времени транспортирования заготовок и их обработки. Траектория перемещения заготовки по всем станкам линии 1 осуществляется транспортными роторами 2.
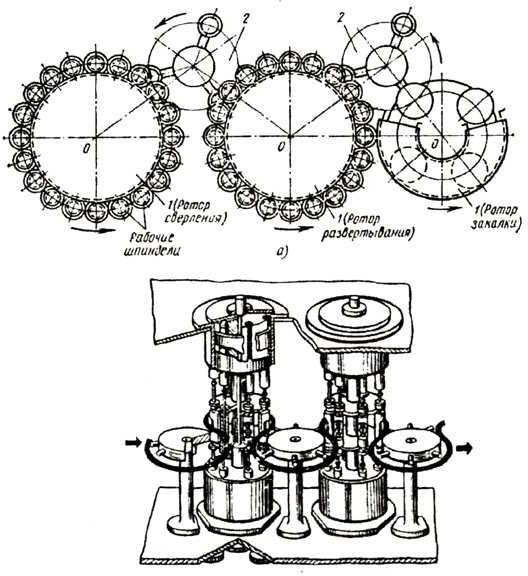
Рис. 3. Принципиальная (a) и конструктивная (б) схемы роторной линии
Производительность роторной линии зависит от числа позиций и частоты вращения роторов. В результате совмещения времени обработки со временем транспортирования заготовок роторные линии обеспечивают высокую производительность при изготовлении небольших, сравнительно простых деталей, при малом основном технологическом времени
Роторные линии эффективно используют в массовом производстве. Необходимо указать на то, что перестановка деталей с одного ротора на другой приводит к потере точности изделия.
4. Назначение гибкого автоматизированного производства
Гибкое автоматизированное производство (ГАП) – принципиально новая концепция в машиностроении, ведущая к созданию автоматизированного предприятия будущего.
Новое в концепции ГАП состоит в том, что ему свойственен централизованный способ производства, предусматривающий как можно более полную обработку деталей на одном оборудовании.
Новая концепция позволяет полностью интегрировать весь производственный цикл – от идеи до выпуска новой продукции – путем автоматизации всего комплекса процессов производства и управления на базе ЭВМ и современных достижений в электронике и приборостроении. Переход с выпуска одного изделия на выпуск другого осуществляется без остановки технологического и другого оборудования (требуемая переналадка идет параллельно с выпуском предыдущего изделия). Обобщенным понятием, распространенным на все организационные структуры и виды ГАП, является понятие гибкая производственная система (ГПС).
ГПС – это несколько единиц технологического оборудования, снабженного средствами и системами, обеспечивающими функционирование оборудования в автоматическом режиме; при этом ГПС должна обладать свойством автоматической переналадки при переходе на производство новых изделий в пределах заданной номенклатуры. По организационным признакам ГПС подразделяют на следующие виды: гибкая автоматизированная линия (ГAJl), гибкий автоматизированный участок (ГАУ), гибкий автоматизированный цех (ГАЦ), гибкий автоматизированный завод (ГАЗ). ГАЛ и ГАУ состоят из гибких производственных моделей (ГПМ) или отдельных единиц технологического оборудования.
Под ГПМ подразумевается единица технологического оборудования, оснащенная системой ЧПУ или каким-либо другим устройством ПУ и функционирующая как самостоятельно, так и в составе ГПС; при этом все функции, связанные с изготовлением изделия, должны осуществляться автоматически.
5. Принципы создания ГПС
Принцип создания предполагает нахождение оптимального соединения универсальности и автоматизации в программно-управляемом и программноперенастраиваемом оборудовании.
Нахождение оптимума ГПС является задачей технико-экономического анализа ГПС для конкретной реализации.
ГПС строят на базе модулей. Под модулем понимают первичный элемент, выполняющий автономно или в составе ГПС более высокого уровня законченную операцию.
Являясь компонентом ГПС, модуль сам может состоять из компонентов. Компонент модуля, как и модуль, может быть самостоятельно разработан, изготовлен и внедрен, но присущие ему функции управления или технологические функции могут быть выполнены только в составе модуля.
ГПС представляет собой многоуровневую структуру, на самом нижнем уровне которой находятся гибкие автоматизированные модули, затем гибкие автоматизированные линии, следующие уровни – это ГПС участка, цеха, предприятия в целом.
Модуль и иерархичность позволяют создавать проекты любого необходимого уровня вплоть до автоматизированного предприятия.
Оборудование ГПС, как основное, так и вспомогательное, при смене изделий перенастраивается путем ввода новых управляемых программных модулей. Перенастройка модулей вручную допустима в минимальных объемах и только в случаях очевидной экономической неэффективности реализации программной перенастройки.
Построение ГПС с максимальным достижением предметной замкнутости обусловливается наибольшей эффективностью внедрения бригадных форм организации труда, повышением ответственности персонала за конечный результат труда.
Максимальная предметная замкнутость является необходимым условим сокращения длительности производственного цикла за счет уменьшения времени на межоперационное пролеживание, дополнительный контроль и транспортировку деталей и сборочных единиц с участка на участок, из цеха в цех и т.д.
6. Основные характеристики ГПС
Организационная основа ГПС – это групповое производство, являющееся формой организации дискретных (прерывных) производственных процессов, экономикоорганизационной основой которых является целевая подетальная специализация участков и цехов, а технологической составляющей – унифицированная групповая форма организации технологического процесса (ТП).
Основа технологической унификации ТП – классификация деталей и их поверхностей по конструктивно-технологическому признаку на базе общности оборудования, наладки и инструментальной оснастки, например классификация деталей машиностроения (рис. 4).
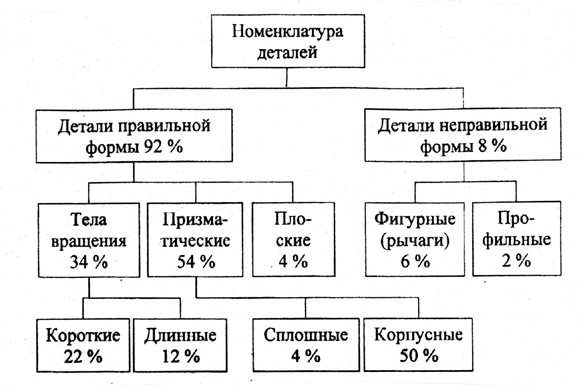
Рис. 4. Классификация деталей машиностроения
Группирование деталей для одновременной обработки на одной ГПС включает три группы условий:
- Геометрические параметры изделий, которые в основном определяют типоразмер включаемых в ГПС станков, при этом подобие формы или идентичность технологических переходов перестают играть решающую роль в составлении деталей, главными критериями становятся габариты и масса;
- Технологические параметры, определяющие возможность полной обработки каждой группы деталей на одном станке в одну – две операции или необходимость их доработки на других станках системы;
- Организационно-экономические характеристики, например обработка группы деталей для одновременного поступления на сборку, или группы деталей, обрабатываемых из одной заготовки. Группированию подлежат не только детали, но и функциональные узлы, стандартные детали и изделия
Читать статью Маркировочное оборудование — купить с доставкой ручной принтер для маркировки и каплеструйные маркиратор в Москве
Опыт показывает, что в новое изделие обычно переходит 30–50 % деталей старых конструкций, 20–40 % модернизированных, 10–20 % создаются вновь.
Модификация и разработка новых деталей с использованием унифицированных поверхностей позволяет сократить их разнообразие и включить их в существующие группы деталей.
Принцип использования типовых и унифицированных поверхностей при проектировании деталей реализуется в САПР К, входящую в интегрированную производственную систему.
Технология обработки новых деталей также разрабатывается с учетом технологии трех обрабатываемых групп деталей, что позволит включить новые детали в эти же группы для обработки и на этих же ГПС.
Понятие гибкости производственной системы является многокритериальным и неоднозначным.
Многообразие задач, решаемых методами гибкой автоматизации, не дает возможности сформулировать единые методы количественной оценки гибкости, позволяющие сравнивать различные системы.
В практике целесообразно оценивать три формы гибкости:
- Структурную – это свобода в выборе последовательности обработки; возможность замены при выходе из строя любой единицы оборудования на аналогичную; возможность наращивания системы на основе модульного принципа;
- Технологическую гибкость – способность производить заданное множество типов деталей различными способами; сравнения можно производить по индексу гибкости
- Организационную гибкость, которая в значительной мере определяет структуру ГПС.
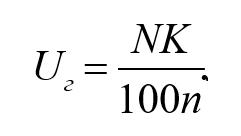
где N – номенклатура деталей, выпускаемых системой за определенный период времени; К – доля деталей, изготавливаемых на системе впервые (процент обновления номенклатуры); п – число одинаковых деталей в партии;
По степени автоматизации ГПС выделяют:
- высокую степень, при которой реализуется автоматическое управление и трехсменный режим работы;
- среднюю степень – непрерывное автоматизированное управление при многостаночном обслуживании (коэффициент многостаночного обслуживания KM > 2);
- малую степень – коэффициент многостаночности KM 2.
Высокий уровень автоматизации ГПС достигается за счет значительного усложнения оборудования при существенном росте его стоимости. В связи с этим проблема обеспечения надежности приобретает особую актуальность.
В качестве показателей оценки надежности ГПС используют
где T – суммарное время пребывания в работоспособном состоянии всех ГПМ в составе ГПС, ч; Tоб – суммарное время технического обслуживания всех ГПМ плюс суммарное неперекрываемое время технического обслуживания вспомогательного оборудования, вызывающего простой одного или нескольких ГПМ в составе ГПС, ч; Tрем – суммарное время планового и непланового ремонта всех ГПМ плюс суммарное неперекрываемое время планового и непланового ремонта вспомогательного оборудования, вызывающего простой одного или нескольких ГПМ.
7. Структура гибкой производственной системы
В настоящее время значительное повышение эффективности в машиностроении, особенно в мелкосерийном и серийном производстве, может быть достигнуто за счет широкого применения ГПС, управляемых с помощью ЭВМ.
ГПС – это совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов (РТК), ГПМ, отдельных единиц технологического оборудования и систем обеспечения их функционирования (СОФ) в автоматическом режиме в течение заданного интервала времени, обладающая свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений характеристик оборудования.
СОФ ГПС в автоматическом или автоматизированном режиме имеют следующие структурные составные части:
- Автоматизированную транспортно-складскую систему (ATCC) – систему взаимосвязанных автоматизированных транспортных и складских устройств с установкой в спутнике (на паллете) или другой транспортной таре (поддоне, кассете, в магазине) для временного накопления, распределения и доставки предметов производства и технологической оснастки к ГПМ, PTK или другому технологическому оборудованию ГПС. ATCC может выполнять автоматическое хранение, подачу на сборку элементов УСП, а также автоматическую мойку;
- Автоматизированную систему инструментального обеспечения (АСИО) – это взаимосвязанные устройства, оборудование и система управления, включая участки подготовки и настройки инструмента, его транспортировки, накопления, смены и контроля качества, обеспечивающие подготовку, хранение, автоматическую замену инструмента в магазинах, на станках;
- Автоматизированную систему удаления отходов (АСУО) – устройства с системой управления для удаления стружки и других отходов из зоны ГПМ, PTK и другого оборудования, включенного в ГПС;
- Систему автоматизированного контроля (САК) – систему контроля заданных параметров детали или изделия в процессе обработки, включающую контрольно-измерительную машину с ЧПУ, программируемые и моделирующие проверочно-испытательные машины, систему устройств и мер по контролю параметров поступающих заготовок и комплектующих изделий.
Состав и структура ГПС определяются содержанием технологического процесса, который включает:
- параметры заготовок и номенклатуру деталей;
- готовую программу выпуска деталей, определяющую цикл изготовления;
- состав технологического оборудования;
- организацию производства обслуживания оборудования в процессе изготовления, переналадки, смены инструмента, приспособления, схватов, контроля деталей;
- диагностирование, управление оборудованием и ремонтом технических средств.
В настоящее время существуют три основных направления при построении структур автоматизированных участков, линий и цехов:
Проектирование автоматической линии
После рассмотрения проектной организацией технического предложения на автоматическую линию это предложение передается на утверждение предприятию-заказчику. Крупные предприятия могут иметь собственные подразделения, занимающиеся комплексной разработкой средств автоматизации.
Заказчик рассматривает техническое предложение и в случае необходимости вносит в него необходимые дополнения и изменения, а затем возвращает проектировщику.
Проектировщик, получив от заказчика утвержденное им техническое предложение на автоматическую линию, тщательно изучает все дополнения и изменения, сделанные заказчиком по техническому предложению. Затем проектировщик приступает к разработке эскизного проекта. Эскизный проект состоит из операционного чертежа детали, обрабатываемой на линии, чертежа заготовки детали, технологического процесса обработки детали на линии, технологических операционных эскизов обработки детали на всех станках линии, общих видов станков и механизмов линии, планировки линии, циклограммы работы агрегатов линии и т.д.
Во время разработки эскизного проекта на автоматическую линию составляют задания на проектирование отдельных узлов, механизмов, инструментов линии, гидропривода, силовых головок, режущего инструмента и т.д. Проектирование может производиться как в подразделениях проектировщика, так и заказываться другим предприятиям. Каждое задание на проектирование отдельных автоматических линий должно быть четко оформлено и тщательно проработано.
Задание на проектирование приводов к станкам линии должно иметь:
- 1 .Планировку автоматической линии с нанесенными на ней станциями гидропривода и гидроцилиндрами. Для каждого гидроцилиндра, применяемого на линии, необходимо указывать размеры диаметра поршня и штока, длину хода поршня, осевое усилие на штоке для того, чтобы можно было рассчитать производительность и возможность насосной установки линии.
- 2.0бщий вид линии с нанесенными на ней электродвигателями, электромагнитами, электромагнитными муфтами, конечными выключателями и т.д. Каждый элемент электропривода должен иметь необходимую техническую характеристику, тип, мощность и т.д.
В задании на разработку режущего инструмента используют операционные эскизы обработки деталей на станках линии с указанием типа режущего инструмента, его размеров, материала и марки режущей части инструмента, а также других необходимых характеристик.
В задании на изготовление шпиндельных коробок для обработки детали в различных станках линии необходимо указать: какая операция будет выполняться, точность и чистоту обработки и режимы резания для шпиндельной коробки, материал и марку обрабатываемой детали, его твердость и припуски на обработку, конструкцию и габариты силовой головки, мощность и скорость вращения приводного электродвигателя шпиндельной коробки.
После эскизного проекта производится разработка технического проекта автоматической линии, при которой окончательно прорабатываются конструкции всех специальных узлов станков гидропривода и всех устройств и приборов электрооборудования линии. Далее окончательно уточняются конструкции и материалы режущего и мерительного инструментов.
Все чертежи узлов, оборудования линии и технологической оснастки должны быть выполнены с соблюдением технических требований.
После окончания разработки технического проекта автоматической линии проектировщик переходит к разработке рабочего проекта автоматической линии. При разработке рабочего проекта производятся деталирование и контроль всех чертежей общих видов на оборудование и технологическую оснастку, транспортные устройства и окончательная доработка всей разработанной технической документации на линию.
Рабочий проект должен иметь «Руководство» к проектируемой автоматической линии, которое содержит следующие материалы: техническую характеристику и описание устройства и работы линии, планировку оборудования линии, общие виды всех станков и механизмов, входящих в линию, операционный чертеж обрабатываемой детали и чертеж заготовки с техническими условиями, технологические эскизы на все операции обработки детали на станках линии, циклограмму работы линии, инструкцию по монтажу, приемке и эксплуатации линии, различные ведомости и т.д.
При приемке линии заказчик должен строго следить за выполнением технических условий на изготовленную автоматическую линию, а также за качеством деталей и производительностью линии.
В состав технических условий на автоматическую линию включают следующие пункты: назначение линии; качество изготовления линии, которое должно соответствовать стандарту, а также соответствующим условиям на автоматические линии; выполнение требуемой точности, чистоты и технических условий при обработке деталей на линии; производительность автоматической линии; последовательность испытания и сдачи линии на прецприятии-изготовителе; комплектность поставки оборудования и последовательность монтажа, отладки; устранение недоделок и сдачу линии предприятию-заказчику; гарантирование определенного срока работы оборудования линии.
Обработанные на линии детали должны строго соответствовать операционному чертежу на обрабатываемую деталь и техническим условиям, указанным в операционном чертеже.
Производительность автоматической линии определяется номинальным временем цикла ее работы и коэффициентом технического использования линии.
После приемки автоматической линии предприятие-заказчик самостоятельно несет ответственность за обслуживание и сохранность оборудования при нормальной эксплуатации, обеспечение линии качественными заготовками и режущим инструментом, соблюдение принятого технологического процесса обработки детали на линии, получение детали на линии, полностью соответствующей чертежу и техническим условиям.
Целесообразность проектирования и изготовления автоматической линии определяют путем сравнения технико-экономических показателей, получаемых при обработке детали на автоматической линии, с технико-экономическими показателями, полученными при обработке на неавтоматизированной линии. Основным условием для проектирования линии является снижение себестоимости обработки на поточной линии, состоящей из отдельных высокопроизводительных станков. Если при обработке детали на проектируемой автоматической линии себестоимость получения детали выше, чем на поточной, то заказ на проектирование автоматической линии теряет смысл.
Основными критериями эффективности применения автоматической линии являются снижение себестоимости и срок окупаемости капитальных вложений в нее.
Вопрос 2 Особенности проектирования технологических процессов изготовления деталей на автоматических линиях и станках с чпу
Автоматическая линия (АЛ) — это непрерывно действующий комплекс взаимосвязанного оборудования и системы управления, требующий полной временной синхронизации операций и переходов. Наиболее эффективными методами синхронизации являются концентрация и дифференциация ТП.
Дифференциация технологического процесса, упрощение и синхронизация переходов — необходимые условия надежности и производительности. Однако есть свои рациональные пределы дифференциации ТП и упрощения переходов. Чрезмерная дифференциация приводит к усложнению обслуживающего оборудования, увеличению площадей и объема обслуживания.
Целесообразная концентрация операций и переходов, может быть осуществлена путем агрегатирования, применения многоинструментальных наладок.
Для синхронизации работы в автоматической линии (АЛ) определяется лимитирующий инструмент, лимитирующий станок и лимитирующий участок, по которым устанавливается реальный такт АЛ, мин,
где Ф — действительный фонд работы оборудования, ч; N — программа выпуска, шт.
Станки с числовым программным управлением (ЧПУ) обеспечивают высокую степень автоматизации и широкую универсальность, резко сокращая путь от чертежа до готовой детали в условиях как единичного, так и серийного производства.
Станки с ЧПУ дают высокую точность и качество изделий и могут использоваться при обработке сложных деталей с точными ступенчатыми или криволинейными контурами. При этом снижается себестоимость обработки, квалификация и число обслуживающего персонала. Автоматизация подготовки управляющих программ (УП) делает возможным автоматизировать весь комплекс работ: от проектирования до изготовления и контроля.
Особенности обработки деталей на станках с ЧПУ определяются особенностями самих станков и, в первую очередь, их системами ЧПУ, которые обеспечивают:
сокращение времени наладки и переналадки оборудования, включая время программирования обработки, что весьма важно для работы переналаживаемых АПС;
увеличение сложности циклов обработки, что в наибольшей степени реализуется на многооперационных станках с ЧПУ (обрабатывающих центрах) при обработке сложных деталей со многими обрабатываемыми поверхностями;
возможность реализации ходов цикла со сложной траекторией, что позволяет обрабатывать детали любой сложности;
возможность унификации систем управления станков с СУ другого оборудования, например промышленных роботов (ПР), транспортеров, накопителей, автоматизированных складов, что позволяет использовать станки с ЧПУ в составе АПС и реализовать в этих автоматизированных производственных системах роботизированные ТП;
возможность использования ЭВМ для управления станками с ЧПУ, входящими в состав АПС, что позволяет значительно расширить технологические возможности всей АПС, увеличить сложность и номенклатуру деталей, обрабатываемых в АПС, автоматизировать и оптимизировать разработку маршрутной и операционной технологий, транспортно-технологических схем роботизированных процессов.
Похожие записи:
- ЕТКС. НАЛАДЧИК АВТОМАТИЧЕСКИХ ЛИНИЙ И АГРЕГАТНЫХ СТАНКОВ (5-й разряд)
- Линия по производству гофрокартона: паровая и другая
- ГОСТ 10580-2006 Оборудование технологическое для литейного производства. Общие технические условия
- Определение потребного количества оборудования — Проектирование машиностроительных цехов и заводов
Проектирование современных производственных линий
Современные производственные линии являются незаменимым элементом отрасли. Грамотно спроектированные технологические линии — отличный способ повысить эффективность производства и снизить затраты компании. Нужно отметить, что если вас интересуют производственные линии, то рекомендуем посетить сайт — https://proplast.ru/search/sell/3629/1/оборудование%20для%20переработки%20пластика/.
Технологические линии можно использовать даже 24 часа в сутки, что значительно улучшает работу предприятия. Несомненным преимуществом современных производственных линий также является высокая степень безопасности.

Работа на производстве по-прежнему связана с очень высоким процентом несчастных случаев среди работников физического труда. Чтобы этого не допустить, стоит внедрять системы, автоматизирующие и улучшающие работу. Что нужно знать о современных производственных линиях? Почему стоит инвестировать в этот тип технологических решений?
Роботизация производственных линий
Все больше предпринимателей решают внедрить современные решения в области роботизации в своих компаниях. Производственные линии являются прекрасным примером использования таких систем.
Роботизированные производственные линии позволяют значительно снизить себестоимость производства и ускорить протекание отдельных его этапов. Автоматизация производственных линий становится все более важной. Современные технологические линии управляются передовыми роботами и автоматами.
ЧИТАТЬ ТАКЖЕ: Исчерпывающее руководство по покупке самого удобного матраса в Интернете
Проектирование современных производственных линий
В связи с высоким спросом на современные решения по автоматизации в сфере производства, многие компании решили специализироваться на проектировании технологических линий. Профессиональные компании, проектирующие современные производственные линии, предлагают широкий спектр решений для различных видов бизнеса.
Они используются как во вновь созданных компаниях, так и на предприятиях, проходящих реорганизацию. Конструкции современных производственных линий адаптированы к возможностям и требованиям данного отдела, что обеспечивает максимально выгодные результаты.
На что обратить внимание при выборе производителя производственных линий?
Каждый инвестор, заинтересованный во внедрении современной производственной линии в своей компании, ожидает оптимального решения для профиля своей деятельности. Выбор производителя оборудования – непростая задача, но есть определенные критерии, которые помогут сделать правильный выбор. Если мы хотим использовать самые современные технологии производства, стоит заинтересоваться компаниями с сильными рыночными позициями.
Источник https://tukcom.ru/promyshlennost/proektirovanie-avtomaticheskoj-linii-voprosy-avtomatizacii-v-mashinostroenii/
Источник https://profithunt.ru/promyshlennost/proektirovanie-avtomaticheskoj-linii-voprosy-avtomatizacii-v-mashinostroenii/
Источник https://teplius.ru/stati/proektirovanie-sovremennyh-proizvodstvennyh-linij.html