Стандарты на фланцы: ГОСТ 33259-2015, 54432-11, 12820-80, 12821-80, 12822-80
Стандарт подготовлен на основе применения ГОСТ Р 54432-2011 (отменен с 1 апреля 2017 г.) и издан взамен ГОСТ 12815-80, ГОСТ 12816-80, ГОСТ 12817-80, ГОСТ 12818-80, ГОСТ 12819-80, ГОСТ 12820-80, ГОСТ 12821-80, ГОСТ 12822-80.
В настоящем стандарте учтены основные нормативные положения следующих международных стандартов:
- ISO 7005-1:2011 «Фланцы трубопроводов. Часть 1. Стальные фланцы для промышленных трубопроводов и систем трубопроводов многоцелевого назначения»;
- ISO 7005-2:1988 «Фланцы металлические. Часть 2. Фланцы из литейного чугуна».
Настоящий стандарт распространяется на присоединительные фланцы трубопроводной арматуры, соединительных частей и трубопроводов, а также на присоединительные фланцы машин, оборудования, приборов, патрубков, аппаратов и резервуаров на номинальное давление до 250 и устанавливает конструкцию и размеры стальных и чугунных фланцев, определяет типы фланцев, типы форм уплотнительных поверхностей, устанавливает технические требования к изготовлению, маркировке, испытаниям и контролю.
В настоящем стандарте приведены рекомендации по выбору материала для фланцев и крепежных деталей фланцевых соединений, а также по выбору уплотнительной поверхности в зависимости от опасности и параметров рабочей среды.
Пример маркировки стального приварного встык фланца DN 50 на PN 10, тип 11, ряд 1 исполнение M из стали 25 по IV группе контроля:
Товарный знак изготовителя 50-10-11-1-М-Ст 25-IV
Дополнительно изготовитель может вводить другие знаки маркировки (например, диаметр присоединяемой трубы). Для фланцев с группой контроля V дополнительно маркируется заводской номер.
Сравнительные таблицы обозначений фланцев и исполнений уплотнительных поверхностей фланцев по настоящему стандарту и ГОСТ 12815—80 — ГОСТ 12822—80
Т а б л и ц а 1 — Наименование и обозначение исполнений уплотнительных поверхностей
| Рисунок | ГОСТ 12815-80 | ГОСТ 33259 |
| — | Исполнение А | |
| Исполнение 1 | Исполнение B | |
| Исполнение 2 | Исполнение E | |
| Исполнение 3 | Исполнение F | |
| Исполнение 4, 8 | Исполнение C, L | |
| Исполнение 5, 9 | Исполнение D, M | |
| Исполнение 6 | Исполнение K | |
| Исполнение 7 | Исполнение J |
Т а б л и ц а 2 — Структура обозначения фланцев
Т а б л и ц а 3 — Обозначение фланцев при заказе
| Обозначение по ГОСТ 12820-80 — ГОСТ 12822-80 | Обозначение по ГОСТ 33259 |
| Фланец стальной плоский приварной DN 50, PN 10 | |
| Фланец 1-50-10 Ст 25 ГОСТ 12820—80 | Фланец 50-10-01-1-B-Ст 25-III ГОСТ 33259 |
| Фланец 2-50-10 Ст 25 ГОСТ 12820—80 | Фланец 50-10-01-1-E-Ст 25-IV ГОСТ 33259 |
| Фланец 3-50-10 Ст 25 ГОСТ 12820—80 | Фланец 50-10-01-1-F-Ст 25-IV ГОСТ 33259 |
| Фланец 4-50-10 Ст 25 ГОСТ 12820—80 | Фланец 50-10-01-1-C-Ст 25-IV ГОСТ 33259 |
| Фланец 4-50-10 Ст 09Г2С ГОСТ 12820—80 | Фланец 50-10-01-1-С-Ст 09Г2С-III ГОСТ 33259 |
| Фланец 5-50-10 Ст 25 ГОСТ 12820—80 | Фланец 50-10-01-1-D-Ст 25-IV ГОСТ 33259 |
| Фланец 8-50-10Ф Ст 25 ГОСТ 12820—80 | Фланец 50-10-01-1-L-Ст 25-IV ГОСТ 33259 |
| Фланец 9-50-10Ф Ст 25 ГОСТ 12820—80 | Фланец 50-10-01-1-М-Ст 25-IV ГОСТ 33259 |
| Фланец стальной приварной встык DN 50, PN 10 | |
| Фланец 1-50-10 Ст 25 ГОСТ 12821—80 | Фланец 50-10-11-1-B-Ст 25-III ГОСТ 33259 |
| Фланец 2-50-10 Ст 25 ГОСТ 12821—80 | Фланец 50-10-11-1-E-Ст 25-IV ГОСТ 33259 |
| Фланец 3-50-10 Ст 25 ГОСТ 12821—80 | Фланец 50-10-11-1-F-Ст 25-IV ГОСТ 33259 |
| Фланец 4-50-10 Ст 25 ГОСТ 12821—80 | Фланец 50-10-11-1-C-Ст 25-IV ГОСТ 33259 |
| Фланец 5-50-10 Ст 25 ГОСТ 12821—80 | Фланец 50-10-11-1-D-Ст 25-IV ГОСТ 33259 |
| Фланец 6-50-10 Ст 25 ГОСТ 12821—80 | Фланец 50-10-11-1-K-Ст 25-IV ГОСТ 33259 |
| Фланец 7-50-10 Ст 25 ГОСТ 12821—80 | Фланец 50-10-11-1-J-Ст 25-IV ГОСТ 33259 |
| Фланец 8-50-10Ф Ст 25 ГОСТ 12821—80 | Фланец 50-10-11-1-L-Ст 25-IV ГОСТ 33259 |
| Фланец 9-50-10Ф Ст 25 ГОСТ 12821—80 | Фланец 50-10-11-1-М-Ст 25-IV ГОСТ 33259 |
| Фланец стальной приварной встык DN 50, PN 100 | |
| Фланец 2-50-100 Ст 25 ГОСТ 12821—80 | Фланец 50-100-11-1-E-Ст 25-III ГОСТ 33259 |
| Фланец 3-50-100 Ст 25 ГОСТ 12821—80 | Фланец 50-100-11-1-F-Ст 25-IV ГОСТ 33259 |
| Фланец 4-50-100 Ст 25 ГОСТ 12821—80 | Фланец 50-100-11-1-C-Ст 25-IV ГОСТ 33259 |
| Фланец 4-50-100 Ст 09Г2С ГОСТ 12821—80 | Фланец 50-100-11-1-С-Ст 09Г2С-III ГОСТ 33259 |
| Фланец 5-50-100 Ст 25 ГОСТ 12821—80 | Фланец 50-100-11-1-D-Ст 25-IV ГОСТ 33259 |
| Фланец 6-50-100 Ст 25 ГОСТ 12821—80 | Фланец 50-100-11-1-K-Ст 25-IV ГОСТ 33259 |
| Фланец 7-50-100 Ст 25 ГОСТ 12821—80 | Фланец 50-100-11-1-J-Ст 25-IV ГОСТ 33259 |
| Фланец 8-50-100Ф Ст 25 ГОСТ 12821—80 | Фланец 50-100-11-1-L-Ст 25-IV ГОСТ 33259 |
| Фланец 9-50-100Ф Ст 25 ГОСТ 12821—80 | Фланец 50-100-11-1-М-Ст 25-IV ГОСТ 33259 |
| Фланец стальной свободный на приварном кольце DN 50, PN 10 | |
| Фланец 50-10 Ст 25 ГОСТ 12822—80 Кольцо 2-50-10 ГОСТ 12822—80 | Фланец 50-10-02-1-Ст 25-IV ГОСТ 33259 Кольцо 50-10-02-1-E-Ст 25-IV ГОСТ 33259 |
| Фланец 50-10 Ст 25 ГОСТ 12822—80 Кольцо 3-50-10 ГОСТ 12822—80 | Фланец 50-10-02-1-Ст 25-IV ГОСТ 33259 Кольцо 50-10-02-1-F-Ст 25-IV ГОСТ 33259 |
| Фланец 50-10 Ст 25 ГОСТ 12822—80 Кольцо 4-50-10 ГОСТ 12822—80 | Фланец 50-10-02-1-Ст 25-IV ГОСТ 33259 Кольцо 50-10-02-1-C-Ст 25- IV ГОСТ 33259 |
| Фланец 50-10 Ст 25 ГОСТ 12822—80 Кольцо 5-50-10 ГОСТ 12822—80 | Фланец 50-10-02-1-Ст 25-IV ГОСТ33259 Кольцо 50-10-02-1-D-Ст 25-IV ГОСТ 33259 |
| Фланец 50-10 Ст 25 ГОСТ 12822—80 Кольцо 6-50-10 ГОСТ 12822—80 | Фланец 50-10-02-1-Ст 25-IV ГОСТ 33259 Кольцо 50-10-02-1-K-Ст 25-IV ГОСТ 33259 |
| Фланец 50-10 Ст 25 ГОСТ 12822—80 Кольцо 7-50-10 ГОСТ 12822—80 | Фланец 50-10-02-1-Ст 25-IV ГОСТ 33259 Кольцо 50-10-02-1-J-Ст 25-IV ГОСТ 33259 |
| Фланец 50-10 Ст 25 ГОСТ 12822—80 Кольцо 8-50-10Ф ГОСТ 12822—80 | Фланец 50-10-02-1-Ст 25-IV ГОСТ 33259 Кольцо 50-10-02-1-L-Ст 25-IV ГОСТ 33259 |
| Фланец 50-10 Ст 25 ГОСТ 12822—80 Кольцо 9-50-10Ф ГОСТ 12822—80 | Фланец 50-10-02-1-Ст 25-IV ГОСТ 33259 Кольцо 50-10-02-1-М-Ст 25-IV ГОСТ 33259 |
| П р и м е ч а н и е — В обозначении фланцев по ГОСТ 33259 материал фланца Ст 25 и группы контроля III и IV приведены только для примера. | |
Цены на фланцы давлением до PN 250 по ГОСТ 33259-2015 можно посмотреть и заказать в каталоге, а те позиции, которых в каталоге нет рассчитываются по предварительной заявке. Доставку осуществляем по всей РФ: по Перми и до ТК бесплатно, а в регионы следующими транспортными компаниями по согласованной стоимости.
Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление от PN 1 до PN 200 ГОСТ Р 54432-2011
Фланцы предназначены для применения в соединениях с эластичными, металлическими, зубчатыми, линзовыми, спиральнонавитыми, асбометаллическими прокладками и прокладками овального сечения. Фланцы изготавливаются ковкой, штамповкой, методом кислородной и плазменно-дуговой резки, гибкой из полосового проката с последующей сваркой стыка. Допускается изготавливать фланцы другими методами. Фланцы изготавливаются с уплотнительными поверхностями исполнений 1-9 и присоединительными размерами по ГОСТ 12815-80.
Технические требования, материал фланцев, крепежных деталей и прокладок, а также маркировка, упаковка и транспортирование по ГОСТ 12816-80. Настоящий стандарт распространяется на фланцы трубопроводов соединительных частей, а также на присоединительные фланцы арматуры, машин, приборов, патрубков аппаратов и резервуаров на условное давление Рy от 0,1 до 20,0 МПа (от 1 до 200 кгс/см²) и температуру среды от 20 до 873 К (-253. +600°С). Фланцы рассчитаны на действие внутреннего давления среды без учетов внешних изгибающих моментов.
Пример маркировки стального приварного встык фланца DN 50 на PN 10, тип 11, ряд 1, исполнение М, из стали 25 по группе контроля IV:
Товарный знак изготовителя 50-10-11-1-М-Ст 25-IV
Фланцы стальные плоские приварные ГОСТ 12820-80

Настоящий стандарт распространяется на стальные плоские приварные фланцы трубопроводов и соединительных частей, а также на присоединительные фланцы арматуры, соединительных частей машин, приборов, патрубков аппаратов и резервуаров на условное давление Рy от 0,1 до 2,5 МПа (от 1 до 25 кгс/см²); температуру среды от 203 до 573 К (-70. + 300°С); внутренним диаметром от 10 до 2400 мм.
Пример условного обозначения стального плоского приварного фланца условным диаметром 150 мм, внутренним диаметром 159 мм — тип Б, рабочим давлением 1,6 МПа (16 кгс/см²), из стали 25, исполнения 1 (с соединительным выступом):
Фланец 1-150Б-16 ст. 25 ГОСТ 12820-80
Фланцы стальные приварные встык (воротниковые) ГОСТ 12821-80.

Настоящий стандарт распространяется на стальные приварные фланцы трубопроводов и соединительных частей, а также на присоединительные фланцы арматуры, соединительных частей машин, приборов, патрубков, аппаратов и резервуаров на условное давление Р от 0,1 до 20,0 МПа (от 1 до 200 кгс/см²); температуру среды от 20 до 873 К (-253. +600°С); внутренним диаметром от 10 до 1600 мм.
Пример условного обозначения стального приварного встык фланца условным диаметром 100 мм, рабочим давлением 1,0 МПа (10 кгс/см²), из стали 25, исполнения 1 (с соединительным выступом):
Фланец 1-100-10 ст. 25 ГОСТ 12821-80
Фланцы стальные свободные на приварном кольце ГОСТ 12822-80.

Настоящий стандарт распространяется на стальные свободные на приварном кольце фланцы трубопроводов и соединительных частей машин, приборов, патрубков аппаратов и резервуаров на Ру от 0,1 до 2,5 МПа (от 1 до 25 кгс/см2) и температуру среды от 243 до 573 К (от — 30 . + 300 °С); внутренним диаметром от 10 до 500 мм.
Пример условного обозначения круглого стального свободного фланца Dy 50 мм на Рy 0,6 МПа (6 кгс/см2) из стали 20:
Фланец 50-6 ст. 20 ГОСТ 12822-80
Отправляйте заявки на химико-термическую обработку на свои и приобретенные у нас фланцы на номинальное давление до PN 250 ГОСТ 33259-2015 на e-mail: ion@procion.ru или звоните по тел./факс +7(342) 224-14-44 (с 7 до 16 часов по московскому времени).
Либо воспользуйтесь БЛОКОМ КНОПОК или ЗАКАЗАТЬ ОБРАТНЫЙ ЗВОНОК внизу страницы и мы сами свяжемся с вами.
Фланцы стальные ГОСТ 33259 — 2015 часть 1
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0—92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2—2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Закрытым акционерным обществом «Научно-производственная фирма «Центральное конструкторское бюро арматуростроения» (ЗАО «НПФ «ЦКБА»)
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 259 «Трубопроводная арматура и сильфоны»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 марта 2015 г. № 76-П)
За принятие проголосовали:
| Краткое наименование страны по МК (ИСО 3166) 004—97 | Код страны по МК (ИСО 3166) 004—97 | Сокращенное наименование национального органа по стандартизации |
| Армения | AM | Минэкономики Республики Армения |
| Беларусь | BY | Госстандарт Республики Беларусь |
| Киргизия | KG | Кыргызстандарт |
| Россия | RU | Росстандарт |
| Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 26 мая 2015 г. № 443-ст межгосударственный стандарт ГОСТ 33259—2015 введен в действие в качестве национального стандарта Российской Федерации с 1 апреля 2016 г.
5 В настоящем стандарте учтены основные нормативные положения следующих международных стандартов:
— ISO 7005-1:2011 «Фланцы трубопроводов. Часть 1. Стальные фланцы для промышленных трубопроводов и систем трубопроводов многоцелевого назначения» («Pipe fanges — Part 1: Steel fanges for industrial and general service piping systems», NEQ)
— ISO 7005-2:1988 «Фланцы металлические. Часть 2. Фланцы из литейного чугуна» («Metallic fanges — Part 2: Cast iron fanges», NEQ)
6 Подготовлен на основе применения ГОСТ Р 54432—2011*.
7 ВЗАМЕН ГОСТ 12815—80, ГОСТ 12816—80, ГОСТ 12817—80, ГОСТ 12818—80, ГОСТ 12819—80, ГОСТ 12820—80, ГОСТ 12821—80, ГОСТ 12822—80.
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет _______________
* Приказом Федерального агентства по техническому регулированию и метрологии от 26 мая 2015 г. ГОСТ Р 54432—2011 отменен с 1 апреля 2017 г.
© Стандартинформ, 2016
8 Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т
ФЛАНЦЫ АРМАТУРЫ, СОЕДИНИТЕЛЬНЫХ ЧАСТЕЙ И ТРУБОПРОВОДОВ НА НОМИНАЛЬНОЕ ДАВЛЕНИЕ ДО PN 250
Конструкция, размеры и общие технические требования
Flanges for valves, fttings and pipelines for pressure to PN 250. Design, dimensions and general technical requirements
Дата введения — 2016—04—01
1 Область применения
Настоящий стандарт распространяется на присоединительные фланцы трубопроводной арматуры (далее — арматуры), соединительных частей и трубопроводов, а также на присоединительные фланцы машин, оборудования, приборов, патрубков, аппаратов и резервуаров на номинальное давление до PN 250 и устанавливает конструкцию и размеры стальных и чугунных фланцев, определяет типы фланцев, типы форм уплотнительных поверхностей, устанавливает технические требования к изготовлению, маркировке, испытаниям и контролю.
В настоящем стандарте приведены рекомендации по выбору материала для фланцев и крепежных деталей фланцевых соединений а также по выбору уплотнительной поверхности в зависимости от опасности и параметров рабочей среды.
На фланцы для других объектов, параметров и условий применения действуют ГОСТ 1536, ГОСТ 4433, ГОСТ 9399, ГОСТ 25660, ГОСТ 28759.1 — ГОСТ 28759.5, [1].
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.301—68 Единая система конструкторской документации. Форматы
ГОСТ 9.014—78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.303—84 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 12.1.007—76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.044—89 Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 356—80 Арматура и детали трубопроводов. Давления номинальные, пробные и рабочие. Ряды
ГОСТ 977—88 Отливки стальные. Общие технические условия
ГОСТ 1050—88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1215—79 Отливки из ковкого чугуна. Общие технические условия
ГОСТ 1412—85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 1536—76 Фланцы судовых трубопроводов. Присоединительные размеры и уплотнительные поверхности
ГОСТ 1577—93 Прокат толстолистовой и широкополосный из конструкционной качественной стали. Технические условия
ГОСТ 2590—2006 Прокат сортовой стальной горячекатаный круглый. Сортамент
ГОСТ 2591—2006 Прокат сортовой стальной горячекатаный квадратный. Сортамент
ГОСТ 4433—76 Фланцы арматуры, соединительных частей и трубопроводов судовые. Типы
ГОСТ 4543—71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5520—79 Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 5632—72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5773—90 Издания книжные и журнальные. Форматы
ГОСТ 6032—2003 (ИСО 3651-1:1998, ИСО 3651-2:1998) Стали и сплавы коррозионно-стойкие. Методы испытаний на стойкость к межкристаллитной коррозии
ГОСТ 7293—85 Чугун с шаровидным графитом для отливок. Марки
ГОСТ 7350—77 Сталь толстолистовая коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 7505—89 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски
ГОСТ 8479—70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 9399—81 Фланцы стальные резьбовые на Ру 20—100 МПа (200—1000 кгс/см2). Технические условия
ГОСТ 9454—78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9833—73 Кольца резиновые уплотнительные круглого сечения для гидравлических и пневматических устройств. Конструкция и размеры
ГОСТ 14140—81 Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей
ГОСТ 14192—96 Маркировка грузов
ГОСТ 14637—89 (ИСО 4995—78) Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 14782—86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 14792—80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 15180—86 Прокладки плоские эластичные. Основные параметры и размеры
ГОСТ 19281—89 (ИСО 4950-2—81, ИСО 4950-3—81, ИСО 4951—79, ИСО 4995—78, ИСО 4996—78, ИСО 5952—83) Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 20072—74 Сталь теплоустойчивая. Технические условия
ГОСТ 20700—75 Болты, шпильки, гайки и шайбы для фланцевых и анкерных соединений, пробки и хомуты с температурой среды от 0 до 650 ºС. Технические условия
ГОСТ 21120—75 Прутки и заготовки круглого и прямоугольного сечения. Методы ультразвуковой дефектоскопии
ГОСТ 22727—88 Прокат листовой. Методы ультразвукового контроля
ГОСТ 23304—78 Болты, шпильки, гайки и шайбы для фланцевых соединений атомных энергетических установок. Технические требования. Приемка. Методы испытаний. Маркировка, упаковка, транспортирование и хранение
ГОСТ 23055—78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 24507—80 Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии
ГОСТ 24856—2014 Арматура трубопроводная. Термины и определения
ГОСТ 25054—81 Поковки из коррозионно-стойких сталей и сплавов. Общие технические условия
ГОСТ 25660—83 Фланцы изолирующие для подводных трубопроводов на Pу 10,0 МПа (≈100 кгс/см2).
ГОСТ 26645—851) Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку
ГОСТ 28759.1—90 Фланцы сосудов и аппаратов. Типы и параметры
ГОСТ 28759.2—90 Фланцы сосудов и аппаратов стальные плоские приварные. Конструкция и размеры
ГОСТ 28759.3—90 Фланцы сосудов и аппаратов стальные приварные встык. Конструкция и размеры
ГОСТ 28759.4—90 Фланцы сосудов и аппаратов стальные приварные встык под прокладку восьмиугольного сечения. Конструкция и размеры
ГОСТ 28759.5—90 Фланцы сосудов и аппаратов. Технические требования
ГОСТ 30893.1—2002 (ИСО 2768-1—89) Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками
ГОСТ 31901—2013 Арматура трубопроводная для атомных станций. Общие технические условия
ГОСТ 33260—2015 Арматура трубопроводная. Металлы, применяемые в арматуростроении. Основные требования к выбору материалов
Издание официальное
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
3.1 В настоящем стандарте применены термины по ГОСТ 24856.
3.2 В настоящем стандарте применены следующие сокращения:
НД — нормативная документация;
КД — конструкторская документация;
ТУ — технические условия; МКК — межкристаллитная коррозия; УЗК — ультразвуковой контроль; СКР — сульфидное коррозионное растрескивание; ТРГ — терморасширенный графит; СНП — спирально-навитые прокладки;
PN — номинальное давление (в стандарте указано в бар или кгс/см2).
4 Типы фланцев и исполнения уплотнительных поверхностей
4.1 Типы фланцев и их обозначения приведены на рисунке 1.
4.2 Исполнения уплотнительных поверхностей и их обозначения приведены на рисунке 2.
4.3 Применяемость фланцев номинального диаметра DN в зависимости от номинального давления PN для каждого типа фланцев приведена в таблице 1.
1) На территории Российской Федерации действует ГОСТ Р 53464—2009 «Отливки из металлов и сплавов.
Допуски размеров, массы и припуски на механическую обработку».
Примечание- Штрихпунктирная линия — для уплотнительной поверхности исполнения А (для РN1,РN 2,5 и РN6)
Тип 01 — Фланец стальной плоский приварной
Тип 03 — Фланец стальной плоский свободный на отбортовке
Тип 11 — Фланец стальной приварной встык
Тип 21 — Фланец корпуса арматуры
Примечания
1 Фланцы типов 01, 04, 11, 21 соответствуют фланцам типов 01, 04, 11, 21 по [2].
2 Фланцы типа 02 соответствуют фланцам типа 02 с приварным кольцом типа 32 по [2].
3 Фланцы типа 03 соответствуют фланцам типа 02 с отбортовкой типа 33 по [2].
4 Фланцы типа 21 и элемент отбортовки для фланца типа 03 являются элементами арматуры, оборудования или соединительных частей трубопроводов и отдельно не изготавливаются.
5 Фланцы типов 01 и 02 — только для температуры применения не ниже минус 40 °С.
Рисунок 1 — Типы фланцев
ГОСТ 33259—2015
Исполнения С, L — Шип
Исполнение К — Под линзовую прокладку
Примечание — Уплотнительные поверхности исполнений L и M используют под фторопластовые прокладки.
Рисунок 2 — Исполнения уплотнительных поверхностей
ГОСТ 33259—2015
Номинальное давление

Фланцы стальные плоские приварные

Фланцы стальные плоские свободные на приварном кольце

Фланцы стальные плоские свободные на отбортовке и на хомуте под приварку

Фланцы стальные приварные встык

Фланцы литые стальные (корпус арматуры)
Фланцы литые из серого чугуна (корпус арматуры)
Фланцы литые из ковкого чугуна (корпус арматуры)
Примечания
- «х» обозначена применяемость фланцев.
- Фланцы типа 03 — только на PN 2,5, PN 6, PN 10, PN 16.
- Фланцы типа 04 — только на PN 10, PN 16, PN 25.
- Фланцы типов 01 и 02 — только для температуры применения не ниже минус 40 °С.
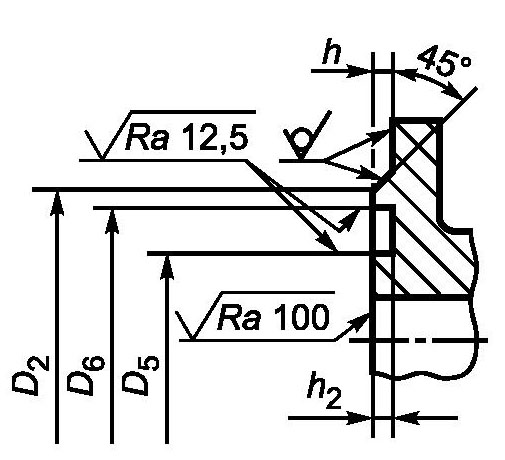
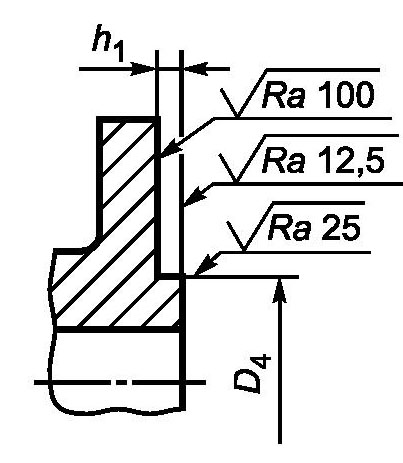
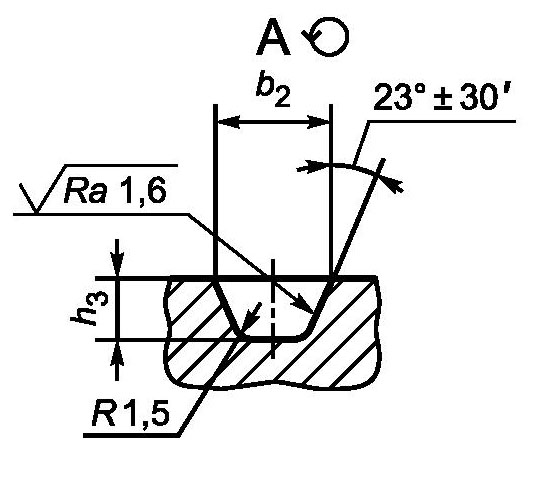
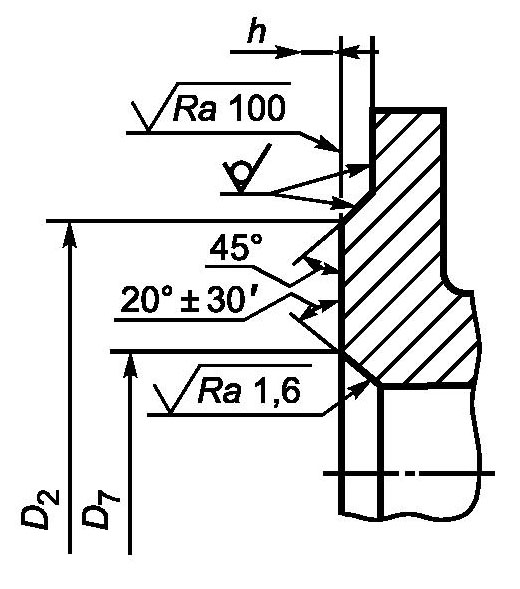
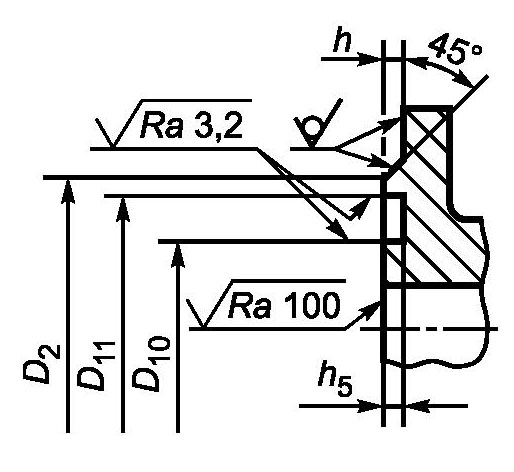
Размеры уплотнительных поверхностей фланцев приведены на рисунке 3 и в таблице 2. Ряд 1 предпочтительный.
 |  |  |  |
| Исполнение А | Исполнение В | Исполнение С | Исполнение D |
 | |  |  |
| Исполнение Е | Исполнение F | Исполнение J | |
 |  |  | |
| Исполнение К | Исполнение L | Исполнение М | |
Рисунок 3 — Размеры уплотнительных поверхностей фланцев
Примечания
1 Допускается вместо угла 45º выполнять скругление радиусом по КД.
2 Исполнение А — только для PN 1, PN 2,5 и PN 6. Толщина фланца для исполнения А приведена в таблицах 3 или 6 (для этого исполнения h = 0).
3 Минимальная шероховатость уплотнительных поверхностей для исполнений А, В, С, D, E, F — Ra 3,2; исполнений L, M — Ra 0,8, а максимальная приведена на рисунках.
Таблица 2 — Размеры уплотнительных поверхностей фланцев (см. рисунок 3)
Размеры в миллиметрах
Размеры в миллиметрах
Размеры в миллиметрах
Размеры в миллиметрах
_
Размеры в миллиметрах
Размеры в миллиметрах
Размеры в миллиметрах
Размеры в миллиметрах
Размеры в миллиметрах
Размеры в миллиметрах
Размеры в миллиметрах
Размеры в миллиметрах
Размеры в миллиметрах
Примечания
- Ряд 2 соответствует [2].
- Для ряда 2 фланцы с уплотнительными поверхностями исполнений С, D, E, F в соответствии с рисунком 3 не применяются на PN 2,5 и PN 6
Фланцы стальные ГОСТ 33259 — 2015 часть 2
ГОСТ 33259—2015
6 Размеры стальных и чугунных фланцев
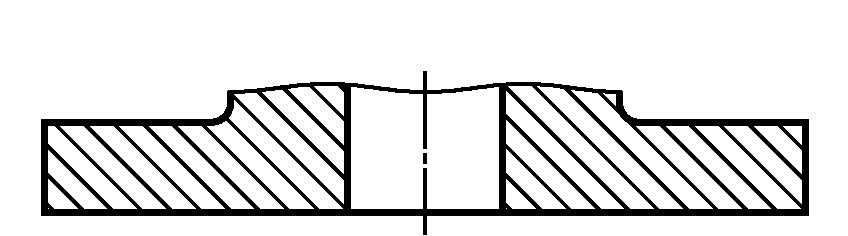
6.1 Размеры фланцев стальных плоских приварных (тип 01) приведены на рисунке 4 и в таблице 3. Ряд 1 предпочтительный.
При меча н ие — Допускается выполнять фаску под сварной шов с углом (50 ± 5)º.
Рисунок 4 — Размеры фланцев стальных плоских приварных (тип 01) и схема монтажа к трубе
Таблица 3 — Размеры фланцев стальных плоских приварных, тип 01 (см. рисунок 4)
Размеры в миллиметрах
Размеры в миллиметрах
8**
Размеры в миллиметрах
Размеры в миллиметрах
Размеры в миллиметрах
Размеры в миллиметрах
Размеры в миллиметрах
Размеры в миллиметрах
** Фланцы с четырьмя отверстиями могут поставляться только по договоренности между изготовителем фланцев и заказчиком.
- Ряд 2 соответствует [2].
- Размер с1 может уточняться в зависимости от технологии сварки и размера трубы.
- Фланцы должны изготавливаться с уплотнительными поверхностями исполнений:
— А — для фланцев на PN 1, PN 2,5 и PN b;
— В, С, D, E, F, L и М — для всех PN .
ГОСТ 33259—2015
6.2 Размеры фланцев стальных плоских свободных на приварном кольце (тип 02) приведены на рисунке 5 и в таблице 4. Ряд 1 предпочтительный.
 |
| Рисунок 5 — Размеры фланцев стальных плоских свободных на приварном кольце (тип 02) и схема монтажа к трубе |
- Шероховатость поверхностей А — Ra ≤ 25 мкм.
- Допускается выполнять фаску под сварной шов с углом (50 ± 5)º.
Таблица 4 — Размеры фланцев стальных плоских свободных на приварном кольце, тип 02 (см. рисунок 5)
Размеры в миллиметрах
| DN | PN, кгс/см 2 | Do | D2 | dв | b | b1 | с | c1 | D | D1 | d | n | Номинальный диаметр болтов или шпилек | |||||||||
| Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | |||||
| DN 10 | РN 1 | 16 | — | 35 | 15 | — | 10 | — | 8 | — | 4 | — | 2 | 75 | — | 50 | 11 | — | 4 | — | М10 | — |
| РN 2,5 | 21 | 18 | 12 | 10 | 3 | 75 | 11 | 4 | М10 | |||||||||||||
| РN 6 | ||||||||||||||||||||||
| РN 10 | 42 | 12 | 14 | 10 | 12 | 90 | 60 | 14 | М12 | |||||||||||||
| РN 16 | 14 | 12 | ||||||||||||||||||||
| РN25 | 16 | 14 | ||||||||||||||||||||
| DN 15 | РN 1 | 20 | — | 40 | 19 | — | 10 | — | 8 | — | 4 | — | 2 | 80 | — | 55 | 11 | — | 4 | — | М10 | — |
| РN 2,5 | 25 | 22 | 12 | 10 | 3 | 80 | 11 | 4 | М10 | |||||||||||||
| РN 6 | ||||||||||||||||||||||
| РN 10 | 47 | 12 | 14 | 10 | 12 | 95 | 65 | 14 | М12 | |||||||||||||
| РN 16 | 14 | 12 | ||||||||||||||||||||
| РN 25 | 16 | 14 | ||||||||||||||||||||
| DN 20 | РN 1 | 27 | — | 50 | 26 | — | 10 | — | 10 | — | 4 | — | 2 | 90 | — | 65 | 11 | — | 4 | — | М10 | — |
| РN 2,5 | 31 | 27,5 | 14 | 10 | 4 | 90 | 11 | 4 | М10 | |||||||||||||
| РN 6 | ||||||||||||||||||||||
| РN 10 | 58 | 14 | 16 | 12 | 14 | 105 | 75 | 14 | М12 | |||||||||||||
| РN 16 | 16 | 14 | ||||||||||||||||||||
| РN 25 | 18 | 16 | ||||||||||||||||||||
| DN 25 | РN 1 | 34 | — | 60 | 33 | — | 12 | — | 10 | — | 5 | — | 3 | 100 | — | 75 | 11 | — | 4 | — | М10 | — |
| РN 2,5 | 38 | 34,5 | 14 | 10 | 4 | 100 | 11 | 4 | М10 | |||||||||||||
| РN 6 | ||||||||||||||||||||||
| РN 10 | 68 | 14 | 16 | 12 | 14 | 115 | 85 | 14 | М12 | |||||||||||||
| РN 16 | 16 | 14 | ||||||||||||||||||||
| РN 25 | 18 | 16 | ||||||||||||||||||||
Размеры в миллиметрах
| DN | PN, кгс/см 2 | Do | D2 | dв | b | b1 | с | c1 | D | D1 | d | n | Номинальный диаметр болтов или шпилек | |||||||||
| Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | |||||
| DN 32 | РN 1 | 41 | — | 70 | 39 | — | 12 | — | 10 | — | 5 | — | 3 | 120 | — | 90 | 14 | — | 4 | — | М12 | — |
| РN 2,5 | 46 | 43,5 | 16 | 10 | 5 | 120 | 14 | 4 | М12 | |||||||||||||
| РN 6 | ||||||||||||||||||||||
| РN 10 | 47 | 78 | 16 | 12 | 14 | 135 | 140 | 100 | 18 | М16 | ||||||||||||
| РN 16 | 18 | 18 | 16 | |||||||||||||||||||
| РN 25 | 20 | |||||||||||||||||||||
| DN 40 | РN 1 | 48 | — | 80 | 46 | — | 12 | — | 10 | — | 5 | — | 3 | 130 | — | 100 | 14 | — | 4 | — | М12 | — |
| РN 2,5 | 53 | 49,5 | 16 | 10 | 5 | 130 | 14 | 4 | М12 | |||||||||||||
| РN 6 | ||||||||||||||||||||||
| РN 10 | 88 | 18 | 18 | 12 | 14 | 145 | 150 | 110 | 18 | М16 | ||||||||||||
| РN 16 | 20 | 16 | ||||||||||||||||||||
| РN 25 | 22 | 18 | ||||||||||||||||||||
| DN 50 | РN 1 | 61 | — | 90 | 59 | — | 12 | — | 12 | — | 5 | — | 3 | 140 | — | 110 | 14 | — | 4 | — | М12 | — |
| РN 2,5 | 65 | 61,5 | 16 | 12 | 5 | 140 | 14 | 4 | М12 | |||||||||||||
| РN 6 | ||||||||||||||||||||||
| РN 10 | 102 | 18 | 20 | 14 | 16 | 160 | 165 | 125 | 18 | М16 | ||||||||||||
| РN 16 | 20 | 16 | ||||||||||||||||||||
| РN 25 | 22 | 18 | ||||||||||||||||||||
| DN 65 | РN 1 | 80 | — | 110 | 78 | — | 14 | — | 14 | — | 6 | — | 4 | 160 | — | 130 | 14 | — | 4 | — | М12 | — |
| РN 2,5 | 81 | 77,5 | 16 | 12 | 6 | 160 | 14 | 4 | М12 | |||||||||||||
| РN 6 | ||||||||||||||||||||||
| РN 10 | 122 | 20 | 20 | 16 | 16 | 180 | 185 | 145 | 18 | 4 | 8 | М16 | ||||||||||
| РN 16 | 22 | 18 | 8* | |||||||||||||||||||
| РN 25 | 24 | 22 | 20 | 8 | ||||||||||||||||||
Размеры в миллиметрах
| DN | PN, кгс/см 2 | Do | D2 | dв | b | b1 | с | c1 | D | D1 | d | n | Номинальный диаметр болтов или шпилек | |||||||||
| Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | |||||
| DN 80 | РN 1 | 93 | — | 128 | 91 | — | 14 | — | 14 | — | 6 | — | 4 | 185 | — | 150 | 18 | — | 4 | — | М16 | — |
| РN 2,5 | 94 | 90,5 | 18 | 12 | 6 | 190 | 18 | 4 | М16 | |||||||||||||
| РN 6 | ||||||||||||||||||||||
| РN 10 | 133 | 22 | 20 | 16 | 16 | 195 | 200 | 160 | 4 | 8 | ||||||||||||
| РN 16 | 24 | 18 | ||||||||||||||||||||
| РN 25 | 26 | 24 | 20 | 18 | ||||||||||||||||||
| DN 100 | РN 1 | 112 118 | — | 148 | 110 116 | — | 14 | — | 14 | — | 6 | — | 4 | 205 | — | 170 | 18 | — | 4 | — | М16 | — |
| РN 2,5 | 120 | 116 | 18 | 14 | 6 | 210 | 18 | 4 | М16 | |||||||||||||
| РN 6 | 112 118 | 110 116 | ||||||||||||||||||||
| РN 10 | 112 118 | 158 | 110 116 | 24 | 22 | 16 | 18 | 215 | 220 | 180 | 8 | |||||||||||
| РN 16 | 112 118 | 110 116 | 26 | 20 | ||||||||||||||||||
| РN 25 | 112 118 | 110 116 | 28 | 26 | 22 | 20 | 230 | 235 | 190 | 22 | М20 | |||||||||||
| DN 125 | РN 1 | 138 145 | — | 178 | 135 142 | — | 14 | — | 14 | — | 6 | — | 4 | 235 | — | 200 | 18 | — | 8 | — | М16 | — |
| РN 2,5 | 145 | 141,5 | 20 | 14 | 6 | 240 | 18 | 8 | М16 | |||||||||||||
| РN 6 | 138 145 | 135 142 | ||||||||||||||||||||
| РN 10 | 138 145 | 184 | 135 142 | 26 | 22 | 18 | 18 | 245 | 250 | 210 | ||||||||||||
| РN 16 | 138 145 | 135 142 | 28 | 20 | ||||||||||||||||||
| РN 25 | 138 145 | 135 142 | 30 | 28 | 24 | 22 | 270 | 220 | 26 | М24 | ||||||||||||
Размеры в миллиметрах
| DN | PN, кгс/см 2 | Do | D2 | dв | b | b1 | с | c1 | D | D1 | d | n | Номинальный диаметр болтов или шпилек | |||||||||
| Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | |||||
| DN 150 | РN 1 | 157 164 173 | — | 202 | 154 161 170 | — | 16 | — | 16 | — | 6 | — | 4 | 260 | — | 225 | 18 | — | 8 | — | М16 | — |
| РN 2,5 | 174 | 170,5 | 20 | 14 | 6 | 265 | 18 | 8 | М16 | |||||||||||||
| РN 6 | 157 164 173 | 154 161 170 | 16 | |||||||||||||||||||
| РN 10 | 157 164 173 | 212 | 154 161 170 | 26 | 24 | 18 | 20 | 280 | 285 | 240 | 22 | М20 | ||||||||||
| РN 16 | 157 164 173 | 154 161 170 | 28 | 22 | 20 | |||||||||||||||||
| РN 25 | 157 164 173 | 154 161 170 | 30 | 24 | 300 | 250 | 26 | М24 | ||||||||||||||
| DN 200 | РN 1 | 225 | — | 258 | 222 | — | 18 | — | 18 | — | 8 | — | 4 | 315 | — | 280 | 18 | — | 8 | М16 | — | |
| РN 2,5 | 226 | 221,5 | 22 | 16 | 6 | 320 | 18 | М16 | ||||||||||||||
| РN 6 | ||||||||||||||||||||||
| РN 10 | 268 | 26 | 24 | 20 | 20 | 335 | 340 | 295 | 22 | М20 | ||||||||||||
| РN 16 | 28 | 26 | 22 | 12 | ||||||||||||||||||
| РN 25 | 278 | 30 | 32 | 24 | 26 | 360 | 310 | 26 | М24 | |||||||||||||
| DN 250 | РN 1 | 279 | — | 312 | 273 | — | 20 | — | 18 | — | 11 | — | 6 | 370 | — | 335 | 18 | — | 12 | — | М16 | — |
| РN 2,5 | 281 | 276,5 | 24 | 18 | 8 | 375 | 18 | 12 | М16 | |||||||||||||
| РN 6 | ||||||||||||||||||||||
| РN 10 | 320 | 28 | 26 | 22 | 22 | 390 | 395 | 350 | 22 | М20 | ||||||||||||
| РN 16 | 30 | 28 | 24 | 405 | 355 | 26 | М24 | |||||||||||||||
| РN 25 | 335 | 32 | 35 | 26 | 425 | 370 | 30 | М27 | ||||||||||||||
Размеры в миллиметрах
| DN | PN, кгс/см 2 | Do | D2 | dв | b | b1 | с | c1 | D | D1 | d | n | Номинальный диаметр болтов или шпилек | |||||||||
| Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | |||||
| DN 300 | РN 1 | 331 | — | 365 | 325 | — | 24 | — | 20 | — | 11 | — | 6 | 435 | — | 395 | 22 | — | 12 | — | М20 | — |
| РN 2,5 | 333 | 327,5 | 24 | 18 | 8 | 440 | 22 | 12 | М20 | |||||||||||||
| РN 6 | ||||||||||||||||||||||
| РN 10 | 370 | 30 | 28 | 22 | 440 | 445 | 400 | |||||||||||||||
| РN 16 | 32 | 24 | 460 | 410 | 26 | М24 | ||||||||||||||||
| РN 25 | 390 | 34 | 38 | 26 | 28 | 485 | 430 | 30 | 16 | М27 | ||||||||||||
| DN 350 | РN 1 | 383 | — | 415 | 377 | — | 28 | — | 20 | — | 12 | — | 7 | 485 | — | 445 | 22 | — | 12 | — | М20 | — |
| РN 2,5 | 365 | 359,5 | 26 | 18 | 8 | 490 | 22 | 12 | М20 | |||||||||||||
| РN 6 | ||||||||||||||||||||||
| РN 10 | 430 | 32 | 30 | 24 | 22 | 500 | 505 | 460 | 16 | |||||||||||||
| РN 16 | 34 | 35 | 26 | 520 | 470 | 26 | М24 | |||||||||||||||
| РN 25 | 450 | 38 | 42 | 28 | 32 | 550 | 555 | 490 | 33 | МЗО | ||||||||||||
| DN 400 | РN 1 | 433 | — | 465 | 426 | — | 32 | — | 24 | — | 12 | — | 7 | 535 | — | 495 | 22 | — | 16 | — | М20 | — |
| РN 2,5 | 410 | 411 | 28 | 20 | 8 | 540 | 22 | 16 | М20 | |||||||||||||
| РN 6 | ||||||||||||||||||||||
| РN 10 | 416 | 482 | 34 | 32 | 26 | 24 | 565 | 515 | 26 | М24 | ||||||||||||
| РN 16 | 36 | 38 | 28 | 580 | 525 | 30 | М27 | |||||||||||||||
| РN 25 | 505 | 42 | 46 | 30 | 34 | 610 | 620 | 550 | 33 | 36 | МЗО | мзз | ||||||||||
| DN 450 | РN 1 | 487 | — | 520 | 480 | — | 34 | — | 24 | — | 12 | — | 7 | 590 | — | 550 | 22 | — | 16 | — | М20 | — |
| РN 2,5 | 467 | 462 | 30 | 20 | 8 | 595 | 22 | 16 | М20 | |||||||||||||
| РN 6 | ||||||||||||||||||||||
| РN 10 | 532 | 35 | 26 | 24 | 615 | 565 | 26 | 20 | М24 | |||||||||||||
| РN 16 | 38 | 42 | 28 | 30 | 640 | 585 | 30 | М27 | ||||||||||||||
| РN 25 | 555 | 45 | 50 | 30 | 36 | 660 | 670 | 600 | 33 | 36 | МЗО | М33 | ||||||||||
Размеры в миллиметрах
| DN | PN, кгс/см 2 | Do | D2 | dв | b | b1 | с | c1 | D | D1 | d | n | Номинальный диаметр болтов или шпилек | |||||||||
| Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | |||||
| DN 500 | РN 1 | 537 | — | 570 | 530 | — | 38 | — | 26 | — | 12 | — | 7 | 640 | — | 600 | 22 | — | 16 | — | М20 | — |
| РN 2,5 | 519 | 513,5 | 30 | 22 | 8 | 645 | 22 | 20 | М20 | |||||||||||||
| РN 6 | ||||||||||||||||||||||
| РN 10 | 510 | 585 | 38 | 28 | 26 | 670 | 620 | 26 | 20 | М24 | ||||||||||||
| РN 16 | 42 | 46 | 30 | 32 | 710 | 715 | 650 | 33 | МЗО | |||||||||||||
| РN 25 | 519 | 615 | 50 | 58 | 32 | 38 | 730 | 660 | 39 | 36 | М36 | мзз | ||||||||||
| DN 600 | РN 2,5 | — | 622 | 670 | — | 616,5 | — | 32 | — | 22 | — | 8 | 7 | — | 755 | 705 | — | 26 | — | 20 | — | М24 |
| РN 6 | ||||||||||||||||||||||
| РN 10 | 685 | 42 | 26 | 780 | 725 | 30 | М27 | |||||||||||||||
| РN 16 | 725 | 55 | 32 | 845 | 770 | 36 | МЗЗ | |||||||||||||||
| РN 25 | 720 | 68 | 40 | 39 | М36 | |||||||||||||||||
| * Фланцы с четырьмя отверстиями могут поставляться только по договоренности между изготовителем фланцев и заказчиком. Примечания 1 Ряд 2 соответствует [2]. 2 Размер с1 может уточняться в зависимости от технологии сварки и размера трубы. 3 Кольца должны изготавливаться с уплотнительными поверхностями исполнений: — А — для фланцев на PN 1, PN 2,5 и PN 6; — В, С, D, E, F, L и М — для всех PN. | ||||||||||||||||||||||
6.3 Размеры фланцев стальных плоских свободных на отбортовке (тип 03) и на хомуте под приварку (тип 04) приведены на рисунке 6 и в таблице 5.
Фланцы ГОСТ 12820-80

Фланцы для ПНД труб прижимные стальные плоские ГОСТ 12820-80
Прижимной фланец плоский стальной ГОСТ 12820-80 – это деталь трубопровода, имеющая геометрию кольца с отверстиями под шпильки или болты, для соединения с сопрягаемой деталью, которая одевается на трубу, после чего обваривается по периметру соединения.

Фланцы применяются для соединения изделий арматуры с трубопроводами, соединения отдельных участков трубопроводов между собой и для присоединения трубопроводов к различному оборудованию.
Фланцевое соединение обеспечивает герметичность и прочность конструкций, а также простоту изготовления, разборки и сборки.
Плоский фланец одевается на трубу и приваривается по задней поверхности. Из-за этого внутренний диаметр плоского фланца немного больше наружного диаметра трубы.
Настоящий стандарт распространяется на стальные плоские фланцы трубопроводов и соединительных частей, а также на присоединительные фланцы арматуры, соединительных частей машин, приборов, патрубков, аппаратов и резервуаров на условное давление Py от 0,1 до 2,5 МПа.

Плоский фланец может изготавливаться из следующих сталей:
- стали марки Ст3сп не ниже 2-й категории по ГОСТ 380–94;
- 20, 25 по ГОСТ 1050–88;
- 09Г2С по ГОСТ 19281–89;
- 10Г2 по ГОСТ 4543–71;
- 15Х5М по ГОСТ 4543–71;
- 12Х18Н10Т по ГОСТ 5632–72;
- 15Х18Н12С4ТЮ(типа ЭИ-654) по ГОСТ 5632–72, 06ХН28МДТ(типа ЭИ-945) по ГОСТ 5632–72, 10Х17Н13М3Т(типа ЭИ-432) по ГОСТ 5632–72.
Температура применения деталей для плоских фланцев, изготовленных из стали марки:
- температура применения деталей, изготовленных из стали марки Ст3сп, 20, 25 — от минус 40 С до плюс 425 С;
- 09Г2С, 10Г2 — от минус 70 С до плюс 350 С;
- 15Х5М — от минус 40 С до плюс 450 С, 12Х18Н10Т — от минус 80 С до плюс 600 С;
- 15Х18Н12С4ТЮ — от минус 40 С до плюс 300 С, 06ХН28МДТ — от минус 70 С до плюс 400 С;
- 10Х17Н13М3Т — от минус 253 С до плюс 600 С;
Фланцы стальные изготавливаются методом горячей штамповки поковок на кузнечных молотах и прессах усилием до 4500 кН с последующей сверловкой и обработкой указаных в конструкторской документации поверхностей на токарных полуавтоматических станках с числовым програмным управлением.
Фланцы стальные с условным проходом Dy более 100 мм изготавливаются методом газовой вырезки из стального листа необходимой толщины. Максимальный наружный диаметр обрабатываемой заготовки — 1100 мм.
Фланцы
Фланец (от нем. Flansch), обычно плоское кольцо или диск с равномерно расположенными отверстиями для болтов и шпилек, служащие для прочного и герметичного соединения труб, присоединения их к машинам, аппаратам и ёмкостям, для соединения валов и др. вращающихся деталей. Иными словами, фланец — деталь трубопровода, предназначенная для монтажа отдельных его частей, а также для присоединения оборудования к трубопроводу.
Виды фланцев
Существуют три вида фланцев:
- фланцы плоские (ГОСТ 12820-80);
- фланцы воротниковые (ГОСТ 12821-80);
- фланцы стальные свободные на приварном кольце (ГОСТ 12822-80).
Отличаются они по форме и условиям применения.
Плоские фланцы имеют форму широкого кольца с небольшим цилиндрическим выступом с одной из стороны на внутреннем крае.
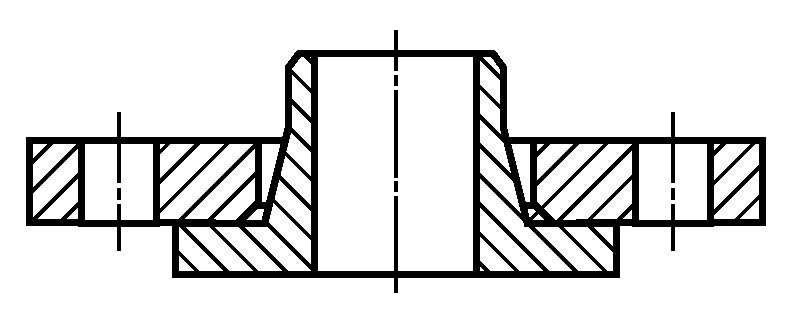
Воротниковый фланец помимо этого выступа с противоположной стороны имеет более длинный выступ конусообразной формы.
Так же есть отличия у фланца воротникового от плоского по способу крепления. Внутренний диаметр у фланца плоского равняется внешнему диаметру трубы, к которой он должен быть закреплен. Фланец насаживается на трубу и приваривается. Фланец воротниковый крепиться иначе. Внутренний диаметр воротникового фланца соответствует внутреннему диаметру трубы, и крепится труба с фланцем встык одним соединительным швом – это значительно упрощает процесс монтажа фланцевого соединения и экономит время.
Из-за разного способа крепления отличаются и условия эксплуатации.
Фланцы плоские применяют при наличии давления от 0,1 до 2,5 МПа, а фланцы воротниковые от 0,1 до 20 МПа. Эта разница и обусловлена наличием специального ворота у последнего вида фланцев. Конусообразный воротник позволяет сделать фланцевое соединение намного крепче.
Стальной свободный фланец на приварном кольце состоит из двух частей — фланца и кольца. При этом фланец и кольцо должны быть одного условного диаметра и давления. Такие фланцы отличаются по сравнению с вышеперечисленными удобством монтажа, т. к. к трубе приваривается только кольцо, а сам фланец остается свободным, что обеспечивает легкую стыковку болтовых отверстий свободного фланца с болтовыми отверстиями фланца арматуры или оборудования без поворота трубы.
Стальные свободные фланцы на приварном кольце часто используются при монтаже трубопроводной арматуры и оборудования в труднодоступном месте или при частом ремонте (проверке) фланцевых соединений (например, в химической промышленности).
Применяются при условном давлении от 0,1 МПа до 2,5 МПа (от 1кгс/см2 до 25 кгс/см2) и температуры среды от -30oС до +300oС.
Фланцы характеризуются двумя главными параметрами:
- условный проход (номинальный размер);
- условным (номинальным) давлением
Диаметр условного прохода (Dy, Ду) — номинальная величина внутреннего диаметра в миллиметрах или его округленное значение. Размеры условных проходов должны соответствовать числам параметрического ряда, устанавливаемого ГОСТ 28338-89 (всего 49 показателей от 3 до 4000 мм).
Значения условных проходов по ГОСТ 28338-89
Условный проход, мм: 3, 4, 5, 6, 8, 10, 12, 15, 16*, 20, 25, 32, 40, 50, 63*, 65, 80, 100, 125, 150, 160*, 175**, 200, 250, 300, 350, 400, 450**, 500, 600, 700, 800, 900**, 1000, 1200, 1400, 1600, 1800, 2000, 2200, 2400, 2600**, 2800, 3000, 3200**, 3400, 3600**, 3800**, 4000.
* — допускается для гидравлических и пневматических устройств;
** — не допускается для арматуры общего назначения.
Условное (номинальное) давление (Ру или РN) – наибольшее избыточное рабочее давление при температуре рабочей среды 20С, при котором обеспечивается заданный срок службы соединений трубопроводов и арматуры, имеющих определенные размеры, обоснованные расчетом на прочность при выбранных материалах и характеристиках их прочности при температуре 20 С.
ГОСТ 26349-84 определяет параметрический ряд номинальных давлений, состоящих из 26 параметров от 0,1 до 800 кгс/см2.
Фланец стальной плоский приварной (ГОСТ 12820-80) и фланец стальной свободный на приварном кольце (ГОСТ 12822-80) выдерживают давление до 25 кгс/см2, а вот фланец стальной приварной встык (ГОСТ 12821-80) может выдерживать давление до 200 кгс/см2.
При этом особенностью данного показателя является то, что он может выражаться в различных единицах измерения: кгс/см2, Па, МПа, атм, бар. Единицей измерения при производстве и обозначении фланцев является кгс/см2.
В технической документации типы фланцев обозначаются следующим образом
Фланец 1-65-25 ст.09Г2С ГОСТ 12821-80
1 — исполнение фланца;
65 — условный проход «Ду»;
25 — условное давление «Ру»;
ст. 09Г2С — марка стали, из которой изготовлено изделие.
Фланцы не подлежат сертификации согласно требований по импорту товара до 10 МПа; если более 10 МПа, то подлежат обязательной сертификации.
Области применения фланцев
Фланцы применяются при монтаже трубопроводов и оборудования практически во всех отраслях.
ГОСТ 12815-80 предусматривает 9 исполнений фланцев, отличающихся формой и геометрическими размерами стыковочных поверхностей.
Наиболее широко используются фланцы 1-го исполнения.
Фланцы других исполнений используются, как правило, с арматурой, работающей при высоких давлениях, с агрессивной рабочей средой и др.
В зависимости от способа приварки фланцев к трубопроводу они бывают двух видов — приварные плоские и приварные встык (воротниковые).
Плоские фланцы должны соответствовать требованиям ГОСТ 12820-80 и могут применяться в диапазоне температуры от -70 до 450 °С.
Фланцы приварные встык (воротниковые) должны соответствовать требованиям ГОСТ 12821-80 и могут применяться в диапазоне температуры от -253 до 600 °С.
Разнообразие материалов, из которых изготавливаются фланцы сегодня, позволяет использовать эту продукцию в качестве соединительных деталей трубопровода практически при любых условиях внешней среды (температуре, влажности и т. д.) и в соответствии со средой, проходящей по трубопроводу (в том числе и агрессивной).
Отличительные особенности и характеристики фланцев
1. Конструктивные.
К конструктивным особенностям относятся (на примере трех наиболее распространенных ГОСТов):
- Условный проход. Обозначается как Ду и измеряется в мм.
- Условное давление. Обозначается как Ру и измеряется в кгс/см2.
- Исполнение с 1 по 9. Определяет вид поверхности под прокладку.
- Материал (представлен российскими марками стали).
2. Технологические.
Эти характеристики связаны с особенностями производства (из каких заготовок и по каким технологиям выполняется фланец).
Круглые и квадратные фланцы. В настоящее время выпускается небольшое количество задвижек, клапанов и т. п. трубопроводной арматуры, имеющей в качестве присоединительного узла фланец квадратный. Поэтому в соответствии с ГОСТ 12815-80 до давления условного Ру 4 МПа (40 кгс/см2) предусмотрены по конструкции фланцы как круглые, так и квадратные. При заказе квадратных фланцев необходимо помнить, что существует прямая зависимость диметра фланца от условного давления: чем выше давление, тем меньшего диаметра фланец можно произвести.
Условный проход. Особенности его обозначения
Стоит сразу же отметить, что условный проход не является внешним диаметром трубы, а обозначает проход (сечение), по которому протекает среда через фланцевое соединение. Одной из особенностей фланцев стальных плоских приварных и стальных свободных на приварном кольце на диаметры условного прохода Ду 100,125 и 150 мм является то, что возможны три их конструкции под различные наружные диаметры трубы.
Поэтому при заказе этих фланцев на Ду 100,125 или 150 мм необходимо указывать букву, соответствующую требуемому диаметру трубы. Если в заявке (спецификации) на данные типоразмеры фланцев буква не указана, то фланцы изготавливаются под следующие диаметры трубы: 100А, 125А, 150Б
| Диаметр условного прохода Ду, мм | Наружный диаметр трубы, мм | ||
|---|---|---|---|
| А | Б | В | |
| 100 | 108 | 114 | — |
| 125 | 133 | 140 | — |
| 150 | 152 | 153 | 168 |
Следующей особенностью фланцев с диаметром условного прохода Ду > 200 мм является то, что из-за различных классов точности изготовления труб и фланцев, расточка внутреннего диаметра фланцев плоского, свободного и его кольца допускается по фактическому наружному диаметру трубы с зазором на сторону не более 2,5 мм, т. е. по всему внутреннему диаметру фланца и кольца не более 5,0 мм. Другими словами, при изготовлении трубы возможно отклонение от идеальной формы круга, таким образом, труба может не соответствовать внутреннему диаметру фланца, что в свою очередь затрудняет соединение трубы и фланца.
Ряды
Если при заказе не оговорены особенности конструктивного исполнения присоединительных размеров (ряд 1 или 2), то изготовление фланца по умолчанию осуществляется в соответствии с рядом 2, Конструктивным отличием фланцев ряда 1 от фланцев ряда 2 является разное количество отверстий в нем под крепежные болты (шпильки) и их диаметры.
Например, фланец на Ду 300 мм и Ру 63 кгс/см2 ряда 1 имеет диаметр крепежного отверстия 36 мм, а ряда 2 — 39 мм. Аналогично, фланец на Ду 80 мм и Ру 10 кгс/см2 ряда 1 имеет диаметр крепежного отверстия 18 мм с общим их количеством 8 шт., а ряда 2 соответственно — 18 мм и 4 шт. Поэтому эту особенность необходимо учитывать при заказе фланцев в качестве ответных под запорную арматуру.
Давление
Еще одной важной конструктивной особенностью всех изделий, составляющих фланцевое соединение, является условное давление, которое может выдержать соединение. Показатели по давлению зависят от геометрических размеров фланца и исполнения уплотнительной поверхности. Фланец стальной плоский приварной (ГОСТ 12820-80) и фланец стальной свободный на приварном кольце (ГОСТ 12822-80) выдерживают давление до 25 кгс/см2, а вот фланец стальной приварной встык (ГОСТ 12821-80) может выдерживать давление до 200 кгс/см2.
При этом особенностью данного показателя является то, что он может выражаться в различных единицах измерения: кгс/см2, Па, МПа, атм, бар. Во избежание недоразумений при заказе продукции всегда указывайте единицу измерения давления.
1 бар = 1 кгс/см2 = 1 атм = 0,1 МПа = 100 000 Па.
Исполнения фланца
В соответствии с требованиями ГОСТ имеется девять исполнений поверхности фланца (рис. 2), а для свободного фланца различные исполнения возможны только у приварного кольца. Поэтому при подборе ответных фланцев трубопроводной арматуры, кроме условных прохода и давления, необходимо указывать исполнение уплотнительной поверхности.
Исполнение 1. Используется при условном давлении не выше 63 кгс/см2.
При условных давлениях Ру свыше 2,5 МПа (25 кгс/см2) для обеспечения большей герметичности системы чаще используются исполнения уплотнительной поверхности фланца 2,3,4,5,6 и 7. Фланцы различных исполнений между собой соединяются следующим образом:
Исполнение 1 фланца с соединительным выступом

Исполнение 2 фланца с выступом
Исполнение 3 фланца с впадиной

Исполнение 4 фланца с шипом

Исполнение 5 фланца с пазом

Исполнение 6 фланца под линзовую прокладку
Исполнение 7 фланца под прокладку овального сечения


Последней отличительной конструктивной характеристикой фланца является используемый материал. Фланцы могут изготавливаться из углеродистых и легированных сталей, а также из нержавеющих сталей. В настоящее время для изготовления фланцев используют большое количество марок стали, наибольшее распространение из которых получили ст.20, ст.09Г2С, ст.15Х5М, 12Х18Н10Т.
Марки стали подбираются с учетом использования фланцев на данную рабочую температуру, условное давление и транспортируемую среду в трубопроводе.
Способы изготовления фланцев
Ковка
- Подготовка материала для изготовления фланцев (металлический пруток, брусок, чушка, металлолом), его проверка по химическому составу.
- Плавление и ковка.
- Деформация пластичного металла прессом.
- Вырезание отверстий из центральной части фланца.
- Операция по удалению вырезанного стержня.
- Готова заготовка для дальнейшей токарной обработки.
- Если вес готовой заготовки превышает 136 кг, то ее дополнительно помещают в печь для снятия напряжения.
- Заготовки помещают в токарный станок для удаления окалины с поверхности и придания окончательных размеров по толщине, внешнему и внутреннему диаметру. После токарной обработки проводится 100% осмотр и проверка качества.
- После токарной обработки, во фланцах высверливаются болтовые отверстия. По завершении процесса проводится окончательная проверка качества.
Литье
- Сырье — сталь;
- Плавление стали и заливка формы;
- Обработка на станке;
- Сверление отверстий и проверка качества готовой продукции.
- Подготовка материала для изготовления фланцев (металлический пруток, брусок, чушка, металлолом), его проверка по химическому составу.
- Загрузка материала в печь для расплавки. По достижении необходимой температуры, жидкий металл заливают в формы для получения заготовки, готовой для механической обработки.
- Заготовки помещают в токарный станок для удаления окалины с поверхности и придания окончательных размеров по толщине, внешнему и внутреннему диаметру. После токарной обработки проводится 100% осмотр и проверка качества.
- После токарной обработки, во фланцах высверливаются болтовые отверстия. По завершении процесса проводится окончательная проверка качества.
* Достоинством традиционной технологии литья является высокая точность заготовок фланцев с минимальными припусками на механическую обработку. К ее недостаткам следует отнести невысокое качество металла и трудность получения плотных заготовок фланцев, поскольку при плавке и разливке расплав насыщается газами, неметаллическими включениями, вредными примесями и склонен к структурной и химической неоднородности. Такие заготовки фланцев для изготовления деталей ответственного назначения не применяются.
Воротниковые фланцы, полученные ковкой, имеют более высокое качество металла, хотя и могут наследовать дефекты литых заготовок и слитков, используемых при этом. Серьезные недостатки этой технологии — высокая стоимость фланцев, обусловленная применением большого количества промежуточных операций (ковка слитков на биллеты, разрезка их на заготовки, прошивка заготовок, раздача) наличие дорогостоящего кузнечного и прокатного оборудования.
Способ изготовления – литье фланцев, с помощью установки ЦЭШЛ
(наши фланцы не изготавливаются таким способом)
Инженеры на основе электрошлаковых технологий, разработанных в нашей стране в прошлом веке, изготовили принципиально новое технологическое оборудование для производства фланцев с внедрением инновационных решений. Новую установку назвали ЦЭШЛ – центробежное электрошлаковое литье, она позволяет обеспечить литье максимального качества и точности за счет процессов рафинирования металла при электрошлаковой плавке, а также оригинальных технологий получения направленной кристаллизации во время отливки. По своим техническим характеристикам произведенные изделия — фланцы, произведенные на этой установке, ничем не уступают кованым, в то время как показатели ударной вязкости и пластичности при аналогичной прочности гораздо выше.
Установка ЦЭШЛ позволяет заменить производство кованых заготовок фланцев производством отливов самого высокого качества, при этом механическая доработка практически не требуется. Технология электрошлакового литья довольно проста при своих неоспоримых достоинствах. В плавильную емкость поступают жидкий металл и шлак в необходимых пропорциях за счет электрошлакового переплава электродов, после чего сплав заливается во вращающуюся форму. Переплавка электродов происходит с помощью флюса, состоящего из кремнезема, магнезита, электрокорунда и фтористого кальция, это позволяет достичь большей текучести при быстром охлаждении, нейтрализовать воздействие окружающей среды, добиться рафинирования плавильной емкости, сплава металла и шлака от фосфора и серы. Переплавляемые электроды могут быть любого сечения и формы, а технология позволяет изготавливать фланцы ответственного назначения.
Установка центробежного электрошлакового литья (ЦЭШЛ) обеспечивает высокое качество литого металла за счет его рафинирования в процессе электрошлаковой плавки, применения специальных технологических приемов для получения направленной кристаллизации при отливке. Механические свойства заготовки, при этом, не уступают кованной, но превосходят их по показателям пластичности, ударной вязкости при одинаковой прочности.
Достоинствами традиционной технологии литья являются высокая точность заготовок фланцев с минимальными припусками на механическую обработку. К ее недостаткам следует отнести невысокое качество металла и трудность получения плотных заготовок фланцев, поскольку при плавке и разливке расплав насыщается газами, неметаллическими включениями, вредными примесями и склонен к структурной и химической неоднородности. По этим причинам иные заготовки фланцев для изготовления деталей ответственного назначения практически не применяются.
Изделия, полученные ковкой, имеют более высокое качество металла, хотя и могут наследовать дефекты литых заготовок и слитков, используемых при этом. Серьезные недостатки этой технологии ? высокая стоимость заготовок фланцев, обусловленная применением большого количества промежуточных операций (ковка слитков на биллеты, разрезка их на заготовки, прошивка заготовок, раздача), низкий коэффициент использования металла и необходимость наличия дорогостоящего кузнечного и прокатного оборудования.
Одним из перспективных направлений изготовления заготовок фланцев является замена кованых заготовок фланцев отливками высокого качества с минимальными припусками на механическую обработку. Поскольку эти детали имеют центральные сквозные отверстия, для их изготовления целесообразно использовать новую прогрессивную технологию ? центробежное электрошлаковое литье (ЦЭШЛ), которое в силу своих технологических особенностей лишено многих из вышеперечисленных недостатков.
Сущность технологии заключается в электрошлаковом переплаве электрода в плавильной емкости, обеспечивающей накопление жидкого металла и шлака в нужных количествах, и последующей его заливке во вращающуюся форму. В качестве переплавляемого металла могут применяться расходуемые электроды любой формы и сечения. Такая технология и была использована для изготовления фланцевых заготовок ответственного назначения.
Переплав расходуемого электрода осуществляли под флюсом, представляющим собой смесь фтористого кальция, электрокорунда, магнезита и кремнезема. Такой флюс обеспечивает рафинирование жидкого металла и плавильной емкости от серы и фосфора, защиту от вредного воздействия окружающей среды, а также отличается значительной текучестью при высокой скорости охлаждения.
Источник https://www.procion.ru/normativnaya_dokumentasiya/flantsy/flantsy_gost_33259_2015_gost_r_54432_2011_gost_12820_80_gost_12821_80_gost_12822_80/
Источник https://mehanikann.ru/clauses/gost-33259-2015-flantsy-stalnye/
Источник https://nevapipe.ru/info/flanczyi-gost-12820-80/