Как согнуть лист металла толщиной 3 мм: как гнуть уголок металлический
Гнутье металла осуществляется различными методами. Часто используется сварка, однако температурное воздействие способно изменять форму и свойства готового изделия. Это снижает эксплуатационные свойства и точность изготовления.
Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Изделие деформируется на те значения, которые находятся в заданных пределах. Они зависят от следующих параметров:
- Толщина металлического листа;
- Сколько составляет угол перегиба;
- Насколько прочен материал;
- Скорость и время выполнения процедуры.
Именно от них будет зависеть показатель допустимой деформации. Следующим этапом является выбор типа гибки.
Гибка и фальцевание
Гибка — это техника механического формообразования. Незакаленная сталь, мягкая медь, латунь и мягкий алюминий, а также другие цветные металлы хорошо поддаются сгибанию в холодном виде. Закаленная сталь и твердые медь, латунь и алюминий очень плохо поддаются гибке и легко обламываются. Конечно, их можно согнуть, но для этого необходимо разогреть и изгибать в нагретом виде.
Читайте также: Почему сломался воздушный компрессор: узнай причину и почини сам. Если поршневой компрессор не набирает давление
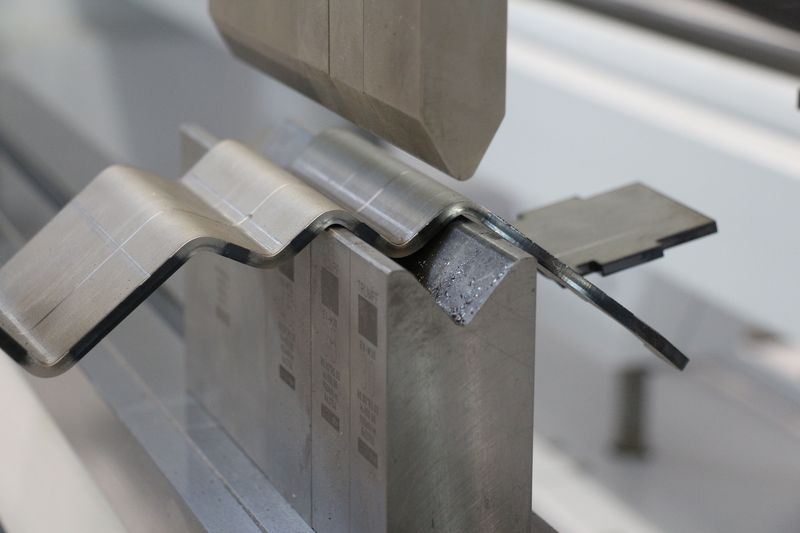
При гибке деталей на внешней стороне возникают растягивающие напряжения, в то время как на внутренней стороне сгиба материал сжимается. Чем меньше радиус сгиба по отношению к толщине детали, тем больше опасность того, что на внешней стороне сгиба образуются трещины и деталь сломается. Допустимый радиус сгиба составляет, например, 1У2 толщины детали для относительно мягкой стали St 37), 1У4 — для мягких алюминия, латуни и меди, 1У2— для твердых латуни и меди и 3-^4 для дюралюминия.
Фальцевание — это техника соединения металлических листов за счет отгиба и сжатия кромки на их бортах.
Отбортовка и фальцевание металлических листов
Выполнение закруглений, от-бортовки и односторонней разгонки прежде всего используют в художественных работах, подробное описание которых приведено в специальной литературе.
Прямая отбортовка и фальцевание. Вначале на металлическом листе острой чертилкой размечают линию сгиба (на алюминии эту линию рисуют
карандашом или краской, так как алюминиевый лист может сломаться по прочерченной разметочной линии).
На твердых (катаных) металлических листах во избежание разрыва линия сгиба должна быть перпендикулярна направлению проката листа. Если необходимо сделать два сгиба под прямым углом друг к другу, то каждый сгиб необходимо выполнять под углом 45° к направлению проката. Направление проката металла в любом случае производится параллельно продольной стороне металлического листа, и его легко узнать по следу в виде полос. Если направление прокатки металла узнать невозможно, то на куске металлического листа делают пробу, многократно сгибая и разгибая образец. Если сгиб пришелся на направление проката металла, то лист ломается быстрее.
Для прямого отгиба кромок на сложенных металлических листах их зажимают по всей длине сгиба между уголками в тисках или в самодельном устройстве для отбортовки (44), причем линия сгиба должна быть параллельна уголку и отстоять от зажимного устройства именно на то расстояние, которое точно соответствует толщине листа.
Типы гибки металлических изделий
Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Гораздо проще и качественнее будет механизация процесса с помощью станков и соответствующих приспособлений. Форму цилиндра изделию придают специальные вальцы. С их помощью создаются дымоходы, желоба, трубные изделия.
Развитие станкостроительного производства позволило достичь сгибания материала для изготовления самых сложных изделий. А быстрая замена рабочего инструмента позволяет максимально эффективно и ускоренно перенастроить станочное устройство.
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:
- Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.




Как загнуть край металлического листа?
Гибка металла – это технологическая операция, при которой изделие принимает нужные размеры и форму с помощью сжатия внутренних и растяжения наружных слоев материала. В результате чего из заготовки плоской формы получают объемное изделие без сварных и иных швов и соединений.
Читайте также: Сборка оригинальных рисунков для ЧПУ лазера
«Гибка» звучит как простой процесс, но в действительности, он очень сложен. Значение гибки и в современном постиндустриальном мире трудно переоценить. Куда ни посмотреть – всюду конструкции из гнутого листового металла. Даже производители гибочных прессов удивляются, насколько сложные детали стали изготавливаться на разработанном ими оборудовании.
Всё это стало возможным благодаря активному внедрению ЧПУ, применению в технологии гибки нескольких управляемых осей, новейших систем гидравлики и измерительной электроники, а также широким использованием роботов. Основным же двигателем ускоренного развития высокоточной гибочной технологии явился повсеместный переход металлоoбрабатывающей промышленности на применение высокопроизводительных вырубных прессов и листовой лазерной резки.
Исторически эта технологическая операция возникла практически одновременно с литьём и ковкой – первичными этапами металлообработки. Научившись правильно гнуть заготовки из металла, люди решили огромное количество насущных бытовых и военных задач, начиная от создания сложных инструментов для охоты и сельского хозяйства, и заканчивая производством оружия.
«Лист» и «гибка» не очень ассоциируются с высокой технологией – high tech, однако для того чтобы гнуть «непослушный» лист металла необходимы специальные знания и огромный практический опыт. Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90 градусов, не меняя параметров настройки.
Без изменения программы угол будет меняться, если, например, лист толщиной 2 мм сделан из нержавеющей стали или алюминия, если его длина – 500мм, 1000мм или 2000 мм, если гибка производится вдоль или поперёк волокон материала, если линия гибки находится в окружении пробитых или прорезанных лазером отверстий, если лист имеет различную упругую деформацию (горячекатаный прокат), если поверхностное упрочнение при самой деформации сильнее или слабее и т.д. и т.п.
Да, о гибке листового металла, как о профессиональной сфере металлообработки, можно говорить очень много, но, пожалуй, надо отметить самое главное.
1. Гибка листового металла – это высокопроизводительная, быстрая и высокоточная операция.
2. Замена сварки гибкой, как правило, очень выгодна при увеличении скорости производственного процесса и при обеспечении дополнительной прочности изделия за счёт так называемых рёбер жесткости.
3. Гибка металла редко является первичной операцией, как правило, — её задача максимально приблизить деталь к конечной форме (товарному виду).
4. Гибка сложных многопрофильных изделий из листового металла (в т.ч. плющение и изготовление петель) очень сильно зависит от применения редких специальных инструментов — узких, изогнутых пуансонов и ковочных оснасток.
5. Гибка заготовок из толстого (более 5 мм) листа сильно зависит от «тоннажности» станка, т.е. от такой характеристики как усилие балки, измеряемой в тоннах на метр.
6. Гибка малых бортов (отгибов) напрямую увязана с физическими характеристиками металла – его толщиной, жёсткостью и текучестью. Так, например, получить борт высотой в 2 мм из листа толщиной 1 мм гибкой технологически невозможно – нужно применять операцию штамповки.
7. Также стандартным холодным способом согнуть заготовку металла толщиной более 5 мм с внутренним угловым радиусом гиба менее толщины самого металла чревато разрывом внешней плоскости детали.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Читайте также: Гравировка по дереву в Москве и Московской области
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время. Для работы не понадобится гибочный станок, обойдемся небольшим набором инструментов, которые есть в мастерской.
Существует простой способ сделать это и без специальных приспособлений наподобие листогиба.

Как согнуть листовой металл своими руками?
Листовой металл отличается высоким спросом в разных сферах строительства, промышленности и находит свое применение также и в быту. Купить металлический лист по выгодным ценам – еще не все, поскольку для дальнейшего использования нередко требуется дополнительная обработка, а именно изгиб.
Общая информация
Рассматривается вариант с нарезкой листового металла и последующей сваркой полос, что позволяет получить конструкции под нужным углом, однако такой метод не распространен, поскольку в местах соединений металл нередко подвергается коррозии.
Поэтому наилучший способ – это деформация холодным методом, которую можно без особых усилий выполнить в домашних условиях.
Однако следует обратить внимание, что легко гнется металл, изготовленный из низколегированной стали. Если же в качестве сырья применялась углеродистая сталь, то процесс изгибания более трудоемкий.
Технологии сгибания металла
Различают несколько технологий гибки листового металла, выбор которых зависит от конкретных задач использования материала:
- радиусная;
- одноугловая;
- многоугловая;
- П-образная.
Для гибки металла, в зависимости от технологии, требуется различное оборудование, преимущественно общего пользования. А если проявить смекалку, то можно смастерить целый станок для сгибания металла.
Разные варианты гибки металла в домашних условиях
Если необходимо согнуть металлическую полосу небольшой ширины, необходимо применить тиски и молоток. Этот метод подходит для получения одноуглового и П-образного изгиба. Полоса зажимается в тисках, а затем резиновым или деревянным молотком гнется и получается прямой уголок, после чего она снова зажимается в тисках, но уже с бруском и при помощи молотка получается П-образный изгиб.
Если же требуется согнуть лист большой ширины, подойдет деревянный брусок, к которому лист закрепляется струбцинами, а далее при помощи плоскогубцев и молотка гнется по всей длине. В результате получается прямой угол.
Для радиусного изгиба используется болванка, старая труба, к которой привариваются с двух торцов трубки, внутрь которых вставляют лом. Затем болванка кладется на край металлического листа, который на нее накручивают, при помощи лома. Шов полученной радиусной заготовки обрабатывается сваркой.
Радиусному изгибу легче поддается листовой металл, полученный горячекатным способом, а для углового брать стоит листы, изготовленные холодным прокатом.
Этапы гибки металла
Чтобы получить необходимый профиль или трубу из листового металла, необходимо выполнять работы в несколько этапов:
- Определение необходимой полосы листа и обрезание остатка.
- Очистка поверхности от стружки, мусора, пыли, грязи.
- Разметка поверхности листа.
- Выполнение изгиба при помощи специальных инструментов.
Технология загиба листового материала
Процесс рассмотрим на примере изготовления крышки для коптильни. Толщина листа в нашем случае 2 мм.

Сделайте разметку на листе. На каждый изгиб предусмотрено 35 мм, для загиба рекомендуется вычесть из этого размера по 4 мм. Соответственно, на листе надо нарисовать прямоугольник 508×308 мм, изгибы получатся длиной по 31 мм. Под линейку проведите линии.

Чтобы лист можно было легко согнуть, необходимо прорезать небольшие канавки. Наденьте защитные очки или маску и болгаркой ровно пройдитесь по линиям, глубина резания примерно один миллиметр, но не более. Толщина диска 1 мм.

Поменяйте диск на 2,5 мм и еще раз пройдитесь по линиям. Пользоваться двумя дисками надо по двум причинам.
- Тонким диском намного легче работать, он дает ровный срез, проще контролировать глубину.
- Широкий диск увеличивает пропил, что позволяет загибать металл без упора о кромки.
Какие металлы проще подвергаются гибке
Успешная гибка листового металла зависит от многих параметров: прилагаемого усилия траверсы, угла гибки, положения осей в канавке и ширины раскрытия матрицы, значения упругой деформации материала и даже от направления волокон. На практике даже опытному специалисту, работающему на промышленном гибочном станке, не удастся согнуть лист под углом в 68° два раза подряд без точного учета всех этих параметров.
Но главным критерием для такого производства остается именно выбор самого металла. Толщина листа, предел прочности и свойство материала – все это напрямую влияет на качество, стоимость и скорость производства готовых изделий. Для придания нужной формы того же алюминия требуется значительно меньше усилий, чем при создании аналогичной конструкции из оцинкованной стали или нержавейки, что напрямую сказывается на итоговой стоимости производства.
В этой статье мы поделимся с вами следующей информацией о гибке листовых металлов:
- Какие металлы используются в производстве металлоконструкций.
- Какие из них проще подвергаются гибке за счет обычного давления без термического воздействия.
- И какие из листовых металлов лучше в соотношении «цена/качество».
Черная сталь
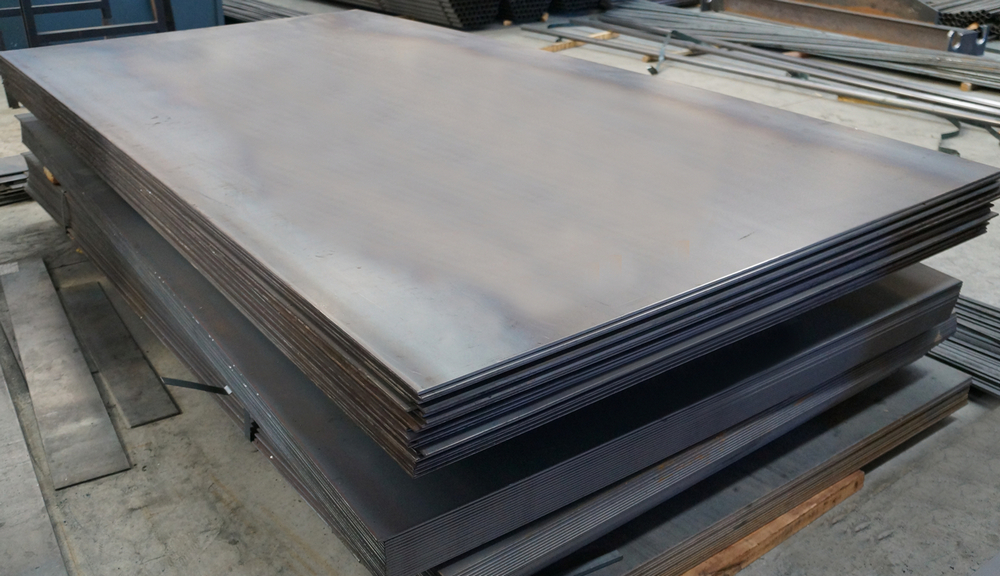
Стандартный сплав железа с углеродом, где содержание последнего не превышает 2%. Классифицируется на 3 типа в зависимости от доли содержания углерода: низкоуглеродистая (до 0,25%), углеродистая (0,25-0,6%), высокоуглеродистая (свыше 0,6%). Сплавы с содержанием углерода в пределах 2-4,5% уже являются чугунами и практические не используются для гибки из-за особенностей кристаллической решетки.
Также отдельное внимание стоит обратить на способ получения проката черной стали. В зависимости от температуры обработки такую сталь можно разделить на горячекатаную и холоднокатаную.
- Для первой применяется только низкосортная сталь, а толщина таких листов может составлять 3-150 мм.
- Холоднокатаная сталь лучше поддается гибке за счет тонколистового металла. В среднем его толщина составляет всего 0,4-5 мм, что позволяет использовать такой металл для тонколистовых конструкций и изделий. Но и стоимость холоднокатаной стали значительно выше в сравнении с горячекатаной.
Оцинкованная сталь
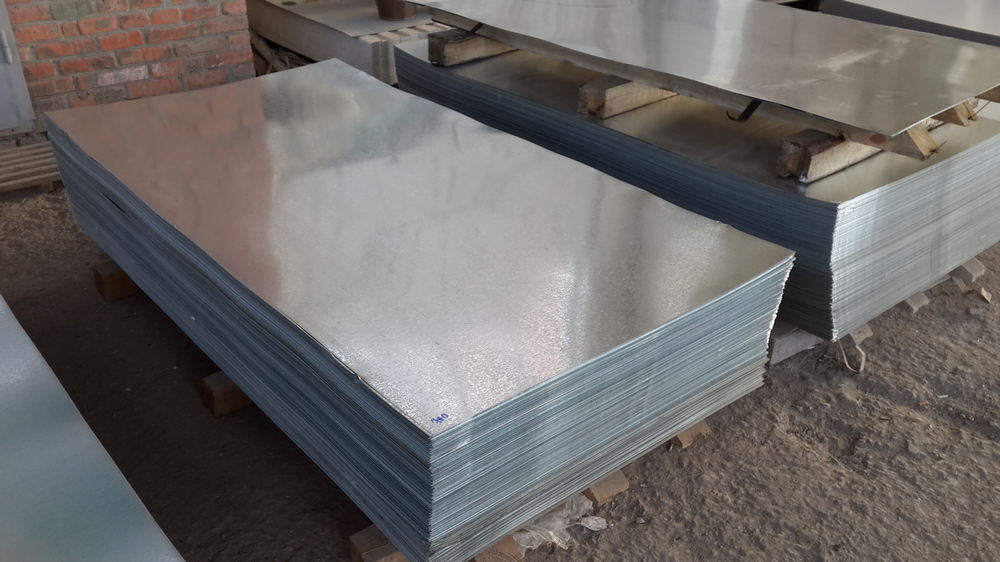
По сути – аналог черных металлов с похожими свойствами и характеристиками для деформации. Единственное отличие – высокая коррозийная стойкость. Гибка оцинкованного листа используется для наружных конструкций, где важно перекрыть доступ кислорода и воды к металлу, предотвращая коррозийный эффект. Для создания такого материала применяется метод горячего цинкования.
Оцинковка и чермет одинаковы по характеристикам упругой деформации и пределам прочности. Если брать два листа с одинаковой толщиной и углом гибки, то после снятия усилия гиба оба металла «спружинят» на одно и то же значение.
Нержавеющая сталь
Легированные стали с содержанием железа, углерода и примеси хрома от 10,5% и выше. На нашем производстве популярна именно гибка нержавеющего листа, поскольку по своим характеристикам этот металл совмещает преимущества черных сталей и оцинковки: от высокой коррозийной стойкости, до высокой прочности и подверженности холодной деформации.
Чаще всего для гибки листов на заказ используются нержавеющая сталь 300-й (процентное содержание хрома 15-20%) и 400-й марки (доля хрома 11-17%). У первой значительно выше стойкость к коррозии, но зато 400-я нержавейка легче гнется на станках под любым углом.
Изготовление заборов, в том числе с элементами холодной ковки от 6000 руб.
Как отличить медь от латуни

Как отличить
Автор orfeus На чтение 3 мин Опубликовано 18.11.2021 Обновлено 18.11.2021
Латунь и медь широко используются при изготовлении самых разных предметов. Визуально материалы очень похожи, отличить сплавы часто бывает непросто. Существуют определенные методы, как отличить медь от латунного сплава.
Металлы
Медь представляет собой популярный металл, элемент присутствует в составе большого количества сплавов.
Латунь является сплавом, в его составе присутствует медь и другие компоненты. Основным элементом соединения является цинк. Состав сплава отличается в зависимости от эксплуатационных характеристик, которым должен обладать металл. Латунь используется при производстве изделий, она обладает токопроводящими свойствами.
Металлы обладают схожими характеристиками, присутствуют также определенные отличия.
Критерии сравнения
- Цвет. Медь характеризуется насыщенным красным оттенком, при снижении концентрации оттенок становится желтым. Некоторые методы позволяют отличать металлы по оттенку.
- Вес. Медь обладает большим весом, латунь легче из-за наличия других компонентов.
- Твердость. Медь отличается повышенной пластичностью при сниженной твердости. Наличие в составе специальных элементов позволяет повысить твердость.
- Плотность . Данный параметр определяется способом вытеснения жидкости из чашки. Изменение структуры металла сопровождается изменением его плотности.
- Медь и латунь не притягиваются к магниту, что усложняет процедуру проверки.
Способы отличить медь от латуни
Специалист поможет точно установить вид металла, результат гарантирован. Специалист установит тип металла и назовет его приблизительную стоимость
При проведении проверки используются следующие способы:
- Визуальный осмотр — изменение состава отражается на оттенке. Медь -красная, латунь — желтая.
- Звук. Нанесение по медному изделию тяжелым сопровождается низкочастотным приглушенным звуком. При воздействии на медь образуется звонкий нарастающий звук. Способ показывает эффективность только при проверке больших предметов.
- Реагенты — медь и латунь вступают в реакцию с разными элементами. Данный метод является самым точным и простым, за счет чего обеспечивается его популярность.
- Сверление — разный тип стружки позволяет установить тип металла. При сверлении меди образуется тонкая и однородная стружка. При обработке латыни — мелкая быстро распадающаяся. Данный метод может использоваться только при условии возможности изменения поверхности.
- Твердость. Медь легко гнется, характеризуется повышенной пластичностью, не ломается. Латунь является более хрупким металлом. Данный метод предполагает приложение высокой нагрузки к тонкостенным изделиям.
- Маркировка. Медь маркируется буквой М. М0 свидетельствует об отсутствии кислорода, такие изделия используются при изготовлении электроники. М1 маркируется раскисленная медь, которая отличается устойчивостью к коррозии. Латунь принято обозначать буквой Л. Следующая цифра в маркировке указывает состав меди в сплаве в процентах. Количество металла в соединении составляет 40-70 процентов.
- Нагревание. Для расплавлении меди требуется меньшая температура, плавление латуни требует более сильного нагрева.
Источник https://xn--b1ac1aqnee.xn--p1ai/oborudovanie/kak-sognut-list-metalla.html
Источник https://www.artprofil-spb.ru/blog/kakie-metally-podvergaytsya-gibke.html
Источник https://kakoy-smysl.ru/how-to-distinguish/kak-otlichit-med-ot-latuni/