Оборудование для мебельного производства: какое лучше, чтобы быстро окупилось?
Производство мебели является весьма перспективным направлением бизнеса. Для того, чтобы иметь возможность изготавливать качественную продукцию в широком ассортименте, включая товары по эскизам (с учётом пожеланий) заказчика производство требуется оснастить современным оборудованием.
Оглавление
Набор инструмента и станков, который потребуется для налаживания работы, прямо зависит от направления, выбранного вами (типы мебели, материалы для её производства).
- изготовление изделий из ДСП, ДВП с разными типами покрытий, включая ламинирование;
- производство из натурального деревянного массива.
Какое оборудование желательно иметь при организации выпуска мебели из ДСП
В комплект станков, в этом случае, требуется включить следующие типы.
Форматно-раскроечный
Данное оборудование предназначено для раскроя плитного и листового материала. Данные круглопильные форматные станки (именно так, технически правильно, называется упомянутый станок). Устройство обеспечивает выполнение резов в требуемом направлении (поперечное, продольное). Комплектуется отрезным (основным) и подрезным (дополнительным) дисками, что позволяет с одного прохода получать ровную кромку реза. Позволяет выполнять распил под нужным углом, получать скошенные кромки.

На рынке представлена подобная продукция разных брендов. Но все подобные изделия имеют примерно равную производительность.
Разница в цене определяется брендом, длиной допустимого хода каретки, наличием дополнительных устройств и агрегатов, возможностью наклона режущего инструмента.
При покупке необходимо выбирать модель, длина хода у которой минимум на 10 см превышает максимальные размеры материалов, поступающих на раскрой.
Увеличение производительности и точности настройки достигается комплектацией продольной линейки и упоров линейки поперечной электронными указателями фактического положения.
Ленточнопильный вертикальный
Основное преимущество, возможность выполнения криволинейных элементов и незначительная площадь, потребная для монтажа (весьма важно для малых предприятий).

При необходимости, можно заменить станки упомянутого типа моделями с вертикальным столом, предназначенными для раскроя.
Кромкооблицовочный
Предлагаются производителями в ручном и автоматическом варианте. Используются для нанесения на панели кромок, выполненных их различных материалов.

Конструкции различаются по решаемым задачам. Кромки могут наноситься на: торцевые, криволинейные и прямые панели. Подобное оборудование обеспечивает формирование кромки с толщиной (0,4-5,0) мм, шириной ≤10 мм. средняя скорость подачи в автоматическом режиме, 5 мм/сек.
Востребованы при выполнении обработки натуральных (бумага, шпон) и синтетических (АБС, ПВХ, меламин) материалов.
Облицовка кромки производится после раскроя заготовки на форматно-раскроечном станке.
Тип станка выбирается с учётом ассортимента производимой мебели.
Сверлильный
Каждое выпускаемое изделие собирается из нескольких элементов. поэтому в них выполняются отверстия для установки фурнитуры и крепежа. Максимально точно сделать это позволяет использование многошпиндельных (от 2 до 23, в вертикальной плоскости, от 2 до 35, в горизонтальной) сверлильно-присадочных станков.

Большая часть моделей допускает угловое сверление. Требуемую точность обеспечивают пневматические прижимы, которыми заготовка фиксируется на столе. Можно сверлить глухие, сквозные отверстия.
Копировально-фрезерный
Это устройство обеспечивает точное выполнение филёнок и пазов внутри контура заготовки. Позволяет изготавливать сложные элементы декоративной отделки фасадов, выполнять фигурные детали. От обычного фрезерного отличаются наличием фрезы, с которой синхронизирован щуп. Это позволяет выполнять необходимое количество деталей по заданным размерам и форме.
Что потребуется при изготовлении изделий из массива
Кроме отдельных типов станков, упомянутых выше (фрезерный, форматно-раскроечный), потребуются изделия иных типов:
Фуговочный
Может заменяться комплексной установкой, имеющей ширину одновременного строгания от 400 мм.

Торцовочный
Упрощает осуществление поперечного раскроя, способствует удалению природных дефектов натурального дерева до перехода к стадии финального раскроя конкретной детали.

Токарный
Используется для изготовления отделочных элементов декора из металла (авторская фурнитура, опоры, иное).
Шлифовальный
Шлифовка является очень важным этапом для деталей из натурального дерева.
Рекомендуется приобретать станок, способный шлифовать не только плоские, но и рельефные элементы конструкции.

Основа любого мебельного производства – фрезерный станок с ЧПУ
При организации мебельного производства используются различные модели станков данного типа:
- Настольные (мини) – весьма удобны для использования в помещениях с ограниченным пространством.

При комплектации специальным поворотным устройством позволяют выполнять 4D обработку заготовок. Недостатком являются незначительные размеры последних.
- Сверлильно-фрезерные – эти универсальные модели позволяют выполнять комплексную обработку заготовок, включая: нарезание резьбы, сверление, фрезерные работы, развёртывание отверстий.

Эти станки имеются практически на любом мебельном производстве. Главное достоинство рассматриваемого оборудования заключается в том, что, при сравнительно компактных размерах, оно позволяет выполнять множество операций. Особенно, при наличии ЧПУ.
- Комбинированные – подобные станки выполняются на базе токарных, фрезерных аппаратов, которые комплектуются трёхкоординатным блоком и ЧПУ. фактически оборудование упомянутой группы можно отнести к четырехосевому.

Фрезерные станки 3D
Предлагаемые нами модели оборудования подобного типа практически полностью автоматизированы.
Вместе с установленным ЧПУ это позволяет полностью исключить негативное влияние «человеческого фактора».
Станки рассматриваемой группы позволяют изготавливать трёхмерные элементы конструкций мебели любых типов. Встроенный компьютер анализирует программу, глубину рисунка, конфигурацию детали, иные параметры и неукоснительно соблюдает их при обработке.
Конструкция подобного станка, независимо от марки, включает следующие базовые элементы.
Базовый элемент, отвечающий за раскрой, гравировку и резку заготовок. Является сменным элементом (в комплект станка входит набор фрез различного назначения и конфигурации).
Фиксирует режущий инструмент на шпинделе. Чаще всего, это цанга, позволяющая обеспечить требуемое положение резака на оси шпинделя.
- Двигатели – для перемещения головы по каждой из осей используется собственный.
- Шпиндель
Обеспечивает передачу вращательного движения от двигателя на режущий инструмент, компенсирует вибрации при вращении и повышает точность обработки.
Преобразует крутящий момент, увеличивая, либо снижая число оборотов. Дробит ход, что обеспечивает максимальную точность обработки заготовки.
Рельсы для перемещения базового обрабатывающего узла в комплексе с механической передачей, преобразующей вращение шестерни в поступательное движение узла.
- Оси направляющие – задают перемещение по осям Y и Х.
- Система управления – встроенный компьютер с возможностью изменения загруженного ПО.
- Система охлаждения – совместно с системой смазки повышает надёжность и долговечность работы станка.
- Стол станочный
Именно на нем размещена основная рабочая зона. Большая часть современных станков 3D комплектуется вакуумными столами. Работа вакуумной помпы позволяет оперативно удалять пыль и стружку в процессе обработки заготовки.

Фрезерно-гравировальный станок с ЧПУ WATTSAN A1 1313 — экономичный и удобный аппарат, который производит резку и гравировку дерева, МДФ, ДСП, акрила, оргстекла, ПВХ, композита, алюминия.
При мощности в 2,2 кВт он способен качественно обработать заготовку из любых материалов (натуральное дерево, стекло, акрил, иное).
Имеет сварную раму и реечный стол. Общая масса достигает 600 кг. Комплектуется опорами, которые гасят рабочие вибрации, вакуумным столом, системой аспирации, индуктивными датчиками, иными полезными механизмами.
Четырехосевые фрезерные станки, оснащённые ЧПУ
Отличаются от моделей, рассмотренных выше, наличием дополнительной поворотной оси, либо с реализованной возможностью перемещения по оси Y шпинделя, закреплённого на портале.
Первый вариант предусматривает наличие поворотной оси, в конструкцию которой входят бабки, имеющие цилиндрический наконечник, и патрон зажимной, подключенный к двигателю (обеспечивает вращение заготовки). Бабки способны перемещаться в пространстве, обеспечивая регулировку расстояний между элементами конструкции.
Второй предусматривает размещение 4 оси непосредственно на шпинделе (именно он отклоняется для обработки заготовки под необходимыми углами). Недостаток – величина угла ≤90°.

Тем, кто планирует серьезно заниматься производством мебели, рекомендуем модель М1 1325 RD линейки Wattsan, обладающую уникальными эксплуатационными характеристиками:
- Габариты рабочего пространства, 2500*1300, что позволит выпускать мебель любых размеров;
- двухфазный двигатель имеет продолжительный срок эксплуатации;
- масса станка превышает 1000 кг, что надёжно компенсирует любые вибрации;
- рама выполнена из сварного усиленного профиля, прослужит владельцу долго на любых режимах работы;
- эта модель допускает длительную непрерывную эксплуатацию, благодаря наличию встроенной системы водяного охлаждения.
Видео: станок для производства мебели
Ознакомившись с нашим каталогом обрабатывающих станков, вы обязательно подберёте себе необходимую модель по рабочим характеристикам и стоимости.
Виды станков Комментировать
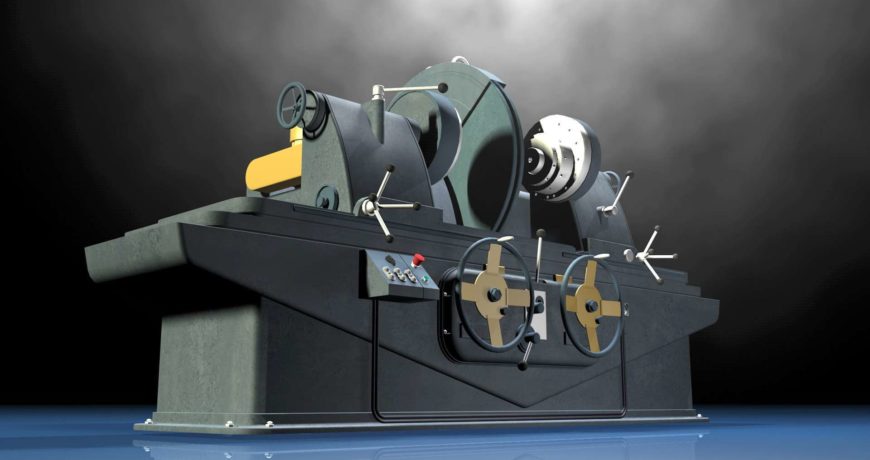
В станочном парке промышленности одно из ведущих мест занимает группа токарных станков. Несмотря на преобладание тенденции развития специальных токарных станков и автоматов, отвечающих задачам получения наибольшей производительности при максимальной автоматизации процессов, продолжают совершенствовать и универсальные токарно-винторезные станки.
Токарно-винторезные станки

Токарно-винторезные станки предназначены для выполнения разнообразных работ. На этих станках можно обтачивать наружные цилиндрические, конические и фасонные поверхности, растачивать цилиндрические, конические отверстия, обрабатывать торцовые поверхности, нарезать наружную и внутреннюю резьбы, сверлить, зенкеровать и развертывать отверстия, производить отрезку, подрезку и другие операции.
Основными параметрами токарно-винторезного станка являются наибольший диаметр обрабатываемой заготовки над станиной и наибольшее расстояние между его центрами, которое определяет наибольшую длину обрабатываемой заготовки. Кроме этих основных параметров важными размерами токарно-винторезных станков являются наибольший диаметр обрабатываемой заготовки над суппортом, наибольшая частота вращения шпинделя, наибольший диаметр прутка, проходящего через отверстие шпинделя и размер центра шпинделя.
Токарные станки оснащают копировальными устройствами, что позволяет обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента и значительно упрощает наладку и подналадку станков. Имеются токарно-копировальные станки с двумя-тремя копировальными суппортами, на которых можно обрабатывать наружные, внутренние и торцовые поврехности. Применение в токарных станках числового программного управления дает возможность полностью автоматизировать цикл обработки на них.
NEMA 08 FL20STH30-0604 A Шаговый двигатель
NEMA 11 FL28STH32-0956 A Шаговый двигатель

NEMA 14 FL35ST26-0284 A Шаговый двигатель
NEMA 16 FL39ST20-0506 A Шаговый двигатель
Сверлильные станки

Станки сверлильно-расточной группы
Сверлильные станки предназначены для сверления отверстий, нарезания в них резьбы метчиком, растачивания и притирки отверстий, вырезания дисков из листового материала и т.д. Эти операции выполняются сверлами, зенкерами, развертками и другими подобными инструментами.
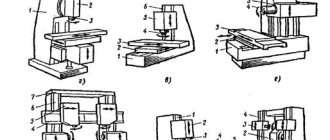
Существуют следующие типы универсальных сверлильных станков:
- Одношпиндельные настольно-сверлильные станки для обработки отверстий малого диаметра. Станки широко применяют в приборостроении. Шпиндели этих станков вращаются с большой частотой.
- Вертикально-сверлильные станки (основной и наиболее распространенный тип) применяют преимущественно для обработки отверстий в деталях сравнительно небольшого размера. Для совмещения осей обрабатываемого отверстия и инструмента на этих станках предусмотрено перемещение заготовки относительно инструмента.
- Радиально-сверлильные станки используют для сверления отверстий в деталях больших размеров. На этих станках совмещение осей отверстий и инструмента достигается перемещением шпинделя станка относительно неподвижной детали.
- Многошпиндельные сверлильные станки обеспечивают значительное повышение производительности труда по сравнению с одношпиндельными станками.
- Горизонтально-сверлильные станки для глубокого сверления.
К группе сверлильных станков также можно отнести центровальные станки, которые служат для получения в торцах заготовок центровых отверстий.
Основными размерами сверлильных станков являются наибольший условный диаметр сверления, размер конуса шпинделя, вылет шпинделя, наибольший ход шпинделя, наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты и др.
Расточные станки

На расточных станках можно сверлить, рассверливать, зенкеровать, растачивать и развертывать отверстия, подрезать торцы резцами, фрезеровать поверхности и пазы, нарезать резьбу метчиками и резцами и т.д.
Расточные станки подразделяют на:
- горизонтально-расточные,
- координатно-расточные
- алмазно-расточные (отделочно-расточные).
Алмазно-расточные станки применяют для тонкой (алмазной) обработки, на них можно растачивать отверстия с отклонением поверхности от цилиндричности в пределах 3-5 мкм.
Координатно-расточные станки предназначены для обработки точных отверстий в тех случаях, когда нужно получить точные межцентровые расстояния или расстояния осей отверстий от базовых поверхностей (в пределах 0,005-0,001 мм).
Горизонтально-расточные станки предназначены для обработки деталей больших размеров и массы. На них можно растачивать, сверлить, зенкеровать и развертывать отверстия, нарезать наружную и внутреннюю резьбы, цековать и фрезеровать поверхности.
Шлифовальные и заточные станки
Станки шлифовально-притирочной группы
Шлифовальные станки предназначены для обработки деталей шлифовальными кругами. На них можно обрабатывать наружные и внутренние цилиндрические, конические и фасонные поверхности и плоскости, разрезать заготовки, шлифовать резьбу и зубья зубчатых колес, затачивать режущий инструмент и т.д.
В зависимости от формы шлифуемой поверхности и вида шлифования шлифовальные станки общего назначения подразделяют на круглошлифовальные, бесцентрово-шлифовальные, внутришлифовальные, плоскошлифовальные и специальные.

Главным движением у всех шлифовальных станков является вращение шлифовального круга, окружная скорость которого измеряется в м/с.
Существуют следующие виды подач. Для круглошлифовальных станков движение подачи – вращение детали; возвратно-поступательное движение стола с обрабатываемой деталью и поперечное периодическое пермещение шлифовального круга относительно детали. Для внутришлифовальных станков движение подачи – вращение детали; возвратно-поступательное движение детали или шлифовального круга и периодическое перемещение бабки шлифовального круга.
Планетарные внутришлифовальные станки имеют круговую подачу, периодическую поперечную подачу, а также продольную подачу. Для плосошлифовальных станков с прямоугольным столом, работающих периферией круга, движение подачи – возвратно-поступательное движение стола, периодическое поперечное перемещение шлифовальной бабки за один ход стола и периодическое вертикальное перемещение шлифовального круга на толщину срезаемого слоя.
Плоскошлифовальные станки с круглым столом имеют подачу шлифовального круга или стола и движение круговой подачи стола. Вертикальное перемещение стола или шлифовальной бабки является вертикальной подачей. Для плоскошлифовальных станков с прямоугольным столом, работающих торцом круга, движение подачи – продольное перемещение стола и периодическое вертикальное перемещение круга на толщину срезаемого слоя. Аналогичные плоскошлифовальные станки с круглым столом имеют вращательное движение стола и периодическую подачу круга.
Притирочные станки
Притирка осуществляется притирами, на поверхность которых наносят мелкозернистый абразивный порошок, смешанный со смазочным материалом или пастой. Притиры могут быть чугунные, стальные, бронзовые, свинцовые из твердых пород дерева и т.п.
В качестве абразивного порошка используют наждак, электрокорунд, алмазную пыль, карбид кремния и др., а в качестве пасты – окись хрома, окись алюминия, крокус, венскую известь и др. Во время притирки абразивный порошок смачивают керосином или скипидаром.
Хонинговальные станки
Хонингование выполняют специальным инструментом – хонинговальной головкой (хоном), оснащённой мелкозернистыми абразивными брусками. Головка совершает одновременно вращательное и возвратно-поступательное движения в неподвижном отверстии. Хонингованием можно получить высококачественную поверхность, а также исправлять некоторые дефекты отверстий (конусность, овальность и др.). При хонинговании в качестве смазочно-охлаждающей жидкости применяют эмульсию или керосин.
Станки для суперфиниширования
Суперфиниширование применяют для обработки наружных и внутренних цилиндрических поверхностей. Суперфиниширование производят абразивными брусками, совершающими колебательные возвратно-поступательные движения с большой частотой и малым ходом по поверхности вращающейся заготовки.
Зубообрабатывающие станки
В зависимости о метода образование профиля зуба нарезание цилиндрических зубчатых колес осуществляют либо методом копирования, либо методом обкатки.

Метод копирования. При нарезании методом копирования каждая впадина между зубьями на заготовке обрабатывается инструментом, имеющим форму, полностью соответствующую профилю впадины колеса. Инструментом в этом случае обычно являются фасонные дисковые и пальцевые фрезы. Обработку производят на фрезерных станках с применением делительных головок.
Для получения теоретически точного профиля зуба при обработке каждого зубчатого колеса с определенным числом зубьев и модулем необходимо иметь специальную фрезу. Это требует большого числа фрез, поэтому обычно используют наборы из восьми дисковых фасонных фрез для каждого модуля зубьев, а для более точной обработки – набор из 15 или 26 фрез. Каждая фреза набора предназначена для обработки зубчатых колес с числом зубьев в определенных пределах, но ее размеры рассчитывают по наименьшему числу зубьев этого интервала, поэтому при обработке колес с большим числом зубьев фреза срезает лишний материал. Если расчет вели по среднему числу зубьев данного интервала, то при фрезеровании колес меньшего диаметра их зубья получились бы утолщенными, что привело бы к зацикливанию колес при работе.
Из сказанного следует, что метод нарезания зубчатых колес фасонными дисковыми и пальцевыми фрезами недостаточно точен и, кроме того, малопроизводителен, так как много времени затрачивается на процесс деления. Поэтому этот метод применяют сравнительно редко, чаще в ремонтных цехах, а также для черновых операций.
В настоящее время зубчатые колеса нарезают в основном методом обкатки. Метод обкатки обеспечивает высокую производительность, большую точность нарезаемых колес, а также возможность нарезания колес с различным числом зубьев одного модуля одним и тем же инструментом. При образовании профилей зубьев методом обкатки режущие кромки инструмента, перемещаясь, занимают относительно профилей зубьев колес ряд последовательных положений, взаимно обкатываясь; при этом инструмент и заготовка воспроизводят движение, соответствующее их зацеплению. Из инструментов, используемых для нарезания цилиндрических зубчатых колес методом обкатки, наибольшее распространение получили и червячные фрезы.
Наряду с указанными методами для производства цилиндрических колес применяют также следующие высокопроизводительные методы обработки:
- одновременное долбление всех впадин зубьев заготовки специальными многорезцовыми головками; в таких головках число резцов равно числу впадин на обрабатываемом колесе, а форма режущих кромок является точной копией профилей впадин зубьев;
- протягивание зубьев колес;
- образование зубьев без снятия стружки волочением или накаткой;
- холодную или горячую прокатку зубьев;
- прессование зубчатых колес (из синтетических материалов).
Разновидности зубообрабатывающих станков.
Зубообрабатывающие станки можно классифицировать по следующим признакам;
- по назначению – станки для обработки цилиндрических колес с прямыми и винтовыми зубьями;
- станки для нарезания конических колес с прямыми и криволинейными зубьями;
- станки для нарезания червячных и шевронных колес, зубчатых реек;
- специальные зубообрабатывающие станки (зубозакругляющие, притирочные, обкаточные и др.);
- по виду обработки и инструмента – зубодолбежные, зубофрезерные, зубострогальные, зубопротяжные, зубошевинговальные, зубошлифовальные и др.;
- по точности обработки – станки для предварительного нарезания зубьев, для чистовой обработки и для доводки рабочих поверхностей зубьев.
Источник https://lasercut.ru/blog/oborudovanie-dlya-mebelnogo-proizvodstva/
Источник https://stepmotor.ru/vidy-stankov
Источник