Коэффициент загрузки оборудования. Формула. Норматив
Производственная программа – план выпуска продукции (услуг), который разрабатывается на конкретный плановый период на каждом предприятии. Ее составление сопровождается расчетами показателей, определяющими нужное количество оборудования. Один из них, коэффициент загрузки, дает представление о полноте использования оборудования.
Определение коэффициента загрузки оборудования
Понятие «загрузка оборудования» неразрывно связано с использованием внутрисменного рабочего времени, учет которого ведется в человеко-днях и человеко-часах. Данный множитель (попросту коэффициент загрузки) отображает долю фактического времени, проработанную станками на протяжении смены, суток, иного конкретного периода в совокупном фонде времени оборудования.
Простыми словами, коэффициент загрузки (rate of operation) показывает, сколько времени станки работали на полную мощность на протяжении конкретного периода, выполняя требуемый объем работ.
Важно! Значение коэффициента загрузки (Кз) меняется в зависимости от спроса на продукцию.
Наряду с ним, при определении загруженности станков рассчитывают еще один множитель – коэффициент использования оборудования. Причем делают это тогда, когда нет возможности определить OEE (Overall Equipment Effectiveness), т. е. общую эффективность работы оборудования. Коэффициент загрузки:
- Характеризует загрузку станков во времени.
- Учитывает неминуемые простои, вызванные, например, неплановым аварийным ремонтом либо занятостью рабочих на иных работах и т. п. производственными причинами.
Определить степень загрузки станков на протяжении суток можно при помощи коэффициента сменности работы (Кс). Он показывает число смен, которые в среднем проработал каждый станок за сутки (квартал, месяц либо год).
В отличие от него Кз станков учитывает сведения о трудоемкости продукции. Кз – это значение Кс, но дважды уменьшенное (при двух сменах) либо трижды уменьшенное (при трех сменах).
Оценка стоимости бизнеса | Финансовый анализ по МСФО | Финансовый анализ по РСБУ |
Расчет NPV, IRR в Excel | Оценка акций и облигаций |
С какой целью используется коэффициент загрузки оборудования
Кз рассчитывают, чтобы выяснить степень занятости станков определенной работой. Он позволяет понять, какую долю фондового времени станки обеспечены всем необходимым.
Рассчитывая значение Кз, экономисты видят, насколько загружены станки в тех либо иных производственных условиях. Если, предположим, Кз = 0,8, тогда это означает, что на 80% фонда времени у станков имеется все, что требуется для работы. Т. е. инструментарий, рабочие на своих местах и т. д. А на протяжении оставшихся 20% чего-то не достает.
Возьмем, к примеру, комплексную автоматизацию производства (computer-integrated manufacturing (CIM)), созданные автоматические поточные линии. Производительность звеньев всей технологической цепочки по большей части разная и очень редко бывает идентичной. Полная загрузка бывает только у лимитирующих (ограничивающих) звеньев (Кз > 1). Для нелимитиующих звеньев значение Кз < 1. Значение КЗ рассчитывают:
- Сначала по каждой операции в рассматриваемом периоде.
- Затем определяют среднее значение в этом же периоде.
Первичный расчет производится на основе отношения расчетного числа (штучно) станков к принятому их числу. Анализируя работу станков, предназначенных для продолжительного использования, рассчитывают показатели, которые в своей совокупности характеризуют использование мощности, времени работы, количества станков.
Отображение значений коэффициента на графике
Полученные значения Кз показывают на графике загрузки (по системе координат) следующим порядком:
- Рассчитывают Кз для каждого станка либо однотипной группы станков.
- По оси абсцисс (Х) отмечают №№ (либо названия) станков.
- По оси координат (У) отмечают значения Кз (%). Полученные точки соединяют и получают ломаную линию.
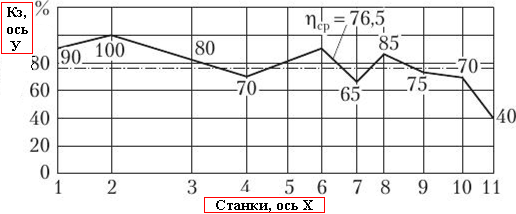
На графике можно отобразить среднее значение Кз для всего цеха в виде прямой линии. Она должна проходить через ломаную линию (либо столбики), нарисованную по станкам (группам станков). Как вариант, изображают график в виде столбиков:
- Для каждого станка рисуют по столбику.
- Высота столбика показывает 100% (в масштабе).
- На каждом столбике отмечают соответствующий процент Кз.
Нормативное значение коэффициента загрузки оборудования
Норматив Кз зависит от особенностей производства, установленного режима работ в цехах, типа станков. Принято считать, что оптимальное значение – это значение, близкое к единице. Приведем несколько примеров нормативов Кз, для сравнения:
- Металлорежущих станков = 0,75 для единичного, мелкосерийного произ-ва и 0,9 – для крупносерийного и массового.
- Сварочных станков = 0,7 для индивидуального и мелкосерийного произ-ва и 0,8 – для крупносерийного.
- Для цеха кузнечного производства = 0,88 – 0,95.
- Для изготовления деталей, заготовок способом холодной объемной штамповки (либо высадки) = 0,75 – 0,9.
- Для изготовления тонкостенных изделий из металлического листа с применением технологии листовой штамповки = 0,84 – 0,95.
Обобщая данные, можно определенно сказать, что норматив Кз для крупносерийного (массового) производства соответствует верхним границам и значится в пределах 0,7 – 0,9. Норматив Кз для мелкосерийного производства соответствует нижним границам и значится обычно в пределах 0,65 – 0,75. Рекомендуемыми отраслевыми нормами Кз, которые установлены в зависимости от типа производства авто (агрегатов) и видов станков, являются следующие.
| Некоторые виды станков | Единичное, мелкосерийное произ-во авто | Средне- и крупносерийное произ-во авто |
| Универсальные с руч. управлением | 0,8 | 0,8 |
| Спец. и агрегатные станки | — | 0,9 |
| Автомат. линии | — | 0,9 |
| Станки с ЧПУ, гибкие модули | 0,85 | 0,9 |
Для справки. Единичное производство – это малый объем выпуска однотипной продукции, которую не ремонтируют и повторно не производят. Станки, которые участвуют в таком производстве, изготавливаются серийно станкозаводами. Их закупают обычно до начала произ-ва.
Серийное производство – изготовление (ремонт) продукции партиями, которые регулярно повторяются. Оно делится в свою очередь на мелкосерийное, среднесерийное и крупносерийное. Данное производство может комплектоваться:
- поточными и автоматическими линиями;
- многошпиндельными автоматами (полуавтоматами, проч.);
- станками с ЧПУ;
- гибкими проивзв. модулями и системами;
- универсальными станками с быстропереналаживаемой оснасткой.
Целесообразное сочетание названых групп станков, полная их загрузка способствуют экономичности серийного производства. Под массовым производством понимают большой объем выпуска продукции. Она ремонтируется длительное время и производится беспрерывно.
Коэффициент загрузки оборудования на каждой операции в соответствующем квартале планового года (формула)
Расчет значения Кз производится по общей формуле: Кз = (ЧО1 + ЧО2) / (ЧУ * ЧС) (1). Пояснения: ЧО1 – число оборудования (станков), проработавших 1 смену, ЧО2 – число станков, проработавших 2 смену, ЧУ – число установленных станков, ЧС – число смен, проработанных станками. Таким путем рассчитывают значение Кз по каждой операции соответствующего квартала.
Наглядный пример. Предположим, ЧУ = 100, ЧО1 = 100, ЧО2 = 50, а ЧС = 2. Задача: определить значение Кз. Отсюда следует: (100 + 50) / (100 * 2) = 150 / 200 = 0,75.
Рассчитать значение Кз можно посредством онлайн калькулятора. Для этого требуется занести в онлайн форму стандартные данные: значения ЧО1, ЧО2, ЧУ и ЧС, а также количество смен и нажать на кнопку «Рассчитать». Расчет будет произведен автоматически.
Коэффициент загрузки оборудования в соответствующем квартале планового года (формула)
Среднее значение Кз в нужном квартале планового периода рассчитывают, по сути, согласно той же формуле, что и его значение по каждой операции. Но для расчета берут средние значения указанных в формуле показателей. Либо, как вариант, рассчитав сначала коэффициент, определяют его среднее значение.
Рассмотрим расчет среднего значения на следующем примере. Данные для него сведены в таблице. Руководствуясь этими показателями, можно составить таблицу Excel по соответствующим значениям и результатам расчетов.
Расчет Кз по каждой операции произведен согласно формуле: Кз = (Зр /Зп) * 100% (2). Пояснения: Зр – расчетное число оборудования и Зп – принятое число оборудования. Среднее значение коэффициента рассчитано следующим путем: Кз (среднее) = (Кз1 + Кз2 + Кз3 + Кз4 + Кз5) / 5 (3). Пояснения: Кз1 – коэффициент загрузки 1, Кз2 – коэффициент загрузки 2 и т. д.
Расчет среднего значения коэффициента по предложенной формуле будет следующим: (0,78 + 0,95 + 0,75 + 0,95 + 0,90) / 5 = 0,86 либо 86%. Шаблон таблицы Excel для расчета значения Кз, приведенный ниже, выстроен по аналогии с таблицей Word, использованной в расчетах. Таблица Excel тоже состоит из четырех столбцов, предназначенных для введения данных:
- по количеству оборудования (отдельно по расчету и отдельно принятого по факту);
- значения Кз, рассчитанного по каждой операции.
В столбце, где следует указывать значение Кз, приведены формулы для расчета его значения в Excel. По каждому столбцу можно подвести итог, рассчитав суммарное значение соответствующего показателя в том либо ином столбце. В шаблон можно включить дополнительный столбец для расчета среднего значения Кз. Это упрощенный шаблон таблицы, который можно использовать в расчетах.
| Оценка стоимости бизнеса | Финансовый анализ по МСФО | Финансовый анализ по РСБУ |
| Расчет NPV, IRR в Excel | Оценка акций и облигаций |
Коэффициент использования производственной мощности
Одним из ведущих показателей, характеризующих работу предприятия, является коэффициент использования производственной мощности. Лицам, участвующим в организации трудового процесса, необходимо знать, что описывает этот параметр, и как определяется его значение.

Коэффициент предоставляет информацию, полезную для оптимизации производственного процесса
Особенности измерения
Данные для расчета показателя собирают вручную и делают это на ежедневной основе. Значение потенциальной величины мощности формируют на протяжении кого-либо периода и потом его используют для подстановки в формулу. А фактическую занятость засекают каждый раз или по возможности используют для этого приборы учета.
Важно! КИМ может рассчитываться как для одного станка или производственной линии, так и целого цеха или всего предприятия. Поэтому и данные необходимы за разные промежутки времени: для одной единицы техники можно их собирать каждый час, а для предприятия коэффициент находят за более длинные периоды (месяц, квартал, год)
Для быстрого и точного получения информации необходимо настроить ее автоматический сбор. Затраты на ручное ведение статистики могут быть сильно высокими.
Читайте также: Ватт — что это за единица вычисления и ее обозначение
Определение коэффициента
Данный коэффициент показывает то, насколько производственное оборудование используется на практике, по сравнению с показателем, достигаемым при максимально возможной нагрузке на линии. Он является одним из индикаторов производительности фирмы и дает возможность оценить эффективность используемых технологий и методов работы, выявить проблемы с рациональной эксплуатацией машин. Это поспособствует лучшему выстраиванию производственного процесса и оптимизации использования оборудования.
Важно! Коэффициент может использоваться не только для оценки работы фабрики, участка цеха или иного промышленного предприятия, но и для фирмы, занимающейся торговлей или оказывающей услуги населению. Так определяют, насколько производительны коллектив и используемые технические средства.
Метод сбора информации
Первое время данные для расчета реальной и потенциальной мощностных величин собираются ручным методом и заносятся в специально подготовленную отчетность. Когда значение второй из упомянутых величин будет установлено, последующие вычисления можно автоматизировать, базируясь на имеющихся данных и трендах.
Примеры решения задач
| Задание | Стоимость основных фондов, которая сохраняет элементы на момент выбытия, вычитая расходы по ликвидации: |
| Задание | В цеху предприятия работают два комплекса, в следующем году планируется купить ещё один. На данном участке выпускаются комплекты деталей. На выпуск одного комплекта затрачивается полчаса работы комплекса. На начало периода за 1 час участкам выпускаются 4 комплекта деталей, на конец периода 6 комплектов. Действительный рабочий фонд времени составляет 7200 часов. Необходимо определить входную, выходную мощность и среднюю производственную мощность. |
| Решение | Расчет производственной мощности входной: |
7200 * 4 = 28 800 компл.
Расчет производственной мощности выходной:
28 800 + 7200*2 = 43 200 компл.
Расчет производственной мощности средний:
28 800 + 14 400 * 5 / 12 = 34 800 компл.
Ответ 28 800 компл., 43 200 компл., 34 800 компл.
| Понравился сайт? Расскажи друзьям! |
Копирование материалов с сайта возможно только с разрешения администрации портала и при наличие активной ссылки на источник.
Факторы производственной мощности
На величину производственной мощности могут оказывать влияние несколько факторов, среди которых можно выделить:
- число и состав устанавливаемых машин, оборудования, агрегатов и механизмов,
- техническое и экономическое использование механизмов, машин,
- прогрессивность техники и технологии в производстве,
- фонд рабочего времени по оборудованию,
- уровень организации труда и производственного процесса,
- производственные площади основных цехов и предприятия в целом,
- намеченные ассортимент и номенклатура изделий, которые оказывают непосредственное воздействие на производство продукции при наличии определенного оборудования.
В случае определения состава оборудования к учету принимается совокупность оборудования основного производства в соответствии с видами, которые установлены на начало года, а также введённые в эксплуатацию плановом году. Расчет производственной мощности не включает резервное оборудование, оборудование опытных и экспериментальных участков, оборудование, которое используется для профессионального и технического обучения.
Базовые правила расчета
При определении производственной мощности нужно учитывать следующие правила:
Читайте также: Выпрямители: разновидности, схемы, формулы и функции расчета
- При учете имеющейся техники нужно принимать во внимание каждую из форм оборудования. Нельзя исключать из учета неработающую технику, инструменты, которые ремонтируются или простаивают. Не учитывается только резервная техника, которая служит заменой используемым ресурсам.
- Если в эксплуатацию вводится новое оборудование, при его учете нужно учесть время начала использования.
- Во внимание нужно принимать предельно возможный фонд работы оборудования. При этом учитывается принятый режим сменности.
- Ориентироваться нужно на сопоставимые значения эксплуатации техники и баланса мощностей.
- При расчете используются значения исходя из полной загрузки ресурсов.
- При определении ПМ не учитывается время простоя оборудования вне зависимости от его причин.
Руководитель обязан предусмотреть резервы ПМ. Нужно это для возможности быстро среагировать на увеличение спроса. К примеру, предприятие работает на определенной ПМ. Однако спрос на садовые тележки, которые производит субъект, резко увеличивается. Для обеспечения всех нужд потребителей требуется увеличить производственную мощность. Для это и требуются резервы.
Расчет производственной мощности
Расчет проводится на основании паспортных и проектных норм. Если сотрудники предприятия стабильно превышают установленные нормы производительности труда, во внимание принимается увеличенный показатель. Рассмотрим формулу расчета:
- М — производственная мощность,
- Н – это паспортная производительность техники в единицу времени,
- Тэф – плановый фонд ее работы.
Для определения Тэф нужно вычесть из календарного фонда (365 суток) выходные, праздники, промежутки между сменами, простои и прочее время, в которое техника не эксплуатировалась.
ВАЖНО! Определение параметров, которые нужны для расчетов, производится по каждому цеху или участку.
Рекомендации руководителю
Что делать работодателю, если он желает изменить производственную мощность в лучшую сторону? Рассмотрим конкретные примеры:
- Обеспечение дополнительных рабочих мест.
- Устранение необоснованных потерь времени.
- Стимулирование сотрудников на увеличение производительности.
- Повышение квалификации сотрудников.
- Укомплектование рабочих мест современной техникой.
- Совершенствование структуры основных фондов.
- Организация мероприятий по уменьшению норм расхода сырья.
Наименьшие производственные мощности у предприятий с морально и технически устаревшим оборудованием.
Архивы
Выберите месяц Апрель 2021 Апрель 2021 Июль 2021 Март 2017 Февраль 2021 Январь 2021 Декабрь 2021 Ноябрь 2021 Октябрь 2016 Сентябрь 2021 Август 2021 Июль 2021 Июнь 2021 Май 2021 Апрель 2016 Март 2021 Февраль 2021 Январь 2021 Декабрь 2015 Ноябрь 2015 Октябрь 2015 Сентябрь 2015 Август 2015 Июль 2015 Июнь 2015 Май 2015 Апрель 2015 Март 2015 Февраль 2015 Январь 2015 Декабрь 2014 Ноябрь 2014 Октябрь 2014 Сентябрь 2014 Август 2014 Июль 2014 Июнь 2014 Май 2014 Апрель 2014 Март 2014 Февраль 2014 Январь 2014 Декабрь 2013 Ноябрь 2013 Октябрь 2013 Сентябрь 2013 Август 2013 Июль 2013 Июнь 2013 Май 2013 Апрель 2013 Март 2013 Февраль 2013 Январь 2013 Декабрь 2012 Ноябрь 2012 Октябрь 2012 Сентябрь 2012 Август 2012 Июль 2012 Июнь 2012 Май 2012 Апрель 2012 Март 2012 Февраль 2012 Январь 2012 Декабрь 2011 Ноябрь 2011 Октябрь 2011 Сентябрь 2011 Август 2011 Июль 2011 Июнь 2011 Май 2011 Апрель 2011 Март 2011 Февраль 2011 Январь 2011 Декабрь 2010 Ноябрь 2010 Октябрь 2010 Сентябрь 2010 Август 2010 Июль 2010 Июнь 2010 Май 2010 Апрель 2010 Март 2010 Февраль 2010
Норматив и толкование значения
У КИМ нет нормативных значений. В каждом отдельно взятом случае будут свои границы желаемой эффективности, тем более, если речь идет о человеческих ресурсах. Однако по значению показателя можно сделать определенные выводы:
- низкое значение говорит о неэффективном управлении и нерациональном подходе к организации внутренних процессов на предприятии. Для улучшения положения необходимо вовлекать дополнительное оборудование и менять схему работы;
- при значении коэффициента более 0,7 (70% эффективности) можно повысить производительность собственными силами без привлечения дополнительных ресурсов;
- показатель, равный 1 (100%), свидетельствует о полной загруженности ресурсов, и для увеличения объемов производства нужно дополнительное оборудование.
В западных странах хорошим показателем является величина обобщенного коэффициента 80-82%. Можно использовать эти данные для сравнения КИМ в целом по предприятию.
Значение коэффициента не может быть более 100. В противном случае необходимо будет повышать производительность оборудования на единицы времени или пересматривать сменность работ.
Важно! На значение КИМ могут влиять внешние факторы, такие как волантильность спроса, появление новых конкурентов, форс-мажорные обстоятельства. Чтобы оставаться конкурентоспособным, предприятию следует постоянно совершенствовать свою работу, улучшать и обновлять оборудование, повышать производительность труда
Коэффициент использования мощности
Коэффициент, обозначаемый как cos φ, показывает долю наибольшей возможной мощности, обеспечиваемую переменным электротоком вследствие задерживания напряжения. Он равен косинусу угла смещения этих двух величин. Диапазон возможных значений показателя находится между нулем и единицей. У полностью емкостных (конденсаторные элементы) или индуктивных (трансформаторы и другие устройства с катушками) контуров рассматриваемый угол будет прямым, соответственно, его косинус равен 0. При этом для элементов первого типа ток опережает напряжение, для второго – наоборот. У абсолютно резистивных цепочек электроток идет в фазе с прилагаемым напряжением, угол равен 0, а его косинус – 1. При фиксированном мощностном показателе и не меняющемся напряжении токовая сила будет уменьшаться с увеличением cos φ.
Проблемы низкого cos φ
Важность данного показателя обусловлена его ответственностью за поддержание индуктивной нагруженности. Когда коэффициент слишком низок, проблема может корениться в искажении формы электротока или большой разнице фаз между ним и напряжением на нагрузочных зажимах. Идеальным является значение коэффициента, равное единице, определенно недостаточным – ниже 0,8. При низких значениях соответствующий процент мощности (для 0,8 это 20%) сохраняется в системе, что может нанести вред генератору или двигателю (в частности, подшипниковым элементам). Также это накладывает дополнительную нагрузку на провода, от них требуется большая толщина. Необходимость выдерживать больший ток приводит к снижению общей эффективности из-за увеличения потерь тепла.
Читайте также: Как сделать генератор водорода в домашних условиях
Решение проблемы низкого cos φ
Чаще всего для этой цели применяется установка коммутируемой группы конденсаторных элементов параллельно электроцепи. Можно задать автоматическое включение и выключение блока с опорой на значения разных показателей системы. Чаще конденсаторы ставят в первичной электросети силовой подстанции.

Коррекция низкого коэффициента осуществляется через использование конденсаторов
Понятие производственной мощности
Производственная мощность — максимальный объем продукции соответствующего качества и обычного ассортимента, которое может быть произведено предприятием за определенный промежуток времени при условии эффективной эксплуатации оборудования и оптимального использования трудовых ресурсов.
Пояснения к формулировке.
Термин «соответствующее качество» подразумевает, что продукция соответствует принятым на предприятии, в отрасли, в государстве стандартам для такого вида продукции, не обладает никакими дополнительными дефектами и выпущена по надлежащей технологии производства.
«Обычный ассортимент» означает, что показатель производственной мощности рассчитывается для среднестатистического набора видов готовой продукции, характерного для данного предприятия. При этом следует учитывать, что номенклатурный сдвиг (изменение ассортимента выпускаемой продукции или пропорций между ее видами) приводит к иному результату, чем полученный для «обычного ассортимента».










«Промежуток времени» — это период, за который оценивается производственная мощность. В зависимости от цели, длительности производственного цикла, особенностей производства и т.д. Это может быть час, смена, сутки, декада, месяц, квартал, год и т.д. Период измерения зависит от цели, ради которой делается оценка производственной мощности предприятия. Например, производственную мощность судостроительного завода бессмысленно оценивать в пересчете на час, а вот для завода по разливу минеральной воды такой показатель может быть интересен.
ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ИСПОЛЬЗОВАНИЯ ОСНОВНЫХ СРЕДСТВ
Для анализа экономической эффективности использования основных средств применяют целый ряд показателей. Одни показатели дают оценку техническому состоянию, другие соизмеряют выпуск готовой продукции относительно основных средств.
Показатели, характеризующие техническое состояние оборудования
Коэффициент износа (Кизн) отражает фактический износ основных средств:
Кизн = Ам / Сперв × 100 %,
где Ам — сумма начисленной амортизации, руб.;
Сперв — первоначальная стоимость основных средств, руб.
Важный момент: принято считать, что критически допустимое значение коэффициента износа — 50 %. Превышение этого уровня нежелательно.
приобрела в январе 2021 г. основные средства (см. табл. 4) со сроком полезного использования два года. Износ составляет:
51 832,44 руб. / 103 664,88 руб. × 100 % = 50 %.
Данный показатель характеризует высокую степень износа. Это обусловлено тем, что основные средства предприятия относятся к первой амортизационной группе с коротким сроком полезного использования.
Коэффициент годности основных средств (Кгодн) является обратным показателем коэффициента износа. Он показывает, какую долю составляет остаточная стоимость основных средств от их первоначальной стоимости:
Кгодн = 100 % – Кизн.
Рассчитаем коэффициент годности основных средств : 100 % – 50 % = 50 %.
Уровень годных основных средств составляет 50 %, что указывает на сильное изнашивание основных средств за счет короткого срока эксплуатации.
Возрастной состав оборудования
Чтобы разработать меры по улучшению использования оборудования, нужно контролировать возрастной состав по разным видам оборудования, определяя годность. Возрастной состав характеризуется с помощью группировки оборудования по срокам его функционирования (табл. 5). Анализ возрастного состава по группам оборудования проводят в разрезе цехов и производственных участков.
| Таблица 5. Анализ возрастного состава оборудования, % | |||
| Возрастные группы оборудования | Значение показателя | Изменение | |
| прошлый год | отчетный год | ||
| До 5 лет | 5,10 | 5,70 | 0,60 |
| От 5 до 10 лет | 21,90 | 21,50 | –0,40 |
| От 10 до 20 лет | 67,30 | 67,70 | 0,40 |
| Свыше 20 лет | 5,70 | 5,10 | –0,60 |
| Итого | 100 | 100 | |
Положительной является тенденция увеличения удельного веса молодого оборудования (возрастные группы 1 и 2) со сроком функционирования до 10 лет. В данном случае (см. табл. 5) можно сделать вывод, что предприятие ввело в действие новое оборудование, в результате чего удельный вес молодого оборудования составил в отчетном году 27,20 % (5,70 % + 21,50 %) по сравнению с 27 % (5,10 % + 21,90 %) в прошлом году.
Замечания
1. При длительных сроках службы, значительно превышающих нормативные, ухудшаются технико-экономические характеристики работы оборудования (точность обработки деталей, производительность оборудования, темпы роста объемов производства), ухудшается качество продукции, возрастает производственный брак. В то же время существенно растут затраты на ремонт оборудования и его эксплуатацию.
2. С ростом физического износа увеличиваются внеплановые простои, связанные с неисправностью оборудования, изменяется продолжительность ремонтного цикла, возрастают расходы на техническое обслуживание и ремонт.
Читайте также: Принцип работы диода Шоттки, что такое диод Шоттки
Экономические показатели, характеризующие эффективность использования основных средств
Фондоотдача (Фотд) — обобщающий показатель, характеризующий выпуск готовой продукции на 1 руб. основных средств. Если коэффициент снижается, то это можно объяснить тем, что прирост производительности труда меньше, чем прирост основных средств (причина такой ситуации — изношенность основных средств и высокие затраты на их ремонт и обслуживание). В целом коэффициент показывает, насколько эффективно используются все группы оборудования:
Фотд = Qреал / Сср/г,
где Qреал — объем реализации продукции в отчетном периоде, руб.;
Сср/г — среднегодовая стоимость основных средств, руб. (среднеарифметическое между стоимостью основных средств на начало и конец отчетного периода).
Рассчитаем фондоотдачу для ООО «Альфа» при следующих условиях:
- планируемый объем реализации — 3190 ед. стульев по цене 24 000 руб. за единицу;
- среднегодовая стоимость основных средств — 25 916,22 руб.
Фотд = 3190 ед. × 24 000 руб. / 25 916,22 руб. = 2954,13 руб.
Это очень высокий показатель, свидетельствующий о том, что на 1 руб. основных средств приходится 2954,13 руб. готовой продукции. Есть два объяснения данной ситуации: 1) производство стульев не автоматизировано, основную часть работы работники выполняют вручную; 2) стоимость некоторого оборудования ниже 100 000 руб., и согласно налоговому законодательству не амортизируется.
Замечания
1. Положительной тенденцией считается рост объема реализации продукции при снижении стоимости основных средств. В таком случае делают вывод об эффективном использовании основных средств.
2. На коэффициент фондоотдачи можно влиять с помощью оптимизации загрузки оборудования, увеличения производительности труда и количества рабочих смен.
Фондоемкость (Фемк) — показатель, обратный фондоотдаче, характеризующий стоимость основных средств, приходящихся на 1 руб. готовой продукции. Коэффициент позволяет установить влияние изменений в использовании основных средств на общую потребность в них. Снижение потребности в основных средствах можно рассматривать как условно достигнутую экономию в дополнительных долговременных финансовых вложениях. Формула расчета фондоемкости:
Фемк = Сср/г / Qреал.
Рассчитаем значение показателя для анализируемого предприятия:
Фемк = 25 916,22 руб. / (3190 ед. × 24 000,00 руб.) = 0,00034.
Коэффициент показывает, что на 1 руб. готовой продукции приходится 0,00034 руб. стоимости основных средств. Это свидетельствует об эффективности использования основных средств.
Важная деталь: снижение значения фондоемкости означает рост эффективности организации производственного процесса.
Фондовооруженность (Фврж) характеризует степень оснащенности труда основных производственных работников и показывает, сколько рублей стоимости оборудования приходится на одного работающего:
Фврж = Сср/г / Счисл,
где Счисл — среднесписочная численность работников, чел.
Рассчитаем показатель фондовооруженности для , если среднесписочная численность работников — 52 чел.
Фврж = 25 916,22 руб. / 52 чел. = 498,39 руб.
На одного основного производственного рабочего приходится 498,39 руб. стоимости основных фондов.
Замечания
1. Показатель фондовооруженности напрямую зависит от производительности труда работников основного производства, измеряется количеством продукции, изготовленной одним работником.
2. Положительной тенденцией считается рост фондовооруженности наряду с ростом производительности труда основных производственных рабочих.
Рентабельность основных средств (фондорентабельность, RОС) — характеризует прибыльность основных средств предприятия. Данный показатель содержит информацию о том, сколько прибыли (выручки) получено на 1 руб. основных средств. Рассчитывается показатель как отношение чистой прибыли (выручки от продажи, прибыли до налогообложения) к среднегодовой стоимости ОС (среднеарифметическое между стоимостью основных средств на начало и конец отчетного периода):
где ЧП — чистая прибыль, руб.
Рассчитаем значение показателя фондорентабельности для анализируемого предприятия при условии, что его чистая прибыль в отчетном периоде — 4 970 000,00 руб.
RОС = 4 970 000,00 руб. / 25 916,22 руб. = 191,77.
Замечания
1. У показателя рентабельности основных средств не существует нормативного значения, но положительным является его рост в динамике.
2. Чем выше значение коэффициента, тем выше эффективность использования основных средств предприятия.
Коэффициент обновления (Коб) — характеризует темп и степень обновления основных средств, рассчитывается как отношение балансовой стоимости поступивших основных средств к балансовой стоимости основных средств на конец отчетного периода (исходные данные для расчета берут из бухгалтерской отчетности):
Коб = Снов. ОС / Ск,
где Снов. ОС — стоимость приобретенных основных средств за отчетный период, руб.;
Ск — стоимость основных средств на конец отчетного периода, руб.
Коэффициент обновления основных средств показывает, какую часть от имеющихся на конец отчетного периода основных средств составляют новые основные средства. Положительным эффектом считается тенденция увеличение коэффициента в динамике (свидетельство высокого темпа обновления основных средств).
Важная деталь: анализируя обновление основных средств, нужно параллельно оценивать их выбытие (например, по причине продажи, списания, передачи другим предприятиям и др.).
Коэффициент выбытия (Квыб) — показатель, характеризующий степень и темп выбытия основных средств из сферы производства. Он представляет собой отношение стоимости выбывших основных средств (Свыб) к стоимости основных средств на начало отчетного периода (Сн) (исходные данные для расчета берут из бухгалтерской отчетности):
Данный коэффициент показывает, какая часть основных средств, которые были в наличии у предприятия на начало отчетного периода, выбыла по причине продажи, износа, передачи и др. Анализ коэффициента выбытия идет одновременно с анализом коэффициента обновления основных средств. Если значение коэффициента обновления выше значения коэффициента выбытия, то наблюдается тенденция обновления парка оборудования.
Коэффициент использования производственной мощности — показатель, определяемый отношением годового объема плановой или фактической выработки продукции к ее среднегодовой мощности.
Читайте также: DC/DC-преобразователи: принципы работы и уникальные решения Maxim Integrated
Планируемый предприятием выпуск продукции — 3700 шт., среднегодовая производственная мощность (максимальное количество продукции) — 4200 шт. Отсюда степень использования производственной мощности:
3700 шт. / 4200 шт. = 0,88, или 88 %.
Замечания
1. Коэффициент использования производственной мощности можно применять и на предварительных стадиях формирования производственной программы.
2. Значение коэффициента использования не может превышать единицу или 100 %, поскольку производственная мощность представляет собой максимально возможный объем выпуска продукции при лучших условиях производства.
3. Идеальным считается степень использования, равная 95 %, где оставшиеся 5 % предназначены для обеспечения гибкости и бесперебойности производственного процесса.
Коэффициент сменности (Ксм) — показатель, отражающий отношение фактически отработанного времени к максимально возможному времени работы оборудования за анализируемый период (можно рассчитать по всему цеху или группе оборудования). Формула расчета:
где Фсм — число фактически отработанных машино-смен;
Qобщ — общее количество оборудования.
На предприятии установлена 61 единица оборудования. В первую смену работало только 48 единиц оборудования, во вторую — 44 единицы. Рассчитаем коэффициент сменности: (48 ед. + 44 ед.) / 61 ед. = 1,5.
Замечания
1. Коэффициент сменности характеризует интенсивность использования основных фондов и показывает, во сколько смен в среднем ежегодно (или в сутки) работает каждая единица оборудования.
2. Значение коэффициента сменности всегда меньше значения количества смен.
Коэффициент загрузки оборудования (Кз. об) — показатель, который рассчитывают на основании производственной программы и технических норм времени выработки изделий. Он характеризует использование эффективного фонда времени работы оборудования за определенный период и показывает, какую загрузку оборудования обеспечивает производственная программа. Его можно рассчитать по каждому агрегату, станку или группе оборудования. Формула расчета:
Кз. об = Трпл / (Фпл × Квнв),
где Трпл — плановая трудоемкость производственной программы, нормо-часов;
Фпл — плановый фонд времени работы оборудования, ч;
Квнв — коэффициент выполнения норм выработки, который определяют с помощью среднего процента выполнения норм выработки.
Важная деталь: выполнение норм выработки принимается при условии, что 25 % передовых основных производственных рабочих выполняют эти нормы выше среднего процента.
Допустим, работники сборочного цеха в количестве 50 чел. выполняют нормы выработки следующим образом: на 100 % норму выработки выполнило 25 чел., на 110 % — 15 чел., на 130 % — 10 чел.
На первом этапе определяем средний процент выполнения норм выработки:
(25 чел. × 100 %) + (15 чел. × 110 %) + (10 чел. × 130 %) / 50 чел. = 109 %.
Таким образом, передовыми работниками можно считать 25 человек, которые выполнили норму выработки более чем на 109 %. Удельный вес работников из числа передовых, выполнивших норму выработки на 130 %, составляет 40 % (10 чел. / 25 чел. × 100 %). Следовательно, коэффициент выполнения нормы выработки должен приниматься в размере 130 %.
Чтобы рассчитать коэффициент загрузки оборудования, необходимо определить трудоемкость производственной программы с учетом действующих норм по типам оборудования. Для ООО «Альфа» трудоемкость производственной программы составляет 99 000 нормо-часов (количество оборудования — 61 ед.).
Эффективный фонд рабочего времени (ЭФВ на единицу оборудования был рассчитан раньше) составит 103 273 ч (1693 ч × 61 ед. оборудования).
Найдем коэффициент загрузки оборудования для анализируемого предприятия:
Кз. об = 99 000 нормо-часов / (103 273 ч × 1,3) = 99 000 / 134 254,90 = 0,74.
Как показывают расчеты, уровень загрузки оборудования позволяет выполнить производственную программу на планируемый период.
Замечания
1. Полученный расчетным путем коэффициент загрузки оборудования имеет высокое значение, приближающееся к единице. Его значение не должно превышать единицу, иначе придется проводить мероприятия по повышению производительности оборудования и увеличению коэффициента сменности. В то же время должен быть обеспечен определенный резерв в степени загрузки оборудования на случай непредвиденных простоев, изменения технологических операций и перестройки производственного процесса.
2. При возникновении колебаний на рынке (рост/снижение спроса) или форс-мажорных обстоятельств предприятие должно оперативно реагировать на любые изменения. Для достижения лучшего качества выпускаемой продукции и улучшения ее конкурентоспособности нужно следить за использованием производственных мощностей, а для этого нужно постоянно улучшать и обновлять работу оборудования и повышать производительность труда (эти два фактора лежат в основе работы любого производственного предприятия).
Задача 5. Определить среднегодовую производственную мощность предприятия
Мощность предприятия на начало года насчитывала 35 800 т. конечной продукции. В течение года были введены следующие мощности: в июне – 3500т., в августе – 5420 т., в октябре – 2750 т. Было выведено мощностей: в апреле – 2250 т., в ноябре 8280 т. Необходимо определить: среднегодовую производственную мощность и мощность предприятия на конец года.
Найдем среднегодовую мощность предприятия. Среднегодовую производственную мощность можно также определить и по следующей формуле:
– производственная мощность на начало года.
– мощность, которая вводится в эксплуатацию.
– мощность, которая выбыла с эксплуатации.
– количество месяцев эксплуатации i-той мощности, которая введена в действие на протяжении года.
– количество месяцев после вывода с эксплуатации i-той мощности на протяжении года, месяца.
Подставим значения в формулу.
= 35 800 + (3500*7+5420*5+2750*3)/12 – (2250*9+8280*2)/12= 35 800 +
+ (24 500+27 100+8250)/12 – (20 250+16 560)/12=35 800 + 59 850/12 –
– 36 810/12 =35 800 + 4985,7 – 3067,5=37 720 т.
Найдем производственную мощность на конец года. Для этого прибавим к производственной мощности на начало года добавленные мощности и вычтем выведенные мощности.
Подставим значения в формулу.
= 35 800+3500+5420+2750-2250-8280 = 36 940т.
Пример расчета
Составить представление о методике можно, например, на основе показателей работы завода, производящего пеллеты. Для каждого из используемых типов оборудования (мельницы разного назначения, барабан для сушки, аппарат для формирования гранул и т.д.) фиксируют планируемый и реальный объем перерабатываемого сырья в кубических метрах и на их основе считают коэффициент. Можно разделить месяц на три декады и сформировать статистику за каждую из них и за месяц в целом.
К примеру, наиболее производительной из используемых машин оказался барабан. Тогда значение коэффициента у него будет выше всего. Если требуется повысить производительность других типов станков, их нужно нагружать интенсивнее. Чем больше коэффициент у конкретного станка, тем большую нагрузку относительно своего потенциала он несет. 80-85% является хорошим показателем, но даже в этом случае допускается стремление к повышению ввиду наличия 15-20% запасной мощности.
Производственная мощность предприятия
Любое предприятие имеет окончательным результатом определенную продукцию, изделия, услуги или работу. Производственные возможности при этом выступают в качестве основного ограничения производственных объемов продукции. Конкретныая величина производственных возможностей любой компании заключается в оптимальном производственном объеме и его производственной мощности.
Оптимальный объем производства представляет объем, обеспечивающий выполнение заключаемых договоров и обязательств по выпуску продукции в устанавливаемые сроки с минимальными затратами и максимально возможной эффективностью. Производственная мощность представляет собой годовой объем предложения компании, при учёте наличия и использования ресурсов, изменений уровня действующих цен.










Анализ функционирования предприятия
Анализ требуется для определения оптимальной загрузки ресурсов. Рассмотрим его особенности:
- Предполагается, что изделия изготавливаются на ограниченном числе станков. Требуется подсчитать их количество.
- Нужно подсчитать время, затраченное на обработку единицы продукции на оборудовании.
- Когда будет известно время на изготовление единицы товара, можно определить оптимальное количество продукции, которое можно произвести за выбранный промежуток времени.
Руководитель может снизить норму выработки одного из видов продукции. В этом случае оборудование освобождается для производства других видов товара.
Для чего нужен анализ критической точки?
Анализ критической точки требуется при определении оптимального значения ПМ. Суть его заключается в составлении графика зависимости трат и доходов от объема производимых изделий. В результате определяется точка, на которой траты предприятия аналогичны его доходам. То есть это точка, при которой субъект работает без убытка. На основании этого графика можно обосновать ПМ, которая будет оптимальной в определенном случае.
Динамика производственной мощности предприятия
С течением времени величина производственной мощности предприятия меняется. Это связано с самыми различными факторами, основные из которых это
- Естественный износ оборудования, который влечет за собой снижение его производительности
- Плановые ремонты (которые влекут за собой остановку оборудования для его прохождения)
- Ввод новых единиц оборудования
- Ввод новых мощностей
- Модернизация оборудования (соответственно, изменение его производительности и качественных характеристик)
- Изменение номенклатуры выпускаемой продукции или пропорций в составе имеющейся номенклатуры(структурный сдвиг)
- Изменения состава изделия, сырья, полуфабрикатов, конструкции и т.д.
- Изменения сменности работы предприятия
- Другие причины
Таким образом, рассчитанная величина производственной мощности не является величиной постоянной, а подвержена периодическим изменениям
Поэтому при расчетах принимают во внимание наличие погрешности по отношению к теоретической величине
Особенности измерения
Данные, используемые для будущих вычислений, собираются каждый рабочий день ручным способом. При наличии возможности организуется автоматическая фиксация данных – это поможет тратить меньше временных и трудовых ресурсов для нахождения реального показателя загруженности. Потенциальный показатель считают для определенного временного периода и затем подставляют в формулу.
Важно! Итоговый коэффициент можно определить как для единичной машины или линии, так и для цехового помещения или предприятия в целом. Так что для разных масштабов данные фиксируются с разной периодичностью: статистику по отдельному станку собирают несколько раз в день (например, раз в час), а для всей фирмы ее высчитывают за более длинный период: месячный, сезонный или годовой
Практическое применение КИМ
Вычисление показателя для единичного станка или машины дает возможность узнать следующие данные:
- есть ли эпизоды простаивания в рабочем процессе, и чем они обусловлены;
- насколько востребован данный экземпляр оборудования, и как часто он используется;
- за какую часть приносимой прибыли ответственен станок;
- можно ли эксплуатировать единицу техники более эффективно, стоит ли ее модернизировать.
Определение коэффициента для организации в целом сможет показать:
- насколько можно увеличить объем производимой продукции или оказываемых услуг;
- эффективно ли эксплуатируется установленное оборудование;
- насколько загружены производственные линии;
- в каких границах может расти себестоимость продуктов (при низком коэффициенте возможен рост объема продукции, сопряженный с увеличением себестоимости единичного экземпляра).
Чтобы определить потенциал увеличения объема производства, нужно узнать значение разрыва (обозначим его Р) между возможным и реальным количеством производимой продукции. Оно вычисляется по формуле:
Р = (РОП-ПОП)/ПОП * 100%,
где РОП – реальный объем производства, а ПОП – потенциальный.
Факторы использования производственных мощностей
На каждом предприятии производственные мощности функционируют под влиянием экстенсивных и интенсивных факторов. От того, насколько эффективно они используются, зависят конечные результаты всей работы.










Экстенсивное применение имеющихся мощностей на производстве, представляет собой в первую очередь увеличение времени работы оборудования в течение определенного календарного периода времени. Здесь же учитывается и количество реально действующего оборудования от общего количества оборудования предприятия.
Для того чтобы оборудование работало дольше, необходимо сократить или вовсе ликвидировать внутрисменные простои. В связи с этим, ремонт и обслуживание оборудования должны быть своевременными и качественными. Основной производственный цикл непрерывно получает нужное количество рабочих, сырья, материалов и энергии. В результате, удается существенно повысить коэффициент сменности работы оборудования.
При интенсивном использовании производственные мощности увеличиваются за счет повышения степени загруженности оборудования в течение определенного времени. Чтобы достичь такого повышения проводится модернизация имеющихся машин и механизмов. При этом, выбирается наиболее оптимальный режим для их работы. Оптимизация технологических процессов позволяет увеличивать количество выпускаемой продукции, оставляя неизменными основные фонды и количество рабочих. Выпуск единицы продукции осуществляется с меньшими материальными затратами. Для расчетов наиболее эффективного использования производственных мощностей существуют специальные формулы, включающие в себя основные показатели и коэффициенты.
Распространенные ошибки
Ошибка: Попытки увеличения производственных мощностей только за счет оптимизации и корректировки технологического процесса.
Добиться заметного показателя ПМ без финансовых влияний можно только в частных случаях. Путем оптимизации старого оборудования без замены аппаратуры на новые экземпляры нельзя зафиксировать мощность на высоком уровне.
Ошибка: Повышение мощности производства в целях увеличения прибыли в отношении узкоспециализированной продукции.
Повышение мощности производства товаров, предназначенных для использования только в определенной сфере деятельности, не всегда оказывает прямое влияние на размер прибыли. Нельзя увеличить доход организации, которая производит товар с ограниченным спросом на рынке, только посредством увеличения мощности. Это приведет к избытку предложения и, соответственно, к снижению цены.
Выводы
Важнейшим результатом организации интенсивного использования производственных мощностей является ускорение темпов прироста продукции без дополнительных капитальных вложений, темпов роста фондоотдачи.
Развитие нашей экономики на современном этапе и в ближайшей обозримой перспективе обусловливает необходимость совершенствования организации интенсивного использования производственных мощностей действующих предприятий.
Организация интенсивного использования наличных производственных мощностей является важным фактором экономического роста, при котором не только повышается эффективность применяемых мощностных ресурсов, но и возрастает ее значение в приросте продукции, т.е. когда главным источником увеличения выпуска продукции становится экономия этих ресурсов.
Организация интенсивного использования производственных мощностей должна осуществляться с учетом действия совокупности двух взаимосвязанных видов факторов, обусловливающих возможность более напряженного функционирования мощностных ресурсов во времени (повышения их загрузки) и оказывающих влияние на интенсивный прирост мощностей (снижение машиноемкости).
Определение уровня организации интенсивного использования производственных мощностей обусловливает необходимость обоснования критерия его оценки. Таким критерием может быть минимум разрыва между уровнями использования мощностей и оборудования, составляющего систему машин предприятия. Следовательно, чем меньше этот разрыв, тем выше уровень организации использования производственных мощностей.
Проблема организации интенсивного использования производственных мощностей действующих предприятий охватывает широкий круг вопросов и обусловливает необходимость решения двуединой задачи: во-первых, мобилизации резервов повышения пропорциональности мощностей путем совершенствования построения системы машин отдельных подразделений и предприятий в целом; во-вторых, рационального использования производственных мощностей путем совершенствования хозяйственного механизма, системы материального стимулирования. Эти вопросы являются стержневыми в проводимой радикальной экономической реформе на уровне предприятия. Хозрасчетное стимулирование интенсивного использования производственных мощностей обеспечивается путем нормативного распределения прибыли или дохода. Это является действенным рычагом мобилизации внутренних резервов увеличения выпуска продукции и улучшения всех технико-экономических показателей деятельности предприятий.
На основе данных была рассчитана производственной мощность ООО ПКФ «БАХУС», подразделения ростовской , которая составляет 571110,75 литров вина. Также был рассчитан плановый коэффициент использования производственной мощности предприятия, составляющий 37,45%. Это означает, что предприятие не использует полностью свои ресурсы, а лишь 37,45%.
Список используемых источников
- Петрович И.М., Атаманчук Р.П. «Производственная мощность и экономика предприятия», Москва, 2009.
- Сергеев И.В. «Экономика предприятия», «Финансы и статистика», Москва 2008.
- «Экономика предприятия: Учебник для экономических вузов», Под ред. Руденко А.И, Минск, 2009.
- «Экономика предприятия», Под ред. Карлика А.Е. и Шухгальтера М.Л. Москва, ИНФРА-М, 2007.
- Чуев И.Н., Чечевицына Л.Н. «Экономика предприятия», Москва, 2009.
6. Зайцев Н.Л. Экономика промышленного предприятия: Учебник; 2-е изд.,
перераб. и доп. – М.: ИНФРА-М, 2008.
7. ТамбавскийК.К., Петренко Е.С. Экономический анализ предприятия. – М.: Инфра-М, 2009.
8. Сивакова А.И., Фрадкина Е.К. Анализ финансово-хозяйственной деятельности предприятия. – Ростов н/Д: изд-во «Феникс», 2008.










9. Прохоров С.А. Экономика предприятия. – М.: Наука, 2009.
10. Интернет-сайты, материалы, с которых использовались в работе:
АНАЛИЗ ИЗНОСА ПАРКА ОБОРУДОВАНИЯ
Анализируя состояние оборудования, особое внимание уделяют его физическому и моральному износу (оборудование вследствие износа может полностью выйти из строя).
Физический износ — это потеря потребительской стоимости или материальный износ (изменение потребительских свойств или технико-экономических показателей). Физический износ характеризуется постепенным изнашиванием отдельных элементов оборудования под воздействием различных факторов: срок эксплуатации, степень загрузки, качество ремонтов, коррозия, окисление и др.
Оценка степени физического износа необходима, поскольку последствия износа проявляются в самых разных аспектах деятельности предприятия (в снижении качества выпускаемой продукции, падении мощности оборудования и снижении его технической производительности, увеличении затрат на содержание и эксплуатацию оборудования).
Моральный износ — это износ функциональный. Оборудование изнашивается из-за появления новых средств труда, по сравнению с которыми социальная и экономическая эффективность старой техники снижается.
Сущность морального износа состоит в уменьшении первоначальной стоимости оборудования в результате появления более современных, производительных и экономичных видов.
Основные факторы, определяющие величину морального износа:
- периодичность создания новых типов оборудования;
- продолжительность периода освоения;
- степень улучшения технико-экономических характеристик новой техники.
ЭТО ВАЖНО
Морально устаревшую технику эксплуатировать неэффективно, поэтому ее нужно заменить раньше наступления состояния физического износа.
Идеальной считается ситуация, когда срок физического износа совпадает с моральным, но в реальной жизни это встречается крайне редко. Обычно моральный износ наступает намного раньше, чем истекает срок службы оборудования.
Для обеспечения непрерывного производственного процесса существуют следующие основные формы возмещения износа: ремонт, замена и модернизация. По каждому виду оборудования технические службы предприятия определяют оптимальное соотношение форм возмещения износа, отвечающее требованиям организационно-технического развития предприятия в современных условиях.
Амортизация
Оборудование, являясь объектом длительного пользования, изнашивается и переносит свою стоимость на продукцию постепенно, через начисление амортизации. Другими словами, это накопление средств на восстановление оборудования, которое производится по частям за счет износа.
Согласно Налоговому кодексу РФ амортизируемым имуществом признается имущество со сроком полезного использования более 12 месяцев и первоначальной стоимостью более 100 000 руб.
Амортизационные отчисления — это денежное выражение степени износа основных средств (ОС), которое включается в состав издержек производства и формирует источник средств для приобретения оборудования взамен изношенному или способ возврата капитала, авансированного в оборудование.
Амортизационные группы и соответствующие им сроки полезного использования устанавливают в соответствии с Постановлением Правительства РФ от 01.01.2002 № 1 (в ред. от 07.07.2016) «О Классификации основных средств, включаемых в амортизационные группы». При этом определяют остаточную стоимость основных средств как разницу между первоначальной стоимостью и суммой амортизации основных средств.
Рассчитаем суммы амортизационных отчислений по годам (линейным методом) (табл. 4).
| Таблица 4. Учет амортизации оборудования в | ||||||
| Наименование основного средства | Амортизационная группа | Срок полезного использования | Первоначальная стоимость, руб. | Годовая сумма амортизации, руб. | Годы эксплуатации основных средств | |
| первый | второй | |||||
| Оборудование № 1 | 1 | 2 года | 57 140,17 | 28 570,09 | 28 570,09 | 28 570,09 |
| Оборудование № 2 | 1 | 2 года | 46 524,71 | 23 262,36 | 23 262,36 | 23 262,36 |
| Итого | 103 664,88 | 51 832,44 | ||||
Когда вся стоимость основного средства будет перенесена на себестоимость изготавливаемой продукции за счет амортизационных отчислений, тогда сумма отчислений будет соответствовать первоначальной стоимости основного средства, амортизация перестанет начисляться.
Коэффициент использования производственной мощности
Одним из ведущих показателей, характеризующих работу предприятия, является коэффициент использования производственной мощности. Лицам, участвующим в организации трудового процесса, необходимо знать, что описывает этот параметр, и как определяется его значение.

Коэффициент предоставляет информацию, полезную для оптимизации производственного процесса
Определение коэффициента
Данный коэффициент показывает то, насколько производственное оборудование используется на практике, по сравнению с показателем, достигаемым при максимально возможной нагрузке на линии. Он является одним из индикаторов производительности фирмы и дает возможность оценить эффективность используемых технологий и методов работы, выявить проблемы с рациональной эксплуатацией машин. Это поспособствует лучшему выстраиванию производственного процесса и оптимизации использования оборудования.
Важно! Коэффициент может использоваться не только для оценки работы фабрики, участка цеха или иного промышленного предприятия, но и для фирмы, занимающейся торговлей или оказывающей услуги населению. Так определяют, насколько производительны коллектив и используемые технические средства.
Метод сбора информации
Первое время данные для расчета реальной и потенциальной мощностных величин собираются ручным методом и заносятся в специально подготовленную отчетность. Когда значение второй из упомянутых величин будет установлено, последующие вычисления можно автоматизировать, базируясь на имеющихся данных и трендах.
Читайте также: Для получения промышленного переменного тока используют
Коэффициент использования оборудования
КОЭФФИЦИЕНТ ИСПОЛЬЗОВАНИЯ ОБОРУДОВАНИЯ — показатель, характеризующий степень производительного использования активной части производственных основных фондов. Рассчитывается по времени, мощности (производительности) и объему произведенной продукции или выполненной работы. Коэффициент использования оборудования по времени определяется путем деления времени фактической работы оборудования на плановый фонд времени, т. е. на количество часов работы оборудования, предусмотренное планом с учетом числа календарных дней в периоде, праздничных и выходных, установленного режима работы, продолжительности смены, а также времени на планово-предупредительный ремонт.
Если станок должен был работать в данном месяце 160 часов, а практически из-за простоев, не предусмотренных планом потерь рабочего времени, работал 150 часов, то коэффициент использования оборудования по времени (коэффициент экстенсивной нагрузки) равен 93,8 % (6,2 % — потери станочного времени). Важно обеспечить работу оборудования не только без простоев, но и с установленной мощностью, производительностью.
Формула расчета
Что такое коэффициент мощности
Основная формула, применяемая для вычисления коэффициента, имеет такой вид:
где:
- Vфакт – объем изготовленной за определенное время продукции,
- Мср – средняя производственная мощность за тот же временной период.

Формула нахождения коэффициента использования мощности
Формула производственной мощности, используемая в вычислениях, рассчитывается с применением прироста и выбытия на балансе предприятия за прошедший период (как правило, годовых). Мощность определенного вида оборудования может вычисляться двумя способами: с использованием трудоемкости единицы производимой продукции или производительности одного экземпляра техники.

Формулы производственной мощности
Целевые значения
В качестве ориентира можно использовать значение 80% – средний показатель для фирм Соединенных Штатов. В Европе он несколько выше – 82%.
МЕТОДИКА АНАЛИЗА ИСПОЛЬЗОВАНИЯ ПРОИЗВОДСТВЕННЫХ МОЩНОСТЕЙ
1. Определим степень использования производственной мощности предприятия. Степень использования производственной мощности характеризует коэффициент использования мощности (Кисп), который можно рассчитать по формуле:
Кисп = Vпл (факт) – Мср/г, (1)
где Vпл (факт) — плановый (или фактический) объем выпуска продукции;
Мср/г — среднегодовая производственная мощность предприятия.
НА ЗАМЕТКУ
Читайте также: Эффективная мощность двигателя, максимальная и минимальная мощность, холостой ход
- Степень использования среднегодовой производственной мощности не может быть более 100 %.
- Если степень использования среднегодовой производственной мощности больше 100 %, это говорит о перегрузке производственного оборудования, которая может привести к поломке и выходу из строя основных средств.
- Если Vпл (факт) < Мср/г, то это значит, что производственная программа предприятия обеспечена производственными мощностями.
- Для устойчивой работы и перспективной деятельности в части улучшения качества, обновления выпускаемой продукции и других стратегических целей предприятие должно иметь оптимальный резерв производственной мощности. Размер этого резерва находится в пределах 10–15 % и зависит от специфики предприятия.
Величина среднегодовой производственной мощности зависит от своевременности ввода и выбытия производственных мощностей и рассчитывается по следующей формуле:
Мср/г = Мн + ∑(Мвв × Чвв) / 12 – ∑(Мвыб × Чвыб) / 12, (2)
где Мн — производственная мощность на начало периода;
Мвв — мощности, введенные в действие в течение года;
Мвыб — мощности, выбывшие в течение года;
Чвв — число месяцев эксплуатации введенной мощности;
Чвыб — число месяцев с момента выбытия мощности до конца года.
ПРИМЕР 1
ОАО «Бриз» занимается переработкой молока и изготовлением молочной продукции. На 01.05.2016 на предприятии демонтировали старое оборудование и установили новую линию по розливу молока. Это дало прирост выпуска готовой продукции на 32 029 тыс. руб.
Производственная мощность выбывшего на 01.05.2016 оборудования — 6870 т.
Производственная мощность оборудования, введенного с 01.05.2016, — 23 989,5 т.
Среднегодовая производственная мощность за 2016 г. составит:
Мср/г = 21 497 + (23 989,5 × 8 / 12) – (6870 × 4 / 12) = 35 200 т.
Рассчитаем степень использования производственной мощности ОАО «Бриз» (табл. 1).
| Таблица 1. Использование производственной мощности ОАО «Бриз» | |||
| Показатель | 2015 г. | 2016 г. | Отклонение |
| Выпуск продукции: | |||
| в действующих ценах, тыс. руб. | 546 024 | 578 053 | +32 029 |
| в натуральном выражении, т | 21 497 | 22 758 | +1261 |
| Среднегодовая производственная мощность, т | 29 560 | 35 200 | +5640 |
| Прирост среднегодовой производственной мощности за счет: | |||
| ввода в действие нового и модернизации старого оборудования | +3384 | ||
| реконструкции цеха | +2256 | ||
| Степень использования производственной мощности, % | 72,7 | 64,7 | –8,0 |
| Производственная площадь, м2 | 3357 | 3357 | — |
| Выпуск продукции на 1 м2 производственной площади, тыс. руб. | 162,7 | 172,2 | +9,5 |
| Уровень недозагрузки мощностей, % | 27,3 | 35,3 | +8,0 |
Вывод по данным табл. 1: несмотря на то что за отчетный год выпуск продукции увеличился на 1261 т, предприятие не использует производственные мощности в полном объеме. Если в 2015 г. они использованы на 72,7 %, то в 2021 г. степень использования производственных мощностей еще ниже — 64,7 %. Кроме активной части основных фондов, недоиспользована и пассивная часть.
Читайте также: Как подключить камеру видеонаблюдения к компьютеру – пошаговая инструкция
Важная деталь: неполное использование мощностей ведет к тому, что в дальнейшем может снизиться объем выпуска продукции и вырасти ее себестоимость за счет увеличения постоянных расходов на единицу продукции.
2. Оценим эффективность использования производственных мощностей.
Эффективность использования производственных мощностей можно оценить с помощью показателей, характеризующих использование производственного оборудования. В данном случае последовательно анализируют использование численного парка оборудования, использование оборудования по времени работы и по производительности.
Анализ использования численного парка оборудования
Для анализа использования численного парка оборудования применяют следующие показатели:
- коэффициент использования парка наличного оборудования (Кнал), который рассчитывается по следующей формуле:
Кнал = Одейст / Ообщ, (3)
где Одейст — количество действующего оборудования;
Ообщ — количество всего имеющегося оборудования, установленного и неустановленного;
- коэффициент использования парка установленного оборудования (Куст), который можно определить по формуле:
Куст = Ор / Оуст, (4)
где Ор — количество работающего оборудования;
Оуст — количество установленного оборудования.
Сопоставление этих показателей позволяет проанализировать степень вовлеченности оборудования в производственный процесс и выявить возможные резервы.
ПРИМЕР 2
Рассчитаем использование численного парка оборудования в ОАО «Бриз». Необходимые данные и результаты расчетов представим в табл. 2.
| Таблица 2. Использование численного парка оборудования | |||
| Показатель | 2015 г. | 2016 г. | Отклонение |
| Наличное оборудование, ед. | 231 | 254 | 23 |
| Установленное оборудование, ед. | 230 | 246 | 16 |
| Действующее оборудование, ед. | 193 | 228 | 35 |
| Коэффициент использования парка наличного оборудования, % | 83,5 | 89,8 | 6,3 |
| Коэффициент использования парка установленного оборудования, % | 83,9 | 92,7 | 8,8 |
Согласно данным табл. 2 в 2021 г. наличного оборудования стало больше на 23 единицы (на 10 %), так как приобретены новые производственные линии (положительный момент в работе предприятия). Настораживает уровень использования установленного оборудования: всего 83,9 % в 2015 г. и 92,7 % в 2021 г. Это может негативно сказаться на выполнении производственной программы предприятия.
Сложившаяся ситуация связана с тем, что устаревшее оборудование находится на консервации, а новое установлено не в полном объеме.
В 2015 году из 231 единицы наличного оборудования действует только 193, а в 2021 г. из 254 единиц этого оборудования в производстве занято только 228 ед. Это тоже неблагоприятная ситуация.
Большое количество недействующего оборудования из числа установленного объясняется тем, что оборудование часто выходит из строя и находится на длительном ремонте.
Если усилить контроль за эксплуатацией и сохранностью производственного оборудования, то такой дисбаланс можно уменьшить. Своевременный периодический техосмотр, устранение неполадок, качественные ремонтные работы позволят снизить риск бездействия производственного оборудования и увеличить срок службы.
Согласно показателям, характеризующим использование действующего и наличного парка оборудования, в производственный процесс вовлечено не все оборудование, что является резервом роста продукции.
Доля установленного оборудования в 2021 г. повысилась на 8,8 % и составила 92,7 %. С повышением уровня установленного оборудования увеличивается производственная мощность предприятия и выпуск продукции.
ЭТО ВАЖНО
Анализируя использование оборудования по количеству, следует обратить внимание на причины бездействия оборудования, находящегося на балансе предприятия. Во время анализа установленного оборудования нужно выяснять причины его простоев (оборудование в ремонте, на модернизации, резервное или неиспользуемое).
Анализ оборудования по времени работы
Использование оборудования по времени характеризуется балансом времени его работы и показывает степень экстенсивной загрузки оборудования.
Для анализа работы оборудования по времени используют следующие показатели:
- коэффициент использования режимного фонда времени работы оборудования (Креж):
Креж = Тфакт / Треж, (5)
Читайте также: Стабилизатор тока на двух транзисторах (схема, плата, сборка, испытание)
где Тфакт — фактический фонд времени работы оборудования (в станко-часах или станко-сменах);
Треж — режимный фонд рабочего времени работы оборудования, рассчитанный исходя из планового режима работы на предприятии с учетом коэффициента сменности;
- коэффициент использования планового фонда времени оборудования/экстенсивной нагрузки (Кэкс):
Кэкс = Тфакт / Тплан, (6)
где Тплан — плановый фонд рабочего времени работы оборудования, рассчитанный как максимально возможное время работы оборудования.
ПРИМЕР 3
Для расчета показателей использования оборудования по времени применим систему показателей времени работы оборудования в цехе цельномолочной продукции ОАО «Бриз» (табл. 3).
где Тк — календарный (плановый) фонд времени оборудования, ч;
Дк — число календарных дней в году;
Оуст — число единиц установленного оборудования
где Тн — номинальный (режимный) фонд времени работы оборудования, ч;
Дв — число выходных дней в году;
Дп — число праздничных дней в году;
Кс — число смен в рабочих сутках;
Фс — продолжительность рабочей смены
где Тп — полезный (действительный) фонд времени работы оборудования, ч;
Кисп — коэффициент полезного использования оборудования;
ап — планируемые потери времени для ремонта и модернизации оборудования, %
где Тфакт — фактическое время работы оборудования, ч;
Тпр — продолжительность внеплановых простоев, ч
Согласно данным табл. 3 в 2015 г. фактически оборудование использовано на 5 % от максимального количества времени и на 79 % от режимного фонда времени работы оборудования. Производственные мощности используются не в полном объеме, что сказывается на выпуске продукции и получении прибыли. В 2021 году произошло улучшение использования производственных мощностей по времени за счет приобретения нового оборудования.
На время использования оборудования повлияло большое количество часов простоя из-за ремонтных работ устаревшего оборудования.
НА ЗАМЕТКУ
К резервам повышения уровня экстенсивного использования оборудования можно отнести:
- увеличение времени работы оборудования;
- ликвидация простоев;
- устранение неравномерного выпуска продукции;
- повышение коэффициента сменности.
Одним из важнейших показателей использования оборудования является коэффициент сменности работы оборудования (Ксм):
Ксм = Тфакт / Чзаг, (7)
где Тфакт — фактический фонд времени работы оборудования (в станко-часах или станко-сменах);
Чзаг — число станков, работающих в наиболее загруженную смену.
Коэффициент сменности можно определить как среднеарифметическую взвешенную по числу станков, работающих в одну, две и три смены.
ПРИМЕР 4
В цельномолочном цехе ОАО «Бриз» в 2015 г. было установлено 58 единиц оборудования, за текущий месяц отработано 1856 смен, в месяце 20 рабочих дней.
Коэффициент сменности (Ксм) составит:
1856 смен / (58 ед. × 20 дн.) = 1,6 см.
Важная деталь: анализируя использование оборудования по времени, следует обратить особое внимание на причины простоев, которые наиболее часто повторяются. Эти причины могут быть связаны с неисправностью оборудования, отсутствием электроэнергии, сырья, материалов и др.
Анализ использования оборудования по производительности
Для анализа использования оборудования по производительности рассчитывают коэффициент интенсивной нагрузки оборудования (Кинт):
Кинт = Qфакт / Qуст, (8)
где Qфакт — фактический объем продукции в единицу времени;
Qуст — установленная норма выработки (часовая мощность оборудования).
ПРИМЕР 5
Цельномолочный цех ОАО «Бриз» в среднем на одну единицу оборудования за 1 час выпускал 25 кг основной продукции в 2015 г. и 27 кг в 2021 г.
Плановая часовая мощность единицы оборудования составляет: 2015 г. — 27 кг, 2021 г. — 28 кг.
Читайте также: Для чего нужен пирометр и как измерять температуру бесконтактным методом
Рассчитаем коэффициент интенсивной нагрузки цельномолочного цеха (Кинт):
- 2015 г. — 0,93 (25 / 27);
- 2016 г. — 0,96 (27 / 28).
Показатель говорит о том, что оборудование в цельномолочном цехе работает с интенсивностью 96 % и достаточно загружено.
НА ЗАМЕТКУ
К резервам повышения уровня интенсивного использования оборудования можно отнести:
- применение прогрессивных видов инструментов и упаковки;
- рациональное размещение оборудования;
- внедрение поточных методов работы.
Для комплексной оценки использования оборудования по времени и производительности применяют показатель интегральной нагрузки оборудования (К1). Он характеризует использование оборудования по производственной мощности и представляет собой произведение коэффициента экстенсивной (Кэкс) и интенсивной (Кинт) нагрузки оборудования:
К1 = Кэкс × Кинт. (9)
Уровень использования производственной мощности зависит от загрузки и фактической сменности работы оборудования, то есть чем выше коэффициент интегрального использования оборудования, тем выше уровень использования производственной мощности.
ПРИМЕР 6
Используем показатели экстенсивной (пример 3) и интенсивной (пример 5) нагрузки оборудования цельномолочного цеха ОАО «Бриз» и рассчитаем интегральный показатель нагрузки этого оборудования в 2015 и 2021 гг.:
К12015 = 0,5 × 0,93 = 0,47.
К12016 = 0,61 × 0,96 = 0,59.
За период 2015–2016 гг. произошло увеличение интегрального показателя использования производственных мощностей на 12 %, но он так и остается на низком уровне. Производственные мощности используются только на 47 и 59 %. Оборудование используется по времени неэффективно и это оказывает влияние на повышение себестоимости продукции и снижение прибыли.
Важная деталь: анализируя использование оборудования по мощности, нельзя сравнивать интенсивность использования различных видов оборудования. Сопоставлять нужно только аналогичное оборудование при производстве однородной продукции.
3. Определим влияние факторов на выпуск продукции.
Анализируя использование оборудования, следует определить влияние факторов, которые изменяют объем производства продукции. К таким факторам можно отнести время работы, количество оборудования, часовую выработку. Использование оборудования по времени зависит и от числа дней работы оборудования, сменности работы и средней продолжительности смены.
Влияние факторов на объем выпуска продукции (ВП) можно рассчитать, используя формулу такого вида:
ВП = Одейст × Д × Ксм × Псм × ЧВ, (10)
где Одейст — количество действующего оборудования;
Д — количество дней, отработанных единицей оборудования;
Ксм — коэффициент сменности работы оборудования;
Псм — средняя продолжительность смены;
ЧВ — средняя выработка за один машино-час.
Расчет следует проводить по группам однородного оборудования, поэтому будем использовать показатели по цельномолочному цеху ОАО «Бриз».
Для расчета влияния факторов все необходимые данные приведем в табл. 4.
| Таблица 4. Исходные данные для анализа влияния экстенсивной и интенсивной загрузки оборудования на выпуск продукции | |||
| Показатель | 2015 г. | 2016 г. | Отклонение |
| Объем выпуска продукции, тыс. руб. | 124 191 | 173 542 | 49 351 |
| Среднегодовое количество действующего оборудования, ед. | 58 | 62 | 4 |
| Число дней, отработанных единицей оборудования в году | 242 | 241 | –1 |
| Коэффициент сменности | 1,6 | 1,7 | 0,1 |
| Средняя продолжительность смены, ч | 14 | 16 | 2 |
| Среднечасовая выработка единицы действующего оборудования, тыс. руб. | 0,395 | 0,427 | 0,032 |
Рассчитаем влияние факторов загрузки оборудования на выпуск продукции в цельномолочном цехе методом абсолютных разниц (табл. 5).
| Таблица 5. Расчет влияния факторов загрузки оборудования на выпуск продукции в цельномолочном цехе | |||
| Фактор | Формула расчета | Расчет | Сумма влияния, тыс. руб. |
| Количество действующего оборудования, ед. | ΔОдейст × Д0 × Ксм0 × Псм0 × ЧВ0 | 4 × 242 × 1,6 × 14 × 0,395 | +8565 |
| Количество дней, отработанных единицей оборудования в году | Одейст1 × ΔД × Ксм0 × Псм0 × ЧВ0 | 62 × –1 × 1,6 × 14 × 0,395 | –549 |
| Коэффициент сменности работы оборудования | Одейст1 × Д1 × ΔКсм × Псм0 × ЧВ0 | 62 × 241 × 0,1 × 14 × 0,395 | +8263 |
| Средняя продолжительность смены, ч | Одейст1 × Д1 × Ксм1 × ΔПсм × ЧВ0 | 62 × 241 × 1,7 × 2 × 0,395 | +20 067 |
| Среднечасовая выработка за 1 станко-час | Одейст1 × Д1 × Ксм1 × Псм1 × ΔЧВ | 62 × 241 × 1,7 × 16 × 0,032 | +13 006 |
| Итого | +49 352 | ||
Исходя из данных табл. 5, основное влияние на рост выпуска продукции оказали следующие факторы:
- увеличение продолжительности смены (+20 067 тыс. руб.);
- увеличение среднечасовой выработки (+13 006 тыс. руб.);
- рост числа действующего оборудования в цельномолочном цехе (+8565 тыс. руб.);
- повышение коэффициента сменности работы оборудования (+8263 тыс. руб.).
В работе цельномолочного цеха имеются резервы увеличения выпуска продукции за счет его экстенсивной загрузки. Для улучшения и дальнейшего наращивания производственных мощностей по цельномолочному цеху и всему предприятию ОАО «Бриз» необходимо:
- сократить внутрисменные и целосменные простои парка основного оборудования;
- модернизировать действующий парк основного оборудования.
Особенности измерения
Знакомство с коэффициентом спроса и использования
Данные, используемые для будущих вычислений, собираются каждый рабочий день ручным способом. При наличии возможности организуется автоматическая фиксация данных – это поможет тратить меньше временных и трудовых ресурсов для нахождения реального показателя загруженности. Потенциальный показатель считают для определенного временного периода и затем подставляют в формулу.
Важно! Итоговый коэффициент можно определить как для единичной машины или линии, так и для цехового помещения или предприятия в целом. Так что для разных масштабов данные фиксируются с разной периодичностью: статистику по отдельному станку собирают несколько раз в день (например, раз в час), а для всей фирмы ее высчитывают за более длинный период: месячный, сезонный или годовой.
Анализируем обобщающие показатели
К этой группе факторов эффективности относятся те, что помогают оценить ситуацию в целом – по предприятию, по отрасли, по всей государственной экономике. Они строятся на конкретных цифрах, подающихся точному учету и исчислению по специальным формулам. Рассмотрим четыре главных обобщающих показателя эффективности функционирования имущественных активов.
- Фондоотдача
Этот показатель призван оценить, какой объем продукции приходится на единицу стоимости основных средств (1 рубль), то есть какой доход получается на каждый рубль вложенных средств. На макроуровнях (например, в целом по предприятию) он показывает, как соотносится объем выпуска за отчетный период к средней стоимости основных фондов за тот же временной промежуток (обычно берется годичный срок). Отраслевой уровень в качестве объема выпуска будет использовать валовую добавленную стоимость, а общеэкономический – валовой национальный продукт. Формула для вычисления эффективности фондоотдачи: ПФо = Vпр / Стср ОС где:
ПФо – показатель фондоотдачи;
Vпр – объем продукции, выпущенной за определенный период (в рублях);
Чем выше полученный показатель, тем эффективнее фондоотдача.
- ПФемк – показатель фондоемкости;
Стср ОС – средняя цифра стоимости основных средств (обычно за год);
Если известна фондоотдача, можно узнать фондоемкость, найдя обратную величину:
- ПФв – показатель фондовооруженности труда;
Стср ОС – стоимость ОС за необходимый период;
Если нужно проследить связь фондовооруженности и фондоотдачи, понадобится промежуточный показатель – производительность труда, показывающий соотношение выпускаемой продукции и численности персонала. Итак, связь упомянутых двух показателей выражается следующей формулой:
Если выпуск продукции растет, а при этом основные фонды прибавляют в стоимости не так быстро, значит, повышается общая эффективность производства.
- ПР – показатель рентабельности;
Бпр – балансовая прибыль организации за нужный период (чаще всего применяется год);
Норматив и толкование значения
Рассматриваемый показатель не имеет четких фиксированных нормативных рамок. Для разных категорий фирм границы целевого диапазона будут различны, особенно в применении к человеческим ресурсам. Тем не менее, получившаяся цифра может указывать следующее:
- Если результат ниже 0,7, технологические процессы организованы нерационально, и есть необходимость в изменении стратегий работы (опционально также в добавочных производственных мощностях).
- При более высоком значении эффективность работы можно повысить внутренними силами предприятия.
- Если коэффициент равен единице (стопроцентная загруженность), принадлежащие фирме ресурсы используются максимально. Если есть цель производить еще больше продукции, потребуется приобретение дополнительных единиц техники. Превышать показатель в 100% коэффициент не может.
Важно! На итоговую цифру может оказывать влияние ряд сторонних факторов: внезапное изменение ситуации на фирме или в ее окружении, компании-конкуренты, изменение спроса.
Основной расчетный коэффициент
Общая оценка, позволяющая определить эффективность использования оборудования, производится с помощью специального показателя, представляющего собой коэффициент использования производственной мощности. Его значение вычисляется по формуле: Кисп = Оф :Мр, в которой «Оф» – это фактически произведенная продукция, а «Мр» служит показателем расчетной производственной мощности.
При более точных расчетах анализируется и оценивается использование машин и прочего оборудования. Для этого применяется специальный коэффициент, учитывающий экстенсивную нагрузку оборудования (Кэкс). Он применяется в трех основных формулах: 1. Кэкс = Вф :Фк, 2. Кэкс = Вф :Фр, 3. Кэкс = Вф :Фпл, в которых Вф является фактически отработанным временем, а Фк, Фр и Фпл представляют собой соответствующие фонды времени – календарный, режимный и плановый полезный.

Существует еще один важный показатель, определяющий эффективность использования установленного оборудования. Это коэффициент сменности, определяемый двумя основными методами. В первом случае используется общее количество станко-часов, отработанных в течение суток и действительный расчетный фонт времени функционирования машин в течение одной смены. Здесь первая величина относится ко второй. При втором способе отработанные станко-смены соотносятся с количеством установленных машин и механизмов. Первый метод является более точным, поскольку он учитывает фактическое почасовое время работы во всех сменах.
Использование производственных мощностей определяется и с помощью показателя интенсивности нагрузки на оборудование. Учитываются такие характеристики, как организация труда на рабочих местах, качество оборудования и другие факторы, обеспечивающие использование полной мощности оборудования в продолжительный период времени. При более высокой надежности оборудования коэффициент интенсивности приближается к единице.
Наиболее рациональное и эффективное использование производственных мощностей является основной задачей каждого предприятия. Это позволяет увеличивать выпуск продукции без потерь качества и не увеличивая ее себестоимость.
Пример расчета
Составить представление о методике можно, например, на основе показателей работы завода, производящего пеллеты. Для каждого из используемых типов оборудования (мельницы разного назначения, барабан для сушки, аппарат для формирования гранул и т.д.) фиксируют планируемый и реальный объем перерабатываемого сырья в кубических метрах и на их основе считают коэффициент. Можно разделить месяц на три декады и сформировать статистику за каждую из них и за месяц в целом.
К примеру, наиболее производительной из используемых машин оказался барабан. Тогда значение коэффициента у него будет выше всего. Если требуется повысить производительность других типов станков, их нужно нагружать интенсивнее. Чем больше коэффициент у конкретного станка, тем большую нагрузку относительно своего потенциала он несет. 80-85% является хорошим показателем, но даже в этом случае допускается стремление к повышению ввиду наличия 15-20% запасной мощности.
С какой целью используется коэффициент загрузки оборудования
Кз рассчитывают, чтобы выяснить степень занятости станков определенной работой. Он позволяет понять, какую долю фондового времени станки обеспечены всем необходимым.
Рассчитывая значение Кз, экономисты видят, насколько загружены станки в тех либо иных производственных условиях. Если, предположим, Кз = 0,8, тогда это означает, что на 80% фонда времени у станков имеется все, что требуется для работы. Т. е. инструментарий, рабочие на своих местах и т. д. А на протяжении оставшихся 20% чего-то не достает.
Возьмем, к примеру, комплексную автоматизацию производства (computer-integrated manufacturing (CIM)), созданные автоматические поточные линии. Производительность звеньев всей технологической цепочки по большей части разная и очень редко бывает идентичной. Полная загрузка бывает только у лимитирующих (ограничивающих) звеньев (Кз > 1). Для нелимитиующих звеньев значение Кз < 1. Значение КЗ рассчитывают:
- Сначала по каждой операции в рассматриваемом периоде.
- Затем определяют среднее значение в этом же периоде.
Первичный расчет производится на основе отношения расчетного числа (штучно) станков к принятому их числу. Анализируя работу станков, предназначенных для продолжительного использования, рассчитывают показатели, которые в своей совокупности характеризуют использование мощности, времени работы, количества станков.
Практическое применение КИМ
Вычисление показателя для единичного станка или машины дает возможность узнать следующие данные:
- есть ли эпизоды простаивания в рабочем процессе, и чем они обусловлены;
- насколько востребован данный экземпляр оборудования, и как часто он используется;
- за какую часть приносимой прибыли ответственен станок;
- можно ли эксплуатировать единицу техники более эффективно, стоит ли ее модернизировать.
Определение коэффициента для организации в целом сможет показать:
- насколько можно увеличить объем производимой продукции или оказываемых услуг;
- эффективно ли эксплуатируется установленное оборудование;
- насколько загружены производственные линии;
- в каких границах может расти себестоимость продуктов (при низком коэффициенте возможен рост объема продукции, сопряженный с увеличением себестоимости единичного экземпляра).
Чтобы определить потенциал увеличения объема производства, нужно узнать значение разрыва (обозначим его Р) между возможным и реальным количеством производимой продукции. Оно вычисляется по формуле:
Р = (РОП-ПОП)/ПОП * 100%,
где РОП – реальный объем производства, а ПОП – потенциальный.
Коэффициент использования материала
Формула данного показателя характеризует фактор оборотных фондов. Также использование предметов труда отражает выход готовой продукции. Последний показатель, как правило, применяют в отраслях, где происходит первичная обработка сырья.
В обрабатывающей же промышленности чаще рассчитывают коэффициент использования материалов. Отражают, какой процент сырья должен был содержаться в готовой продукции, и как все выглядит в реальности. Выделяют два вида коэффициентов использования.
Коэффициент использования мощности
Коэффициент, обозначаемый как cos φ, показывает долю наибольшей возможной мощности, обеспечиваемую переменным электротоком вследствие задерживания напряжения. Он равен косинусу угла смещения этих двух величин. Диапазон возможных значений показателя находится между нулем и единицей. У полностью емкостных (конденсаторные элементы) или индуктивных (трансформаторы и другие устройства с катушками) контуров рассматриваемый угол будет прямым, соответственно, его косинус равен 0. При этом для элементов первого типа ток опережает напряжение, для второго – наоборот. У абсолютно резистивных цепочек электроток идет в фазе с прилагаемым напряжением, угол равен 0, а его косинус – 1. При фиксированном мощностном показателе и не меняющемся напряжении токовая сила будет уменьшаться с увеличением cos φ.
Проблемы низкого cos φ
Важность данного показателя обусловлена его ответственностью за поддержание индуктивной нагруженности. Когда коэффициент слишком низок, проблема может корениться в искажении формы электротока или большой разнице фаз между ним и напряжением на нагрузочных зажимах. Идеальным является значение коэффициента, равное единице, определенно недостаточным – ниже 0,8. При низких значениях соответствующий процент мощности (для 0,8 это 20%) сохраняется в системе, что может нанести вред генератору или двигателю (в частности, подшипниковым элементам). Также это накладывает дополнительную нагрузку на провода, от них требуется большая толщина. Необходимость выдерживать больший ток приводит к снижению общей эффективности из-за увеличения потерь тепла.
Решение проблемы низкого cos φ
Чаще всего для этой цели применяется установка коммутируемой группы конденсаторных элементов параллельно электроцепи. Можно задать автоматическое включение и выключение блока с опорой на значения разных показателей системы. Чаще конденсаторы ставят в первичной электросети силовой подстанции.

Коррекция низкого коэффициента осуществляется через использование конденсаторов
Ограничения коэффициента использования
Ограничением коэффициента использования является то, что он не включает долг. Некоторые компании берут на себя большие долги, что означает, что они обязаны платить большие процентные платежи, которые не включаются в показатель операционных расходов коэффициента использования. Две компании могут иметь одинаковый операционный коэффициент при совершенно разных уровнях долга, поэтому важно сравнить показатели долга, прежде чем делать какие-либо выводы.
Как и в случае с любыми другими финансовыми показателями, операционный коэффициент следует отслеживать в течение нескольких отчетных периодов, чтобы определить, присутствует ли тенденция. Иногда компании могут сократить расходы в краткосрочной перспективе, таким образом временно увеличивая свои доходы. Инвесторы должны отслеживать затраты, чтобы увидеть, увеличиваются они или уменьшаются с течением времени, а также сравнивать эти результаты с показателями выручки и прибыли.
Также важно сравнивать операционный коэффициент с другими фирмами той же отрасли. Если компания имеет более высокий операционный коэффициент, чем в среднем у конкурентов, это может указывать на неэффективность и наоборот. Наконец, как и все коэффициенты, его следует использовать как часть полного анализа коэффициентов, а не изолированно.
Планирование потребности в производственных мощностях (CRP)
Использование данных систем преследует цель повысить эффективность работы оборудования, команд сотрудников, конвейерных линий. Суть состоит в планировании и нахождении баланса загруженности для реализации плана по выпуску конечного продукта. Планировать необходимые объемы мощностей нужно для каждого типа производимой продукции с учетом структуры технологического процесса. Система генерирует отчет о расхождениях между необходимой загрузкой и представленными в наличии мощностями.

Планирование потребности в производственных мощностях
Коэффициент использования мощности – важный параметр, помогающий определить, какими возможностями для повышения эффективности обладает предприятие, отдельная производственная линия или единица оборудования. Проведение расчетов с его использованием поможет оптимизировать производство, выявить, какие оборудование и технологические процессы нуждаются в модернизации или замене.
Как рассчитать коэффициент?
Составим пошаговую инструкцию расчёта коэффициента использования оборудования:
- Для анализа эффективности необходимо выбрать основное производство и параметры оценки. Например, если речь идет об расчете коэффициента использования рабочих станков, то параметрами оценки могут быть: время их работы, объем изготавливаемой продукции; говоря об использовании автомобилей – количество тонно-километров перевезенного груза.
- Далее следует определить плановые показатели рабочего времени оборудования за конкретный (анализируемый) период. Рассчитать его можно исходя из режима работы сотрудников, производственного календаря, наличия графиков сменности. Например, плановая загрузка оборудования, работающего ежедневно в две смены за месяц составит 720 часов (30 дней * 24 часа).
- Следующим пунктом будет определение фактического времени работы оборудования. Рассчитать его можно исходя из данных, отраженных в табелях учета рабочего времени сотрудников, работающих за этим станком.
Собрав все данные, можно приступать к расчету коэффициента использования оборудования, используя формулу:
КИ = (Фр/С)/Фп, в которой:
— Фр – фактическое время работы всех станков предприятия, выраженное в часах;
— С – общее количество станков на предприятии, в штуках;
— Фп – плановый расчет рабочего времени, в часах.
Рассмотрим пример с конкретными данными: Фр=7 000; С=10; Фп=720. Таким образом, на этом предприятии коэффициент использования оборудования составит 0,97 (7 000/10/720), то есть оборудование было использовано на 97 %, а 3 % — его простой.
Таким же образом рассчитывается коэффициент использования основного средства за любой период, или группы основных средств.
Толкование значения
По КВ значению можно определить следующее:
- Эффективно ли используются машины и оборудование.
- Насколько часто агрегаты простаивают и не работают на благо предприятия.
- Есть ли проблемы с какими-то определенными машинами.
Совокупный анализ работы производственных мощностей позволяет рассчитать эффективность работы оборудования, выявить убыточные единицы техники, которые требуют списания и/или замены.
Значение показателя может быть только положительным, т. к. время работы отрицательным не бывает.
- Типа машины.
- Сферы ее использования.
- Технологического узла, на котором используется машина.
- Изделий, с которыми работает оборудование.
- Состояние агрегатов (новые, восстановленные, после капитального ремонта, списанные и др.).
- Величины технологической линии.
- Загруженности производства.
- Многофункциональности машины (возможности переключиться с одной функции на другую).
Таблица 2. Примерное толкование значения КВ
| Менее 0,5 | 0,5-0,8 | 0,8-1 | 1 | Более 1 |
| Машины работают в полсилы | Машины основную часть смены задействованы | Почти нет простоев в течение смены | Машины задействованы в течение всей смены | Оборудование работает сверхурочно |
| Простои более 50% смены | Оборудование периодически находится в ремонте | Производство работает эффективно | Оборудование не нуждается в ремонте, оно в хорошем состоянии | Произведен неверный расчет времени эксплуатации |
| Слишком часто машины не используются | Простои есть | Бережная эксплуатация оборудования | Эффективность 100% | Простоев нет, есть переработки |
Если коэффициент слишком низкий (например, менее 0,5), значит, оборудование используется слишком неэффективно. Это серьезный повод задуматься и начать принимать меры в зависимости от причин такого явления. Если машины простаивают из-за отсутствия работы (нет заказов, склады заполнены продукцией, отсутствие каналов продаж), необходимо стимулировать сбыт продукции, повышать интерес с помощью маркетинговых мероприятий, привлекательных цен и т. д
При низком значении коэффициента на фоне постоянного ремонта оборудования необходимо уделить внимание состоянию агрегатов, провести переоснащение производства, списать и перестать использовать неэффективные инструменты
Если оборудование используется с номинальными простоями или без них (коэффициент близок или равен 0), значит, или на предприятии находятся только новые машины, или используемые агрегаты не бывают в ремонте (не тратится время на пуско-наладочные работы, диагностику неисправностей и т. д.). Игнорирование необходимости обслуживания может дорого стоить предприятию: у каждой машины есть свой ресурс, который вырабатывается со временем и зависит от качества сборки, нагрузки, следования инструкциям и рекомендациям. Своевременная проверка состояния машины позволит вовремя выявить возможные проблемы и исправить их, не допуская аварийной ситуации.
Коэффициент — использование — пробег
Коэффициент использования пробега представляет собой отношение полезного пробега ( с грузом или пассажирами) к общему пробегу за тот же период.
Коэффициент использования пробега представляет собой отношение пробега с грузом ( для автобусов и легковых автомобилей с пассажирами) ко всему пробегу автомобиля.
Коэффициент использования пробега Р в автобусных парках близок к единице.
Коэффициент использования пробега зависит от: взаиморасположения автотранспортных предприятий, грузообразующих и грузопогло-щающих пунктов; направления грузопотоков ( наличия грузопотоков, позволяющих использовать порожние пробеги подвижного состава); структуры грузопотоков ( несмотря на наличие встречных грузопотоков, порожний пробег подвижного состава не может быть использован из-за несовместимости грузов: нельзя перевозить, например, на одном и том же подвижном составе в одну сторону нефтепродукты в бочках, а в другую — пищевые продукты); состава автомобильного парка ( например, пробег подвижного состава со специализированными кузовами может быть, как правило, использован только в одном направлении), качества оперативного суточного планирования работы подвижного состава.
Коэффициент использования пробега определяется отношением пробега с грузом за сутки к общему количеству пройденных километров.
Коэффициент использования пробега представляет собой отношение полезного пробега ( с грузом или пассажирами) к общему пробегу за тот же период.
Коэффициент использования пробега определяют делением пробега с грузом или пассажирами на общий пробег. Для грузовых автомобилей этот коэффициент зависит от размещения погрузочно-разгрузочных пунктов и организации работы на линии.
Коэффициент использования пробега повышают путем улучшения организации диспетчерской службы, разработки рациональных маршрутов, смены водителей на линии, развития грузовых автостанций и других мер сокращения пробегов автомобиля без груза.
Коэффициент использования пробега повышают путем улучшения организации диспетчерской службы, разработки постоянных маршрутов, смены шоферов на линии, развития грузовых автостанций и других мер сокращения пробегов автомобиля без груза.
Коэффициент использования пробега характеризует степень использования автомобиля с грузом и без груза.
Коэффициент использования пробега зависит от качества планирования и руководства церевозочным процессом.
Коэффициент использования пробега представляет собой отношение пробега с грузом ( для автобусов и легковых автомобилей — с пассажирами) ко всему пробегу автомобиля.
Коэффициент использования пробега автомобиля равен отношению пробега автомобиля с грузом к общему пробегу автомобиля за определенный период времени.
Коэффициент использования пробега автомобилей увеличился с 0.5 до 0.92. Все это позволяет резко увеличить производительность подвижного со стэва и высвободить значительное количество автомобилей для других перевозок.
Коэффициентом использования пробега называется отношение пробега автомобиля с грузом или пассажирами к общему пробегу. Он может быть подсчитан как для одного автомобиля, так и для всего автотранспортного предприятия, за день или за определенный период.
Нормативы
Скорости движения
У каждого оборудования и агрегата, который используется в промышленности, есть некоторый ресурс, этот параметр устанавливается производителем и основан на испытаниях в условиях, приближенных к реальному предприятию. Суммарная продолжительность смен не должна превышать рекомендованного значения. Кроме того, в течение эксплуатационного периода необходимо производить плановый осмотр, испытания и ремонт техники. Простои, связанные с этим и другими причинами, и позволяет учесть КВ.
У КВ нет определенного норматива, в отличие от смежных показателей (коэффициента сменности, технического использования и т. д.). Нормативное значение может установить отдельно взятое предприятие для внутреннего использования.
Коэффициент — использование — пробег
Величина коэффициента использования пробега зависит главным образом от организации перевозок, от правильности составления маршрутов движения автомобилей, загрузки автомобилей в обоих направлениях. Улучшение маршрутизации подвижного состава с наибольшим эффектом достигается при использовании математического метода оперативного планирования грузовых перевозок, создающих возможность определить наиболее рациональные маршруты движения автомобилей, на которых подвижной состав будет использован с максимальной производительностью.
Повышение коэффициента использования пробега является важнейшей задачей работников эксплуатационной службы автохозяйства. Однако и шофер, проявляя инициативу в использовании порожних пробегов автомобиля, может добиваться повышения этого коэффициента.
Уменьшение коэффициента использования пробега может быть вызвано увеличением нулевых пробегов за счет заездов в парк из-за технических неисправностей.
На величину коэффициента использования пробега влияют холостые ( негруженые) и нулевые ( от гаража к месту работы) пробеги. Для сокращения холостых пробегов применяются кольцевые маршруты или автомобили загружаются на обратных рейсах.
Степень влияния коэффициента использования пробега Р определяют аналогично ит.
На величину коэффициента использования пробега влияет территориальное расположение грузообразующих и грузопоглощающих точек и организация маршрутов, характер грузопотоков ( одностороннее, двустороннее), род перевозимого груза.
На величину коэффициента использования пробега оказывает влияние и структура автомобильного парка.
Для повышения коэффициента использования пробега грузовых автомобилей служба эксплуатации автотранспортного предприятия подбирает маршруты, позволяющие устранить часть порожних пробегов путем перевозки грузов в обратном направлг-нии. Улучшению использования пробега способствует также перевозка автомобилями попутных грузов.
Маршрутизация перевозок, повышая коэффициент использования пробега, способствует повышению производительности и снижению себестоимости перевозок.
Применение прицепов, увеличение коэффициента использования пробега, полное использование грузоподъемности, минимальный простой транспорта под погрузкой-разгрузкой иправильная организация перевозок снижают себестоимость перевозок.
От чего зависит величина коэффициента использования пробега и грузоподъемности автомобиля.
Для грузового автотранспорта дополнительно рассчитываются коэффициенты использования пробега и грузоподъемности, фиксируется объем перевезенного груза, грузооборот, пробег с грузом и ездки с грузом, позволяющие оценить степень их рационального использования.
Каждый водитель должен добиваться увеличения коэффициента использования пробега и помнить, что его значение, в основном, зависит от характера грузопотока, расположения пунктов погрузки и разгрузки, а также от загрузки автомобиля попутным грузом.
При эксплуатации автотранспорта необходимо стремиться к приближению коэффициента использования пробега к единице, что достижимо при загрузке машин на обратных рейсах.
Для оценки использования подвижного состава по пробегу применяются коэффициенты использования пробега и нулевых пробегов.
Источник https://finzz.ru/zagruzki-oborudovaniya-formula-primer-rascheta-v-excel.html
Источник https://svet202.ru/teoriya/koefficient-ispolzovaniya-proizvodstvennoj-moshchnosti.html
Источник https://plazmosvarka.ru/sovety-i-teoriya/raschet-koefficienta-ispolzovaniya-oborudovaniya.html