Как проводится сварка полиэтиленовых труб в соответствии с ГОСТ
Трубы из полиэтилена (ПЭ) рассчитаны на монтаж водопроводных и газопроводных сетей, вентиляционных каналов. Материал не подвержен коррозии, не накапливает отложений, морозостоек (до -70 0 С), безопасен для экологии. Показатели термостойкости варьируются в интервале +40+50 0 С, сшитый полиэтилен сохраняет свойства до +95 0 С.
Сварка полиэтиленовых труб ГОСТ обеспечивает стабильные характеристики на протяжении всего контура, включая стыковые участки.
Основные методы сварки
Полиэтилен относится к материалам с расширенным диапазоном вязкотекучих состояний и характеризуется свариваемостью без ограничений. На практике используют два варианта формирования систем:
- Стыковая сварка ПЭ ГОСТ : технология образования неразъёмных соединений позволяет получить трубопровод с высокой герметичностью зон. Области стыков по прочности не отличаются от гладких участков.
- Электромуфтовый метод : для работы используют специальные сварочные аппараты, благодаря которым можно соединять элементы в стеснённых условиях. Сваривание выполняют с использованием закладных нагревательных спиралей на участках труб от 20 мм.
Для каждого метода разработаны условия формирования прочных и герметичных соединений, рассчитанных на определённую сферу использования.
Стыковой способ
Условия процесса контролируются показателями давления и временными отрезками на нагревание и охлаждение соединяемых частей. Зависимости показаны в таблице.
ПЭ низкой плотности
ПЭ высокой плотности
Температура нагрева, 0 С
Давление в области стыка в условиях с нагретыми торцами, МПа
Рекомендованное время нагрева (с) действительно при следующих параметрах толщин стенок (мм)
Давление осадки, МПа
Минимальное время на охлаждение стыковой зоны (мин) рекомендовано для следующих диапазонов толщин стенок (мм)
Данные на охлаждение и нагрев приводятся для температуры окружающей среды для окружающего воздуха при температуре +20 0 С.
Сварка полиэтилена ГОСТ стыковым способом применяется для соединения участков труб с диаметрами от 50 мм. Вариант не рекомендуется для изделий с меньшим сечением из–за образования внутреннего грата, уменьшающего проходной канал.
Электромуфтовый метод
Расплавление участков закладными спиралями ведётся в условиях контролируемой герметизации, создаваемой благодаря тепловому расширению материала.
- В процессе сварки ПЭ труб ГОСТ на нагревательный элемент подаётся ток, плавящий полимер.
- Нагрев передаётся на торцевые части под муфтой.
- Участок расширяется, при этом возникает необходимое для процесса давление.
После отключения подачи тока материал остывает с образованием равномерно герметичного стыка.
Особенности монтажа
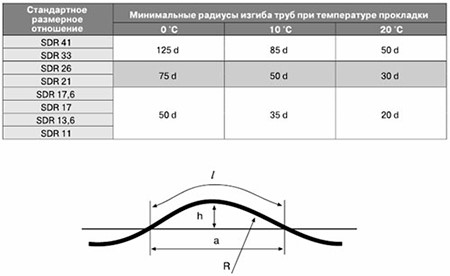
Для полиэтилена характерно изменение линейных параметров в процессе нагрева и охлаждения. У контуров подземной прокладки расширение и сжатие менее выражены. Для того чтобы снизить влияние эффекта используют схему укладки с изменением направления («змейкой»). Также необходимо учитывать снижение гибкости с понижением температуры. В таблице приводится соотношение допустимых радиусов изгиба к температуре среды.
Готовое сварное соединение проверяется по следующим критериям:
- Симметрия шва : зона выглядит одинаковым по обеим сторонам от места стыка. Отсутствие видимой симметрии указывает на отличие в вязкости частей, то есть прочность шва не соответствует ГОСТ.
- Качество грата : в стыке по требованиям оттенок совпадает с цветом трубы, поверхность не содержит трещин, пор и инородных включений.
- Положение : грат охватывает зону равномерно, смещение стенок остаётся в пределах 10% от толщины.
Порядок сварки стыковым способом
Соединение ПЭ–труб проводится в следующим порядке:
- Подготовительный этап : концевые части торцуют, после чего разогревают выровненные участки до плавления. Нагревательным элементом только касаются поверхности, при этом температура расплава снаружи постепенно распространяется к внутренним частям.
- Основной процесс : после прогрева полиэтилена нагревательный элемент аккуратно отводят от поверхности, наблюдая, чтобы размягчённые торцевые части не повредились.
- Соединение встык : сразу после удаления нагревателя торцы соединяют со сдавливанием до образования симметричного валика, контролируя, чтобы части стыковались без смещения. В результате приложения давления в зоне соприкосновения образуются прочные межмолекулярные связи.
- Завершающий этап : в процессе охлаждения полиэтилен структурируется, образуя прочный шов.
Расплавленные концы труб остаются зафиксированными в сварочном аппарате, соединяясь под давлением в течение заданного периода до полного охлаждения участка.
Процедуры сварки по стыковой технологии согласно ГОСТ
Требования к качеству соединения предусматривают три метода:
- При низком давлении (таблица 1).
- С применением двойного пониженного давления (таблица 2).
- В условиях высокого давления (таблица 3).
Таблица 1

Таблица 2
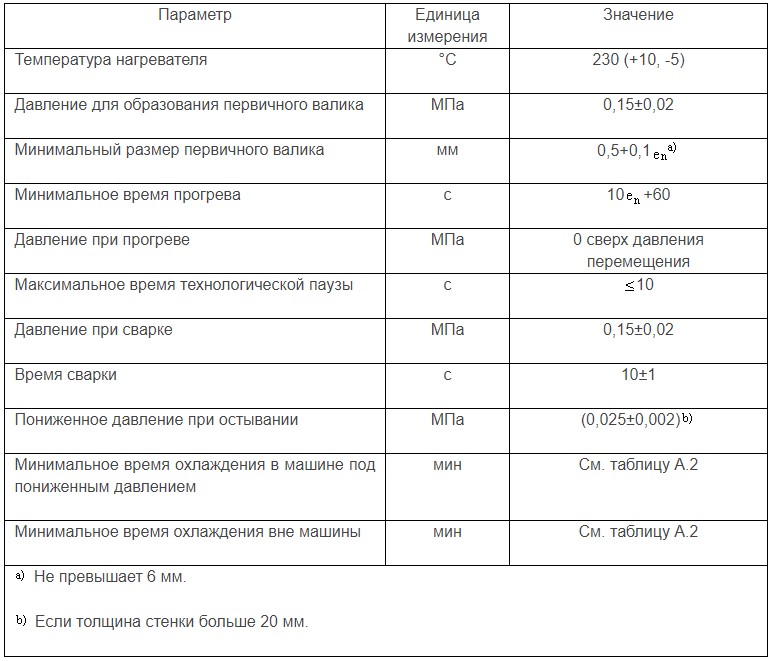

Таблица 3

Требования к сварному соединению
Процесс соединения расплавленных торцов с последующим охлаждением даёт прочный стык, при этом обе части трубы должны сохранять гибкость. Для того чтобы получить преимущества стыкового метода, важно соблюдать рекомендации к каждому этапу:
- В процессе торцевания необходимо добиваться максимально ровных стыков.
- После застывания шов должен быть визуально однородным и симметричным. Если заметны дефекты и перекосы, прочность соединения окажется ниже.
- Сварочное оборудование должно выдавать необходимую температуру.
Удаление нагревателя и последующий прижим торцов выполняют быстро и аккуратно, чтобы расплавленный полимер не деформировался. Необходимо следить, чтобы на поверхность не попадала влага, пыль и другие загрязнители — всё перечисленное ослабляет шов, снижая долговечность стыка.
Контроль качества
Характеристики соединения проверяют следующими методами:
- Тест на растяжение (согласно требованиям ИСО 13953).
- Проверка на сопротивление гидростатическому давлению (ISO 1167–1,3,4 при +80 0 С на протяжении 1000 ч).
- Исследование показателей при высокоскоростном растяжении (регламент АСТМ Ф2634).
Неразрушаемый контроль по месту работ проводится путём визуальной оценки качества шва.
Характеристики образовавшегося соединения должны соответствовать параметрам полиэтилена, а также условиям проведения сварочных работ. Дополнительно могут использоваться методы ультразвуковой диагностики и рентгенографии для обнаружения внутренних пустот и инородных включений.
Сварка ПЭ труб с соблюдением нормативов ГОСТ гарантирует образование герметичных соединений, не уступающих по техническим характеристикам бесстыковым участкам. Аппараты для стыковой и электромуфтовой технологии представлены в каталоге ПРОСВАР. По вопросам, связанным с техническими возможностями, консультируем бесплатно, помогаем с выбором.
Виды сварки полиэтиленовых труб
Полиэтиленовые трубы имеют низкую стоимость, долговечны, применяются как в быту, так и в производственной сфере. Заслуженно занимают лидирующее место в организации газопроводов и водопроводных систем, благодаря универсальности и надежности материала, из которого изготовлены. Главное их достоинство — быстрый и лёгкий монтаж. Сварка полиэтиленовых труб является самым надёжным методом крепления при формировании трубопроводных сооружений.
Типы сварки ПЭ труб, условия применения

Трубы из полиэтилена соединяют в конструкцию разными способами сварки, каждый из способов применяется в соответствие с определёнными условиями.
Основные виды сварных соединений:
- Электромуфтовая. Для спайки труб из ПНД способом электромуфтовой сварки используют муфты из пластика, в которые вмонтированы спиральные элементы, нагревающиеся подачей тока.
- Враструб. Сварная стыковка с применением фитингов и муфт предназначена для водопроводных конструкций внутри дома.
- Стыковая. Такого рода сварка применяется на внешних участках. Позволяет укладывать коммуникации как в грунт (траншейным способом), так и на поверхности.
Муфтовая сварка
Сварка труб из полиэтилена способом в муфту применяется, если работа по стыковке труб проводится в условиях узкого пространства и невозможности свободного передвижения. Такой метод подходит для спайки труб со стенками неодинаковой толщины и разными по диаметру. Рекомендуется для монтажа канализационных систем, так как спайки, сделанные этим способом, выдерживают нагрузку давления в 16 атм.
Техника выполнения муфтовой сварки:
- Первым делом тщательная подготовка нужных для сваривания труб. Салфетками, пропитанными спиртом очищают их от загрязнений. Также обрабатывают внутренние поверхности электромуфт.
- Концы труб перед сваркой ровно обрезают с целью уплотнения соединений и проводят механическую зачистку промышленной окиси меди.
- Одевая, на стыки электромуфты, трубы укладывают в позиционер. Противолежащие от места спайки концы труб во время сварки закрывают, для сохранения тепла.
- Подключив, к электромуфтам электричество, проводят соединение плавлением ПЭ-трубы.
Важно сохранять неподвижность спаянных ПНД труб до полного остывания, чтобы не допустить деформацию сварных швов.
Сварка враструб
Сварка враструб с применением муфт и фитингов рекомендуется для ПНД имеющими диаметр не больше 63 мм, для сваривания допустимо применение бытового паяльника. Трубы ПЭ больших диаметров сваривают промышленным аппаратом. Так же понадобятся рулетка и труборез.
Техника выполнения сварки враструб:

- Закрепив, аппарат для сварки на платформу, на нагреватель укрепляют насадки соответствующего размера. Выставляют температурный режим.
- Надевают на насадки готовые к свариванию элементы и прогревают на протяжении 5-7 секунд.
- После прогрева, осторожно соединяют части до упора и фиксируют на 10 секунд, чтобы детали сохранили правильное положение спайки и герметичность.
Важно не допустить перегрева иначе при попытке монтажа пластик просто сожмётся, нарушив качество стыка.
Совет: после сварки, отходы оплавки полимеров счищают, так как они помешают последующим процессам. Очищать требуется только деревянным шпателем во избежание повреждений покрытия.
Стыковая сварка
Для стыкового сваривания необходим специализированный механический или гидравлический сварочный аппарат, который обеспечит наиболее герметичное соединение труб. Самые популярные из них с программным управлением и автоматическим контролем всех сварочных процессов.
Работа с ПЭ трубами по стыковой технологии:

- Для этого вида сварки важен строгий отбор труб максимально сходных по техническим характеристикам, по возможности с одной и той же партии.
- Стенки труб по толщине должны быть минимум 5 мм, диаметр от 50 мм.
- Прогреваются места спайки труб специальной пластиной. После плавки пластину вынимают и механически стискивают детали до абсолютной их спайки и полного остывания, что делает шов максимально надёжным по герметичности.
- Делая разметку для нарезки труб, не забывайте о техническом изменении, их длины после спайки, в сторону уменьшения. Для правильного вычисления коэффициента сокращения воспользуйтесь таблицей ниже.
Безусловно, знание технологических тонкостей всех видов сварки труб из полиэтилена гарантирует получение качественного результата в создании трубопроводных конструкций и магистралей. Но нужно учитывать значительное влияние на результативность и таких факторов, как знание и соблюдение техники безопасности при работе с оборудованием для сварки полиэтилена, умение правильно подобрать материалы и провести подготовку соответствующего оборудования к процессу сварки, и в завершение – тщательный контроль соответствия качества установленным техническим требованиям.
Оборудование
и качество монтажа трубопроводных конструкций в значительной степени зависит от применяемого оборудования и агрегатов для сварочных работ. Идеально подходят гидравлические и механические агрегаты. Они обеспечивают максимальное качество монтажа. Такие сварочные агрегаты максимально автоматизированы, что позволяет исключить любое физическое вмешательство.
Кроме того, для проведения некоторых видов сваривания дополнительно используются такие виды инструментов, как:
- Труборез. Используется для разрезания труб.
- Калибровщик. Поможет восстановить диаметр трубы после разрезания.
- Фаскосниматель. Придаёт определенную форму, снимая фаски с торца трубы.
- Сварочный аппарат. Служит для оплавки сварных деталей.
- Насадки разных калибров. Применяется при диффузионных технологиях сварки.
- Измерительные инструменты. Широко используются, практически на всех этапах подготовительных и сварочных работ.
Как правило, качество изготавливаемых конструкций трубопроводов, зависит не только от применения того или иного оборудования, но и во многом от высокого уровня мастерства, внимательности и ответственности работающих на нём сварщиков.
Техника безопасности
- Необходимо подготовить рабочее место, убрав с него всё лишнее.
- Расположите на нём рабочий инструмент в удобном порядке.
- Тщательно проверьте электропроводку и заземление, чтобы исключить повреждение изоляции.
- Убедитесь в работоспособности оборудования, произведя проверочный запуск установок.
- Перед началом работ проверьте оборудование на предмет повреждений и дефектов, которые могли бы создать аварийную обстановку и негативно повлиять на качество.
- Если у вас портативная сварочная установка необходимо обеспечить максимальную свободу её перемещения тем самым обеспечив быстрое выполнение работ тем самым исключив все факторы риска для оператора установки.
Подготовка к сварочным работам
- Все узлы оборудования, а также приспособление для проведения сварочных работ необходимо тщательно очистить.
- Перед началом работы обеспечьте полную заправку сварочных агрегатов работающих на топливе.
- Проверьте уровень масла гидравлической системы сварочного аппарата в случае необходимости пополните его.
- Перед началом работы смажьте все трущиеся детали в оборудовании.
- Проверьте исправность всех контрольно-измерительных приборов.
- Для обеспечения качества при обработке фитингов и труб ножи устройства для торцевания должны быть идеально отточены.
- Для избежания сбоя в работе с ПДН, постарайтесь обеспечить достаточное количество зажимов и вкладышей с диаметром соответствующим сечению труб.
Перед началом сварочных работ необходимо удалить все загрязнения с труб, фитингов и других деталей, которые будут использоваться в работе. После очистки все трубы и фитинги необходимо соединить. Края свариваемых изделий нужно обрезать и очистить, как того требует технологи.
Контроль качества швов
В процессе выполнения сварки полиэтиленовых труб необходимо постоянно контролировать качество каждого выполненного соединения. И только после этого, продолжать работу.
Все спайки в обязательном порядке должны отвечать техническим требованиям.
Основные требования по качеству:
- Не допускается смещение в местах спаек.
- Необходимо контролировать качество торцевания.
- Не проводить сварочные работы в условиях холода.
- Тщательно соблюдать технологию выполнения швов.
- Осуществлять постоянный контроль показателей всех измерительных приборов, поддерживая параметры их показателей в пределах принятых норм.
Сварные швы и допустимые дефекты, возникающие во время сварки должны строго соответствовать всем техническим требованиям. Только в этом случае, изделие можно признать качественным.
В итоге нужно отметить, что все рассмотренные технологии сварок ПЭ труб требуют строгой дисциплины и точности. Только при условии их соблюдения, можно будет гарантировать успешную эксплуатацию трубопроводных конструкций и магистралей в течение длительного периода, без дополнительных ремонтов и обслуживания.
Как выполняется сварка полиэтиленовых труб – правила технологии процесса
Полиэтиленовые (ПЭ) трубы очень популярны при создании трубопроводов различных типов. В статье речь пойдет об основных способах, которыми может быть выполнена сварка полиэтиленовых труб, и о нюансах каждого из них.

Диффузионный способ пайки ПЭ труб
На сегодняшний день полиэтилен все еще не имеет такого авторитета как металл или металлопластик, но по факту его прочностные и эксплуатационные характеристики ничуть не хуже. Современные технологии на этапе производства позволяют сделать ПЭ трубы качественными и надежными. Наиболее интересным способом их сварки считается диффузионный, не требующий использования специального оборудования. Даже новичок сможет выполнить сварочные работы данным способом.

Полиэтилен высокого и низкого давления (ПВД и ПНД) – это одни из самых популярных полимерных термопластов, пользующихся высочайшим спросом при организации самых разных систем водоснабжения, водоотведения и т.д. Отличительной особенностью полимерного материала является то, что при нагревании он размягчается, поскольку теряется взаимосвязь цепочки молекул между собой.
Застывая, он возвращает себе былую прочность, будто трансформации вовсе и не происходило. Именно эта особенность делает полиэтилен идеальным материалом для проведения сварочных работ на нем. Во время размягчения двух изделий их можно соединить, что после застывания приведет максимально прочному скреплению. Между двумя кусками будет создан прочнейший сварочный шов.

Производится сварка ПЭ труб под относительно низкой температурой в 270 градусов по Цельсию, что значительно облегчает задачу по выбору оборудования и последующему его использованию. Время работы крайне мало (несколько секунд на каждый этап) и может корректироваться лишь за счет изменения толщины трубопроводов.
Оборудование для диффузионной сварки
Выше было сказано, что выполнять данный тип робот достаточно просто и особого инструментария при этом не понадобиться.
Понадобятся следующие приспособления:
- Труборез. Специальная конструкция по типу гильотины, предназначенная для разреза трубы под прямым углом в нужном месте.
- Калибровщик. Вставляемая в трубу форма, позволяющая восстановить исходный диаметр после того как была выполнена резка.
- Фаскосниматель. Фактически это нож, при помощи которого снимают фаски на торцевых частях труб, чтобы те имели определенную форму. Выбирая фаскосниматель, нужно обращать внимание на качество инструмента, производителя.
- Сварочный аппарат. Устройство аналогичное паяльнику, создающее высокую температуру для плавления полимерного материала.
- Насадки разных калибров. Когда применяется диффузионная технология сварки полиэтиленовых труб без насадок, совпадающих по диаметру с сечением трубы, просто не обойтись. С их помощью нужная температура создается на тех участках труб, которые впоследствии должны быть состыкованы.

Также нужно позаботиться о наличии измерительных инструментов, различных тряпок для очистки обрабатываемых поверхностей. Чтобы установить насадки на шине сварочного аппарата придется использовать сантехнические ключи соответствующего размера, а контакты электромуфты можно подгонять при помощи отвертки. Стоимость данного инструментария достаточно мала, а чаще всего большинство приспособлений имеются в доме в качестве подручных.
Правила проведения сварочных работ на ПЭ трубах
Совет: Используйте наши строительные калькуляторы онлайн, и вы выполните расчеты строительных материалов или конструкций быстро и точно.
Когда производится сварка ПЭ труб встык, различают три основных способа:
- в торец;
- в раструб;
- через муфту.
У каждого из способов имеются свои технологические особенности, но сварочный процесс в любом случае должен проводиться с соблюдением ряда требований:
- Для начала нужно правильно закупить полиэтиленовые трубы. Все они должны принадлежать одной партии и производителю. Разница между качественным и бракованным изделием может быть незаметна, потому в любом случае нужно отдавать предпочтение заводскому производству. Даже миллиметровое расхождение в диаметре двух стыкуемых труб может привести к дефектам последующей эксплуатации системы.
- Также использование изделий, произведенных в идентичных условиях, обуславливает полное соответствие труб по химическому составу и толщине. Данные показатели влияют на время выполнения сварочных работ, а точнее – на этап разогрева. Несоответствие двух труб друг другу может привести к тому, что одна из них расплавится сильнее, а вторая, наоборот, не достигнет нужных кондиций. В этом случае стыковочный шов будет недостаточно прочным.
- То, насколько материал будет чистым, также очень важно. Любая технология сварки ПЭ труб предполагает работу с идеально чистой поверхностью. Мельчайший песок, пыль, грязь и прочие твердые частицы могут привести к образованию недостаточно герметичного шва.
- Также важно учитывать погодные условия при работе на открытом воздухе, ведь повышенная влажность во время выпадения осадков, перегрев элементов под открытыми лучами солнца и переохлаждение на морозе могут привести к ухудшению прочностных характеристик шва.
- Наконец, очень важным этапом работ является остывание созданного шва. Вплоть до полного остывания разогретого полимера нужно зафиксировать изделия относительно друг друга.
Работа с ПЭ трубами по технологии встык
Конкретный способ применим для труб с толщиной стенки от 0,5 до 5 сантиметров. В ходе работ разогреваются торцевые части труб и соединяются между собой под высоким давлением, чтобы фиксация была максимальной вплоть до полного остывания полимеров.

Выполняются работы следующим образом:
- Стыкуемые торцы труб фиксируются в специальной конструкции, чтобы впоследствии их можно было прогреть при помощи сварочного аппарата.
- Зафиксированные трубы необходимо обработать при помощи ножа для фасок. Выравнивать торцы с его помощью нужно до тех пор, пока излишки материала не перестанут мешать созданию идеально ровного стыка.
- Затем между изделиями вкладывается пластина, одновременно являющаяся нагревательным элементом, что позволяет быстро расплавить полимерный материал.
- При достижении необходимых кондиций материала пластину убирают из зазора между торцами труб, а их сводят с постепенным увеличением нажима вплоть до максимально прочной фиксации.
Как только материал остынет, будет виден очень прочный и герметичный шов в виде кольца, опоясывающего новенький трубопровод.
Сварка по технологии «в раструб»
Раструб – это довольно известное название функциональной части трубы, которое предполагает ее расширение на конце. Сварка через раструб предполагает помимо разогрева краевых частей изделий ввод меньшего из них в большее. Раструб на одну из труб можно приварить, либо он там будет сделан еще на этапе производства. В качестве привариваемого раструба обычно используют гладкостенную муфту, а уже в ней свариваются две трубы.

В этом случае сварочные работы обойдутся значительно дороже, чем в предыдущем. Причиной такого роста цены является большее количество создаваемых швов и закупка муфты.
Выполняются работы следующим образом:
- Трубы обрезаются под прямым углом, а затем выравниваются до идеального состояния с использованием ножа для фасок и калибровочного инструмента.
- Затем поверхности очищаются от любых типов загрязнений, а к сварочному аппарату приделывается насадка нужного диаметра.
- Паяльник запускается и прогревается до нужной температуры. Затем муфту надевают на одну насадку соответствующего размера, а трубу вставляют в чашу насадки, естественно, меньшего размера. Как только материал размягчен до оптимальных кондиций, можно состыковать два элемента.
- Затем останется лишь ввести трубу в муфту и зафиксировать их в таком положении на 20-30 секунд.
Все следующие швы делаются по аналогии.
Алгоритм электромуфтовой технологии сварки
Данный способ предполагает наличие у работника простейшего трансформатора и самой электромуфты, в которой нагревательный элемент установлен изначально. Процесс сварки осуществляется достаточно просто: к муфте подсоединяются обе трубы, а также на нее подается электрический ток.
Выполняются работы следующим образом:
- Трубы подготавливаются так же, как и во всех предыдущих способах, начиная с обрезки под прямым углом и заканчивая зачисткой.
- Трубы вводятся в электрическую муфту, и на нее подается ток от трансформатора.
- Когда соединенные трубы остынут можно отключать проводку, но муфта останется в качестве элемента единого с трубопроводом.

На самом деле электромуфтовая сварка труб достаточно проста, но требует значительных денежных вложений, поскольку муфта является одноразовым изделием с достаточно дорогостоящей начинкой в виде нагревательных пластин.
Особенности работы с полиэтиленом низкого давления
На сегодняшний день ПНД очень популярен, как материал, выступающий в качестве замены железным, чугунным или пластиковым трубам. Преимущество его очевидно – это долгий эксплуатационный срок. Монтируются изделия из такого материала достаточно просто, если учитывать широкую функциональность современных аппаратов, используемых при сварке.

Стоит знать о некоторых нюансах, чтобы сварка полиэтиленовых трубопроводов дала качественный и надежный результат:
- Начинается все с подготовки рабочего места. Для этого необходимо убрать все лишнее, а также отчистить его от пыли, мусора и т.д. Затем в максимальной доступности располагаются все используемые в работе инструменты.
- Каждый элемент, используемый в процессе сварки, будь то труба или фитинг, должен быть очищен от любых видов загрязнений.
- Затем трубы и фитинги соединяются между собой.
- Нельзя забыть о подготовке краев изделий. Все они должны быть обрезаны под нужным углом и зачищены от излишков материала.
Чаще всего производитель прилагает к своей продукции инструкцию по эксплуатации, что позволяет тщательно ухаживать за трубами. В этом случае сварной трубопровод служит максимально долго и эффективно.
Нюансы предварительной подготовке к сварочным работам
Говоря о том, как сварить полиэтиленовые трубы в домашних условиях, нужно учитывать не только правила пользования, но и технику безопасности при работе со сварочным оборудованием.
Залогом успеха является проведение подготовительных работ:
- Каждый узел сварочного оборудования должен быть тщательно очищен и проверен на предмет наличия дефектов, которые могут сказаться на качестве и безопасности проводимых работ.
- Вся проводка и заземление должны быть проверены на предмет дефектной или вовсе отсутствующей изоляции.
- Топливные агрегаты необходимо дозаправлять, либо удалять из них старое застоявшееся топливо и заливать новое.
- Обязательно производить контрольный запуск установки, чтобы убедиться в ее работоспособности.
- Уровень масла в гидравлической системе сварочного аппарата необходимо проверить и выполнить с ним те же действия, что и с топливом.
- Если сварочный аппарат является мобильным, то его перемещение должно выполняться свободно, чтобы работы выполнялись без заминок и без риска для оператора установки.
- Ножи торцующего устройства должны быть отточены до идеального состояния, чтобы процесс обработки труб и фитингов происходил оперативно, а в результате получались качественные изделия.
- Каждое контрольно-измерительное устройство должно быть исправно.
- При работе с ПНД необходимо заранее приобрести в нужном количестве зажимы и редукционные вкладыши, диаметр которых должен соответствовать сечению труб.
- Каждую деталь подвергаемую трению следует тщательно смазать. Однако даже при выборе смазочной смеси нужно обращать внимания на требования, выдвигаемые производителями труб.
Итог
Соблюдая все правила и инструкции, приведенные в статье, можно получить качественное соединение для полиэтиленовых труб. Способ того, как сварить полиэтиленовую трубу, должен выбираться по основным критериям: простота реализации и доступность для работника с финансовой стороны вопроса. Лучше всего доверить работу специалисту, который возьмет на себя ответственность за все этапы – от закупки необходимых материалов и оборудования до проведения сварочных работ и введения системы в эксплуатацию.
Как выполняется сварка полиэтиленовых труб – правила технологии процесса
Источник https://prosvar.com/blog/kak-provoditsya-svarka-polietilenovych-trub-v-sootvetstvii-s-gost/
Источник https://ecomont.ru/blog/142-vidy-svarki-polietilenovykh-trub
Источник https://trubaspec.com/soedinenie-trub/kak-vypolnyaetsya-svarka-polietilenovykh-trub-pravila-tekhnologii-protsessa.html





