Оборудование для литья пластмасс
Продукты из пластика занимают одну из главных ролей в жизни человека. Этот материал является незаменимым как на производстве, так и в обыденной жизни. Методика изготовления интересует многих людей, в частных домах все чаще появляется оборудование для литья пластмасс. Этот материал самый выгодный из многих вариантов производства. Он применяется для выполнения разной продукции, которая востребована в домашнем хозяйстве.
Что касается натуральных материалов, которые стоят очень дорого и довольно трудные в производстве, то пластиковые детали их со временем заменяют. Это происходит потому, что люди не думают о методике производства привычных и удобных в использовании продуктов.
Виды пластмасс и сырье
Для производства полимерных изделий эксплуатируются такие типы пластмасс:
- полиэтилен;
- полистирол;
- полиэтилентерефталат;
- поливинилхлорид;
- полиэтилен высокого и низкого давления;
- полипропилен;





Качеством изготовления пластика является выбор сырья. Даже самое хорошее оборудование для литья пластмасс под давлением требует перенастройки при изменении изготовителя начального материала.
В противном случае качество произведенных изделий будет совершенно другое.
Методика изготовления
Алгоритм для реализации любых типов пластиковых продукций:
- образование однозначного химического состава;
- в среду полимеров вводится газ;
- полученной массе придают нужную отливку;
- установка конечной формы.
На начальном уровне разные компоненты смешиваются для того, чтобы получить пластическое вещество. После этого в полимер добавляется газ конкретным способом: либо введение быстрозакипающих веществ, либо механическое вспенивание.
Они исчезают при нагревании или введении под давлением газа. Методика изготовления зависит от вида полимера и изделий. Способов осуществления изделий из пластмасс имеется несколько:
- присутствие отливок – пластиковая масса превращается в жидкость и заливается в различные формы, аналогичные готовой продукции. Вследствие чего образуется довольно много предметов: посуда, канцтовары;
- термоформование;
- компрессионное формование – в процессе изготовления нужное число материала помещается в форму, половинки соединяются, а потом образуется готовая деталь;
- инкапсуляция;
- вакуумное формование – требуемые формы получают из листов пластика под разным давлением;
- формование наслаиванием;
- выдув – подогретая масса заливается в форму. Форма закрывается и наполняется воздухом. Полимер растекается по всей внутренней поверхности в равных количествах;
- экструзия – происходит размягчение массы и подавление ее через матрицу, которая образует требуемую форму;
- прессионное формование – заготовка сжимается внутри формы, лишний материал выходит через щели.







Оборудование для изготовления предметов из пластика
Чтобы производить пластиковую продукцию потребуется готовая технологическая линия или отдельный станок. Соорудить ее в домашних условиях сможет любой мастер.
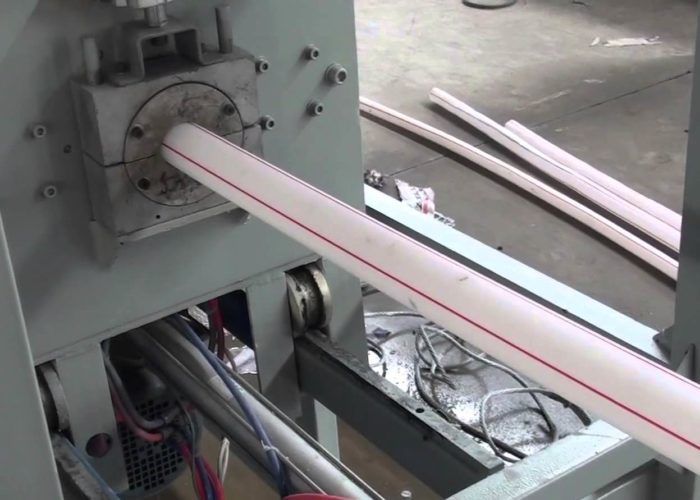
Экструдеры – это огромный набор станков, способствующие производству вспененных и оконных профилей, труб и пластикового шифера, рукавных и листовых пленок, полимерных листов.
Главная структура станка – это экскудер. Линию экструзии составляет набор дополнительных механизмов. Изготовление работает в режиме автомат, он регулируется определенной программой.
Термопластавтомат – это станок для литья пластмассы под давлением. Заранее приготовленная масса походит в формы и подвергается охлаждению. В итоге образуется готовое штучное изделие.

Термопласт-автомат
На этих станках изготавливается около 75% всех пластмассовых изделий. Эта методика способствует образованию довольно трудных форм, которые подходят с точностью требуемым размерам. Оборудование имеет возможность работать со всеми видами этого материала.
В устройство агрегата входит привод, модуль подготовки материала, блок управления автомат и модуль закрывания и открывания форм. Оборудование для литья под давлением довольно дорогостоящее и включает в себя много инновационных решений.
Пресс для литья пластика
Специальное оборудование
Выдувные машины предназначены для изготовления полых сосудов, которые имеют утонченные стенки: бочки, канистры и бутылки.
Этот агрегат способствует подогреву материала и формованию выдувательным способом. Этот способ сочетается с литьем под давлением в одном инжекционно-выдувном станке. Экструзивно-выдувные станки соединяют следующие методики: экструзия и выдув.
В этом случае есть возможность изготавливать обширный выбор изделий, чем выдувные машины. Все процессы ведет контроль микропроцессор.
Классификация станков:
- по числу ручьев;
- по виду головок;
- по числу постов.
Настольный ручной пресс для литья пластмасс предназначен для изготовления среднего размера изделий небольшими партиями. Весит такой станок не больше 15 кг. Отлично помещается на столе.
Если приобретать его в магазине, то в некоторых случаях в комплект входит и сам стол. Настольный станок для литья пластмасс необходим для производства деталей новых конструкций в качестве эксперимента.
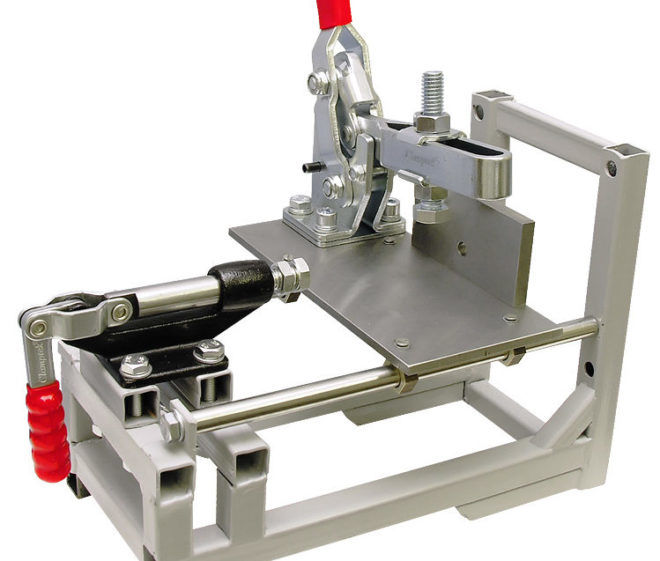
Настольный станок для литья пластмасс
Литье пластмассы в домашних условиях
Перед началом процесса необходимо подготовить площадь. Для такого оборудования, как мини ТПА отлично подойдет стол. Этот агрегат весит около 50 кг. Для такого станка потребуется 20% от максимальной электроэнергии за 10 часов работы.
К примеру, если мощность составляет 1,7 кВт, то за 10 часов потребуется 3,4 кВт. Станок предназначен для работы на одного человека. В процессе литья пластмассовых изделий необходимо выполнять все нормы техники безопасности и санитарии промышленности.
Чтобы произвести одно изделие, потребуется 40 секунд, то есть за час специалисты могут изготовить около 100 деталей.
Кроме этого, потребуется еще и дополнительное оборудование – это дробилка.
Дробилка для пластика
Мини-станок для литья пластмасс вводит массу сразу в деталь. Если полностью следовать инструкции и соблюдать все правила литья брака практически не бывает.
Часто мастера начинают домашнее производство с применения термопластов – материал непростой, требует к себе щепетильного отношения. Литье из этого материала подразумевает использование нескольких подготовительных этапов:
- тремопласт необходимо очисть от верхних слоев загрязнения;
- начинать плавление необходимо с небольших температур, повышая градусы на равное количество;
- для остывания формы необходимо применять резкий перепад температур.
Работать с таким материалом сложно, поэтому в домашних условиях лучше нанять помощника. Такое решение поможет равномерно провести все операции на станке, а также своевременно охладить изделие, не сломав стандартной формы.
Видео: Литье пластика под давлением
Литейное оборудование это

Для того чтобы наладить успешное литейное производство сегодня, необходимо современное литейное оборудование, которое обеспечит высокую технологичность, продуктивность и экономичность всех производственных процессов.
В литейных цехах разных отраслей промышленности используется оборудование общего применения и специализированное технологическое оборудование, необходимое исключительно для литейного производства.
Непосредственно литейным оборудованием являются:
- Плавильные печи.
- Литейные машины.
- Заливочные устройства, механизмы, манипуляторы, средства транспортирования и системы управления, датчики предназначенные для изготовления отливок
- Литейные автоматы, установки, комплексы.
- Ковши литейные.
К общему оборудованию относятся
- Аспирационные системы,
- Смесители,
- Тиристоры,
- Трансформаторы,
- Конденсаторы,
- Различные типы конвейеров,
- Монорельсовый транспорт,
- Крановое хозяйство,
- Подъемники,
- Системы бункеров,
- Питатели,
- Магнитные сепараторы,
- Вентиляционные,
- Калориферные установки.
Современное литейное оборудование значительно отличается от оборудования прошлого. В основном это установки с программным обеспечением, механизированные, автоматизированные системы, использующие высокие и высокоточные технологии в производстве.
Плавильные печи

Основным литейным оборудованием является плавильная печь. Она производится из высокопрочной стали, с использованием теплоизоляторов и огнеупорных материалов повышенной стойкости.
По способу литья печи делятся на индукционные, элекродуговые, газовые и муфельные. Рассмотрим устройство и принцип работы каждой из них отдельно.
Индукционная плавильная печь
См. на рис. 1 а. Построена на принципе экономичного индукционного нагрева — расплавления металла в результате прохождения через него вихревого электрического тока. Электромагнитное поле создается посредством индуктора.
Печь состоит из плавильного тигеля, сделанного из огнеупорного графита, куда помещается металлическая шихта. Тигель, как правило, имеет цилиндрическую форму. Он находится внутри индуктора, который подключен к источнику переменного тока. Благодаря явлению электромагнитной индукции за счет теплового воздействия электромагнитного поля, шихта нагревается и расплавляется. Одним из преимуществ индукционных печей является высокая гомогенность (однородность) сплава, которая достигается благодаря электродинамической циркуляции, перемешивания во время индукционного плавления. Это один из самых быстрых способов плавки. Имеют преимущества в быстроте процесса, малой загрязненности воздуха, экономичности. Тигли графитовые (для бронзы, латуни, меди золота, серебра), чугунные и стальные (для алюминия) или керамические (для чугуна, стали)
В зависимости от объема расплавляемого материала и размера тигля, индукционные плавильные печи делятся на:
- Индукционные печи от 5 до 200 кг для золотодобывающей, инструментальной и ювелирной промышленности, стоматологии, художественной и экспериментальной плавки. Самые мобильные печи для плавки золота, серебра, платины, цветных и черных металлов. ИПП-15,25,35,45,70,90,110,160 (в цифрах указана мощность печи) имеют массу от 34 до 130 кг и способны перерабатывать от 5 до 200 кг металла.
- Индукционный печи от 100 до 1000 кг для плавки цветных металлов. Максимальная температура 1400 °C . Свойства аналогичные, увеличивается размер печи и объем тигля.
- Индукционные плавильные печи от 100 до 20 000 кг. Используются для плавки стали, чугуна, иногда цветных металлов токами средней частоты. Это печи производственного назначения, которые используются на металлургических промышленных предприятиях. Например, в производстве стального проката. Их производительность до 150 тысяч тонн сортового проката в год.
Индукционные печи позволяют быстро переходить от одного вида сплава к другому, делать перерывы между процессами, удобны в обслуживании и эргономичны, имеют большие возможности для автоматизации процессов. В печи может быть создана любая атмосфера (нейтральная, окислительная, восстановительная) и любое давление. Возможность управлять плавкой, регулировать мощность и нагрев тигля позволяет использовать разные режимы работы для разных сплавов. Высокое значение удельной мощности на средних частотах позволяет достичь высокой производительности печи.
Электрическая дуговая плавильная печь
См. на рис. 1 б. Металл нагревается электродугой переменного или постоянного тока, которая возникает между тремя цилиндрическими графитовыми электродами и металлическим шихтом. Такие печи вмещают от 0,5 до 400 тонн металла. Внутри цилиндрической печи используется футировка основным или кислым кирпичом. Во время плавки технологически осуществляется покачивание и перемешивание металла. В дуговой печи используется
- Плавка шихты из легированных отходов без окисления, в этом случае удаляется сера, проводится диффузное раскисление с помощью ферросилиция, молотого кокса, алюминия. И получают легированные стали.
- Плавка на углеродистой шихте с окислением. В качестве шихты – старый чугун, стальной лом, электродный лом, кокс, известь. Во время плавления происходит окисление под воздействием воздуха. Затем месь раскисляют осаждением и диффузным методом, алюминием и силикокальцием. Таким образом выплавляют конструкционные стали.
Электрическая дуговая печь используется для производства жаростойкой, инструментальной и конструкционной высококачественной углеродистой и легированной стали .
Газовые плавильные печи
См. на рис. 1 в. Тепло образуется от горения газово-воздушной смеси, с помощью которого нагревается жаростойкий тигель, в таких печах плавят алюминий, медь, олово, драгоценные металлы, свинец. Газовая печь позволяет достичь максимально точного температурного контроля, что важно для выплавки цветных и ценных металлов.
Муфельная печь
См. на рис. 1 г. В муфельной печи используется защитный материал муфель, который выдерживает температуру не больше 950 °C. Это ограничивает сферу применения.
Современные машины для литья
В соответствии со способом прессования в камере машины для литья делят на два вида:
- Литейные машины с горячим прессованием. Под слабым давлением поршня или сжатого воздуха камера погружается в горячий расплав, который вытесняется в пресс-форму. Так отливаются сплавы с цинком.
- Литейные машины с холодным прессованием.Тут используется высокое давление. Используются преимущественно для медных, магниевых и алюминиевых сплавов.
Использование современных способов автоматизации процесса литья, позволяет создать машины высокой точности и качества сплавов. Рассмотрим это на примере нескольких современных машин для литья алюминия.
Наклоняющиеся литейные машины – новейшее технологическое решение с точным заполнением формы и полным контролем над дозированием и поведением расплава с помощью электрического сервопривода. Стержни вставляются автоматически или вручную. После закрытия заливается расплав. Сервопривод контролирует движение, наклон, процесс литья качанием, предупреждает перекос при открытии формы. Машина обеспечивает идеальный доступ к форме, эргономичность и для заполнения формы, и во время очистки (гидравлический способ выталкивания компонента).
Машины для литья головок цилиндров
Литейная форма закрывается актюаторным элементом стационарного характера после того, как туда вставлены стержни. Алюминий заливают в форму, после усадки форма открывается, деталь извлекается. Литейная машина вновь готова к заливке. Все происходит быстро, очень удобно, точно. Кабели и настройки надежно защищены, ремонт очень простой, доступ к форме идеальный. Конструкция прочная, максимально функциональная для проведе
ния четких последовательных операций.
Литейные машины для 3х форм
В литейных машинах используется метод гравитационного литья с единовременным участием 3 форм. Значительно повышается продуктивность и эргономичность процесса, зона обслуживания минимальна, все происходит на одной машине: и установка стержней, и заливка, и извлечение отливок
Для отлива алюминия используются роторно-линейные машины, работающие под низким давлением и стабилизированным заполнением за счет регулируемого наклона формы, а также машины с противодавлением, использующиеся для создания высококачественных отливок из алюминия, где под давлением находится печь и пресс-форма внутри, создается перепад давлений, значительно повышающий качество продукции. Это еще более автоматизированный и оптимизированный, по сравнению с гравитационным, способ литья, который используется для отливок с прочными равномерно утолщенными стенками.
Читать еще: Литейные магниевые сплавы сплавы маркировка
Литейные автоматы, установки, комплексы.
В литейном производстве сегодня могут активно использоваться новейшие элементы автоматизации, которые представлены такими устройствами:
- Поворотными столами
- Литейными роботами
- Роботами манипуляторами
Современное литейное производство использует сегодня автоматизированные литейные комплексы
- Литейные карусели для крупносерийного и массового производства с поворотным столом, роботами-съемщиками отливок, роботами-установщиками стержней, конвейером охлаждения и плавильными печами.
- Роботизированная литейная ячейка состоит из литейных машин, стола для ручной установки стержней, робота литейного, робота, снимающего отливки, конвейера охлаждения, станции перемены захватов, плавильно-раздаточных печей.
- Литейная автоматизированная линия – комплекс, в который входят литейные машины, манипуляторы для транспортировки и установки стержней и пакетов, манипуляторы для извлечения и перемещения готовых отливок, роботы-съемщики, плавильно-раздаточные печи.
Ковши литейные
Литейные ковши – необходимый элемент литейного производства, который позволяет хранить, транспортировать и производить безопасную разливку расплавленного металла для дальнейшего литья.
Ковши перемещают на специальных тележках или с помощью гибкого производственного модуля. В общем, литейный ковш – это емкость для металла. Различаются ковши
- по форме (конические стопорные, барабанные, с чайниковым и обычным разливочным носиком
- по вместительности (от 25 кг до 12 тонн)
- способу разливки (через носик с помощью крана; расплавленный металл разливают через стаканы, расположенные снизу и закрытые стопором; поворотом через сливной край)
- способу управления (ручной – для ковшей до 160 кг, для ковшей от 250 кг до 10 тонн – с поворотным механизмом (редуктором и ограничителями), возвратно – поступательным приводом поворота, управляется ручным пультом на месте заливки.
- Способу передвижения (до 120 кг с помощью монорельса, свыше 12 т – с помощью крана и механизированного привода).
Оборудование литейного цеха
Все литейные цеха имеют свои особенности. Здесь следует учитывать специфику работы.
Оборудование литейного цеха прошло ряд модернизаций и новшеств. Механизация данного выпуска техники вышла на путь скорого развития в годы Советской власти.
Для каждого предприятия первостепенной задачей является возрастание производительности труда и уменьшение трудоемкости во время изготовления деталей.
Виды оборудования для литейного цеха
Все оборудование литейного цеха делится по способу применения на:
- плавильное;
- формировочное;
- стержневое;
- смесеприготовительное;
- очистительное;
- оборудование для подготовки шихтовых смесей.
Все это изобилие машин и аппаратов обеспечивает качественную работу цеха на каждом этапе производства.
Как и на любом предприятии, при выборе оборудования нужно отталкиваться от заданных требований. Прежде всего, важным показателем является оббьем вырабатываемой продукции, а также ее качественные показатели и характеристики.
При выборе оборудования нужно учитывать уже существующую степень механизации и автоматизации литейного производства. Немаловажными показателями является степень безопасности и уровень надежности оснащения.
Плавильное оборудование литейного цеха имеет значительную задачу на производстве. К этому типу агрегатов относятся:
- муфельная печь;
- электрическая дуговая печь;
- индукционная плавильная печь;
- газовая плавильная печь.
Все плавильные печи изготовляются из стали с применением огнеупорных материалов и изоляторов тепла, что гарантирует их стойкость в процессе производства.
Формировочное оборудование литейного цеха, в большинстве случаев, на предприятиях представлено в виде встряхивающе-прессовых машин. Работа этого оснащения осуществляется посредством специальной технологии. Это дает возможность уплотнить заполняющиеся формы, что, безусловно, повышает качество отливок продукции.
Стержневое оборудование на литейном производстве имеет огромное значение. Оно служит для изготовления стержней из песчано-смоляных смесей.
К смесеприготовительному оснащению относятся все машины и механизмы, предназначенные для приготовления формировочных смесей на литьевом производстве.
Очистительное оборудование – это приспособления, применяющиеся для очистки уже готовой продукции. Такие аппараты эксплуатируются для обработки отливок, поковок проката и шов сварочных изделий. Обычно они сами отбирают дроби из бункера-накопителя, транспортируют их, образовывают смесь и подают ее на обрабатываемую поверхность.
Чтобы ускорить процесс плавки, а также избежать дефектов в литьевом производстве используют шихтовые машины. Данные агрегаты занимаются подготовкой смеси для плавильного оснащения.
Технологическое оборудование для литейного производства
Любое оборудование технологическое для литейного производства в обязательном порядке должно отвечать установленным требованиям и нормам, которые прописаны в ГОСТе 10580-2006.
Следует отметить, что данная норма касается оснащения, нужного для выпуска деталей как из черных, так и цветных металлов и сплавов.
На рисунке представлен традиционный литейный цех.

Литейные установки и агрегаты имеют свою классификацию. Они разделяются на определенные группы в соответствии с действующим стандартом.
Это непосредственно оснащение для:
- подготовки материалов и создания смесей;
- литья в специальные формы – оболочковые;
- выпуска форм и стержней, а также их последующей выбивки;
- центробежного литья;
- обрубки и зачистки отливок;
- литья по моделям, которые выплавляются или выжигаются;
- отлива заготовок из чугуна постоянного и полунепрерывного цикла;
- плавки и заливки;
- литья в кокиль.
Каждая из этих групп, в свою очередь, содержит определенные типы оснащения, которые определяются непосредственно в зависимости от поставленной цели. Так или иначе, ко всем группам предъявляются специальные требования.
Стандарты технологического оборудования для литейного производства
Оснащение, которое применяется в литейном цеху, на наружной поверхности не может иметь различных неровностей. Это:
При этом на деталях должны отсутствовать острые кромки, углы и шероховатости. Допускаются только те случаи, которые предусмотрены конструкторской документацией.
Что касается мест пересечения поверхностей, то в данном случае ситуация аналогична с предыдущей.
Градуированные покрытия, в свою очередь, должны быть обработаны с высокой точностью и защищены от образования коррозии.
К штрихам на шкалах предъявляется равномерность по толщине и длине, при этом отметки располагаются над соответствующими вертикальными линиями. Это необходимо для того, чтобы ось совпадала с серединой чисел.
Так как маховики и рукоятки имеют обода, то они должны надежно фиксироваться. Это касается также и масло-, водо- и воздухопроводных труб.
Требования к конструктивному исполнению технологического оборудования для литейного цеха
В любом случае оборудование технологическое для литейного производства имеет составные части.

К ним также предъявляется ряд требований в соответствии с вышеуказанным ГОСТом.
Так, трубы всех систем в обязательном порядке должны следовать контурам корпусных деталей. Отступление от стандарта возможно только в том случае, если это прописано в чертежах.
Обязательным является наличие заходных фасок на концах деталей, кроме тех ситуаций, когда выполнение этого становится невозможным.
Для утопленных головок винтов специально предусмотрены зенкованные отверстия. Следует отметить, что последние не должны выступать над гайкой.
При этом к покрытию штоков различных составляющих (цилиндры, золотники, плунжеры) предъявляются следующие требования:
- отсутствие дефектов;
- отменная прочность;
- исключение утечки рабочей среды;
- износостойкость уплотнений.
Это гарантия бесперебойного функционирования всей линии в литейном цеху.
Примеры технологического оборудование литейных цехов
С целью налаживания успешного процесса на литейном производстве, есть необходимость в модернизации оснастки предприятия.
Только современное технологическое оборудование для литейных цехов может гарантировать результативность и экономичность выполнения этапов изготовления.
На предприятиях литейных цехов традиционно устанавливается оборудование 2 типов: общего назначения, а также узкопрофильные технологические агрегаты. Последние необходимы для реализации литейного процесса.
К узкопрофильному типу относятся такие установки:
- плавильные печи;
- литейные агрегаты;
- заливочные приборы, механизмы и манипуляторы, а также датчики, предназначенные для производства отливок;
- ковши;
- литейные автоматы, установки и комплексы.
Читать еще: Брак литейного производства
Объемы выпуска отливок по странам приведены на графике ниже:

Современная оснастка на порядок превосходит образцы, применяемые в недалеком прошлом.
Сегодня преобладают устройства с программным обеспечением (ПО), приборы механизированного типа, а также автоматизированные системы, которые выполняют производственный процесс посредством внедрения высокоточных технологий.
Говоря об основных типах литейного оборудования, одно из главных мест занимают плавильные печи. Такие установки изготавливаются из стали с высоким показателем прочности, также используются теплоизоляторы и огнеупорные материалы с повышенным показателем выносливости.
Установки различаются по способу литья, бывают:
Устройства индукционного типа отличаются способностью к быстрому переходу от одного состава к иному. Удобство в обслуживании и эргономичность – основные преимущества. В такой печи могут регулироваться до нужного градуса показатели давления и атмосфера внутри.
Электрические дуговые печи вмещают от 500ц до 400т металла. В условиях плавки осуществляются технологические процессы покачивания и перемешивания материала. Такое оснащение применяется для получения жаростойкой, инструментальной, конструкционной стали углеродистого и легированного типа.
Современные тенденции в оснащении технологическим оборудованием литейных цехов
На схеме ниже приведен пример комплексно-автоматизированного цеха:

Применение актуальных методик автоматизации процесса литья дает возможность проектирования агрегатов для получения высокоточных и качественных сплавов.
Наклоняющиеся литейные аппараты – современное технологическое оборудование литейных цехов.
По средствам применения электрических сервоприводов на производстве осуществляется полный контроль за процессом дозирования, а также поведением расплава.
Сервопривод контролирует:
- наклон;
- непосредственно движение;
- процедуру литья качанием.
Сервопривод дополнительно исключает вероятность перекоса в условиях открытия формы.
На современном этапе в литейном производстве востребованы такие элементы автоматизации, как поворотные столы, роботы-манипуляторы, а также литейные роботы.
Совершенствование техники, повышение ее качества и уровня обосновывается процессом усложнения самой конструкции агрегатов, повышением технических параметров и требований к надежности применения установок в действии.
Современное технологическое оборудование литейных цехов выступает в роли подходящей оснастки для специализированных производств. Такие установки причисляют к разряду дорогостоящего оснащения, но по своим эксплуатационным характеристикам они существенно превосходят установки прошлых лет.
Посредством внедрения технологического оборудования на литейное производство осуществляется модернизация самого процесса.
Примеры возможностей устройств и оборудования литейных цехов
Вулканизационные прессованные детали двигателя автомобилей, жаропрочные сплавы, ювелирные элементы выпускаются вследствие производственного литья.

Оборудование литейных цехов состоит из следующих устройств:
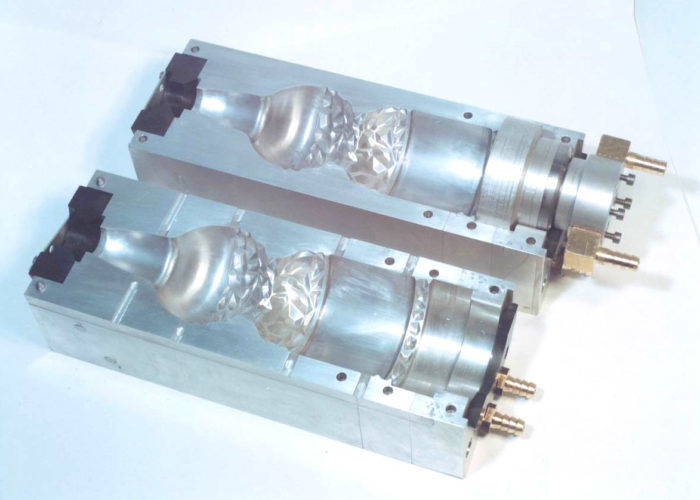
- пресс-формы;
- машины литейные с горячей камерой;
- агрегаты с холодной камерой прессования;
- машины точного литья;
- блоки симуляции;
- кокильные, гипсовые, песчаные формы.

Изготовление отливок нуждается в существенных расходах финансов и времени. Помимо этого, ранее действующие прототипы не всегда соответствуют стандартам серийного производства по параметрам и качеству.
Технологии литья высокой точности создают систему беспрецедентных размеров.
Оборудование литейных цехов известного на рынке металлопроката германского производителя Schultheiss характеризируется полной автоматизацией технических операций и возможностями максимально быстрого отливания серийной продукции.

Пресс-формы изготавливаются в основном из стали. Пресс-формы оборудованы выталкивающими приспособлениями, подвижными металлическими стержнями, создающими отверстия деталей.
Автоматизированное оборудование литейных цехов представлено машинами горячего, холодного, сверхточного литья.
В камерах горячего прессования изготавливаются сплавы на цинковой основе. Здесь сжатый горячий воздух от испарения раскаленного сплава создает небольшое давление, под действием которого расплавленный металл двигается в форму.
Отливки, полученные холодным давлением, состоят из магниевого, алюминиевого, медного циркониевого сплавов.
Технологии высокоточного литья в черной и цветной металлургии реализуются на оборудовании фирмы Schultheiss серий RP 950, 1000 и 2000. Эти машины позволяют выливать функциональные единичные изделия и производственные полуфабрикаты с минимальными затратами времени.
Системы машин RP автоматизированы на 100%, что позволяет производственным процессам протекать без операторского вмешательства и регулирования.

Оборудование точного литья имеет плавильные камеры, где можно разогревать около 20 литров или 55 килограмм сплава. Температура задается индивидуальная и точная для каждого вида черного или цветного металла.
Расплавлять материал можно не только под воздействием давления, но и в условиях вакуума, где можно качественно наполнить пресс-форму в отсутствии газового сопротивления. Машины оснащены гипсовыми или керамическими формами, куда направляется готовый сплав.
При наличии в камере избыточного давления материал проходит дополнительное уплотнение, что позволяет избежать усадки, которая недопустима для деталей моторов холодильника, двигателя авто.
Машины точного литья Schultheiss дистрибьюторскими фирмами дополнительно оснащаются литейными модулями магния. Все модели оборудования имеют систему безопасности широкого формата, что осуществляет регулярный мониторинг на сенсорном уровне.
Система сенсора без промедлений может распознать и известить о случившемся сбое и недостатке операций установки. Если неисправность угрожает работе всего механизма, автоматически включается режим ограниченного функционирования и защиты.
Внедрение в производство прогрессивных технологий литья возможно при сотрудничестве с официальным дистрибьютором Schultheiss в Российской Федерации «Инженерной фирмой АБ Универсал», что предоставляет качественные модели оборудования для сверхточного литья в вакуумных условиях.
Оборудование для литейных цехов на выставке
На выставке «Металлообработка» будут представлены лучшие модели литьевого оборудования. Специалисты и эксперты в данной сфере расскажут о своих достижения и результатах работы.
Выставочное павильоны комплекса «Экспоцентр» радушно примут всех гостей и посетителей. В рамках экспозиции будут проведены тренинги, семинары и презентации, где демонстрируются последние инновации этой отрасли.
Литейное оборудование
«. Литейное оборудование; ЛО: машины, автоматы, установки, плавильные печи, заливочные устройства, механизмы, манипуляторы, роботы, средства транспортирования и системы управления, предназначенные для изготовления отливок. «
Источник:
(введен в действие Приказом Ростехрегулирования от 04.09.2007 N 233-ст)
Официальная терминология . Академик.ру . 2012 .
Смотреть что такое «Литейное оборудование» в других словарях:
литейное оборудование — 3.1 литейное оборудование; ЛО: Машины, автоматы, установки, плавильные печи, заливочные устройства, механизмы, манипуляторы, роботы, средства транспортирования и системы управления, предназначенные для изготовления отливок. Источник: ГОСТ 10580… … Словарь-справочник терминов нормативно-технической документации
литейное (технологическое) оборудование — Совокупность машин, автоматов, установок, плавильных печей, заливочных устройств, манипуляторов, предназначенных для выполнения процессов, операций и переходов изготовления отливок при различных переделах и способах литья, включая специальные… … Справочник технического переводчика
Литейное производство — I Литейное производство одна из отраслей промышленности, продукцией которой являются отливки (См. Отливка), получаемые в литейных формах при заполнении их жидким сплавом. Годовой объём производства отливок в мире превышает 80 млн. т, из… … Большая советская энциклопедия
Литейное производство — I Литейное производство одна из отраслей промышленности, продукцией которой являются отливки (См. Отливка), получаемые в литейных формах при заполнении их жидким сплавом. Годовой объём производства отливок в мире превышает 80 млн. т, из… … Большая советская энциклопедия
ГОСТ 10580-2006: Оборудование технологическое для литейного производства. Общие технические условия — Терминология ГОСТ 10580 2006: Оборудование технологическое для литейного производства. Общие технические условия оригинал документа: 3.2 безопасность литейного оборудования: Способность оборудования выполнять свои функции, а также иметь… … Словарь-справочник терминов нормативно-технической документации
вытяжное (литейное) устройство — Устройство, извлекающее модель из полуформы. [ГОСТ 18111 93] Тематики оборудование для литья Обобщающие термины машины для изготовления форм и стержней … Справочник технического переводчика
Читать еще: Литейные сплавы алюминия
Формовочное оборудование — служит для изготовления литейных форм (См. Литейная форма). По рабочему процессу Ф. о. принято делить на формовочные машины, а также Пескомёты, пескодувные машины (См. Пескодувная машина), пескострельные машины (См. Пескострельная машина) … Большая советская энциклопедия
77.180 — Устатковання для металургійної промисловості ГОСТ 3.1125 88 ЕСТД. Правила графического выполнения элементов литейных форм и отливок. Взамен ГОСТ 2.423 73 ГОСТ 3.1401 85 ЕСТД. Формы и правила оформления документов на технологические процессы литья … Покажчик національних стандартів
27713 — ГОСТ 27713 Литейное оборудование. Машины для литья в кокиль. Присоединительные размеры крепления кокилей. ОКС: 25.120.30 КГС: Г44 Машины и оборудование для металлургической и литейной промышленности Действие: С 01.07.89 Текст документа: ГОСТ … Справочник ГОСТов
28493 — ГОСТ 28493 Литейное оборудование. Машины для изготовления и склеивания оболочковых форм. Основные параметры и размеры. ОКС: 25.120.30 КГС: Г44 Машины и оборудование для металлургической и литейной промышленности Взамен: ГОСТ 9311 79 и ГОСТ… … Справочник ГОСТов
Этапы и особенности литья по выплавляемым моделям
Технология литья по выплавляемым моделям (ЛВМ) – один из древних способов производства металлических изделий под низким давлением. Он используется для изготовления высокоточных деталей сложной формы. Применяется в случаях, когда невозможно использование более простых методов. Данный процесс обработки металла считается прогрессивным, экономным и трудосберегающим.
Как проходит процесс?
Для производства сложных деталей путем литья под давлением выполняется запрессовка материала в специальную пресс-форму. Она точно повторяет конфигурацию элемента будущего изделия и выполнена из материала, который отличается составом, зависящим от параметров будущих изделий. Для мелких используется эластичный легкий состав (воск, парафин или стеарин), а для крупных – более твердый и прочный (пластмасс, полистирол). Материалы не образуют дефектов – изменений формы вылитого изделия в процессе охлаждения при воздействии давления. Габариты отливки рассчитываются с припусками на усадку состава.
Готовые единичные формы собираются в блоки и поступают на заливку. На данном этапе подготовленная форма и все элементы литниковой системы (полости детали) покрываются жидкой смесью со связующим наполнителем. Далее выполняется обсыпка формы в несколько слоев. Каждый пласт отличается фракцией зерна и требует тщательной просушки. В результате формируется плотная оболочковая форма созданного блока. После вытопки ее прокаливают при высокой температуре (около 1000° С) для ликвидации посторонних газообразующих веществ.
Далее, в полученную форму заливается разогретый металл. Содержимое охлаждают и отправляют на выбивку, которая выполняется при помощи молотов. Отливки, полученные этим способом, имеют высокую точность.
Технология практически не имеет недостатков, а ее преимуществом называют возможность производства элементов из сплавов, не поддающихся механической обработке, а также изготовления соединенных отливок с точными размерами, которые необходимы для получения узлов оборудования и не требуют их дополнительной сборки из мелких деталей. Литьё по моделям применяется в опытном, серийном и массовом производстве. Помимо высокой прочности, данные отливки, имеют хорошую чистоту поверхности. Данный способ используют для производства важных узловых деталей.
- модель изготавливается из легкоплавкого материала;
- детали собираются в блоки;
- окружаются керамической оболочкой, затвердевающей и образующей форму;
- при дальнейшем нагревании формы, модель отливки плавится и изымается;
- в появившиеся полости (литниковую систему) заливается металл, который в точности повторяет исходную форму всех элементов будущей детали.
Область применения технологии
Область применения данного метода – изготовление отливок массой от нескольких граммов до десятков килограммов. Это корпуса и элементы приборов, режущий и медицинский инструмент, детали для авто, фото и видеотехники, швейного и текстильного оборудования, для выполнения некоторых элементов художественного литья, а также в ювелирной отрасли.
Выплавляемые модели изготавливают в пресс-формах из парафиновых, восковых, стеариновых составов, включающих жирные кислоты. Данные составы характеризуются высокой эластичностью, полностью заполняют все полости и дают четкий отпечаток.
Использование технологии литья открывает перед инженерами огромный потенциал, дающий возможность проектировать сложные тонкостенные конструкции, соединять единичные детали в компактные цельнолитые узлы. При этом значительно уменьшается масса и размеры изделий, создаются нестандартные элементы, необходимые в процессе ускоренного развития технического прогресса, усложняются конструкции, видоизменяются, усовершенствуются и корректируются многие комплектующие и узлы. Со временем модифицировался и состав отливок. В некоторых случаях требовалось создание жаропрочных сплавов, которые удалось получить, в результате использования никеля.
Выбор литейного сплава
Современный процесс изготовления отливок по моделям включает серьезный подход к выбору литейного сплава. Их изготавливают из различных литейных сплавов: углеродистых и легированных, стойких к коррозии, жаростойких и жаропрочных сталей, цветных сплавов и составов на основе чугуна.
При производстве литейной продукции учитываются условия, в которым она будет функционировать. От этого и зависит материал отливок. Так для производства высокогерметичных корпусов подбирается металл, несклонный к образованию усадочной рыхлости и пористости. Для комплектующих, требующих высокой жаропрочности – никелевые составы.
При выборе литейного сплава необходимо иметь полное представление и точные требования к материалу отливок. Четко сгруппировать условия работы и назначение будущих деталей. Это даст возможность наиболее правильно подобрать необходимый сплав, с учетом его специфических характеристик.
Оборудование для литья
При выполнении работ, связанных с литьем по выплавляемым моделям, нужны знания и специальное оборудование. Это оригинальные и компактные системы, необходимые для качественного заполнения литейной формы с оптимальной скоростью и получения металла необходимой плотности. Их работа исключит образование пустот и неметаллических включений, что значительно повысит качество и эксплуатационные характеристики будущих изделий.
Каждая литая деталь – это оригинальная конструкция, требующая наличия самостоятельной литниково-питающей системы (ЛПС) для отдельной отливки. Вместе с этим они имеют много общего – размеры стенок, узлов, соединений. Это дает возможность для использования типичных конструкций ЛПС и формирования стандартных методов расчета.
В процессе производства используются автоматы для приготовления модельного состава и изготовления элементов. Это агрегаты для приготовления смесей, линии для охлаждения пресс-форм, установки для приготовления покрытия, бойлерклавы для удаления составов, оборудование для обжига керамических форм, гидравлические молоты и т.д.
Организация литейного производства
Не у всех есть возможность иметь целый арсенал приспособлений для самостоятельного выполнения литья. Поэтому не стоит своими руками, в домашних условиях, без применения спецтехники осуществлять сложные литейные работы. Доверьте их профессионалам, имеющим для этого все необходимые навыки, оборудование и экспертные познания.
Если вы запланировали открытие собственного литейного производства, но ощущаете недостаток знаний, его организацию лучше поручить прогрессивной инжиниринговой компании «СЛТ – современные литейные технологии», специализирующейся на различных технологиях литейной отрасли. Это специалисты с большим опытом в данной сфере, оказывающие все виды инжиниринговых услуг – от этапов проектирования, ввода в эксплуатацию литейного производства и до его выхода на высокие проектные мощности.
ОБОРУДОВАНИЕ ДОМЕННОГО ПРОИЗВОДСТВА
Доменный цех — один из важнейших структур металлургического производства. Здесь производят чугун, из которого выплавляют сталь.
Для того, чтобы получить исходный материал (шихту) используют железную руду, агломерат, окатыши и добавки, которые содержат железо, а также известняк и доломиты.
Весь технологический процесс других цехов в значительной мере зависит от того, какого сорта и марки чугун был выпущен в доменном цехе.
Оборудование доменного производства тесно взаимосвязано между собой и включает следующие единицы:
- Печи.
- Отсек приемных резервуаров.
- Система загрузки исходного сырья.
- Литейный двор.
- Воздухонагреватели.
- Система газоочистки.
- Отсек разлива чугуна.
- Склад холодного чугуна.
- Система гранулирования шлака.
- Отделения изготовления огнеупорных смесей и ремонта чугуновозных ковшей.
ПЛАНЫ ДОМЕННЫХ ЦЕХОВ
Самое важное, что нужно учитывать при планировании – удобное расположение оборудование доменного производства, чтобы обеспечить бесперебойный процесс работы.
Выделяют 3 вида планировки:
- Блочное размещение доменных печей. Доменный цех получается компактным, но при этом обслуживание чугунных и шлаковых леток становится затруднительным в общем литейном дворе.
- Островной метод расстановки. Доменные печи располагают в линию, а блок воздухонагревателей, литейный двор и пути чугуновозов и шлаковозов для каждой печи – под углом к этой линии.
- Конвейерная система загрузки печей. Литейный двор имеет форму круга. Пути для чугуновозов и шлаковозов располагаются по обе стороны, а блоки воздухонагревателей – под углом относительно линии печей.
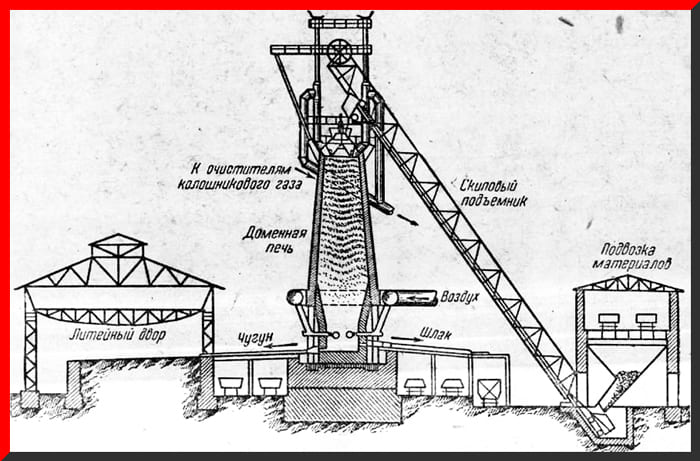
ПРИНЦИП ДЕЙСТВИЯ ДОМЕННОЙ ПЕЧИ.
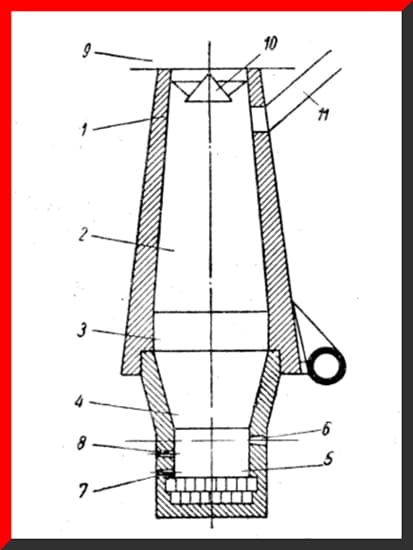
Рисунок 1. Схема доменной печи.
1 – колошник; 2 – шахта; 3 – распар; 4 – заплечики; 5 – горн; 6 – фурмы для вдувания воздуха; 7 – чугунная летка для выхода жидкого чугуна; 8 – шлаковая летка для выпуска шлака; 9 – загрузочная площадка; 10 – колокол для загрузки сырых материалов в доменную печь; 11 – отверстие для вывода колошниковых газов.
По наклонному пути шихту для плавки доставляют наверх и засыпают в печь через систему подачи.
Чтобы процесс горения кокса был интенсивным требуется большое количество воздуха. Его подогревают в специальных воздухонагревателях до 600 – 800 0 С и подают через щели в нижней части печи под давлением.
Получившийся чугун опускается вниз и выходит через чугунные летки. После этого чугун переправляют в специальных ковшах в сталеплавильный цех для дальнейшей переработки.
Жидкий шлак, который образуется в процессе выплавки над чугуном удаляют из доменной печи через шлаковую летку и используют в качестве материала для строительной сферы или в шлаковый отвал.
Доменная печь работает без перерыва. Снаружи она покрыта стальной оболочкой (кожухом), а с внутренней выложена специальной кладкой из высокопрочного кирпича, которая должна выдерживать высокие температуры и сопротивляться износу, вызванным постоянным трением.
ОБОРУДОВАНИЕ ДОМЕННОГО ПРОИЗВОДСТВА. ДОМЕННЫЕ КОЛОШНИКОВЫЕ ПОДЪЕМНИКИ
Этот вид оборудования доменного производства подает шихту в доменную печь. Они должны быть надежными и иметь высокую производительность.
Существует 2 основных способа подачи шихтовых материалов:
1. Скиповый.
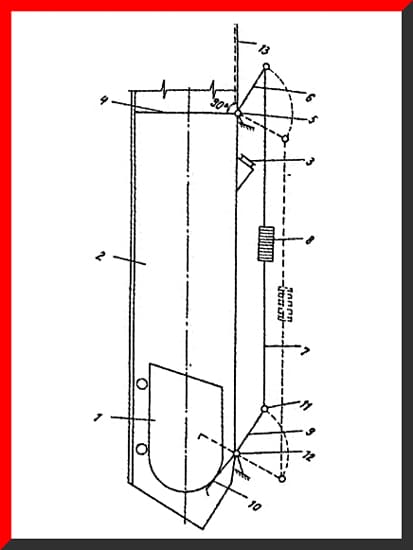
Рисунок 2. Схема скипового подъемника.
1 – скип; 2 – камера; 4 – клапан-щит; 5 – стационарный шарнир; 6, 7, 9 – рычаг; 8 — противовес; 10 – направляющий элемент; 12 – стационарный шарнир; 13 – упор.
Материал подают скипами из ямы бункерной эстакады. Каждый скиповый подъемник вмещает до 20 м 3 шихты, а скиповая лебедка может поднять до 39 т.
2. Конвейерный.
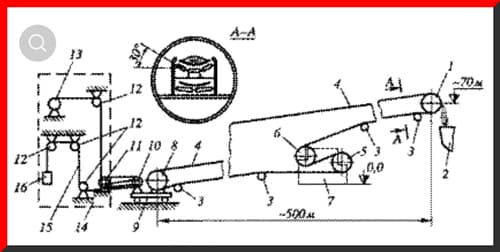
Рисунок 3. Схема конвейерного подъемника.
1 – барабан, который разгружает шихту в приемную воронку; 2 – приемная воронка; 3 – отклоняющий барабан; 4 – лента; 5, 6 – вращающиеся барабаны; 7 – приводная станция; 8 – хвостовой барабан; 9 – натяжная тележка; 10, 11, 12 – система блоков; 13 – лебедка; 14 – натяжная станция; 15 – канат.
Шихту загружают из распределительных бункеров на ленту, которая постоянно движется и перемещает груз на колошник доменной печи.
Этот способ имеет ряд преимуществ:
- проще обслуживать и ремонтировать машины, механизмы и агрегаты;
- нагрузки на несущие конструкции становятся меньше;
- стоимость строительства ниже, чем при использовании скипового метода;
- увеличивается производительная площадь вокруг доменной печи;
- доменную печь и систему загрузки шихты можно построить отдельно;
- период эксплуатации больше.
Конвейерная лента движется со скоростью 2 м/с. Производительность достигает 30 000 + т/сутки.
ОБОРУДОВАНИЕ ДОМЕННОГО ПРОИЗВОДСТВА. ЛИТЕЙНЫЙ ДВОР
Литейным двором называют строение с площадкой, которая примыкает к доменной печи и находится ниже леток. На площадке размещены желоба. По ним чугун и шлак перемещаются из печи для плавки чугуна в ковши чугуновозов и шлаковозов, либо к машинам для грануляции.
На площадке литейного двора находятся машины для обслуживания шлаковых и чугунных леток, желобов, фурменных приборов, а также пульты управления, запасы песка, глины и огнеупорных смесей.
Здание литейного двора выполнено в форме несущего металлического каркаса, который стоит на фундаменте и обшит железобетонными плитами. В крыше здания находится аэроционный фонарь.
План литейного двора исчисляется количеством леток и желобов, их расположением, типом, числом, а также местом локации мостовых кранов.
Бывают литейные дворы, где оборудование расположено в виде прямоугольника — чугунные летки расположены с одной или с двух сторон; и литейные дворы круглой формы.
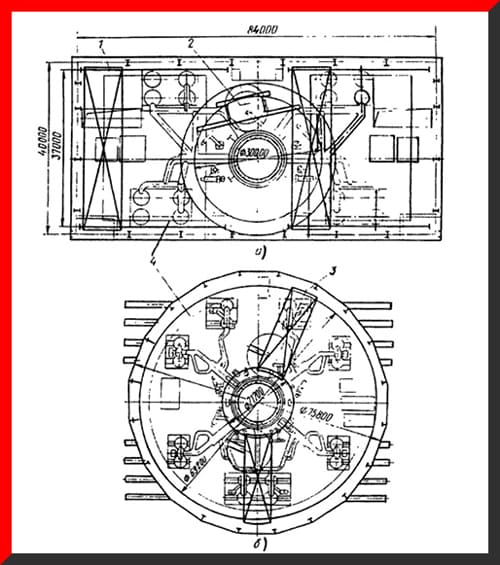
Рисунок 4. Схемы литейных дворов.
а – одностороннее или двустороннее расположение литейных леток; б – литейный двор круглой формы.
Оборудование доменного производства также включает в себя машины и механизмы литейного двора:
- Механизмы для вскрытия чугунной летки. Их располагают на площадке, которая примыкает к горну доменной печи. Прямое назначение этого механизма – делать отверстия в леточной массе для того, чтобы чугун выходил наружу. По типу движения их разделяют на вращательные, ударные и ударно-вращательные.
Для уборки и переработки жидких продуктов доменной плавки также предусмотрено оборудование доменного производства – специальные машины и устройства:
• Чугуновозы. Чугуновозы перемещают жидкий чугун от доменной печи в сталеплавильный цех и в место разлива чугуна в чушки. По форме выделяют 3 разновидности чугуновозных ковшей: конические, грушевидные и сигарообразные. Конический вмещает 60 – 80 т, а грушевидный 100 – 140 т, отчего последний пользуется большей популярностью в металлургических цехах.

Рисунок 5. Чугуновоз.
• Шлаковозы. Шлаковозы перевозят жидкий шлак к агрегату грануляции или шлаковому отвалу.

Рисунок 6. Шлаковоз.
• Разливочная машина конвейерного типа. Предназначена для разливки жидкого чугуна.
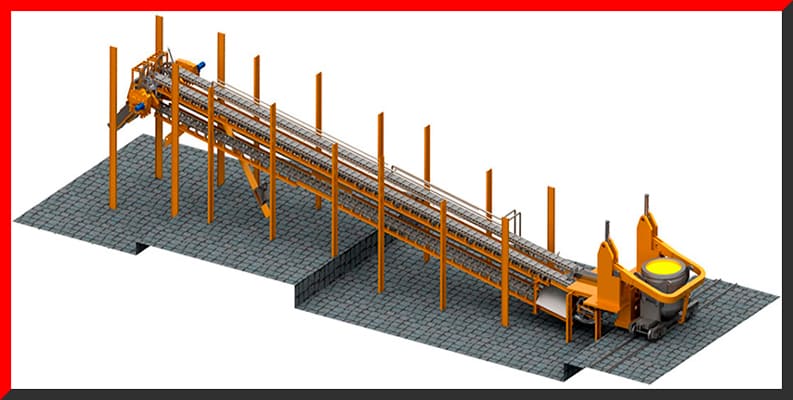
Рисунок 7. Разливочная машина конвейерного типа.
• Агрегат грануляции чугуна. Жидкий чугун выливается из ковша и орошается струями воды, преобразовываясь таким образом в гранулы.
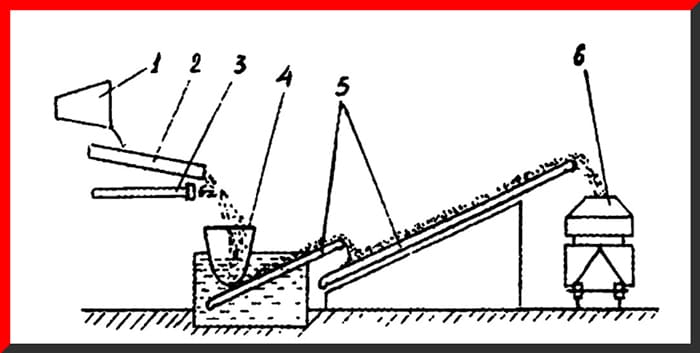
Рисунок 8. Схема механизма для гранулирования чугуна.
1 – ковш; 2 – наклонный разводной желоб; 3 – брызгалы; 4 – воронкообразный резервуар для гранул; 5 – наклонные конвейеры; 6 – место погрузки в железнодорожные вагоны.
• Устройство для грануляции шлака. Шлак перерабатывают сухой, полусухой и мокрой грануляцией.
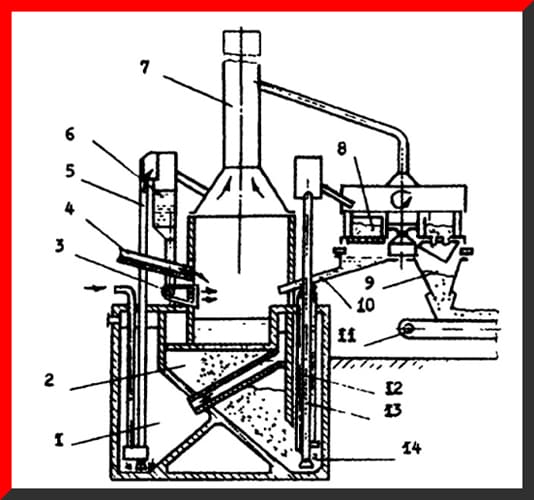
Рисунок 9. Схема установки мокрой грануляции.
1 – камера; 2 – бункер-отстойник; 3 – поток воды гранулятора; 4 – желоб; 5 – эрлифт; 6 – напорный бак; 7 – труба для отвода пара; 8 – обезвоживатель карусельного типа; 9 – бункер сушки; 10 – водосборник отфильтрованной воды; 11 – конвейер для транспортировки шлака; 12 – труба подачи воздуха; 13 – эрлифт; 14 – колодец.
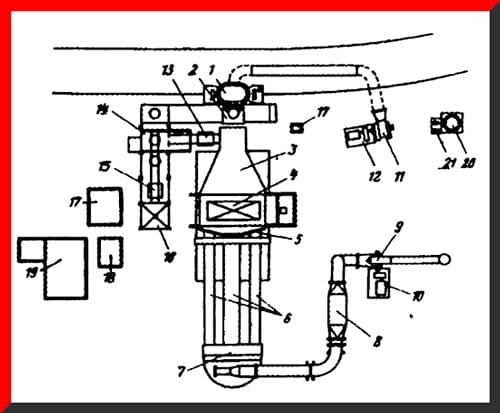
Рисунок 10. Схема установки сухой грануляции.
1 – шлаковый ковш; 2 – промежуточный ковш; 3 – воздушный раструб и поддон; 4 – устройство для сбора шлаковаты; 5 – отбойная плита; 6 – плоские воздухопроводы; 7 – воздушный сепаратор; 8 – батарейный циклон; 9 – отсасывающий вентилятор; 10 и 12 – электродвигатели вентиляторов; 11 – вентилятор, который подает воздух на грануляцию; 13 и 15 – желоба для выброса шлака и его остатков; 14 – эрлифт; 15 – участок, где перерабатывают остатки шлака из промежуточного ковша; 16 – бункер; 17 – пульт управления; 18 – компрессорная; 19 – помещение для электрооборудования; 20 – градирня; 21 – водяной насос.
ОБОРУДОВАНИЕ ДОМЕННОГО ПРОИЗВОДСТВА ДЛЯ ПОДАЧИ ДУТЬЯ В ДОМЕННУЮ ПЕЧЬ И ОЧИСТКИ ОТ ПЫЛИ
В процессе работы печей важно, чтобы топливо горело постоянно. Для этого необходим непрерывный и равномерный приток раскаленного воздуха, прогретого до 1000 – 1400 0 С и подаваемого под давлением 0,2 – 0,5 МПа.
Воздух нагревают воздухонагреватели. Это агрегаты периодического действия регенеративного типа с внутренней или наружной камерой горения. Воздух в них нагревается от тепла, которое образуется в процессе сгорания газообразного топлива.
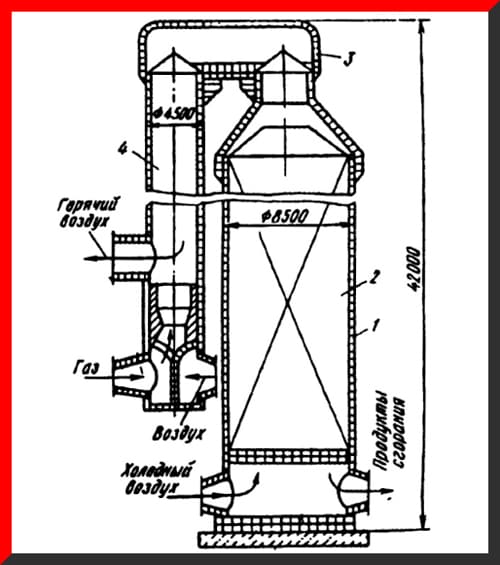
Рисунок 11. Воздухонагреватель с наружной камерой горения.
1 – насадочная камера; 2 – насадка; 3 – купол; 4 – камера горения.
Холодный воздух сюда нагоняют воздуходувными машинами. После нагрева горячее дутье подают по воздуховоду через фурменные приборы. Их еще называют воздушными фурмами.
Газовые горелки подают воздух и газ в камеру горения, смешивают там газы и проталкивают продукты сгорания через насадку воздухонагревателя.
Дроссельный клапан для газа и воздуха нужен для того, чтобы регулировать расход газа, который поступает в газовую горелку воздухонагревателя.
Перепускные клапаны тарельчатого типа применяют для того, чтобы снижать давление в воздухонагревателе перед тем как переключить с режима «нагрев» на режим «дутье» и обратно.
Дымовые клапаны тарельчатого типа отключают воздухонагреватель доменной печи от дымохода.
ОЧИСТКА ДОМЕННОГО ГАЗА
Доменный газ широко используют в виде горючего в разных аппаратах металлургического производства. Перед этим его тщательно очищают от пыли. Для этого применяют пылеуловители.
Для грубой очистки применяют аппараты в виде закрытых вертикальных резервуаров с коническими торцами, которые отделаны с внутренней стороны огнеупорным материалом.
Для полутонкой очистки используют скрубберы и трубы-распылители, которые функционируют по принципу улавливания пыли при смачивании ее водой.

Рисунок 12. Скруббер.
Для тонкой очистки газа применяют электрофильтры.
Атмосферные клапаны удаляют газ из печи и пылеуловителя в атмосферу.
Отсекающий клапан отделяет пылеуловитель от доменной печи.
Задвижки отключают агрегат газоочистки от общей газовой сети.
Сухую колошниковую пыль, охлажденную в пылеуловителе, удаляют при помощи транспортирующего конвейера, который одновременно увлажняет ее.
У компании ООО ЛипецкТехноЛит есть собственный цех литья, где мы применяем современные технологии в области изготовления стали, оборудования для металлообрабатывающей промышленности и запасных частей к нему.
У нас вы можете приобрести готовые дробеметные установки или заказать изготовление нестандартного оборудования по чертежам. Если нет чертежей – наши специалисты проведут исследование и предоставят присоединительные размеры перед изготовлением.
Источник https://promzn.ru/stanki-i-oborudovanie/dlya-litya-plastmass.html
Источник https://milling-master.ru/litejnye/litejnoe-oborudovanie-eto.html
Источник https://drobemet48.ru/oborudovanie-domennogo-proizvodstva/





