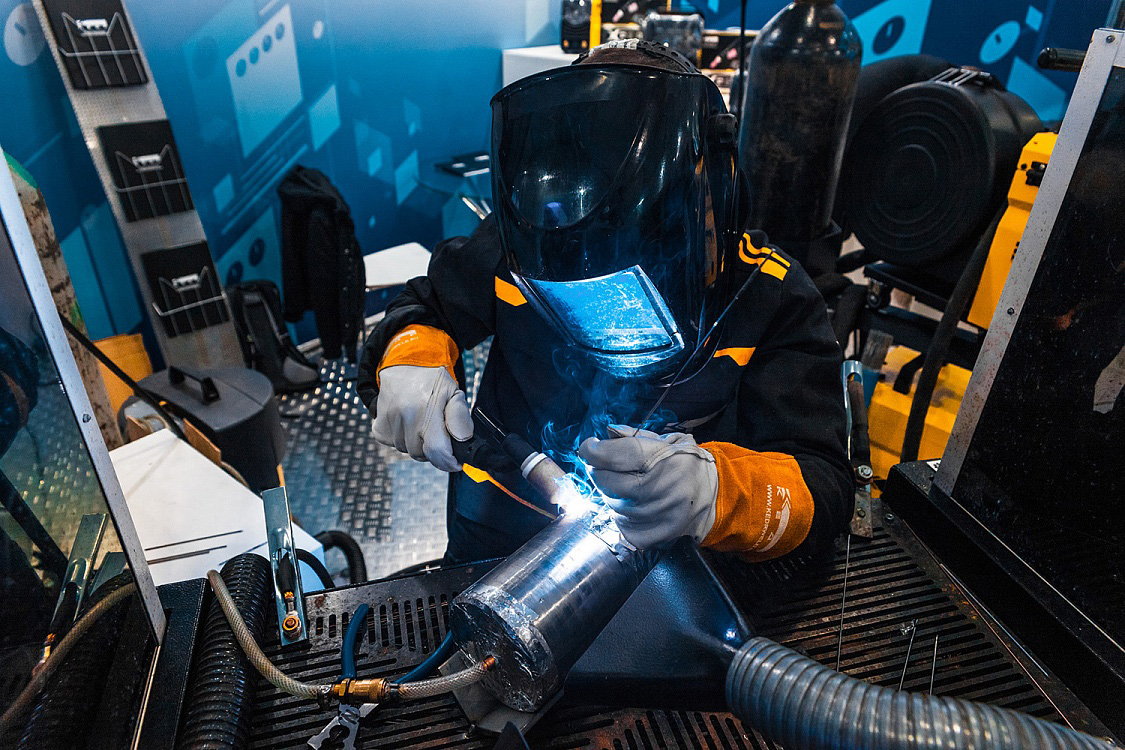
Сварка стальных газопроводов: выполнение сварочных работ
Тем не менее, самый распространенный способ другой – ручная электродуговая. Также часто применяется полуавтоматическая. При этом используются электроды диаметром от 3 до 4 мм. При этом толщина стенок газовых труб не должна превышать 5 мм.
И тут без подготовки кромок не обойтись. Их нужно очистить на ширину более 1 см. Дополнительно выполняются скосы.
Далее происходит центровка и прихватка (до 4 мест, равномерно). Высота прихватки не должна превышать 2/3 высоты скоса, а длина – 1 см.
Когда центровка будет выполнена качественно, выполняют сварку. Первый слой необходимо делать электродами малого диаметра. Например, 3 мм. Фаска должна заполниться материалом на 2/3 своей высоты.
Читайте также: Правила отвода трубы от газовой колонки. Трубы для вентканала. Ограничения при подключении
Второй слой накладывается поверх первого после удаления шлака. При этом применяется электрод большего диаметра. Обычно это 4 мм. Таким электродом можно выполнять окончательный шов. Это делается с захватом прилежащих зон изделий. Только так можно получить герметичное соединение.
Когда процесс окончен, необходимо снять шлак, а затем проверить качество выполненного шва. Это значит, что он не должен иметь не проплавленных зон, прерываний. Шов должен быть сплошным.
Пример качественного сварочного шва
Если рассматривать сварку полуавтоматическую, то особых отличий от ручной сварки нет. Здесь также нужно правильно подобрать диаметр проволоки. Так, если нужно сварить газовые трубы с толщиной стенки до 5 мм, можно использовать сварочную проволоку диаметром 1-1,2 мм. Чтобы получить качественный шов, применяется дополнительно смесь защитных газов.
Пример режима сваривания электродами
Материалы, необходимые для газовой сварки.
Сварка трубы газом производится при применении кислорода и ацетилена. Рассмотрим, какие именно функции выполняет каждый из этих газов.
Сам кислород во время сварочных работ не горит, но он необходим для того, чтобы поддержать горение ацетилена. Поступает кислород на рабочую площадку в специальных баллонах, где он находится под высоким давлением. В процессе сварки труб высокое давление кислорода не требуется, поэтому его снижают с помощью редуктора, который присоединяется к газовому баллону.
Ацетилен как раз и является тем газом, который горит во время сварки – температура его горения может достигать 3000 градусов.
Иногда ацетилен во время сварки заменяют на другой горючий газ. Это может быть метан, пропан или пары керосина. Главное при выборе газа – соблюдать определенное условие: температура пламени при горении газа должна быть в два раза выше, чем температура плавления подвергаемого сварке металла.
Кроме газов, для газовой сварки труб требуются и другие материалы:
- Сварочная проволока. Сварочная проволока выполняет роль присадочного материала, заполняющего сварной шов. При выборе состава сварочной проволоки учитывается состав металла, из которого изготовлена свариваемая деталь – химические и физические свойства этих материалов должны быть идентичными.
- Флюсы. Флюсы выполняют защитную функцию, предотвращая окисление металла под воздействием воздуха. Это могут быть порошки или пасты, которые при нагревании металла образуют на его поверхности пленку. Выбор флюсов зависит от того, какие именно металлы подвергаются сварке. Обязательно флюсы используются при сварке чугуна, меди и легированной стали, а вот для сварки труб из углеродистой стали флюсы не применяют.
Правила проведения сварочных работ на ПЭ трубах
Когда производится сварка ПЭ труб встык, различают три основных способа:
У каждого из способов имеются свои технологические особенности, но сварочный процесс в любом случае должен проводиться с соблюдением ряда требований:
- Для начала нужно правильно закупить полиэтиленовые трубы. Все они должны принадлежать одной партии и производителю. Разница между качественным и бракованным изделием может быть незаметна, потому в любом случае нужно отдавать предпочтение заводскому производству. Даже миллиметровое расхождение в диаметре двух стыкуемых труб может привести к дефектам последующей эксплуатации системы.
- Также использование изделий, произведенных в идентичных условиях, обуславливает полное соответствие труб по химическому составу и толщине. Данные показатели влияют на время выполнения сварочных работ, а точнее – на этап разогрева. Несоответствие двух труб друг другу может привести к тому, что одна из них расплавится сильнее, а вторая, наоборот, не достигнет нужных кондиций. В этом случае стыковочный шов будет недостаточно прочным.
- То, насколько материал будет чистым, также очень важно. Любая технология сварки ПЭ труб предполагает работу с идеально чистой поверхностью. Мельчайший песок, пыль, грязь и прочие твердые частицы могут привести к образованию недостаточно герметичного шва.
- Также важно учитывать погодные условия при работе на открытом воздухе, ведь повышенная влажность во время выпадения осадков, перегрев элементов под открытыми лучами солнца и переохлаждение на морозе могут привести к ухудшению прочностных характеристик шва.
- Наконец, очень важным этапом работ является остывание созданного шва. Вплоть до полного остывания разогретого полимера нужно зафиксировать изделия относительно друг друга.
Меры предосторожности и правила использования газовой горелки
Так как газовая горелка имеет высокий температурный диапазон окружного действия, то необходимо помнить о следующих правилах ТБ:
- все работы необходимо производить в рукавицах-крагах, которые уберегут ладони сварщика от ожогов;
- также нежелательно смотреть на ядро пламени, так как температура выше 1000 градусов и световая нагрузка отрицательно влияет на роговицу глаза.
Очень осторожно: категорически запрещается брать газовую резку и открывать баллон с кислородом масляными руками, так как при взаимодействии индустриального масла и кислорода происходит моментальное воспламенение кислорода и взрыв в замкнутом пространстве баллона.
Газовая резка и сварка автогеном уже более 60 лет является показателем качества и функциональности для целого ряда работ в промышленности.
Читайте также: Установка наружного дымохода из сэндвич труб. Как правильно собрать дымоход. Как собрать современный керамический сэндвич-дымоход
Удобство и доступность, сочетание цены и качества вывели этот вид сварки вровень с электрической дуговой сваркой.
Новые технологии в строительстве позволили значительно упростить прокладку канализационных и водопроводных труб. На смену железным трубам, пришли металлопластиковые, а потом и полипропиленовые изделия. Узнайте об аппаратах для сварки полипропиленовых труб.
Самостоятельная, без участия профессионалов, но качественная и быстрая сборка металлических конструкций во время ремонтных работ, пайка швов, а также резка различных металлических изделий возможна при помощи хорошего сварочного аппарата для дома. О сварочных аппаратах читайте тут.
Принцип действия газосварки
Горючий газ совместно с кислородом подаются в сварочной устройство и выводятся через калиброванное сопло, после этого происходит воспламенение, регулировка подачи осуществляется с помощью вентилей.
При этом пламя состоит из трех составных частей:
Самая высокая температура в ядре пламени, но сварка производится частью между восстановлением и ядром.
Кроме того воздействие открытого высокотемпературного пламени на сварные поверхности защищает сварочную ванну от взаимодействия с воздухом.
Благодаря высокой способности к резке металлов, данный вид сварки так же используют для фигурной и высокоточной резки металлических листов, изготовления деталей и изделий.
Профессия сварщика несомненно требует некоторых профессиональных навыков. Обучение этой специальности проводят в училищах и ПТУ, где студенты проходят теоретический и практический курс. Читайте детальнее о том, как научиться сварке самостоятельно
Среди множества технологий по обработке металла лазерная резка выделяется своей экономичностью и эффективностью. Читайте о лазерной резке металла здесь.
Сварка стальных газопроводов: выполнение сварочных работ
(рис. 62.1 – Дуговая сварка)
Дуговая сварка. Прихватки, равномерно расположенные по границе стыка, служат для фиксации и центровки стальных труб. Электроды «транспортируют» электрический ток к корневому шву, тем самым осуществляя сварку. Поворотные и неповоротные (более сложные по выполнению) стыки при ручной сварке проваривают минимум в два слоя (толщина трубных стенок – до 6 мм) или три слоя (толщина стенок – более 6 мм). После наложения одного шва – выполняется очистка сваренной поверхности от металлических брызг и шлака, после чего электродом большего диаметра наносится следующий шовный слой. Требования к сварному шву: сплошное исполнение, непрерывность и отсутствие непроплавленных мест. Диаметр сварочной проволоки подбирают исходя из толщины трубной стенки. При сварке стальных газовых труб диаметром ≥ 900 мм (без использования подкладного остающегося кольца, облегчающего сварку и центровку) выполняется внутренняя подварка корня шва. Автоматическая дуговая сварка под флюсом исполняется по базовому слою, исполненному ручной дуговой сваркой либо полуавтоматической сваркой в углекислом газе. Недопустим обрыв сварной дуги в конце сварного шва, во избежание создания кратера. Следует задержать электрод на одну-две секунды и резким движением вверх и назад прервать дугу. Важно: сварной шов, после сварки трубы по всей окружности, заканчивают внахлёст началу шва на 10-15 мм. Таким образом, создают «сварной замок» (или «хвост») – «наезжая» концом шва на сваренный участок, разворачивая его и выводя на 10 мм в бок.
(рис. 62.2 – Газовая сварка)
Газовая сварка. Кромки нагреваются и плавятся одновременно с присадочной проволокой, заполняющей область стыка. Газовая сварка, как правило, проводится одним слоем. Один проход обуславливает небольшое напряжение в окончании шва («замок» или «хвост»), исключающее непровар. Условия для применения газовой сварки ацетиленом: диаметр газовой трубы – менее 150 мм, толщина стенок – ≤ 5 мм (при скосе кромок) и ≤ 3 мм (без скоса кромок). Условия для применения газовой сварки пропан-бутановой смесью: диаметр газопровода – менее 150 мм, толщина стенок – ≤ 5 мм, давление – ≤ 0,005 МПа. При газовой сварке стыков восстановительным пламенем используется присадочная проволока (диаметр 1.5-3 мм), которая должна соответствовать марке стали в определённой степени. Кромки должны быть предварительно очищены. Монтажная «катушка», ввариваемая в линейный отрезок подземного газопровода, должна иметь длину ≥ 200 мм. Сварка крестообразных и Т-образных соединений требует строгой перпендикулярности трубных осей, а также совпадения оси присоединяемого сваркой патрубка с центром трубного отверстия. Не допустима приварка патрубков для отвода газопровода в местах кольцевых (поперечных) швов; минимальное расстояние между швом приварки и кольцевым швом газопровода – 100 мм. При врезках на внутренних газопроводах ответвлений с диаметром ≤ 50 мм допускается следующее расстояние между кольцевыми швами и ввариваемыми штуцерами: ≥ 50 мм.
(рис. 62.3 – Защита сварочной зоны от непогоды)
Читайте также: Закрепление унитаза к полу. Способы крепления унитаза к полу. Комплектация и установка бачка
При сварке труб встык должен получиться ровный, немного выпуклый шов, в котором исключены раковины, трещины, поры, кратеры и подрезы. Неприемлемы перекосы и попадание внутрь трубы расплавленного металла. При организации сварочных работ под открытым небом необходимо защитить рабочую площадь от ветра и влаги (при наличии снегопада, дождя, тумана, сильного ветра). Похожие статьи:
- СНиП 3.05.02-88 Газоснабжение
- ГОСТ 16037-80 Соединения сварные стальных трубопроводов
- СНиП III-42-80 Магистральные трубопроводы
- Сварка стальных газопроводов: методы и общие положения
- Сварка стальных газопроводов: подготовительные работы и сборка
- Сварка стальных газопроводов: контроль качества сварных соединений
Работы в жилых домах
Для внутренней разводки или сварки газовых труб в квартире тоже существуют свои особые правила.
Необходимо исполнять требования техники безопасности при проведении огневых работ. Сварщики обязаны пройти инструктаж, знать и выполнять технические требования выбранного метода и обладать высокой квалификацией.
Соединять и варить газовые трубы разного диаметра следует с помощью специальных переходников. Это снизит вероятность возникновения утечек при выполнении неповоротного стыка на стояке.
Для стыкового соединения деталей сварка ведется с учетом возможности оплывания кромки шва. Если на месте соединения наплавлять небольшое количество присадки, то шов будет качественнее.
Перед сваркой газовых труб следует обязательно осуществить продувку стояка. Такая операция предотвратит взрыв остатков газа в трубах. При переносе трубопровода необходимо надежно заглушить стык.
Для этого срезается труба и наваривается пятак из толстого металла. По разметке сверлится отверстие, в этом месте можно приварить патрубок или муфту и установить запорную арматуру.
После выполнения работ пускают газ и проверяют стук на герметичность. Для этого можно использовать простое мыло. Его взбивают в густую пену и наносят на стык.
Если в каком-то месте надуваются пузырьки, то это говорит о протечке. Место следует переварить, удалив газ из трубопровода. Все операции при переносе труб должны осуществляться только с разрешения газовой службы, а работу должен проводить опытный сварщик.
Лозунг – «Газификация всей страны» – актуален и сейчас. Монтаж газовых труб и их ремонт не прекращаются ни на один день, поэтому сварщикам всегда есть работа. Правда, не для всех, потому что этим должны заниматься только сварщики с высокой квалификацией. А причина одна – внутри газовой трубы голубое топливо протекает под большим давлением, даже в бытовых сетях оно составляет 3-4 атмосферы. А значит, всегда есть риск, что трубопровод разорвется, если сварка газовых труб была проведена не на должном уровне.

Сборка и сварка газопроводов из полиэтиленовых труб
17.1 Поступающие на строительный объект партии труб и соединительных деталей должны пройти входной контроль их качества путем визуального осмотра и согласно требованиям РСН 358.
Протокол по результатам входного контроля предъявляется комиссии при приемке объекта в эксплуатацию.
17.2 При истечении гарантийного срока хранения труб или соединительных деталей пригодность их для строительства газопровода определяется по результатам проведения комплекса испытаний в испытательных лабораториях, имеющих соответствующее разрешение Госнадзорохрантруда Украины..
17.3 До начала работ на объекте необходимо уточнить технологические параметры сварочного процесса на основании сварки, визуального (измерительного) контроля и механических испытаний не менее трех контрольных сварных соединений при использовании сварки нагретым инструментом встык и враструб, и одного соединения при терморезисторной сварке.
17.4 Перед допуском сварщика к работе по сварке газопроводов он должен выполнить сварку допускных (пробных) сварных соединений в следующих случаях:
— если сварщик впервые приступает к сварке газопровода или имел перерыв в работе более календарного месяца;
— при изменении оборудования или технологии сварки. Контроль допускных сварочных соединений должен осуществляться в соответствии с требованиями нормативных документов на сварочные работы.
17.5 Сварочные работы выполняются с применением оборудования, прошедшего аттестацию в соответствии с требованиями ДНАОП 1.1-23-4-07.
17.6 Трубы между собой соединяются сваркой нагретым инструментом встык или враструб и терморезисторной сваркой. Сварочные работы должны выполняться в соответствии с требованиями нормативных документов на сварочные работы. Сварка нагретым инструментом встык выполняется при толщине стенок труб не менее 5 мм согласно требованиям РСН 358.
Работы по сварке труб нагретым инструментом встык выполняются при температуре окружающего воздуха от минус 15 до плюс 30 °С, нагретым инструментом враструб — от минус 5 до плюс 30 °С, терморезисторной сваркой — от минус 10 до плюс 45 °С. Температурные режимы сварки могут обусловливаться эксплуатационными характеристиками сварочного оборудования. При минусовых температурах ниже указанных сварку следует производить в специальных утепленных укрытиях. Место сварки следует защищать от ветра, атмосферных осадков, пыли и песка.
17.7 Сварные соединения труб газопроводов в процессе выполнения работ необходимо подвергать визуальному контролю, измерительному контролю и механическим испытаниям. Визуальному контролю подлежат 100 % соединений. Измерительному контролю и механическим испытаниям подлежат 1 % контрольных соединений, сваренных нагретым инструментом встык, но не менее трех соединений из общего числа выполненных одним сварщиком на одном объекте.
Контрольные сварные соединения для механических испытаний вырезаются в процессе выполнения сварочных работ для исключения излишних затрат на вварку на их место «катушек».
17.8 Визуальный и измерительный контроль, а так же механические испытания контрольных сварных соединений труб необходимо производить согласно требованиям нормативной документации на сварочные работы.
Внешний вид сварных соединений должен удовлетворять требованиям нормативных документов на сварочные работы. Забракованные соединения исправлению не подлежат и должны быть удалены.
Читайте также: Давление в водопроводной трубе в квартире: как измеряется
17.9 Для всех способов сварки труб допускается механические испытания контрольных сварных соединений заменить испытаниями на стойкость при постоянном внутреннем давлении воды, которые проводятся в аккредитованных лабораториях по методике, изложенной в ДСТУ Б В.2.7-73.
17.10 Результаты механических испытаний сварных соединений следует оформлять протоколами по форме приложения Ф.
17.11 При неудовлетворительных результатах механического испытания хотя бы одного контрольного сварного соединения необходимо произвести повторное испытание удвоенного числа соединений, сваренных этим сварщиком. Если при повторной проверке хотя бы одного из проверяемых сварных соединений окажется неудовлетворительного качества, то все соединения, сваренные этим сварщиком на данном объекте в течение месяца, бракуются. После этого сварщик может быть допущен к работе только после прохождения дополнительной практики по сварке и получения положительных результатов проверки контрольных соединений.
Забракованные соединения вырезаются и на их место ввариваются «катушки» длиной не менее 500 мм.
17.12 Соединения полиэтиленовых труб со стальными выполняются разъемными и неразъемными.
В качестве неразъемных соединений полиэтиленовых и стальных труб используются соединительные детали, изготовленные по нормативным документам на эти изделия в соответствии с требованиями 4.34 и 11.23.
17.13 Разматывание труб из бухт или катушек должно осуществляться при температуре наружного воздуха не ниже 5 °С. Допускается разматывание и при более низких температурах, если созданы условия для предварительного подогрева труб в бухте или на катушке до температуры не менее 5 °С. В случае, если труба в бухте или на катушке охладится до предельно допустимой температуры, укладку необходимо приостановить, а бухту или катушку с оставшейся трубой вновь подогреть.
Возможна установка тепляка с подогревателем непосредственно на платформе укладочной машины, что обеспечит непрерывную размотку труб.
Рекомендуемая скорость разматывания — (0,8 — 1,0) км/ч.
17.14 Газопровод укладывается в траншею после сварки последнего соединения не ранее, чем через 30 мин. Укладка производится с помощью пеньковых канатов, брезентовых полотенец или других мягких чалочных приспособлений. Во избежание падения газопровода в траншею необходимо применять временные подкладки через траншею под укладываемый газопровод.
Сбрасывать трубы и сваренные из них плети с бровки в траншею, а также перемещать их вдоль траншеи волоком не допускается.
Допускается размотка труб с бухт или катушек непосредственно в траншею с последующей сваркой узлов и деталей в специально оборудованных приямках в соответствии с требованиями 15.3.
При укладке газопроводов в траншеи выполняют мероприятия, направленные на снижение напряжений в трубах от температурных изменений в процессе эксплуатации: трубы в траншею опускаются свободно без натяжения, скруток и пережимов; при температуре окружающего воздуха выше 10 °С производится засыпка трубопровода в наиболее холодное время суток; при температуре окружающего воздуха ниже 10 °С засыпку трубопровода производят в самое теплое время суток.
В зимний период газопроводы укладывают на талый грунт. В случае промерзания дна траншеи осуществляют подсыпку под газопровод мягкого или мелкогранулированного талого грунта.
17.15 В полиэтиленовых газопроводах, заполненных газом, могут возникнуть заряды статического электричества, способные вызвать искру, достаточную для воспламенения или взрыва газовоздушной смеси. В связи с этим при выполнении работ на действующих полиэтиленовых газопроводах необходимо заземлять поверхность труб с помощью пропитанной водой пряди из хлопчатобумажного волокна, а также обильно смачивать водой поверхность труб и почву возле заземления. При отрицательных температурах наружного воздуха для смачивания труб и устройства заземления используется водногликолиевая смесь в пропорции 4:1.
В местах проведения работ на действующих газопроводах следует устанавливать порошковые огнетушители, покрывало пожарное 2×1,5 м и совковые лопаты для засыпки грунтом мест возможного возгорания газа.
Сварка газовой трубы под давлением
В наше время сложно представить себе жилой дом — частный или многоквартирный — который не был бы подключен к газу. Благодаря этому замечательному веществу мы можем готовить пищу и точно не замерзнем. Однако же газ сам по себе в дом поступать не может, и слава Богу, для него нужен специальный путь — газопровод. А для того, чтобы он был, необходимо врезаться в газовую трубу.
В нашей стране самовольный процесс врезки в газовую трубу запрещен категорически, но количество желающих сделать всё своими руками и против закона никак не уменьшается. Между тем дело это опасное и часто заканчивается смертельным исходом, именно поэтому, а не потому что государство жадное, самовольная врезка и запрещена. Домашним мастерам и нонконформистам, идущим против системы, предлагаем немного теории.
Газопровод — это средство транспортировки и хранения газа. В зависимости от миссии газопровода конструкции могут быть разными: например, для транспортировки газа на большие расстояния оборудуются мощные сети, и газ в них идёт под высоким давлением. Вот уж с ним точно не стоит экспериментировать — очень большая дыра может оказаться на месте не только доморощенного умельца, но и самого подключаемого дома. Тут лучше связаться со специальными службами, которые умеют работать с такими системами.
От любой мощной сети ответвляются более мелкие распределительные трубы, давление в которых ниже, чем в магистральных. Однако все равно оно может разниться — от низкого до высокого. Врезаться в такую трубу можно уже и своими силами, но все-таки лучше обратиться к специальным службам, если нет понимания того, что нужно делать, и знания техники безопасности.
Технологический процесс газовой резки
При изготовлении металлических конструкций используется не только газовая сварка, но и резка металлов. Она позволяет работать с такими заготовками:

Газовая резка
- диски, кольца;
- контурные элементы, сочетающие прямые и изогнутые линии из стали толщиной до 200 мм:
- детали сложной конфигурации;
- листы толщиной более 4 мм;
- швеллеры от №16;
- двутавровые балки от №20.
Чтобы получить высококачественный рез, поверхность металла предварительно очищается от грязи, краски, масла или ржавчины. Резка металлов – это термический способ обработки, разделенный на этапы:
- Нагреватель доводит температуру до 1100 С.
- Газовая горелка подает в рабочую зону кислород.
- Струя, соприкасаясь с металлом, воспламеняется. Ядро пламени должно располагаться на расстоянии от 1 до 1,5 мм от обрабатываемой поверхности.
- В условиях стабильной подачи газа поток легко разрезает заготовку. Скорость струи зависит от химического состава разрезаемого материала.

Способы сварки
Виды используемых газов
Кислород
Важнейший элемент для пайки и резки. Он используется в качестве катализатора, необходимого для активизации процессов обработки металлов. Для него характерно отсутствие цвета и запаха, плохая растворимость в воде и спирте. Кислород является активным химическим соединением. Его содержат в специальных емкостях под постоянным давлением. Для кислородной сварки используют технический газ трех сортов. Каждый вид зависит от чистоты кислорода. Это свойство влияет на качество обработки деталей.

Ацетилен
Наиболее распространенный вид, так как обеспечивает высокую температуру по сравнению с другими воспламеняющимися веществами. Он образуется на основе углеродистого кальция с водой. Химическое вещество поглощает влагу из атмосферы и расщепляется под ее влиянием, поэтому соединение хранят в закрытых барабанах. Ацетилен взрывоопасный. Однако это качество исчезает, если смесь растворить в жидкости.

Ацетилен – один из самых распространенных газов
Водород
Не имеет запаха и цвета. При контакте с воздухом становится взрывоопасным. Химический элемент хранят в стальных баллонах под давлением.

Коксовый газ
Образуется посредством переработки каменного угля. Это бесцветная смесь горючих веществ с выраженным сероводородным запахом, которую транспортируют по трубопроводам.

Используют на основе метана, добываемый из недр Земли.

Бензин и керосин
Продукты нефтеперерабатывающей отрасли. Имеют вид бесцветных жидкостей с запахом, которые легко испаряются. Газовая горелка подает их через испарители для образования пара.

Пиролизный газ
Подвергается очистке, так как состоит из углеводородов и угарного газа. Это побочный продукт предприятий по переработке нефти.

Описание процесса
Естественно, что работы начинаются с подготовительного этапа, вне зависимости от того, сами ли вы будете врезаться в систему или выберете специализированную службу. Если последнее, то вам нужно обратиться в соответствующую инстанцию, оформить заявку, возможно, предоставить предусмотренный законом пакет документов. Решили подключать новую трубу своими руками? Значит, необходимо купить соответствующие материалы, подготовить систему и себя к запланированным работам. Итак, если подготовительный этап пройден успешно, начинаем врезку.
Соединение металлических систем
- Очищение поверхности. Удалите с места, где наметили делать врезку, краску, мусор, ржавчину.
- Разметка. Определите, где будет соединение, поставьте отметки.
- Проделывание отверстий (при катушечном способе — 1, при тавровом методе — 2).
- Обработка скважин. Щели следует обработать глиной, причем, начинать это процесс рекомендуется еще во время рассекания поверхности, дабы минимизировать риск горения/воспламенения просочившегося голубого топлива. Готовые отверстия максимально быстро нужно закрыть специальной (сделанной из асбеста и глины) заглушкой. Обработанное место необходимо охладить.
- Монтаж отключающего приспособления. Когда металл охладится, заглушку можно открыть, чтобы извлечь из конструкции фрагмент вырезанной трубы. После устранения куска металла в щель помещают отключающее устройство, представляющее собой набор дисков из дерева и резины, а также торбочек с вязкой глиной. Если вы придерживаетесь таврового способа, то таких щелей будет две.
- Установка патрубка. Когда отключающее приспособление покрыло щель, самое время приниматься за проделывание основного отверстия — под присоединяемую (новую трубу). Сверьте правильность диаметра, не исключено, что разметку придется подправить. Проделайте дыру, установите патрубок. Стыки патрубка с обеих сторон заварите, затем закройте на нем задвижку.
- Заделывание отверстия. Итак, патрубок приварен, теперь нужно приварить новую трубу. Для этого сначала удалите остатки металла, появившиеся в результате проделывания основной щели. Вставьте их на свое место, обработайте глиной, и тоже заварите. Проверьте, не пропускает ли сварочный шов газ (при помощи мыла).
- Присоединение новой трубы.

Врезка в пластиковую трубу
Все чаще для монтажа инженерных сетей используют пластиковые конструкции. Если вам необходимо подсоединиться к такой системе, что делать? Во-первых, радуйтесь, что процесс будет не более сложным, чем в случае с металлом. Во-вторых, четко придерживайтесь таких рекомендаций.
Купите качественные — заводские, соответствующие ГОСТу соединительные элементы (фитинги), в идеале — металлические. Используйте раструбное соединение и специальный клей для повышения надежности шва. Следите, чтобы место соединения было идеально герметичным, имело максимальную плотность. Вставку перед монтажом обработайте составом против коррозии.
Как же осуществляется сама врезка в случае с пластиковыми сетями? Присоединение делается при помощи создания вставок, расположенных перпендикулярно к работающей системе. Длина вставок может варьироваться в пределах 70-100 см. Наращивание должно происходить при помощи пластиковых труб — на основе раструбно-контактного соединения. Что собой представляет данная технология? Стальную вставку разогревают (приблизительно до уровня 60 градусов). А на нее уже насаживают пластиковую конструкцию, причем, мгновенно и с силой. Если вы врезаетесь в систему со средним давлением, эксперты советуют подключить к «делу» и порошковый полиэтилен, дабы сделать соединение максимально прочным.

Врезаться в газовую трубу, безусловно, лучше с помощью профессионалов, однако, владея теорией, можно экспериментировать, между тем, решать только вам.
Правила безопасности
Присоединение магистрального газопровода к централизованной системе производится с учетом правил, позволяющих обеспечить максимальную безопасность при выполнении работ. К таким правилам относятся:
- врезка в трубопровод низкого давления осуществляется в диапазоне данного параметра 20 – 80 мм водяного столба. При наличии давления ниже или выше данных показателей работы выполняются исключительно после стабилизации параметра;
- врезка в трубопровод среднего и/или высокого давления допустима только после снижения показателя до указанных выше параметров. Если снижение давления по каким-либо техническим причинам недопустимо или невозможно, то работа выполняется с привлечением специалистов, имеющих соответствующее разрешение и специализированное оборудование;
- если давление в газопроводе выше показателя в 40 – 150 МПа, то запрещено при выполнении работы использовать оборудование для сварки и газовой резки.
Место выполнения работ по врезке в центральный газопровод должно быть ограничено предупреждающими табличками с надписями «Осторожно, газ», «Проход запрещен» и так далее. Вблизи места выполнения работ недопустимо разведение огня, в том числе и курения
Таблички, предупреждающие о ведении работ на газопроводе
Холодная врезка в магистральный газопровод
Врезка отводов в магистральные трубопроводы производиться при помощи устройства, позволяющего производить работы без остановки перекачки при рабочем давлении в трубопроводе до 6,4 МПа.
Комплекс работ по врезке в существующий газопровод под давлением с применением огневых работ выполняет специализированная бригада. Подготовка газопровода к врезке выполняется подразделение предприятия, эксплуатирующего газопровод. На огневые работы под давлением составляется наряд — допуск. Специализированная бригада должна пройти подготовку и аттестацию на выполнение работ по сварке и врезке с применением специального оборудования.
До начала производства работ по врезке необходимо провести обследование участка газопровода, где планируется врезка. Определяется глубина заложения газопровода, расположение продольной оси, отмечается колышками, устанавливаемыми через 50 м, и знаками высотой 1,5-2,0 м с указанием фактической глубины заложения, устанавливаемыми в пределах видимости на прямых участках трассы не более чем через 50 м, в местах пересечения с отводом. Определить положения газопровода вертикальной (глубины заложения) и горизонтальной (в плане) плоскостях.
Работы по врезке под давлением с применением сварки на газопроводах разрешается производить только при известном химическом составе металла трубы в месте врезки. В месте монтажа узла врезки не допускается наличие поверхностных и внутренних дефектов (расслоений, трещин, раковин и др.).
Перед проведением работ по контролю качества металла очистить поверхность трубы, находящейся под давлением, на всю длину участка врезки газопровода в котловане от остатков грунта, изоляции. Очистку производить только вручную, либо пескоструйными установками, скребками, щетками, либо другими инструментами безударного действия. Определить и наметить мелом места врезки и установки узлов врезки.
Производить контроль качества металла трубы в месте монтажа узла врезки ультразвуковым методом.
Замерить толщину стенки трубы на расстоянии порядка 100 мм по обе стороны окружности места приварки.
Сборка и сварка стыков производится согласно требованиям СН 111-42-80 и ВСН 006-89.
Требования к сварным соединениям, выполняемым на газопроводе под давлением:
кольцевые сварные швы при варке накладки, разрезного тройника, муфты и основной трубы выполняется с обязательным положением на тело трубы наплавленного слоя шва.
глубина проплавления стенки основной трубы при положении корневого и наплавленного слоев сварного шва должны быть 2,4 мм, но не более 40% от толщины стенки трубы.
при положении продольных сварных швов приварки половик разрезного тройника (муфты) между собой глубина проплавления должна быть равна толщине стенки тройника (муфты).
Проплавление стенки основной трубы не допускается.
Параметры сварочного процесса устанавливаются в соответствии с основными требованиями по обеспечению безопасности и качества работ:
недопущение прожога стенки трубы;
недопущение растрескивания металла в зоне термического влияния вследствие охлаждения потока и газа и водородного растрескивания.
Приварку узлов врезки на действующем газопроводе под давлением следует вести с обязательным предварительным нагревом свариваемых поверхностей.
Предварительный нагрев производится перед нанесением корневого наплавленного шва, а также каждого из последующих слоев, если температура участка шва, подлежащего к сварке, упала ниже минимального предела.
Контроль температуры предварительного нагрева свариваемых поверхностей производится с использованием контактных термометров и термокарандашей.
Температура предварительного нагрева свариваемых поверхностей для приварки узла врезки к телу газопровода должна быть 100єС, не более 250 єС.
Предварительный нагрев производится с использованием газовой горелки или электроиндукционных нагревателей.
Отклонения от номинальных размеров наружных диаметров и овальность труб не должны превышать пределов, обеспечивающих допустимый зазор при сварке узла врезки с поверхностью газопровода.
При превышении пределов отклонении в предполагаемом месте врезки место врезки сдвигается.
Запрещается на время производства работать на газопроводе врезной под давлением подъем давления на параллельных и пересекающих его нитках газопроводов.
Вскрытие газопровода, находящегося под давлением, и разработку котлована экскаватором следует производить при условии приближения режущих кромок зубьев ковша на расстоянии не ближе чем 0,5 м до образующей трубы газопровода со всех сторон, при этом ходовая часть и опорные элементы экскаватора не должны перемещаться непосредственно над газопроводом.
Подсоединение системы к газопроводной магистрали
Для врезки в общую магистраль нужно будет осуществить такие мероприятия:
- Очистить место соединения от мусора, ржавчины или краски.
- Выполнить разметку, пометить место врезки.
- Сделать отверстия, которых будет два – в случае таврового способа, и одно – при катушечном.
- Закрыть щели глиной. Обработку нужно начинать в момент начала рассекания поверхности. Это позволит сократить риск возгорания газа. Сделанные отверстия сразу же закройте заглушкой из глины и асбеста, по окончании работ охладите поверхности.
- Произвести монтаж отключающего устройства после окончательного охлаждения металла. Для этого вытащите заглушку и извлеките часть отрезанной трубы. После этого вставьте в получившуюся щель отключающее приспособление – оно похоже на торбочки из вязкой глины и нескольких резиновых и деревянных дисков. В случае применения таврового метода щелей будет две.
- Теперь нужно смонтировать патрубок, через который подключается газовая труба с магистралью. Но сначала проверьте соответствие диаметров. Если ничего корректировать не нужно, то сделайте отверстие и смонтируйте патрубок, после чего заварите стыки и закройте установленную на патрубке задвижку.
- Закрываем отверстия и привариваем новую трубу. Для начала избавьтесь от всех остатков металла, образовавшихся в процессе создания главной щели. После этого соедините трубу с патрубком, произведите обработку глиной и заварите. Качество сварного шва проверяют мыльным раствором.

Если утечки не были обнаружены, то можно переходить к финишным работам – то есть засыпке траншеи. Невзирая на то, что работы могут показаться очень простыми, проводить их нужно также соблюдая нормативные документы.
Как правило, в таких документах указана следующая информация:
- Вокруг врезного узла, трубы и крана засыпают мягкий грунт толщиной не более 20 см с последующим уплотнением.
- В самом конце засыпки грунта в траншею нельзя допускать наезд тяжелой техники на трубы, врезные узлы и шаровый кран.
По завершении строительных работ потребуется подписать договор с местной газовой службой для начала поставки голубого топлива. Кроме того, газовая служба обязана будет осуществлять техническое и аварийно-диспетчерское обслуживание. Эта же организация будет заниматься приемом готовой газопроводной системы. После работ по запуску и настройке обязательно нужно составить акт, а также опломбировать систему газового контроля.
Техника безопасности
Газовая сварка и резка не обходятся без соблюдения правил техники безопасности. Во время работы сварщик подвергается всевозможным потенциальным опасностям
Меры предосторожности комплексные:
От поражения электротоком нужна такая защита:

Инструкции по технике безопасности
- Заземление аппарата.
- Изоляция токопроводящих частей оборудования.
- Сухая, неповрежденная одежда.
- Исключение работ в мокрую погоду.
Защита зрения требует использования специальной маски со светофильтрами.
Газовая сварка – это угроза ожогов, взрывов пожаров. Избежать аварийной ситуации помогут:
- Экипировка в спецодежду.
- Отсутствие в местах проводимых работ открытых горючих, легковоспламеняющихся веществ.
- Наличие средств пожаротушения.
- Соблюдение технологического режима.
Против отравления ядовитыми парами используют:
- Респираторы.
- Эффективную вентиляцию в помещении.
- Маски, схожие с противогазами.
Незаконная врезка и ее последствия
Чаще всего незаконная врезка осуществляется физическими лицами, отключенными от газопровода за неуплату, либо желающими подключить дом, гараж или какую-либо хозяйственную постройку без согласования проекта и оплаты, как самого подключения, так и последующего использования газа. В зависимости от того, насколько сильный был причинен ущерб газопроводу при осуществлении врезки, количества использованного газа, а также согласия либо не согласия виновного лица решить этот вопрос мирным путем и оплатить все положенные штрафы, может быть применена административная или уголовная ответственность.

В случае причинения особо крупного ущерба и нежелании его возмещать, а также при выявлении факта, что подобные врезки осуществляются уже не в первый раз, к виновному лицу могут быть применены статьи УК РФ 158 (Кража при открытом доступе) и 165 (Причинения ущерба путем обмана). Поэтому лучше не рисковать и получить все необходимые разрешения и заключить соответствующий договор.
Технические характеристики
Бесперебойные поставки газа в дома потребителей напрямую зависят от пропускной способности газовых труб. В этой связи расчет данного параметра производится особенно тщательно. Причем этот процесс является обязательным вне зависимости от материала используемых изделий – полимеры или сталь.
Чтобы определить максимальную пропускную способность каждой конкретной трубы, используется такая формула:
Q макс = 196,386 Т×(P/Z)×(Д у /2),
где P — значение постоянного рабочего давления в газовой трубе, увеличенное на 0,1 МПа; Д у – размер условного прохода трубы; Т – показатель температуры проходящего по трубе газа в градусах по Кельвину; Z – коэффициент сжатия.

Исходя из формулы, можно сделать вывод, что чем выше температура транспортируемого по трубам газа, тем большей должна быть их пропускная способность, чтобы не допустить утечек, утраты герметичности или даже взрывов.
Хотя в профессиональной деятельности мастера часто пользуются более сложными формулами для расчетов пропускной способности, все же приведенного способа вычислений более чем достаточно для самостоятельного подбора труб нужного диаметра.
Особенности врезки
Что такое врезка? Говоря профессиональным языком, это присоединение новой трубы к работающей «родственнице» — уже транспортирующей голубое топливо. Зачастую системы соединяют без отключения газа, даже магистральные, однако в этом процессе есть важные нюансы. Итак, давайте рассмотрим, как врезаться в газовую трубу под давлением.
Правила проведения работ
Запоминайте основные правила обращения с данными системами:
- врезку в сеть с низким давлением допустимо производить при показателях давления, не превышающих 80 мм вод.ст., но и не ниже 20;
- присоединение к магистралям либо сетям с высоким/средним давление возможно только после снижение его уровня до допустимого;
- если давление снизить невозможно, придется найти специальное оборудование, позволяющее делать врезку при нестандартных обстоятельствах;
- работы без снижения давления по закону разрешено проводить только соответствующим — имеющим разрешение на такой вид деятельности организациям (порой даже получающим специальный наряд);
- сварку и резку газом можно осуществлять на участках, имеющих давление от 40 до 150 кг/см (причем этот коридор должен соблюдаться на протяжении всего процесса).

Виды врезки
Соединять новую сеть с работающей системой можно при помощи таких технологий:
- Холодная врезка, при которой основной трубопровод работает без изменений (объем голубого топлива в конструкциях и давление подачи остаются прежними — рабочими). По такому «сценарию» зачастую подключают к магистрали газовые сети новых пользователей. Многие народные умельцы знают, как врезаться в газовую трубу без сварки, поскольку технология эта относительно проста.
- Сварка, называемая в народе «традиционным способом», — надежная, проверенная временем методика, правда, требующая определенной квалификации и наличия специального доступа у исполнителей, занимающихся подключением.
Что касается способов самой врезки, то они делятся на:
- катушечные, подразумевающие присоединение к торцу работающей системы;
- тавровые, когда врезка делается с пересечением осей сетей.
Основные требования к трубопроводам высокого давления.
Сварка трубопровода высокого давления отличается рядом особых требований, к ней предъявляемых. Основные затруднения при проведении таких работ связаны с тем, что речь идет о трубах, отличающихся большой толщиной стенок и при этом относительно небольшим диаметром. Кроме того, надо учитывать, особенности сред, проходящих по таким трубам – они могут иметь как очень низкую, так и очень высокую температуру, поэтому особенно высокие требования предъявляются к сварному шву, который должен обладать идеальной прочностью и герметичностью, а кроме того, совершенно не поддаваться действию коррозии.
Именно поэтому особое внимание при монтаже трубопроводов высокого давления уделяется контролю качества сварного шва, для чего часто применяются специальные составы и оборудование
Разновидности врезки и предварительные действия
Стадия предварительной подготовки является обязательной в любом случае, будь вы новичок или опытный мастер. Если вы сами не знаете, как врезаться в газовую трубу без сварки или иным способом, обратитесь в контору, специализирующуюся на таких работах.
Обращаясь в подрядную организацию, при оформлении заявки на выполнение врезки, у вас могут попросить предъявить целый пакет документов, предусмотренный законом для таких случаев.
При проведении первоначальной врезки в газовую магистраль коммуникаций недавно построенного дома, потребуются такие документы:
- разрешение на врезку в газовую магистраль от архитектурно-планового учреждения;
- топографический снимок конкретного участка, заверенный газовым хозяйством. Помимо газовых труб на нем должны быть обозначены все коммуникации, подведенные к зданию: водоснабжение и канализация, отопление;
- технический паспорт или его копия, заверенная нотариально, ряд прочих документов.

А вот те хозяева, которые разбираются в тонкостях работ по врезке в магистральные газопроводы, а также вполне уверены, что могут справиться своими силами, должны только закупить необходимые материалы. Тем не менее, будьте внимательны, так как врезаться в газовую трубу нелегально, не совсем безопасно. В случае нарушения технологии можно спровоцировать порчу магистральной линии, что может грозить не только вредом для жизни и здоровья, но и административной и уголовной ответственностью.
Состыковать работающий газопровод с новой веткой можно двумя способами.
Холодная врезка
В данном случае главная труба продолжает работать в штатном режиме без изменений объема и давления транспортируемого газа. Данным способом предпочитают пользоваться при первичной врезке новых абонентов.
Те, кто предпочитает выполнять врезку в трубу под давлением самостоятельно, чаще всего предпочитают именно такую технологию, так как она выполняется легче всего.
Метод сварки

А вот способ подключения газовых труб к магистральным линиям может быть катушечным или тавровым. При катушечном подключении стыкуются торцы труб и работающей системы, а при тавровом методе производится пересечение осей трубопроводов.
Нормативы безопасной врезки в газовые трубы
Перед тем, как врезаться в газовую трубу, нужно позаботиться о соблюдении техники безопасности на объекте. Вблизи газовых труб не должно быть открытых источников огня, поэтому место работ нужно изолировать от курильщиков, да и вообще посторонних людей.
Помимо этого, на подходе к месту врезки в газопровод следует поместить предупреждающие вывески с надписями «Осторожно, газ!», «Проход воспрещен!», «Курить запрещено!» и прочие со схожим содержанием. Такие требования являются обязательными для исполнения, во избежание несчастных случаев
Выполняя врезку в газовую трубу, необходимо также следовать определенным нормативам работы с ними.

Наиболее существенные нормы таковы:
при подключении к газопроводу с низким давлением необходимо проследить, чтобы его значение не поднималось выше 80 мм рт.ст., но и не опускалось ниже 20 мм рт.ст.;
если планируются работы в сетях с высоким или средним давлением, то, прежде чем начинать врезку, данный показатель нужно опустить до уровня приемлемого;
газовую резку или сварку труб можно осуществлять только на тех отрезках магистрали, где давление колеблется в пределах 40-150 МПа
Причем важно проследить, чтобы данный показатель находился в допустимых рамках в течение всего времени работ.. Законодательно закреплен норматив, согласно которому выполнять врезку в газопроводные трубы, не снижая в них уровня давления, могут лишь предприятия, получившие на это специальное разрешение или даже наряд
Законодательно закреплен норматив, согласно которому выполнять врезку в газопроводные трубы, не снижая в них уровня давления, могут лишь предприятия, получившие на это специальное разрешение или даже наряд.
Технология сварки газовых труб
Процесс монтажа газовых трубопроводов и их ремонта имеет особую актуальность в современном мире. Для сборки как газопроводных магистралей, так и монтаж разнообразных второстепенных ответвлений трубопроводов традиционно применяют дуговую сварку. Такой способ соединения позволяет гарантировать не только высокую прочность, но и абсолютную герметичность. Последний параметр наиболее актуален, так как газ по трубопроводам транспортируется под высоким давлением.
Способы сварки газовых труб
Технологию сварики трубопроводов нужно подбирать с учетом диаметров соединяемых стальных труб и толщины их стенок. В зависимости от этих параметров для сварки и ремонтов газопроводов можно применять:
- Ручную электродуговую сварку покрытыми штучными электродами (MMA);
- Аргонодуговую сварку неплавящимся вольфрамовым электродов в среде инертного газа (TIG);
- MIG/MAG – механизированную сварку плавящимся электродом в среде защитного газа;
- Газовую сварку.
При выборе сварочного процесса необходимо учитывать, что каждый процесс имеет определенные специфические особенности. Предлагаем небольшой анализ этих видов сварки.
Ручная дуговая сварка
Это одна из самых распространенных технологий при строительстве и ремонте газопроводов. Данным методом можно сваривать газовые трубы в различном пространственном положении. Это наиболее простой, дешевый и доступный метод сварки.
Ручная дуговая сварка позволяет получать качественное соединение трубных деталей, так как при соединении задействуются межкристаллические связи. Таким образом, расплавленный металл со стержня электрода и кромок свариваемых труб образует единую сварочную ванну и после кристаллизации образует варной шов.
Профессиональное соединение труб газоснабжения методом электродуговой сварки осуществляется по следующему алгоритму:
- С торцов соединяемых трубных заготовок удаляется грязь, ржавчина, масляные и другие загрязнения. Для лучшего результата их нужно зачистить до чистого металла, особенно, если на них есть ржавчина.
- Используя специльные приспособления, либо болгарку со шлифовальным кругом, формируется разделка кромок. Угол разделки в оптимальном варианте должен быть суммарно около 60°, то есть по 30° на каждую кромку.
- Свариваемые трубы сводятся вместе, при этом обязательно соосно центрируют относительно друг друга.
- Процесс сварки начинается с выполнения прихваток длинной в 3-4 см. Их количество зависит от диаметра трубы. Однако прихватывать нужно не меньше, чем в 3 местах. К тому же угол между ними должен быть около 120 0 .
- После выполнения прихватов непременно нужно выполнить зачистку старта и остановки каждой прихватки, а также проверить соосность соединяемых трубных деталей.
- Если соосность выдержана, можно приступать непосредственно к окончательному свариванию стыка. Следует помнить, что каждая остановка сварки требует зачистки для удаления возможных дефектов в кратере.
При соединении труб с толщиной стенок до 4 мм рекомендуется осуществлять процесс сварки за один проход. Если толщина стенки больше 4 мм, то необходимо выполнить как минимум два прохода с обязательной зачисткой шва от шлаковой корки после каждого прохода.
Сварка MIG/MAG
В основу сварки газопроводов по методу MIG/MAG заложена дуговая сварка с применением стальной плавящейся проволоки (электродов) в среде защитных газов. Такой сварочный процесс можно производить в полуавтоматическом либо автоматическом режиме. При механизации операции перемещения сварочной горелки осуществляется автоматически.
Для применения этого метода компания КЕДР предлагает сварочные аппараты серии PRIME и PRO.
Процесс сварки по данной технологии основан на способности мощной электрической дуги, создаваемой между плавящимся электродом и изделием, нагревать до плавления как кромки соединяемых труб, так и присадочную проволоку. Расплавленный металл создает своеобразную сварочную ванну. При этом зону сварки от неблагоприятного воздействия окружающей среды надежно защищает газ (углекислота или смесь газов на основе аргона), постоянно подаваемый в рабочее пространство.
Способом MIG/MAG можно производить неразъемное соединение газовых труб как из низко-, так и высоколегированных сталей. На качество свариваемого стыка оказывает непосредственное влияние такие факторы, как:
- параметры сварочного процесса: сварочный ток и напряжение;
- скорость подачи присадочной проволоки;
- количество и качество подаваемого защитного газа;
- качество подготовки кромок свариваемых труб;
- правильно подобранные сварочные материалы;
- соблюдение технологии сварки.
Аргонодуговой способ
Применение вольфрамовых неплавящихся электродов – основная особенность сварки TIG. Хотя они и выполняют основную роль в создании электрической дуги, но не сгорают в процессе проведения сварочного процесса. Электрическая дуга за счет высокой мощности расплавляет основной металл — кромки соединяемых газовых труб – и присадочный пруток, подаваемый сварщиком в зону сварки. Для исключения окисления расплавленного металла, разрушения вольфрамового электрода и получения надежного и качественного сварного шва нужно исключить доступ в рабочую зону кислорода из окружающей среды. Это эффективно обеспечивается за счет постоянной подачи через сопло сварочной горелки инертного газа — чистого аргона.
Образование шва происходит за счет действия дуги и одного из двух процессов:
- оплавления металла на кромках соединяемых трубных деталей;
- расплавления присадочной проволоки (прутка), постоянно поступающей в зону сварки (подаваемого сварщиком).
Технология TIG пользуется большой популярностью в случаях, когда требуется сварка газопроводов из тонкостенных труб. Для профессионального осуществления такого сварочного процесса компания КЕДР предлагает широкий ассортимент специальных установок аргонодуговой сварки серий PRO и PRIME. У нас можно подобрать аппарат TIG с различными эксплуатационными параметрами.
Газовая сварка
Данный метод сварки газовых труб основан на принципе разогрева до состоянияплавления торцев соединяемых деталей и заполнения зазора между ними за счет расплавления присадочной проволоки. Такая технология не дает возможности объединить получения высокого качества сварного соединения, так как образуется широкая зона термическаго влияния и снижаются механические характеристики металла. В связи с этим данный сварочный процесс не способен обеспечить высокую прочность и долговечность соединения при сварке газовых труб.
Для проведения газовой сварки нужно обязательно зачистить до металлического блеска торцы соединяемых труб. Такой способ позволяет сваривать трубы с различной конфигурацией сечения. При этом не требуется делать разделку на их торцах.
Как описано выше, сварка газовых труб может осуществляться несколькими способами. Выбор оптимальной технологии в основном зависит от геометрических параметров соединяемых трубных деталей и функционального назначения газопровода. Однако для получения наиболее прочного и качественного сварного соединения рекомендуем применять электродуговой метод.
Источник https://rtkpipe.ru/vidy-trub/svarka-gazom.html
Источник https://mr-build.ru/newsanteh/svarka-gazovoj-truby-pod-davleniem.html
Источник https://kedrweld.ru/blog/tekhnologiya-svarki-gazovykh-trub/




