Гост 6357-73резьба трубная цилиндрическая. профиль, основные размеры и допуски
Существует множество видов резьбовых соединений, размерностью которых являются дюймы, но среди них в России выделяют следующие основные виды:
- Трубная цилиндрическая
- Трубная коническая
Каждая категории обладает своими особенностями. Цилиндрическая трубная резьба регулируется ГОСТом 6357-81. Размеры резьбы стандартизированы и занесены в специальную таблицу. Данные дюймовые резьбы, в первую очередь, отличаются более мелким шагом, что означает меньшее количество витков на один дюйм.
Таблица. Трубная цилиндрическая резьба. ГОСТ 6357-81.
| Обозначение резьбы | Число шагов z на длине 25,4 мм | Шаг P | Диаметр резьбы | Рабочая высота профиля H1 | Радиус закругления R | H | H/6 | |||
| 1-й ряд | 2-й ряд | наружный d = D | средний d2 = D2 | внут-ренний d1 = D1 | ||||||
| 1/16″1/8″ | — | 28 | 0,907 | 7,723 | 7,142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″3/8″ | — | 19 | 1,337 | 13,157 | 12,301 | 11,445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 16,662 | 15,806 | 14,950 | ||||||||
| 1/2″3/4″ | 5/8″7/8″ | 14 | 1,814 | 20,955 | 19,793 | 18,631 | 1,161553 | 0,249115 | 1,742331 | 0,290389 |
| 22,911 | 21,749 | 20,587 | ||||||||
| 26,441 | 25,279 | 24,117 | ||||||||
| 30,201 | 29,039 | 27,877 | ||||||||
| 1″1 1/4″1 1/2″2″ | 1 1/8″1 3/8″1 3/4″ | 11 | 2,309 | 33,249 | 31,770 | 30,291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 |
| 37,897 | 36,418 | 34,939 | ||||||||
| 41,910 | 40,431 | 38,952 | ||||||||
| 44,323 | 42,844 | 41,365 | ||||||||
| 47,803 | 46,324 | 44,845 | ||||||||
| 53,746 | 52,267 | 50,788 | ||||||||
| 59,614 | 58,135 | 56,656 | ||||||||
| 2 1/2″3″3 1/2″ | 2 1/4″2 3/4″3 1/4″3 3/4″ | 65,710 | 64,231 | 62,752 | ||||||
| 75,184 | 73,705 | 72,226 | ||||||||
| 81,534 | 80,055 | 78,576 | ||||||||
| 87,884 | 86,405 | 84,926 | ||||||||
| 93,980 | 92,501 | 91,022 | ||||||||
| 100,330 | 98,851 | 97.372 | ||||||||
| 106,680 | 105,201 | 103,722 | ||||||||
| 4″5″6″ | 4 1/2″5 1/2″ | 113,030 | 111,551 | 110.072 | ||||||
| 125,730 | 124,251 | 122,772 | ||||||||
| 138,430 | 136,951 | 135,472 | ||||||||
| 151,130 | 149,651 | 148,172 | ||||||||
| 163,830 | 162,351 | 160,872 | ||||||||
| При выборе размеров резьб 1-й ряд следует предпочитать 2-му. |
Вторым ее отличием является более скругленный профиль. Он способствует более плотному контакту витков друг к другу, что уменьшает вероятность образования течи при транспортировке жидкости через данное резьбовое соединение.
Нарезку трубной цилиндрической резьбы производят на трубах, диаметр которых не превышает 6 единиц дюйма. При величине труб свыше данного размера требуется применение высокоточного оборудования, что повышает производственные издержки. В этом случае эффективнее как с технологической, так и с финансовой точки зрения произвести крепеж труб методом сварки.
Трубная коническая резьба представлена ГОСТом 6211-81. Таблица размеров, пределы отклонений и величина нагрузок описаны данным стандартом. По типу профиля витков коническая резьба схожа с дюймовой, но имеет 2 довольно важных отличия.
Трубная коническая резьба. ГОСТ 6211-81.
| Обозна-чение размера резьбы | Шаг P | Число шагов на длине25,4 мм | H | H1 | C | R | Диаметры резьбы в основной плоскости | Длина резьбы | |||
| d = D | d2 = D2 | d1 = D1 | l1 | l2 | |||||||
| 1/16″ | 0,907 | 28 | 0,870935 | 0,580777 | 0,145079 | 0,124511 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″ | 1,337 | 19 | 1,283837 | 0,856117 | 0,213860 | 0,183541 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8″ | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||||||
| 1/2″ | 1,814 | 14 | 1,741870 | 1,161553 | 0,290158 | 0,249022 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4″ | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 | ||||||
| 1″ | 2,309 | 11 | 2,217187 | 1,478515 | 0,369336 | 0,316975 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 1 1/4″ | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | ||||||
| 1 1/2″ | 47,803 | 46,324 | 44,845 | ||||||||
| 2″ | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | ||||||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | ||||||
| 3″ | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | ||||||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | ||||||
| 4″ | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | ||||||
| 5″ | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||||||
| 6″ | 163,830 | 162,351 | 160,872 |
Прежде всего это то, что существует два типа углов профиля: 55 и 60 градусов. Второе различие — резьба нарезается по конусу, благодаря чему конические резьбы обладают таким качеством как самоуплотняемость (таблица со значениями конусности указана в справочной литературе). Поэтому крепежные соединения с помощью них не требуют использования дополнительных уплотняющих элементов: льняная нить, пряжа с суриком и прочее.
Таблица дюймовых резьб. Классификация
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба).
Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран.
При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
Типоразмер Наружный диаметр, дюймов Наружный диаметр, мм Диаметр сверления, мм mm Число витков на дюйм Шаг, мм
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
Размер резьбы, дюймы Момент затяжки стандартных болтов и гаек Н*м*Фунт силы-фут**
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
Нарезка трубной резьбы
Нарезку проводят с использованием режущего инструмента вручную, с использованием приспособления, которое называют КЛУПП и на токарном станке. Следует отметить, что изготовление резьбы вручную сопряжено с определенными сложностями особенно при работе с трубами, размер которых составляет 1 дюйм и больше. Приходится прикладывать значительные мускульные усилия.
Для нарезки вручную применяют плашки и метчики соответствующего размера, этот инструмент закрепляют в держатели, и обильно смачивая заготовку специальным маслом выполняют нарезку резьбы. Наличие масла необходимо для снижения силы трения, а это приводит к снижению усилия резания. Применение масла повышает качество поверхности резьбы.
Скорость работы будет повышена, если использовать КЛУПП (устройство для нарезания резьбы). Внешне этот прибор выглядит так – в корпусе с двумя рукоятками размещают гребенки, с применением который происходит формирование резьбы на внешней поверхности трубы.
Существуют и гребенки, которые позволяет получить полный или неполный профиль. Инструмент этого типа нельзя назвать дешевым. Кроме вышеназванных методов получения резьбы существует и третий, с применением токарно-винторезного оборудования. Технология выглядит следующим образом, заготовку устанавливают заготовку, в резцедержатель вставляют резец, заточенный под профиль трубной резьбы. В процессе работы, заготовка вращается вокруг своей оси, а резец перемещается на заданную длину резьбы, при необходимости, резьбу нарезают за несколько проходов.
При мелкосерийном или серийном производстве применяют станки, работающие под управлением ЧПУ. На таком оборудовании скорость выпуска изделий в разы выше, чем даже на обыкновенных станках.
В условиях массового производства применяют другие способы формообразования резьбы, это может быть точное литье и прочее.
Рейтинг: /5 —
голосов
Численная величина диаметров стальных труб
Огромный сортамент стальных труб различного назначения, исполнения, видов представляется в виде таблиц, где основными параметрами являются:
- условный проход (или номинальный диаметр);
- наружный диаметр трубы;
- толщина стенки.
Иногда в таблицу диаметров стальных труб вводят значения массы изделия в зависимости от ее размеров, а также параметры номинального диаметра.
Табличные значения диаметров стальных труб
Таблицами удобно пользоваться при определении точных размеров изделий при их соединении. Например, трубы из стали чаще всего обозначают в дюймах — эта размерность принята во многих уголках мира. В то время как полимерные изделия принято исчислять в миллиметрах, что создает некоторые трудности при стыковке металлопластиковых, чугунных, медных труб со стальными в водопроводной системе. Таблицы соответствия диаметров помогают определить нужные размеры стыковочных элементов и правильно их соединить.
| Условный проход трубы (Dy) мм | Диаметр резьбы (G), дюйм | Наружний диаметр трубы (Dнар),мм | ||
|---|---|---|---|---|
| Водогазопроводная труба стальная | Бесшовная стальная | Полимерная | ||
| 10 | 3/8″ | 17 | 16 | 16 |
| 15 | 1/2″ | 21,3 | 20 | 20 |
| 20 | 3/4″ | 26,8 | 26 | 25 |
| 25 | 1″ | 33,5 | 32 | 32 |
| 32 | 1 1/4″ | 42,3 | 42 | 40 |
| 40 | 1 1/2″ | 48 | 45 | 50 |
| 50 | 2″ | 60 | 57 | 63 |
| 65 | 2 1/2″ | 75,5 | 76 | 75 |
| 80 | 3″ | 88,5 | 89 | 90 |
| 90 | 3 1/2″ | 101,3 | 102 | 110 |
| 100 | 4″ | 114 | 108 | 125 |
| 125 | 5″ | 140 | 133 | 140 |
| 150 | 6″ | 165 | 159 | 160 |
В таблице 1 параметрам условного прохода в мм соответствуют определенные значения внутреннего диаметра в дюймах
Обратите внимание, как различаются значения наружного диаметра у разного вида труб: бесшовной, электросварной, металлопластиковой. Разница может достигать 17 мм
Как правильно перевести дюймы в миллиметры
Дюймовая размерность при переводе на миллиметры округляется в большую сторону. Очевидно, что, зная константу 1 дюйм равен 2,54 см, можно самостоятельно высчитать значения диаметра согласно метрической размерности. Но проблема не в том, как посчитать, а как правильно определить диаметр. Как показывают практические измерения стальных труб, их маркированный диаметр в дюймах не соответствует измеренным данным в миллиметрах. То есть, указан размер 1” (соответственно 25,4 мм), а на деле получается 33,5 мм. В чем причина такого несоответствия?
Прежде всего, в обозначении штампуют внутренний диаметр трубы. Во-вторых, за единицу измерения диаметра принимается размерность условного прохода (Ду), который указывается в целых числах. Причем величина размера растет с ростом индекса (проходимости) трубы на 40-60% с каждым шагом. Условный проход трубы соответствует внутреннему просвету (номинальному диаметру) магистрали, но в качестве окончательного значения принимается целое число с округлением рассчитанного в большую сторону. Стандартизируют условный проход магистрали по ГОСТ 355-52.
Чтобы правильно выбрать элементы газо- и водопровода с дюймовой маркировкой, лучшим вариантом будет применение таблиц
При соединении элементов водогазопровода с метрической и дюймовой системами измерения (например, стальных трубопроводов с изделиями из меди, латуни, полипропилена) важно учитывать не только внутренний, но и наружный диаметр
| Диаметры, дюйм | Диаметры, мм |
|---|---|
| 1/2 | d15 |
| 3/4 | d20 |
| 1′ | d25 |
| 1’/1/4 | d32 |
| 1’/1/2 | d40 |
| 2′ | d50 |
| 2’/1/2 | d65 |
| 3′ | d89 |
| 4′ | d100 |
Дюймовая нарезка
Определенные нормы дюймовой нарезки, которые оговаривают требования к ней, дает нам ГОСТ. Нормы рассматриваются по двух основным параметрам – шагу и диаметру (внешнему и внутреннему).

Изделия с дюймовой резьбой имеют специальный штуцер, который имеет вид суженого конуса. Данный элемент дает возможность соединить детали в одну максимально прочную конструкцию. Часто применяются для водопроводных труб и нефтегазовых систем.
Круглая резьба
Практична в применении для санитарно-технической арматуры, в условиях, где нужно обустройство часто разъемных соединений.

Ее особенности позволяют продлить срок службы соединений за счет своей прочности, детали имеют высокую сопротивляемость к значительным нагрузкам, используют в условиях повышенной загрязненности среды.
Круглую резьбу используют в основном для смесителей, кранов, вентилей, шпинделей и других подобных элементов.
NPSM
National pipe thread, соответствует стандарту резьбы США. Его относят к цилиндрическому дюймовому типу. Параметры профиля соответствуют 60 градусам, форма профиля — треугольник.

NPT
Отличается от NPSM тем, что является стандартом в Соединенных Штатах Америки. Данный тип отличается практичностью использования в условиях с высоким давлением.

С последними двумя типами потребители обязательно столкнуться, приобретая сантехнические изделия и арматурные трубы американского производства.
Коническая резьба NPT
Основные параметры конической резьбы NPT и ее применениеДанную резьбу считают американским стандартом на конусную трубную резьбу, с которой отечественные потребители сталкиваются при приобретении арматурных сантехнических изделий и труб производства США. Существуют две конфигурации конической резьбы класса NPT, это наружная и внутренняя. Трубный штуцер с данной резьбой производится в форме суженного конуса, благодаря чему происходит обеспечение повышенной прочности при соединении трубопроводных элементов. Конусный угол наклона имеет конусность 1:16, профильный угол, с вершиной в 60 градусов и теоретической высотой — Н=0,866025Р. Имеется соответствие резьбы NPT ГОСТу 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов.
Телефон для связи : WhatsApp.
Коническая резьба бывает двух типов размерности в виде дюймовой и метрической, исходя из которой есть отличия в обозначениях соединений на чертежах или схемах.
Аббревиатуру NPT-E используют, когда одна из трубных сторон с нарезанным конусом является метрической. Дополнительную аббревиатуру не используют, если соединяемые стороны дюймовые.
Резьба NPT бывает стандартных размеров — 1/16 — 24 и соответствует пропускному диаметру трубы.
Основное применение данная резьба нашла в отраслях машино и станкостроения, в газовой и нефтяной промышленности, в системах гидравлики и пр. Резьба пригодна для соединений, требующих наличия повышенной герметичности, работающих при сильном давлении циркулирующей среды по трубопроводам.
При помощи дюймовой конической резьбы соединяют элементы, входящие в трубопроводы, в том числе масляные и топливные. Метрическую коническую резьбу используют в системах трубопроводов, которые предназначаются для транспортировки различных жидкостей.
На какие детали нарезается коническая резьба NPT и где применяется?
данная резьба наносится на одну з сторон различных адаптеров и переходников, способствуя беспроблемному использованию труб со штуцером по американским стандартам. Для формирования резьбы используются резьборезные специальные станки.
К основному рабочему инструменту данного оборудования относится метчик, закрепленный на шпинделе, который вращается. Труба, подлежащая обработке, фиксируется в неподвижном состоянии на станочном столе.
Наружная резьба нарезается при помощи плашки.
Коническую резьбу нарезают на штуцера всех труб, предназначенных для создания различных инженерных коммуникаций. На одну сторону изделия нарезается внешний конус, а на другую внутренний.
Конические накатки по американскому стандарту, наносятся на детали, предназначенные для работ под высоким давлением.
К ним относятся детали для постройки маслопроводов, топливопроводов, предназначенных для летательных устройств и автомобилей.
Резьбу NPT достаточно часто наносят на трубные изделия с сужающимся к концу изделия профилем. Детали с конической резьбой применяются там, где требуется создание высокой герметичности.
Метрическая коническая резьба применяется, когда изготавливают тонкостенные резьбовые детали, служащие для регулировки и подверженные динамическим нагрузкам.
Дюймовую резьбу применяют, когда нужно заменить резьбовые детали на импортных и старых машинах, а метрическую для конических плотных соединений. Коническая резьба способствует герметичности в соединении резьбовых деталей.
+7 (495) 223-64-73 +7 (495) 726-11-08
Существующие способы нарезки резьбы
Трубную резьбу наносят следующими способами:
- Для нарезки внутреннего и наружного профиля используются специальные слесарные инструменты метчики и плашки. Этот способ нарезки часто используют сантехники – любители в самостоятельном монтаже бытовых трубопроводов.
- Нарезка по способу накатки применяют для металлических водопроводных и газовых труб диаметром 10 мм – 65 мм. Полученный профиль характеризуется высокой точностью.
- Заготовку обрабатывают специальными резцами на токарных станках. По данной методике наносится трубная резьба любого диаметра.
Первые два способа чаще всего используются в бытовых инженерных коммуникациях, третий используются при строительстве промышленных трубопроводов.
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение
Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения
Технологии нарезки
Есть два распространенных способа:
- Вручную. Для этого используется метчик и плашка. Первый инструмент делает резьбу в заранее подготовленном отверстии, будучи установлен в специальную рукоятку. Второй механизм предназначен для внешнего нарезания. Это круглое устройство с внутренними острыми лепестками, которое завинчивается на заготовку с помощью держателя.
- С помощью токарного или сверлильного станка. Для этого нужны специальные резьбонарезные резцы. Сначала выбирается отверстие. Следует сделать несколько проходов – от чернового к финишному этапу. Чтобы не перегревать сплав, на место ввинчивания наносят машинное масло.
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
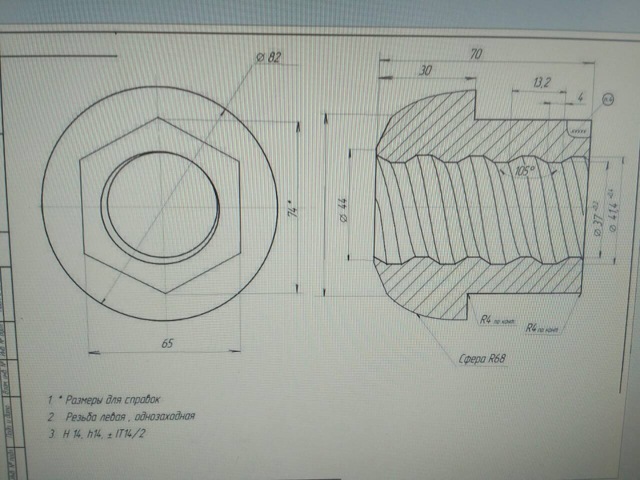
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.
Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.
Использование резьбомера для дюймовой резьбы
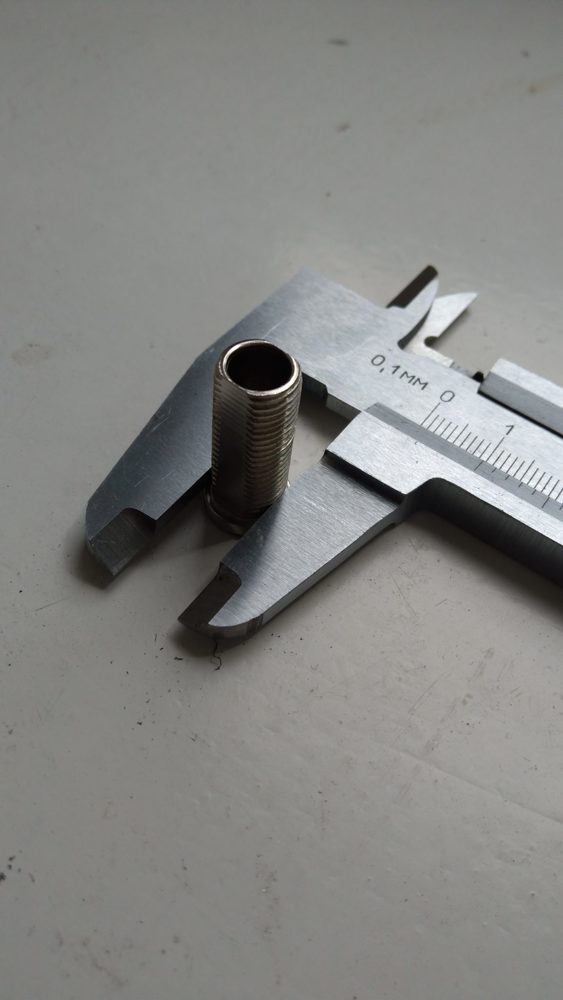
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Моменты затяжки крепежной дюймовой резьбы
Этот показатель является рекомендуемым при работе с резьбовыми соединениями. Он обозначает максимальное усилие, которое можно оказывать на деталь. Если оно будет превышено, то могут быть срезаны (свинчены) витки, элемент испортится и потеряет свое функциональное значение. А если напротив, будет допущено минимальное, недостаточное усилие, то во время эксплуатации под воздействием вибрации и других факторов случится самопроизвольное раскручивание, что также чревато поломкой или аварией.
Приведем небольшую таблицу с рекомендациями, силу будем по стандарту измерять в Нм, то есть в Ньютон-метрах. К слову, 1 Нм приблизительно равен 0,1 кГм.
| диаметр, в дюймах | момент затяжки, в нм |
| 1/4 | 12± 3 |
| 3/8 | 47± 9 |
| 7/16 | 70± 15 |
| 1/2 | 105± 20 |
| 5/8 | 215± 40 |
| 3/4 | 370 ± 50 |
| 7/8 | 620± 80 |
| 1 | 900 ± 100 |
| 1; 1/2 | 3100 ± 350 |
Типы резьбы
Характеристики резьбы
Резьба как таковая представляет собой последовательность винтовых канавок с постоянной величиной сечения и шага, которые наносятся на поверхности цилиндрической либо же конической формы. Резьба применяется для обустройства резьбовых соединений труб различного назначения.
Резьба характеризуется такими показателями как:
- Единиц измерения диаметра
- Расположение
- Профиль резьбообразующей поверхности
- Направление
- Число заходов резьбы
Трубная резьба представляет собой достаточно обособленную группу стандартов, которые регламентируют параметры соединения с использованием труб из различного материала. Ниже мы рассмотрим несколько типов трубных резьб.
Резьба стальная. ГОСТ. Труба с резьбой.
Резьба стальная. ГОСТ. Труба с резьбой. 4.83/5 (96.67%) проголосовало 6

Резьба стальная изготавливается из труб ГОСТ 3262-75. Их разрезают на необходимые размеры в зависимости от диаметра трубы (смотри таблицу 1.) и нарезается трубная наружная дюймовая резьба (не больше 5,6 витков). Примечание: резьба нарезается только с одной стороны детали, другая её сторона приваривается к трубе.
Эксплуатируются резьбы в системах водопровода, газопровода, системах отопления, то есть в системах неагрессивных сред (вода, газ, пар), при температуре до +175 ˚С и номинальном давлении 1.6 МПа. Резьбы необходимы для крепления различных деталей и оборудования (муфты, краны, вентили, манометры)
С размерами и весом стальной резьбы вы можете ознакомится в таблице ниже. Таблица составлена для резьбы стальной соответствующих ГОСТ 6357-81.
Материал для изготовление использую черные сорта стали для труб и деталей водо- и газопроводных конструкций по
ГОСТ 1050-88. С целью повышения антикоррозийных свойств, резьбы стальные обрабатывают цинковым покрытием.
Примечание: В таблице 1 указан вес стальной резьбы без антикоррозийного покрытия так, как разница в весе незначительна и ей можно пренебречь.
Рис.1.Основные обозначения резьбы стальной.
Размеры и вес резьбы стальной по ГОСТ 6357-81.
| Ду, мм | G,дюйм | Толщина стенки, мм | Длина, мм | Вес,кг | |
| L | l | ||||
| 15 | 1/2″-B | 2,5 | 35 | 9 | 0,04 |
| 2,8 | 0,04 | ||||
| 3,2 | 0,05 | ||||
| 20 | 3/4″-B | 2,5 | 40 | 10,5 | 0,06 |
| 2,8 | 0,07 | ||||
| 3,2 | 0,07 | ||||
| 25 | 1″-B | 2,8 | 40 | 11 | 0,08 |
| 3,2 | 0,09 | ||||
| 4 | 0,12 | ||||
| 32 | 1 1/4″-B | 2,8 | 50 | 13 | 0,14 |
| 3,2 | 0,15 | ||||
| 4 | 0,19 | ||||
| 40 | 1 1/2″-B | 3 | 50 | 15 | 0,17 |
| 3,5 | 0,19 | ||||
| 4 | 0,22 | ||||
| 50 | 2″-B | 3 | 50 | 17 | 0,21 |
| 3,5 | 0,24 | ||||
| 4,5 | 0,31 | ||||
| 65 | 2 1/2″-B | 3,2 | 70 | 20 | 0,40 |
| 4 | 0,49 |
Ду – условный проход детали, мм;
L – длина детали, мм;
l – длина резьбы детали, мм;
G – обозначение резьбы, дюйм.
Что собой представляет трубная резьба
Резьба для труб соответствует мировым стандартам, в сантехнических изделиях применяется цилиндрическая дюймовая резьба, соответствующая стандарту Уитворта, английского инженера, запатентовавшего ее в 1841 году. по ГОСТ — символы «Тр»
Существует также и коническая трубная резьба. Она служит для особо плотного соединения труб, работающих под большими механическими нагрузками, и применяется в основном в газонефтедобыче, в бурильных установках.
При строительстве дома и ремонте в квартире потребители сталкиваются с дюймовой цилиндрической трубной резьбой.
ГОСТ 15763-2005 Соединения трубопроводов резьбовые и фланцевые на PN (Py) до 63 МПа (до около 630 кгс/см кв.). Общие технические условия
Текст ГОСТ 15763-2005 Соединения трубопроводов резьбовые и фланцевые на PN (Py) до 63 МПа (до около 630 кгс/см кв.). Общие технические условия
СОЕДИНЕНИЯ ТРУБОПРОВОДОВ РЕЗЬБОВЫЕ И ФЛАНЦЕВЫЕ
НА PN () до 63 МПа (до 630 кгс/см )
Общие технические условия
Threaded and flange pipe connections for PN to 63 MPa (to 630 kgf/cm).
General specifications
Дата введения 2009-01-01
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Некоммерческим партнерством «Сертификационный центр НАСТХОЛ» (НП «СЦ НАСТХОЛ»), Техническим Комитетом ТК 155 «Соединения трубопроводов общемашиностроительного применения»
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии Российской Федерации
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации по переписке (протокол N 21 от 21 сентября 2005 г.)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Код страны
по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Министерство торговли и экономического развития Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
Национальный институт стандартов и метрологии Кыргызской Республики
Федеральное агентство по техническому регулированию и метрологии
4 Стандарт разработан с учетом основных нормативных положений международного стандарта ИСО 19879 «Соединения трубопроводов общего применения для гидравлических и пневматических систем — Методы испытаний соединений для гидравлических и пневматических систем» (пункты 4.1-4.4, разделы 5-10 в части методов стендовых испытаний соединений)
5 Приказом Федерального агентства по техническому регулированию и метрологии от 19 июня 2008 г. N 122-ст межгосударственный стандарт ГОСТ 15763-2005 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2009 г.
6 ВЗАМЕН ГОСТ 15763-91
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст этих изменений — в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
1 Область применения
Настоящий стандарт распространяется на металлические резьбовые и фланцевые с приварным ниппелем соединения трубопроводов общемашиностроительного применения для гидравлических и пневматических систем и детали данных соединений трубопроводов, работающие в условиях неагрессивных сред при температуре окружающей и рабочей среды от минус 50 °С до плюс 120 °С и номинальном (условном) давлении до 63 МПа (до 630 кгс/см).
Стандарт не распространяется на фланцевые соединения по ГОСТ 9399, ГОСТ 12815-ГОСТ 12822, ГОСТ 22512.
Обязательные требования к качеству соединений, обеспечивающие их взаимозаменяемость, техническую совместимость и безопасность для жизни, здоровья и имущества населения, охраны окружающей среды, изложены в 4.1, 5.2.1, 5.2.5-5.2.8, 5.2.15-5.2.16, 5.2.19-5.2.21, 5.2.23, 5.2.26.2-5.2.26.4, 5.2.29-5.2.34, 5.3.1, 5.4.3, 6.1-6.5, 7.1-7.4, 7.5.1.2, 7.5.1.4, 7.5.1.5, 7.5.1.7-7.5.1.9, 7.5.2-7.5.4, 7.5.5.1, 7.5.6 и разделе 9.
Стандарт может быть использован для целей сертификации.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2.601-2006 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 9.301-86 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.302-88 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 9.303-84 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 9.308-85 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы ускоренных коррозионных испытаний
ГОСТ 356-80 Арматура и детали трубопроводов. Давления условные пробные и рабочие. Ряды
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 617-90* Трубы медные. Технические условия
* На территории Российской Федерации действует ГОСТ 617-2006, здесь и далее по тексту. — .
ГОСТ 859-2001 Медь. Марки
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1414-75 Прокат из конструкционной стали высокой обрабатываемости резанием. Технические условия
ГОСТ 1759.4-87 (ИСО 898-1-78) Болты, винты и шпильки. Механические свойства и методы испытаний*
* На территории Российской Федерации действует ГОСТ Р 52627-2006 (ИСО 898-1:1999) «Болты, винты и шпильки. Механические свойства и методы испытаний».
ГОСТ 2622-75 Трубы манометрические из бронзы марки БрОФ4-0,25 и латуни марки Л63. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 4784-97 Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°
ГОСТ 6357-81 Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая
ГОСТ 6424-73 Зев (отверстие), конец ключа и размер «под ключ»
ГОСТ 7505-89 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски
ГОСТ 8734-75 Трубы стальные бесшовные холоднодеформированные. Сортамент
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9399-81 Фланцы стальные резьбовые на 20-100 МПа (200-1000 кгс/см). Технические условия
ГОСТ 9567-75 Трубы стальные прецизионные. Сортамент
ГОСТ 9833-73 Кольца резиновые уплотнительные круглого сечения для гидравлических и пневматических устройств. Конструкция и размеры
ГОСТ 9941-81 Трубы бесшовные холодно- и теплодеформированные из коррозионно-стойкой стали. Технические условия
ГОСТ 10549-80 Выход резьбы. Сбеги, недорезы, проточки и фаски
ГОСТ 10702-78 Прокат из качественной конструкционной углеродистой и легированной стали для холодного выдавливания и высадки. Технические условия
ГОСТ 12815-80 Фланцы арматуры, соединительных частей и трубопроводов на от 0,1 до 20,0 МПа (от 1 до 200 кгс/см). Типы. Присоединительные размеры и размеры уплотнительных поверхностей
ГОСТ 12816-80 Фланцы арматуры, соединительных частей и трубопроводов на от 0,1 до 20,0 МПа (от 1 до 200 кгс/см). Общие технические требования
ГОСТ 12817-80 Фланцы литые из серого чугуна на от 0,1 до 1,6 МПа (от 1 до 16 кгс/см). Конструкция и размеры
ГОСТ 12818-80 Фланцы литые из ковкого чугуна на от 1,6 до 4,0 МПа (от 16 до 40 кгс/см). Конструкция и размеры
ГОСТ 12819-80 Фланцы литые стальные на от 1,6 до 20,0 МПа (от 16 до 200 кгс/см). Конструкция и размеры
ГОСТ 12820-80 Фланцы стальные плоские приварные на от 0,1 до 2,5 МПа (от 1 до 25 кгс/см). Конструкция и размеры
ГОСТ 12821-80 Фланцы стальные приварные встык на от 0,1 до 20 МПа (от 1 до 200 кгс/см). Конструкция и размеры
ГОСТ 12822-80 Фланцы стальные свободные на приварном кольце на от 0,1 до 2,5 МПа (от 1 до 25 кгс/см). Конструкция и размеры
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15527-2004 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 16093-2004 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 18160-72 Изделия крепежные. Упаковка. Маркировка. Транспортирование и хранение
ГОСТ 18242-72 Статистический приемочный контроль по альтернативному признаку. Планы контроля*
* На территории Российской Федерации действует ГОСТ Р ИСО 2859-1-2007 «Статические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества».
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 18475-82 Трубы холоднодеформированные из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 18829-73 Кольца резиновые уплотнительные круглого сечения для гидравлических и пневматических систем. Технические условия
ГОСТ 20403-75 Резина. Метод определения твердости в международных единицах (от 30 до 100 IRHD)
ГОСТ 20799-88 Масла индустриальные. Технические условия
ГОСТ 21971-76 Соединения трубопроводов резьбовые. Проходы условные (размеры номинальные). Ряды
ГОСТ 21972-76 Соединения трубопроводов резьбовые. Номинальные (условные) давления. Ряды
ГОСТ 21973-76 Соединения трубопроводов резьбовые. Присоединительные резьбы. Ряды
ГОСТ 21974-76 Соединения трубопроводов резьбовые. Наружные диаметры труб и внутренние диаметры рукавов. Ряды
ГОСТ 22512-77 Фланцы с шипом или пазом стальные на до 6,4 МПа (64 кгс/см) и до 300 мм. Присоединительные размеры
ГОСТ 22525-77 Соединения трубопроводов резьбовые. Концы корпусных деталей под накидные гайки. Конструкция
ГОСТ 22526-77 Соединения трубопроводов резьбовые. Концы корпусных деталей ввертные и гнезда под них. Конструкция
ГОСТ 23353-78 Соединения трубопроводов резьбовые. Гайки накидные. Конструкция
ГОСТ 23354-78 Соединения трубопроводов резьбовые. Кольца врезающиеся. Конструкция
ГОСТ 23355-78 Соединения трубопроводов резьбовые. Ниппели шаровые. Конструкция
ГОСТ 23358-87 Соединения трубопроводов резьбовые. Прокладки уплотнительные. Конструкция
ГОСТ 23677-79 Твердомеры для металлов. Общие технические требования
ГОСТ 24072-80 Соединения трубопроводов с врезающимся кольцом проходные. Конструкция
ГОСТ 24073-80 Соединения трубопроводов с врезающимся кольцом переходные. Конструкция
ГОСТ 24074-80 Соединения трубопроводов с врезающимся кольцом ввертные. Конструкция
ГОСТ 24075-80 Соединения трубопроводов с врезающимся кольцом угловые проходные. Конструкция
ГОСТ 24078-80 Соединения трубопроводов с врезающимся кольцом угловые проходные с концом под врезающееся кольцо. Конструкция
ГОСТ 24079-80 Соединения трубопроводов с врезающимся кольцом тройниковые проходные. Конструкция
ГОСТ 24080-80 Соединения трубопроводов с врезающимся кольцом тройниковые переходные. Конструкция
ГОСТ 24086-80 Соединения трубопроводов с врезающимся кольцом тройниковые проходные с концом под врезающееся кольцо. Конструкция
ГОСТ 24087-80 Соединения трубопроводов с врезающимся кольцом крестовые проходные. Конструкция
ГОСТ 24090-80 Соединения трубопроводов с врезающимся кольцом переборочные. Конструкция
ГОСТ 24091-80 Соединения трубопроводов с врезающимся кольцом и заглушкой. Конструкция
ГОСТ 24485-80 Соединения трубопроводов с шаровым ниппелем проходные. Конструкция
ГОСТ 24486-80 Соединения трубопроводов с шаровым ниппелем переходные. Конструкция
ГОСТ 24487-80 Соединения трубопроводов с шаровым ниппелем проходные приварные. Конструкция
ГОСТ 24488-80 Соединения трубопроводов с шаровым ниппелем ввертные. Конструкция
ГОСТ 24489-80 Соединения трубопроводов с шаровым ниппелем угловые проходные. Конструкция
ГОСТ 24492-80 Соединения трубопроводов с шаровым ниппелем тройниковые проходные. Конструкция
ГОСТ 24493-80 Соединения трубопроводов с шаровым ниппелем тройниковые переходные. Конструкция
ГОСТ 24499-80 Соединения трубопроводов с шаровым ниппелем крестовые проходные. Конструкция
ГОСТ 24502-80 Соединения трубопроводов с шаровым ниппелем переборочные. Конструкция
ГОСТ 24503-80 Соединения трубопроводов с шаровым ниппелем и заглушкой. Конструкция
ГОСТ 24705-2004 Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 25065-90 Соединения трубопроводов резьбовые. Концы корпусных деталей ввертные с уплотнением резиновыми кольцами круглого сечения и гнезда под них. Конструкция
ГОСТ 25229-82 Основные нормы взаимозаменяемости. Резьба метрическая коническая
ГОСТ 28016-89 Соединения трубопроводов резьбовые. Ниппели конические приварные. Конструкция
ГОСТ 28549.5-90 (ИСО 6743-4-82) Смазочные материалы, индустриальные масла и родственные продукты. (Класс L). Классификация. Группа Н (гидравлические системы)
ГОСТ 28918-91 Соединения трубопроводов резьбовые. Кольца зажимные и упорные. Конструкция
ГОСТ 28941.1-91 Соединения трубопроводов с развальцовкой трубы проходные. Конструкция
ГОСТ 28941.2-91 Соединения трубопроводов с развальцовкой трубы переходные. Конструкция
ГОСТ 28941.3-91 Соединения трубопроводов с развальцовкой трубы переходные с внутренним конусом. Конструкция
ГОСТ 28941.4-91 Соединения трубопроводов с развальцовкой трубы ввертные проходные. Конструкция
ГОСТ 28941.5-91 Соединения трубопроводов с развальцовкой трубы ввертные с внутренним конусом. Конструкция
ГОСТ 28941.6-91 Соединения трубопроводов с развальцовкой трубы переборочные. Конструкция
ГОСТ 28941.7-91 Соединения трубопроводов с развальцовкой трубы угловые проходные. Конструкция
ГОСТ 28941.8-91 Соединения трубопроводов с развальцовкой трубы угловые ввертные. Конструкция
ГОСТ 28941.9-91 Соединения трубопроводов с развальцовкой трубы тройниковые проходные. Конструкция
ГОСТ 28941.10-91 Соединения трубопроводов с развальцовкой трубы тройниковые ввертные проходные. Конструкция
ГОСТ 28941.11-91 Соединения трубопроводов с развальцовкой трубы крестовые проходные. Конструкция
ГОСТ 28941.12-91 Соединения трубопроводов с развальцовкой трубы. Концы труб развальцованные. Конструкция
ГОСТ 28941.13-91 Соединения трубопроводов с развальцовкой трубы. Штуцера проходные. Конструкция
ГОСТ 28941.14-91 Соединения трубопроводов с развальцовкой трубы. Штуцера переходные. Конструкция
ГОСТ 28941.15-91 Соединения трубопроводов с развальцовкой трубы. Штуцера переходные с внутренним конусом. Конструкция
ГОСТ 28941.16-91 Соединения трубопроводов с развальцовкой трубы. Штуцера ввертные. Конструкция
ГОСТ 28941.17-91 Соединения трубопроводов с развальцовкой трубы. Штуцера ввертные с внутренним конусом. Конструкция
ГОСТ 28941.18-91 Соединения трубопроводов с развальцовкой трубы. Штуцера переборочные. Конструкция
ГОСТ 28941.19-91 Соединения трубопроводов с развальцовкой трубы. Угольники проходные. Конструкция
ГОСТ 28941.20-91 Соединения трубопроводов с развальцовкой трубы. Угольники ввертные. Конструкция
ГОСТ 28941.21-91 Соединения трубопроводов с развальцовкой трубы. Тройники проходные. Конструкция
ГОСТ 28941.22-91 Соединения трубопроводов с развальцовкой трубы. Тройники ввертные проходные. Конструкция
ГОСТ 28941.23-91 Соединения трубопроводов с развальцовкой трубы. Крестовины проходные. Конструкция
ГОСТ 28941.24-91 Соединения трубопроводов с развальцовкой трубы. Крышки глухие. Конструкция
ГОСТ 28941.25-91 Соединения трубопроводов с развальцовкой трубы. Пробки глухие. Конструкция
ГОСТ 28941.26-91 Соединения трубопроводов с развальцовкой трубы. Гайки накидные. Конструкция
ГОСТ 28941.27-91 Соединения трубопроводов с развальцовкой трубы. Ниппели. Конструкция
ГОСТ 28941.28-91 Соединения трубопроводов с развальцовкой трубы. Кольца уплотнительные. Конструкция
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю «Национальные стандарты», составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
соединения трубопроводов: Конструкционный узел, предназначенный для соединения различных частей трубопроводов между собой или присоединения их к оборудованию и обеспечивающий гидравлическую или пневматическую связь между ними.
резьбовые соединения трубопроводов: Соединения трубопроводов, в которых герметичность обеспечивается за счет упругой или упругопластической деформации контактирующих поверхностей сопрягаемых деталей соединений под действием усилия, передаваемой резьбой при затяжке.
соединения трубопроводов общемашиностроительного применения: Соединения различных частей трубопроводов, механизмов, агрегатов, приборов и т.д., к которым не предъявляются специальные требования.
фланцевые соединения с приварным ниппелем: Соединения трубопроводов, предназначенные для соединения различных частей трубопроводов между собой или присоединения их к оборудованию посредством фланцев и приварных ниппелей.
детали соединений трубопроводов: Корпусные детали (штуцера, угольники, тройники, крестовины, заглушки, пробки), соединительные детали (накидные и установочные гайки, контргайки, болты, фланцы) и уплотнительные детали (врезающееся кольцо, зажимное кольцо, приварные и паяные ниппели, прокладки и т.п.), обеспечивающие в сборе соединение трубопроводов.
канал: Внутренний проход соединения трубопроводов или корпусных деталей, по которому транспортируется рабочая среда.
присоединительные концы корпусных деталей: Концы корпусных деталей под накидные гайки для присоединения трубопроводов (ГОСТ 22525).
присоединительная резьба: Резьба присоединительных и ввертных концов корпусных деталей и болтов для фланцев.
ввертные концы корпусных деталей: Резьбовые концы корпусных деталей, предназначенных для присоединения трубопроводов к оборудованию (ГОСТ 22526, ГОСТ 25065).
момент затяжки : Момент, который необходимо приложить для достижения герметичности при окончательной сборке соединения.
температура рабочей среды: Температура транспортируемого по трубопроводу вещества, измеренная в заданной точке.
температура окружающей среды: Температура среды, при которой эксплуатируется соединение.
номинальное (условное) давление PN (): По ГОСТ 21972.
условный проход (номинальный размер) DN (): По ГОСТ 21971.
наружный диаметр присоединяемой трубы : По ГОСТ 21974.
Примечание — Термины, не вошедшие в настоящий стандарт, — по ИСО 5598 [1].
4 Типы и условные обозначения
4.1 Все резьбовые соединения трубопроводов подразделяют по сериям и типам.
Серии резьбовых соединений трубопроводов формируются по значениям номинального (условного) давления РN () и ряду наружных диаметров труб :
Примечание — Для ранее разработанных конструкций резьбовые соединения трубопроводов допускается подразделять по группам 1, 2, 3 вместо серий LL, L и S соответственно.
Значения PN () и для каждой серии резьбовых соединений трубопроводов в зависимости от типа приведены в приложении А. Рабочие давления — по ГОСТ 356.
Типы резьбовых соединений трубопроводов определяются конструкцией присоединительного конца корпусной детали и видом уплотнительной детали.
Схемы типов резьбовых соединений трубопроводов и рекомендации по их монтажу приведены в приложении Б.
Значения PN () для ввертных концов корпусных деталей и гнезд под них в зависимости от вида резьб и уплотнительной детали выбирают по ГОСТ 22526 и ГОСТ 25065.
Примечание — В новых конструкциях гидравлических и пневматических систем рекомендуется использовать ввертные концы корпусных деталей и гнезда под них по ГОСТ 25065.
Значения PN () для фланцевых соединений с приварным ниппелем устанавливают в нормативных документах на конструкцию.
4.2 Условное обозначение соединений трубопроводов и деталей — в соответствии со стандартами на конструкцию.
В условное обозначение деталей соединений по согласованию между изготовителем и потребителем допускается вводить обозначение марки материала и вида защитного покрытия.
5 Общие технические требования
5.1 Конструктивные требования
5.1.1 Соединения трубопроводов и детали соединений следует изготавливать в соответствии с требованиями настоящего стандарта и по стандартам на конструкцию и размеры или по рабочим чертежам, утвержденным в установленном порядке.
5.2 Характеристики (свойства)
5.2.1 Механические свойства материала (временное сопротивление разрыву , предел текучести и относительное удлинение ) для изготовления деталей соединений должны быть не менее значений, указанных в таблице 1.
Таблица 1 — Механические свойства материала для изготовления деталей соединений
накидные гайки, контргайки, установочные гайки, полые болты
приварные и паяные ниппели
ниппели под развальцовку трубы
уплотнительные кольца под развальцовку трубы
— для медных труб
— для стальных труб
приварные ниппели для фланцевых соединений
1 Рекомендуемые марки материала и сортамент труб приведены в приложении В.
2 Максимальные рабочие давления для труб из стали, меди, латуни и алюминиевых сплавов в зависимости от их размеров приведены в приложении Г.
Механические свойства материала болтов для фланцевых соединений с приварным ниппелем должны быть не ниже класса 8.8 ГОСТ 1759.4.
5.2.2 Марку материала для изготовления корпусных, соединительных и уплотнительных деталей (кроме резиновых и других эластомерных материалов) следует выбирать в зависимости от условий эксплуатации, исходя из следующих факторов воздействия:
— механическому (5.2.1, 5.2.3, 5.2.5 и 5.2.6);
— теплофизическому (одинаковый коэффициент линейного расширения);
— коррозионному (для углеродистых, коррозионно-активных и коррозионно-стойких сталей). При этом необходимо исключить контакт деталей из алюминиевых сплавов с деталями из сталей и медных сплавов, а деталей из углеродистых сталей с деталями из нержавеющих сталей и медными сплавами.
5.2.3 Детали соединений, предназначенные для использования при температуре рабочей и окружающей среды ниже минус 40 °С, следует изготавливать из стали и сплавов (в том числе цветных), имеющих ударную вязкость при указанной температуре не ниже 0,25 МДж/м (2,5 кгс·м/см) на образцах с концентратором вида KCV.
5.2.4 Размеры резиновых колец круглого сечения следует выбирать по ГОСТ 9833. Кольца круглого сечения, используемые в соединениях, должны быть изготовлены из марок резины, выбранных по ГОСТ 18829 в зависимости от условий эксплуатации, давления и температуры рабочей среды. Твердость резины при этом должна быть равна (90±5) международных единиц IRHD, определенных по ГОСТ 20403.
Примечание — В международной стандартизации используются кольца из резины на основе нитрильного каучука (NBR) твердостью (90±5) IRHD по ИСО 48 [2] класса точности не ниже N по ИСО 3601-3 [3].
5.2.5 Твердость корпусных деталей должна быть 35-40 HRC.
5.2.6 Твердость врезающихся колец — по ГОСТ 23354.
5.2.7 Обработанные поверхности деталей должны быть чистыми и не должны иметь забоин, заусенцев, следов расслоения, раковин, окалин, трещин и признаков коррозии.
Внутренние кромки врезающихся колец не должны иметь притупления и выкрашивания. Исправление дефектов заваркой или подчеканкой, а также эпоксидными или иными композициями не допускается.
5.2.8 Значения параметра по ГОСТ 2789 шероховатости обработанных поверхностей деталей соединений, за исключением отдельно оговоренных случаев в стандартах на конструкцию, должны быть не более:
2,5 мкм — для контактных поверхностей: резьб, корпусных, соединительных и уплотнительных деталей:
6,3 мкм — для прочих поверхностей.
5.2.9 Корпусные и соединительные детали с шестигранником размером 12 мм следует изготавливать из прутков или поковок, размером 12 мм — из поковок.
По согласованию между изготовителем и заказчиком допускается изготовление деталей всех размеров из прутков.
5.2.10 Состояние необработанных поверхностей деталей, изготавливаемых из шестигранных прутков, должно соответствовать требованиям стандартов на прутки.
5.2.11 Требования к стальным штампованным поковкам для изготовления деталей соединений трубопроводов — по ГОСТ 7505. При этом уклоны не должны превышать 7°. Смещение в плоскости разъема штампа — по классу Т4.
5.2.12 Сужение соосных каналов угольников, тройников и крестовин в местах пересечения по отношению к номинальному значению должно быть не более 5%.
5.2.13 При механической обработке соосных каналов прямых штуцеров и тройников с противоположных концов смещение осей соосных каналов в точке пересечения должно быть не более 0,4 мм. Площадь поперечного сечения в месте стыка должна быть не меньше площади наименьшего канала.
5.2.14 Предельные отклонения углов по осевым линиям угольников, тройников и крестовин должны быть не более:
±2° 30′ — для соединений с 10 мм;
±1° 30′ — для соединений с 10 мм.
5.2.15 Острые кромки (углы) деталей, за исключением оговоренных в стандартах на конструкцию деталей соединений, должны быть скруглены радиусом не более 0,15 мм.
5.2.16 Внешние поверхности и резьбы деталей соединений, изготовленных из углеродистой стали, должны иметь защитное покрытие. Вид покрытия следует выбирать в зависимости от условий эксплуатации по ГОСТ 9.303. Требования к поверхности металла и покрытиям — по ГОСТ 9.301.
Кадмиевые покрытия применять не допускается.
На участках поверхностей корпусных и уплотнительных деталей не допускается нанесение покрытий, препятствующих в дальнейшем сварке или пайке.
5.2.17 Ряды присоединительных резьб для резьбовых соединений трубопроводов — по ГОСТ 21973.
5.2.18 Для ранее разработанных гидравлических и пневматических систем допускается изготавливать резьбовые соединения трубопроводов с дюймовой конической резьбой по ГОСТ 6111.
5.2.19 Резьба метрическая — по ГОСТ 24705. Резьба метрическая коническая — по ГОСТ 25229. Поля допусков на резьбу по ГОСТ 16093: для внутренних резьб — 6Н, для наружных — 6g.
5.2.20 Резьба трубная цилиндрическая — по ГОСТ 6357. Допуски на резьбу — по классу А.
5.2.21 Резьба деталей соединений должна быть чистой, без заусенцев и рваных или смятых ниток и следов коррозии.
5.2.22 Сбеги, недорезы, проточки и фаски резьб, не оговоренные в стандартах на конструкцию деталей соединений, — по ГОСТ 10549.
5.2.23 Фаски резьб присоединительных концов корпусных деталей соединений с углом конуса 24° и накидных гаек под них должны быть: 0,6; 1,0; 1,6 мм при шаге резьбы соответственно 1,0; 1,5; 2,0 мм. Угол фаски 45°.
5.2.24 По согласованию между изготовителем и заказчиком детали соединений допускается изготавливать с контровочными отверстиями.
5.2.25 Предельные отклонения размеров обрабатываемых поверхностей — по стандартам на конструкцию. При отсутствии таких указаний предельные отклонения должны соответствовать:
h 14 — для валов;
Н14 — для отверстий;

— прочих.
5.2.26 Размеры «под ключ»
5.2.26.1 Размеры «под ключ» устанавливают в стандартах на конструкцию соединительных, корпусных деталей и соединений трубопроводов.
5.2.26.2 Предельные отклонения на размеры «под ключ» — по классу нормальной точности ГОСТ 6424 (ИСО 4759-1 [4], класс С).
5.2.26.3 Минимальная высота грани должна составлять 0,43 номинального размера «под ключ».
5.2.26.4 Угол среза шестигранника, если нет дополнительных указаний в стандартах на конструкцию деталей соединений, должен быть от 10° до 30° по отношению к диаметру, равному размеру «под ключ», с допуском минус 0,4 мм.
5.2.26.5 Угольники, тройники и крестовины следует изготавливать с платиками под ключ.
Допускается по согласованию между изготовителем и потребителем изготовление угольников, тройников и крестовин в виде пересекающихся шестигранников или цилиндров взамен платиков под ключ.
5.2.27 Ряд условных проходов (номинальных размеров) — по ГОСТ 21971.
5.2.28 Ряд номинальных (условных) давлений — по ГОСТ 21972.
5.2.29 Соединения трубопроводов должны быть герметичными относительно внешней среды. Критерии и методы контроля — в соответствии с 7.5.3.
5.2.30 Резьбовые соединения трубопроводов должны быть герметичными относительно внешней среды при многократной (не менее шести) сборке и разборке. Критерии и методы контроля — в соответствии с 7.5.2.
5.2.31 Соединения трубопроводов должны быть прочными. Критерии и методы контроля — в соответствии с 7.5.4.
5.2.32 Соединения трубопроводов должны быть стойкими к воздействию пульсации внутреннего давления. Критерии и методы контроля — в соответствии с 7.5.5.
5.2.33 Соединения трубопроводов должны быть стойкими к воздействию вибрации. Критерии и методы контроля — в соответствии с 7.5.5.
5.2.34 Соединения трубопроводов в зависимости от условий эксплуатации должны быть стойкими к воздействию вакуума. Критерии и методы контроля — в соответствии с 7.5.6.
5.3 Маркировка
5.3.1 Каждое резьбовое соединение трубопроводов должно иметь маркировку, содержащую:
наименование предприятия-изготовителя или торговую марку,
наружный диаметр трубы без указания размерности (мм),
номер серии (группы) или номинальное (условное) давление.
Маркировка фланцевых соединений с приварным ниппелем должна содержать условный проход (номинальный размер) соединения и номинальное (условное) давление.
5.3.2 Маркировку резьбовых соединений трубопроводов следует наносить на торцовой или цилиндрической поверхности накидной гайки любым способом, обеспечивающим ее четкость и сохранность. Маркировку фланцевых соединений с приварным ниппелем следует наносить на торцовой поверхности фланцев или на цилиндрической поверхности ниппелей.
Глубина маркировки при этом не должна выводить размеры деталей за пределы допускаемых отклонений.
По согласованию между изготовителем и заказчиком допускается маркировку соединений трубопроводов наносить на ярлыке.
5.3.3 Транспортная маркировка — по ГОСТ 14192.
5.4 Комплектность и упаковка
5.4.1 Упаковка соединений трубопроводов и деталей соединений — по ГОСТ 18160.
5.4.2 В комплект поставки входят:
— соединения трубопроводов в сборе в соответствии со стандартом (ТУ, КД) на конкретный тип соединения, в количестве, указанном в контракте (договоре) на поставку. Труба в комплект поставки не входит;
— уплотнительные прокладки (резиновые, эластомерные и др.) для конкретного типа соединения, если это предусмотрено контрактом (договором) на поставку;
— эксплуатационный документ (паспорт или руководство по эксплуатации) — по ГОСТ 2.601.
5.4.3 Эксплуатационный документ должен содержать следующую информацию для потребителя:
— наименование и условное обозначение соединения трубопроводов;
— наименование и юридический адрес изготовителя;
— марки материалов деталей;
— рекомендуемые марки материалов соединяемых труб;
— наружный диаметр и толщину стенки соединяемой трубы;
— сведения о рабочих средах;
— номинальное (условное) давление;
— температуру рабочей и окружающей среды;
— рекомендации по сборке соединений трубопроводов с указанием значений момента затяжки или угла поворота ключа;
— рекомендации по использованию инструмента для сборки соединения трубопроводов;
— свидетельство о приемке;
— информацию о сертификации.
6 Правила приемки
6.1 Для проверки соответствия соединений трубопроводов требованиям настоящего стандарта предприятие-изготовитель должно осуществлять приемо-сдаточные, периодические, типовые и сертификационные испытания.
Объем приемо-сдаточных и периодических испытаний указан в таблице 2.
Таблица 2 — Объем приемо-сдаточных и периодических испытаний соединений трубопроводов
Наименование контролируемых характеристик
(пункты технических требований)
Внешний вид и присоединительные размеры деталей соединений трубопроводов, обеспечивающие работоспособность (5.2.7; 5.2.8; 5.2.15; 5.2.19-5.2.23)
Остальные размеры (5.2.11-5.2.14; 5.2.25; 5.2.26)
Твердость корпусных деталей (5.2.5)
Твердость врезающегося кольца (5.2.6)
Качество покрытия (5.2.16)
Герметичность соединений трубопроводов (5.2.29)
Герметичность соединений трубопроводов при многократной сборке (не менее шести) и разборке (5.2.30)
Прочность корпусных деталей и соединений трубопроводов (5.2.31)
Стойкость соединений трубопроводов к воздействию пульсации давления (5.2.32)
Стойкость соединений трубопроводов к воздействию вибрации (5.2.33)
По требованию потребителя (в зависимости от условий эксплуатации)
Стойкость соединений трубопроводов к воздействию вакуума (5.2.34)
По требованию потребителя (в зависимости от условий эксплуатации)
Примечание — Знак «+» означает, что испытание проводят, знак «-» означает, что испытание не проводят.
6.2 Периодические испытания следует проводить не реже одного раза в три года.
6.2.1 Периодическим испытаниям следует подвергать образцы соединений трубопроводов, отобранные от партии соединений, прошедших приемо-сдаточные испытания, в количестве штук, не менее:
2 — на стойкость к воздействию вакуума;
3 — на герметичность и прочность соединений трубопроводов;
6 — на соответствие остальным требованиям, установленным в таблице 2.
Примечание — Фланцевые соединения с DN ()51 и резьбовые соединения трубопроводов с 50 мм могут подвергаться испытаниям на соответствие стойкости к воздействию пульсации давления и вибрации по 3 образца при условии подтверждения конструкции расчетами.
6.2.2 Партия должна состоять из соединений трубопроводов одного типа, одной серии (группы) или одного значения PN (), одного наружного диаметра трубы или условного прохода (номинального размера) DN () и деталей, изготовленных из одной марки материала и по одной технологии и предъявляемых к приемке по одному документу.
6.3 При получении неудовлетворительных результатов любого испытания на соответствие требованиям, установленным в таблице 2 хотя бы по одному образцу, следует провести повторные испытания удвоенного количества образцов.
Результаты повторных испытаний являются окончательными и распространяются на всю партию.
6.4 Приемо-сдаточным испытаниям подвергается каждое соединение трубопроводов на соответствие требованиям 5.2.7, 5.2.21 и 5.3.1.
Для подтверждения соответствия соединений трубопроводов требованиям 5.2.5, 5.2.6, 5.2.8, 5.2.11-5.2.16; 5.2.19, 5.2.20; 5.2.22, 5.2.23, 5.2.25, 5.2.26 настоящего стандарта при проведении приемо-сдаточных испытаний следует использовать статистический приемочный контроль по ГОСТ 18242.
Для этого от каждой партии соединений трубопроводов методом случайной выборки осуществляется отбор образцов в соответствии с ГОСТ 18321.
Условия контроля при этом должны быть:
— уровень контроля — 1 общий;
— план контроля — одноступенчатый;
— основной вид контроля — нормальный;
— приемочный уровень дефектности AQL — не более 1,5%.
При контроле качества покрытия допускается AQL — не более 4%.
Условия перехода на усиленный или ослабленный контроль — по ГОСТ 18242.
6.5 Соответствие материалов требованиям 5.2.1, 5.2.3 и 5.2.4 должно подтверждаться сертификатами предприятия-поставщика или протоколами испытаний по методике, предусмотренной соответствующими стандартами.
6.6 Объем типовых испытаний устанавливается изготовителем в зависимости от вносимых изменений в конструкторскую или технологическую документацию.
6.7 Объем сертификационных испытаний — в соответствии с требованиями выбранной национальной Системы сертификации.
7 Методы контроля
7.1 Внешний вид изделий (5.2.7, 5.2.21 и 5.3.1) следует проверять визуальным контролем при нормальном освещении без применения увеличительных приборов.
7.2 Контроль размеров деталей, соединений, формы и расположения поверхностей (5.2.8, 5.2.11-5.2.15, 5.2.19-5.2.23, 5.2.25, 5.2.26, 5.3.2) следует проводить контрольно-измерительными инструментами и приборами, обеспечивающими заданную точность.
Контроль шероховатости поверхностей (5.2.8) допускается проводить сравнением с образцами-эталонами по ГОСТ 9378.
7.3 Контроль покрытия (5.2.16) — по ГОСТ 9.302.
Допускается контроль защитного покрытия проводить методом ускоренных коррозионных испытаний при воздействии нейтрального соляного тумана в соответствии с ГОСТ 9.308 (ИСО 9227 [5]). При этом испытуемые образцы должны выдерживать 72 ч в соляном тумане. Появление следов коррозии на какой-либо поверхности является дефектом.
7.4 Контроль твердости корпусных деталей и врезающихся колец (5.2.5 и 5.2.6) — по ГОСТ 23677.
7.5 Стендовые испытания соединений трубопроводов (5.2.29-5.2.34)
7.5.1 Общие требования
7.5.1.1 Соединения трубопроводов следует испытывать на стендах с использованием контрольно-измерительных приборов, обеспечивающих регламентированные настоящим стандартом условия испытаний.
7.5.1.2 Предельные отклонения от номинальных значений измеряемых параметров при проведении испытаний не должны превышать:
±1,5% — для давления;
±5 с — для времени;
±2 °С — для температуры.
7.5.1.3 Для проведения испытаний давлением различные по форме соединения трубопроводов (прямые, угловые и т.п.), обладающие одинаковыми техническими характеристиками (серия (группа), размером наружного диаметра трубы, резьбой, механическими свойствами металла деталей), могут быть объединены в один блок.
Примеры сборки испытуемого блока приведены на рисунке 1.
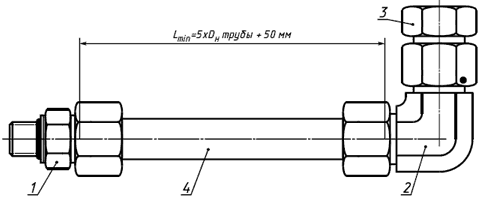
Испытуемый блок с трубой
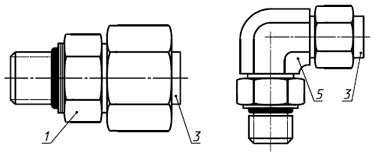
Испытуемый блок соединений трубопроводов с ввертным концом без трубы
1 — ввертное прямое соединение; 2 — угловое соединение; 3 — заглушка или пробка;
4 — труба; 5 — угловое соединение с ввертным концом, регулируемым по направлению
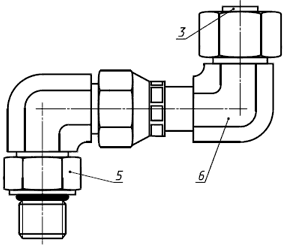
Альтернативный испытуемый блок без трубы
Рисунок 1, лист 1 — Примеры сборки испытуемых блоков
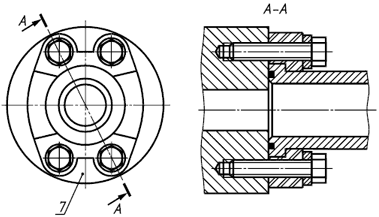
Испытуемый блок фланцевых соединений с приварным ниппелем
3 — заглушка или пробка; 4 — труба; 5 — угловое соединение с ввертным концом, регулируемым по направлению;
6 — угловое соединение с концом под врезающееся кольцо; 7 — фланцевое соединение с приварным ниппелем
Рисунок 1, лист 2
Свободный конец испытуемого блока должен быть закрыт пробкой или заглушкой, прочность и плотность которых отвечает требованиям условий испытаний.
При проведении испытаний на стендах с приемным коллектором с несколькими отверстиями расстояние между центровыми осями отверстий должно быть не менее 1,5 диаметра отверстия. Расстояние между центровой осью отверстия и краем коллектора должно быть не менее одного диаметра отверстия.
7.5.1.4 При проведении стендовых испытаний следует принять все необходимые меры обеспечения безопасности:
— перед проведением испытаний должно быть обеспечено вытеснение воздуха из внутренних полостей испытуемых образцов соединений;
— визуальный контроль в процессе выдержки соединений трубопроводов под давлением должен проводиться только при наличии средств защиты, предусмотренных технологической документацией изготовителя;
— стендовые испытания должны проводиться персоналом, обученным по установленной процедуре.
7.5.1.5 Испытания соединений трубопроводов следует проводить до нанесения покрытия.
Перед проведением испытаний резьбы и контактные поверхности сопрягаемых деталей соединений трубопроводов из углеродистой стали должны быть смазаны индустриальным маслом по ГОСТ 20799 с кинематической вязкостью при температуре 40 °С, не более 32 мм/с, категория L-HG 32 по ГОСТ 28549.5. Подготовка поверхностей деталей соединений трубопроводов из других материалов — по рекомендации изготовителя.
7.5.1.6 Для проведения испытаний, за исключением испытания на герметичность резьбовых соединений трубопроводов при многократной сборке и разборке, накидные гайки и ввертные концы должны быть затянуты установленными изготовителем необходимым минимальным моментом затяжки или углом поворота гайки после первоначальной затяжки от руки.
Резьбовые соединения с ввертным концом, регулируемым по направлению, рекомендуется затягивать моментом затяжки после того, как ввертной конец будет вывернут на один полный оборот после его затягивания от руки.
Рекомендуемые значения моментов затяжки накидных гаек, ввертных концов корпусных деталей и болтов для фланцевых соединений с приварным ниппелем приведены в приложении Б.
7.5.1.7 При испытаниях температура окружающей и рабочей (испытательной) среды, если отсутствуют специальные указания, должна быть 15 °С — 80 °С.
7.5.1.8 Дополнительные требования должны быть установлены (при необходимости) в технологической документации изготовителя.
7.5.1.9 Результаты испытаний и условия их проведения следует оформлять протоколом.
7.5.1.10 Рекомендуемая форма протокола приведена в приложении Д.
7.5.2 Испытания герметичности резьбовых соединений трубопроводов при многократной (не менее шести) их сборке и разборке (5.2.30).
Контроль герметичности резьбовых соединений трубопроводов при многократной сборке и разборке проводится при шестикратной сборке и разборке соединения. Перед каждой повторной сборкой соединения трубу следует повернуть по часовой стрелке на 60°. При первой сборке соединения гайки должны быть затянуты рекомендуемыми моментами затяжки согласно приложению Б, при каждой последующей сборке гайки должны быть затянуты максимальными моментами затяжки, рекомендуемыми изготовителем. Каждое соединение после первой и шестой сборок должно быть испытано на герметичность в соответствии с 7.5.3.
При визуальном контроле не допускается видимая утечка в процессе любого испытания, повреждение уплотняющих деталей и смятие граней шестигранника гайки.
Соединения, выдержавшие данные испытания, могут быть использованы для других видов испытаний.
7.5.3 Испытания соединений трубопроводов на герметичность (5.2.29)
Испытания соединений трубопроводов на герметичность проводятся пузырьковым методом (воздухом или азотом) и гидростатическим методом (водой или индустриальным маслом).
7.5.3.1 Пузырьковый метод
Герметичность соединений трубопроводов проверяют внутренним статическим давлением воздуха или азота, равным 0,15 PN () для конкретного типа соединения [значения PN () приведены в приложении А], но не свыше 6,3 МПа (63 кгс/см), помещая испытуемые образцы в ванну с водой, при этом давление должно повышаться плавно.
Время выдержки соединения при заданном давлении в течение времени, указанного в технологической документации изготовителя, но не менее 3 мин.
При этом видимая утечка в виде пузырьков не допускается.
Соединения, выдержавшие данные испытания, могут быть использованы для других видов испытаний.
Примечание — Допускается по согласованию между изготовителем и потребителем герметичность соединений трубопроводов проверять гелием. Вид рабочей (испытательной) среды следует указывать в протоколе.
7.5.3.2 Гидростатический метод
Герметичность соединений трубопроводов проверяют внутренним статическим давлением, равным 2 PN () для конкретного типа соединения [значения PN () приведены в приложении А], воды или индустриального масла по ГОСТ 20799 с кинематической вязкостью при температуре 40 °С, не более 32 мм/с, категория L-HG 32 по ГОСТ 28549.5. При этом скорость увеличения давления не должна превышать 0,16 PN () в секунду.
При испытании средой с кинематической вязкостью, равной от 1 до 8 мм/с при температуре рабочей (испытательной) среды, соединения трубопроводов должны быть выдержаны при установившемся давлении в течение 1 мин; с кинематической вязкостью свыше 8 мм/с — в течение 5 мин.
Соединения трубопроводов считать герметичными, если при визуальном контроле не обнаружено утечки в виде капель и потения.
Соединения трубопроводов, выдержавшие данные испытания, могут быть использованы для испытания на прочность.
7.5.4 Испытания соединений трубопроводов на прочность (5.2.31)
Прочность соединений трубопроводов проверяют внутренним статическим давлением, равным 4 PN () для конкретного типа соединения (значения PN () приведены в приложении А), воды или индустриального масла по ГОСТ 20799 с кинематической вязкостью при температуре 40 °С не более 32 мм/с, категория L-HG 32 по ГОСТ 28549.5.
Давление должно повышаться с постоянной скоростью, не превышающей 0,16 PN () в секунду, до достижения заданного значения.
Соединения трубопроводов считать прочными, если при визуальном контроле при достижении давления заданного значения не обнаружено утечки в виде капель и потения, механических разрушений и остаточных деформаций деталей соединения.
Соединения, выдержавшие данные испытания, не следует использовать для других видов испытаний.
7.5.5 Испытания соединений трубопроводов на стойкость к воздействию пульсации давления и вибрации (5.2.32 и 5.2.33)
7.5.5.1 Стойкость соединений трубопроводов к воздействию пульсации давления и вибрации следует проверять методом одновременного воздействия на соединение пульсирующего давления и вибрации внешней нагрузкой, приведенных ниже.
Пульсирующее давление, равное 1,33 PN () для конкретного типа соединения (значения PN () приведены в приложении А), в течение не менее 5·10 циклов обеспечивается водой или индустриальным маслом по ГОСТ 20799 с кинематической вязкостью при температуре 40 °С, равной от 32 до 46 мм/с, категория L-HG (32-46) по ГОСТ 28549.5.
Средний показатель цикла должен быть постоянным в пределах частоты от 0,5 до 1,25 Гц и соответствовать диаграмме цикла, указанной на рисунке 2, соответствующей ИСО 6605 [6]. Номинальную скорость увеличения давления , МПа/с, следует вычислять по формуле
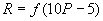
, (1)
где — частота, Гц;
— номинальная амплитуда импульса давления, МПа.
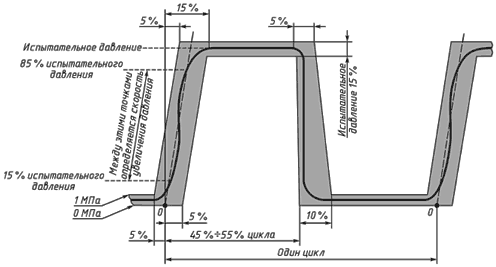
Рисунок 2 — Диаграмма цикла пульсации давления
Допуск на номинальную скорость увеличения давления должен быть не более 10% номинального значения.
Одновременно испытуемые соединения трубопроводов подвергают вибрационным внешним нагрузкам изгибом в одной плоскости или круговым изгибом при частоте вибрации 10-20 Гц с базой испытаний не менее 5·10 циклов. Напряжение на конце трубы при изгибе должно быть приравнено 0,25 предела текучести материала трубы.
Примечание — При использовании трубы, предел текучести материала которой будет равен 235 МПа и выше, следует принимать во внимание ее динамические характеристики для определения величины допускаемого напряжения.
Частоту пульсации давления и вибрации следует выбирать таким образом, чтобы испытания заканчивались одновременно.
Соединения трубопроводов считать выдержавшими данные испытания, если при визуальном контроле не обнаружено утечки и механических разрушений деталей соединения.
Повреждение трубы не является критерием отказа.
Длина трубы должна быть равна:
250 мм — для трубы с до 20 мм включительно;
8 — для трубы с свыше 20 мм до 50 мм включительно;
более 400 мм или 8 — для трубы с свыше 50 мм.
Труба должна быть установлена таким образом, чтобы самая тонкая часть ее стенки располагалась в плоскости нагрузки.
Толщину стенки трубы следует выбирать из условия, чтобы сумма всех нагрузок не превышала максимально допускаемого напряжения.
Толщина стенки трубы в зависимости от марки материала и максимального рабочего давления приведена в приложении Г.
Типовая установка для проведения испытаний на стойкость соединений трубопроводов к одновременному воздействию пульсации давления и вибрации приведена на рисунке 3.
1 — испытуемый образец; 2 — движущийся конец; 3 — место установки тензодатчика
Рисунок 3 — Схема типовой установки для проведения испытаний на стойкость соединений
трубопроводов к воздействию пульсации давления и вибрации
Соединения, выдержавшие данные испытания, не должны использоваться для других видов испытаний.
7.5.5.2 По согласованию между потребителем и изготовителем допускается стойкость соединений трубопроводов к воздействию пульсации давления и вибрации проверять раздельно.
Условия проведения испытания на стойкость соединений трубопроводов к воздействию пульсации давления — в соответствии с 7.5.5.1. Количество импульсных циклов при этом должно быть не менее 1·10 циклов.
Стойкость соединений трубопроводов к воздействию вибрации следует проверять внешней нагрузкой, прикладываемой на противоположный конец трубы при частоте вибрации от 10 до 50 Гц с базой испытаний не менее 1·10 циклов с начальным напряжением в месте установки тензодатчика при изгибе, равным 0,25 от предела текучести материала трубы.
Воду или индустриальное масло по ГОСТ 20799 с кинематической вязкостью при температуре 40 °С, равной от 32 до 46 мм/с, категория L-HG (32-46) по ГОСТ 28549.5 подают в соединение под статическим давлением, равным значению PN ().
При этом до достижения 1·10 циклов при визуальном контроле не должно быть обнаружено утечки и механических разрушений деталей соединения.
Повреждение трубы не является критерием отказа.
Типовая установка для проведения испытаний на стойкость соединений трубопроводов к воздействию вибрации приведена на рисунке 3.
Рекомендуемая толщина стенки трубы приведена в приложении Г.
Соединения, выдержавшие данные испытания, не следует использовать для других видов испытаний.
По согласованию между потребителем и изготовителем данные испытания, при необходимости, могут быть проведены при температуре окружающей или рабочей среды от минус 50 °С до плюс 120 °С.
7.5.6 Испытания соединений трубопроводов на стойкость к воздействию вакуума
Испытуемое соединение трубопроводов подсоединяют к манометру и запорному клапану и подключают к источнику вакуума. Запорный клапан при этом должен быть расположен ближе к источнику вакуума. Создают вакуум до 6,5 кПа (0,065 кгс/см) абсолютного давления и закрывают запорный клапан.
Соединения трубопроводов должны быть выдержаны под воздействием заданного абсолютного давления, равного 6,5 кПа (0,065 кгс/см) в течение не менее 5 мин.
При этом утечка не допускается.
Повышение давления по показанию манометра более чем на 3 кПа (0,03 кгс/см) является признаком утечки.
В качестве рабочей (испытательной) среды следует использовать воздух.
Соединения, выдержавшие данные испытания, могут быть использованы для других видов испытаний.
8 Транспортирование и хранение
Условия транспортирования и хранения соединений трубопроводов — по ГОСТ 18160.
9 Гарантии изготовителя
9.1 Изготовитель должен гарантировать соответствие поставляемых заказчику соединений трубопроводов требованиям настоящего стандарта при соблюдении условий транспортирования, хранения, монтажа и эксплуатации.
9.2 Гарантийный срок эксплуатации — 18 мес со дня ввода в эксплуатацию.
Приложение А
(обязательное)
Значения номинальных (условных) давлений по сериям (группам)
в зависимости от типа резьбовых соединений трубопроводов
А.1 Значения номинальных (условных) давлений по сериям (группам) для резьбовых соединений трубопроводов в зависимости от типа приведены в таблице А.1.
Таблица А.1 — Значения номинальных (условных) давлений, PN ()
Номинальное (условное) давление, МПа (кгс/см),
для резьбового соединения трубопроводов типов
с врезающимся кольцом;
с приварными шаровым
и коническим ниппелями
с развальцовкой трубы
с зажимным
и упорным кольцами
Детали трубопроводов: ГОСТ, сортамент, применение
Мы поставляем весь спектр металлопроката с доставкой по Москве и области.
Хорошие цены, партнерские отношения, квалифицированная помощь и поддержка клиентов.
Широкий набор дополнительных услуг по черновой обработке металла.
ООО «НИКАСТРОЙ», ваш надежный партнер на рынке проката.
Подписаться на наши статьи

Детали и узлы трубопроводов – обширная группа изделий, неразрывно связанных с трубным прокатом. Давайте подробнее рассмотрим, какие наименования в нее входят, какими стандартами регулируется их производство, а также укажем применение для каждого изделия.
Что такое трубопровод?
Начать стоит с главного определения: трубопровод – это сооружение, предназначенное для транспортировки жидкостей или газов на определенные расстояния.
Он состоит не только из труб различного диаметра и материала изготовления, но и из дополнительных элементов: опор, затворов, клапанов, заглушек, отводов, фланцев, задвижек, переходов и других элементов, позволяющих обеспечивать герметичное соединение и задавать направление при прокладке.
Для удобства рассмотрим наиболее популярные и востребованные изделия в отдельности.
Детали трубопроводов и ГОСТ
Основным документом, регламентирующим их технические условия, является ГОСТ 17380-2001.
Всю массу металлоизделий данного типа можно разделить на два класса:
- приварные,
- фитинги – изделия, имеющие резьбовое или муфтовое соединение.
Непосредственно вышеуказанный государственный стандарт относится к следующим изделиям. Каждое может быть классифицировано по типу, условиям применения и маркам используемой стали.
Отводы

Назначение: соединение, позволяющее изменить направление хода трубы.
Классификация по типам:
Оба типа отводов обеспечивают изгиб на:
Конструкция, точные размеры и условные обозначения регулируются дополнительными стандартами:
- для отводов 2D – ГОСТ 30753,
- для 3D – ГОСТ 17375.
Тройники

Назначение: монтаж ответвлений от крупной магистрали.
Классификация по типам:
- равнопроходные,
- переходные.
Конкретные размеры для обоих типов указаны в ГОСТ 17376.
Переходы

Назначение: изменение диаметра трубопровода путем присоединения более узкой трубы.
Классификация по типам:
- концентрические,
- эксцентрические.
Производство обоих типов регламентирует ГОСТ 17378.
Заглушки

Назначение: закрытие концевых отверстий.
Классификация по типам:
Основной стандарт для изделий данного типа – ГОСТ 17379
Другие фасонные детали трубопроводов
Вышеуказанный основной стандарт (ГОСТ 17380-2001) регулирует производство далеко не всех популярных разновидностей деталей и узлов. Например, к ним также относятся такие популярные изделия, как задвижки и фитинги.
Задвижки

Назначение: перекрытие потока жидкости или газа.
- клиновые,
- параллельные,
- шиберные,
- шланговые.
Основной регулирующий ГОСТ – 9698-86.
Фланцы

Назначение: парные плоские элементы с круглым сечением, служащие для плотного соединения концов труб с помощью болтов или шпилек.
- плоские,
- воротниковые,
- свободные на приварном кольце.
Основной регламентирующий документ — ГОСТ 12815—80.
Размеры и конструкция зависит от типа. Эти параметры регулируются ГОСТ 12820-80, ГОСТ 12821-80 и ГОСТ 12822-80 соответственно.
Фитинги

Как уже отмечалось выше, фитинги составляют отдельную группу, поэтому стоит уделить им особое внимание.
Их основное отличия кроется в варианте соединения. Если практически для всех узлов, рассмотренных выше, главным способом монтажа была сварка, то фитинги кроме этого варианта предлагают также фланцевое, резьбовое, компрессионное или прессовое соединение.
Пройдемся по отдельным видам.
Угольник – применяется для изменения направления движения трубы. Наиболее востребованные угольники обеспечивают изгиб на 90 или 45 градусов.
Тройник – узел, позволяющий соединить три трубы, чаще всего под углом в 90 градусов. До недавнего времени тройники позволяли соединять лишь трубы одного диаметра, но сейчас в продаже можно найти так называемые переходные модели, с помощью которых может производиться монтаж разноразмерных труб.
Крестовина – фитинг для одновременного монтажа 4 труб.
Муфта – узел, применяемый для прямого соединения труб. Может использоваться как с трубами одинаковых, так и разных диаметров.
Общий регламентирующий документ для стальных фитингов с резьбовым соединением – ГОСТ 8965-75.
Если для основных деталей трубопроводов ГОСТ регламентировал производство лишь из стали различных марок (09Г2С, 15ГС, 10, 20, Е24-1, Р5, Р9, TS4, TS9, TS10 и других), то фитинги могут изготавливаться и из других материалов:
- меди,
- чугуна,
- ПВХ,
- полиэтилена,
- полипропилена и других.
Применение
Несмотря на то, что прямое применение каждого узла трубопроводов мы уже рассмотрели, стоит остановиться на общем принципе использования, тем более что у обычных сварных деталей и винтовых фитингов в этом плане есть разница.
Обычные детали используются для прокладки различных, в том числе и магистральных, трубопроводов, по которым может транспортироваться вода, газ и нефтепродукты различных температур под давлением и без. Широкий выбор размеров дает достаточную свободу использования, чего не могут обеспечить фитинги. Их основное применение – это монтаж систем водо- и газопровода в жилом строительстве.
В заключение
В данном материале мы рассмотрели все основные разновидности деталей трубопроводов, ГОСТы, согласно которым они производятся, и основные направления их использования.
В качестве завершения предлагаем вам посмотреть видео с одного из российских заводов, где производятся вышеперечисленные узлы.
Заказать услугу
Оформите заявку на сайте, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Источник https://moukhin.ru/trubnaa-rezba/
Источник https://allgosts.ru/23/040/gost_15763-2005
Источник https://ns-metall.ru/info/articles/pipeline-details-gost-assortment-application/




