Сварка полиэтиленовых труб
В основе рабочего процесса сварочного аппарата для полиэтиленовых труб лежит нагревание двух концов до большой температуры и соединение разогретых участков в единую конструкцию. Способы соединения бывают трёх видов:
- Стыковой – выполняется при нагревании двух концов пвх или полиэтиленовых труб и соединении их. Впоследствии получается ровная цельная конструкция. Такой способ самый экономичный, но и менее надёжный, так как тут не нужно использовать никаких дополнительных соединителей, которые увеличивают крепость и герметичность сварки.
- Муфтовый – соединение пластиковых труб производится при помощи соединительной муфты, в которую помещаются два конца. Один из наиболее популярных способов соединения. Его популярность обоснована быстротой монтажа и высоким качеством стыков.
- Раструбный – наиболее простой и очень качественный, так как и муфтовый. Больше применяется в пвх и пнд чем в пп трубах встречается реже.
Сварочный аппарат разогревает два элемента до температуры 260 градусов Цельсия, чем доводит их до частичного расплавления. При таких условиях участки пнд трубы соединяются и не уступают крепостью цельной.

Устройство сварочника для труб
Сварочные аппараты для пластиковых и полиэтиленовых труб разделяют на два вида:
- Механические аппараты – применяются для полиэтиленовых труб большого диаметра, соединяют их без ручной работы человека, достаточно только установить два элемента в держателях. Зачастую используются на больших производствах или при обустройстве очень крупных систем коммуникации.
- Ручные сварочные приспособления – имеют небольшие габариты, работать с ними может один человек, без дополнительной помощи. Такие сварки могут соединять пп и пнд трубы до 125 мм в диаметре. Применяются как любителями, так и профессионалами в строительных работах.
Подготовка оборудования к сварке
Процесс сваривания труб из полиэтилена низкого давления состоит из подготовительных мероприятий (они идентичны для всех видов сварочных установок), собственно сварки и заключительных операций. Подготовка к сварке:
- Обустраивается площадка, где будет происходить сварка, на нем размещается сварочное оборудование.
- Подготавливаются все необходимые трубы, фитинги и другие соединительные элементы.

Спайка полиэтиленовых труб: подготовка труб и необходимых элементов
- Происходит соединение и центрирование труб и фасонных изделий (фитингов).
- Осуществляется обработка торцов труб и деталей механическим способом.
Совет от профессионала:
Подготовительные операции сварочного аппарата должны осуществляться качественно, с четким следованием инструкции изготовителя оборудования. Тогда станок для сварки прослужит долго, наилучшим образом выполняя сварочные работы. Целесообразно заносить данные о проверке оборудования в журнал производственных работ.

Перед началом работ нужно убедиться в исправности всех элементов
Сварочный аппарат располагают на специально организованном месте, освобожденном от посторонних предметов, куда предварительно доставлены полиэтиленовые трубы. Перед началом работ, до подключения оборудования к электросети, оно должно быть осмотрено и подготовлено:
- визуальный осмотр узлов сварочного аппарата;
- проверка изоляции электропроводов и заземлителей;
- заправка электрического генератора топливом и тестирование его работоспособности контрольным включением;
- определение уровня масла в гидросистеме сварочного станка;
- испытание исправности передвижного зажима;
- проверка степени затачивания ножей торцевателя;
- диагностика контрольно-измерительных приборов;
- подготовка зажимов и редукционных вкладышей, которые требуются для сваривания труб имеющегося диаметра;
- смазывание трущихся соединений и поверхностей сварочного оборудования составами, рекомендованными производителем оборудования;
- очищение нагревателя, торцевателя и скребка от загрязнений и следов полиэтилена, обезжиривание поверхностей с помощью хлопчатобумажной ткани, смоченной растворителем.
Неповоротные стыки
При сварке неповоротных стыков принято пользоваться так называемой «трехслойной» технологией, согласно которой сначала делается коренной шов, после чего переходят к заполнению его кромок и обустройству лицевой части стыкового соединения. При формировании таких образований смежные валики швов должны располагаться с перекрытием порядка15-20 мм.
В процессе стыковой сварки арматуры могут применяться различные методики, выбор которых определяется пространственным положением стыкуемых заготовок (это касается всех видов труб, включая пластиковые ПНД).
При их горизонтальном расположении главная проблема – это необходимость работать в трёх различных плоскостях, из которых верхнее (или потолочное) является самым неудобным.
Для образования качественного стыкового соединения в этом случае требуется постоянное варьирование основными параметрами сварки (её скоростью, углом наклона электрода и силой тока).
При подготовке таких соединений сварочная процедура не должна прерываться в произвольной точке сочленения (шов должен накладываться за один заход).
Жёсткие требования к производству таких работ обусловлены особым пространственным расположением стыков, так что к этим операциям могут привлекаться лишь опытные сварщики.
Вертикальное размещение заготовок с точки зрения технологии стыковой сварки отличается от горизонтального лишь тем, что в этом положении основное внимание уделяется углу наклона электрода. Этот параметр при перемещении вдоль окружности трубных заготовок должен непрерывно корректироваться
Для реализации стыковой сварки заготовок может использоваться специальное оборудование
При его выборе важно определиться со спецификой работы того или иного механизма с каждым конкретным видом трубных соединений
Специфика процесса
В основу стыковой сварки заложено токовое тепловое воздействие, сопровождающееся прилагаемым к месту соединения усилием сжатия. Различия в реализуемых на практике методах такого соединения состоят в следующем.










В том случае, когда нагрев стыка осуществляется до момента приобретения им пластичного состояния (до сжатия) – такую методику называют сваркой сопротивлением.
Если же в процессе работ производится одно разогревание стыка (без сжатия), то такой вариант сплавления классифицируется как сварка оплавлением. Каждая из этих методик имеет как преимущества, так и недостатки и реализуется посредством соответствующего оборудования.
Качество выполненных по стыковым технологиям работ в значительной степени зависит от тщательности подготовки контактирующих элементов.
Перед сваркой с них должны быть удалены все имеющиеся загрязнения и неровности. К перечню подготовительных мероприятий следует отнести и оборудование рабочего места специальной оснасткой, используемой для фиксации заготовок во время сварки.
Рекомендации для проведения качественной сварки
Для того чтобы качественно сварить полиэтиленовый трубопровод недостаточно хорошего оборудования и навыков работы с полимерами. Ошибки могут быть уже на этапе закупки материалов.
Для качественной сварки полиэтиленового трубопровода следует придерживаться следующих правил:
- Трубы, фитинги следует приобретать от одного производителя. Лучше если это будут заводские материалы уже известных производителей. Расхождение в производителе чревато несовпадением диаметров труб, неоднородностью органического полимера. Несмотря на то, что полиэтилен получают одинаковыми способами, разнородность материала может быть даже у разных партий одного производителя.
- Трубы и фитинги от разных брендов могут иметь расхождение во времени нагрева. Перегрев одного из элементов оплавит деталь и сделает соединение бракованным.
- Чистота при проведении работ очень важна. Попадание в место сварочного стыка пыли, взвешенных частиц, песка или следов масляных элементов сделает соединение неспособным выносить нагрузки.
- Обязательно соблюдение полной неподвижности свариваемых деталей до их полного остывания.
Рекомендации для правильной сварки труб ПЭ

Полиэтиленовые трубы можно сваривать при помощи специального оборудования, именуемого паяльником. При этом существует ряд определенных правил, которые позволят сделать соединение элементов ровным, качественным и герметичным.
Требования выглядят следующим образом:
- Перед выполнением работ стоит изучить характеристики ПНД для каждой трубы и убедиться из сертификатов об их соответствии. В противном случае тубы просто не состыкуются в единую герметичную конструкцию.
- Внутренний просвет туб (диаметр) должен быть идентичным у каждого отреза, предназначенного для монтажа коммуникации.
- Концы труб из ПЭ перед сваркой своими руками необходимо очистить от пыли и грязи, а также обезжирить.
- Процедуру сварки нужно выполнять только в сухом прогреваемом помещении, в котором исключены сквозняки и повышенная влажность.
- После стыкования двух элементов из ПЭ следует избегать любой подвижности магистрали до полного остывания трубопровода, чтобы не допустить нарушения просвета коммуникации.
- К тому же стоит укрывать сварочный шов от прямого попадания солнечных лучей.
Как подготовиться частые ошибки и советы
Для создания прочного монолитного узла соединения труб необходимо избежать следующих ошибок:
- Недоведение соединяемых деталей до упора при прогреве. Это приведет к невозможности прогрева на полную глубину и к снижению качества сварного шва;
- Превышение глубины погружение деталей за счет слишком большого усилия. Торец трубы загибается и образует грат, который уменьшает площадь свариваемых элементов;
- Перегрев и недогрев деталей;
- Увеличено время остывания;
- Неправильная (неперпендикулярная) резка;
- Нарушение соосности.
Во избежание допущения этих ошибок необходимо тщательно подготавливаться к процессу.
Изделия нужно ровно резать, торцевать, совмещать по осям, а при работе с любым сварочным аппаратом для труб —четко следовать инструкции по эксплуатации.
Нелишним будет посмотреть несколько видео с работой станков для спайки.
Распространенные ошибки при сварке пластиковых труб
Фитинги и трубы приобретают с запасом, чтобы потренироваться, перед тем, как сваривать трубопровод. Полипропилен от разных производителей различается по химическому составу, прогревается при разной температуре
Важно проверить время выдержки заготовок на паяльнике, пластик не должен прогреваться полностью, а только на 1/3 толщины. Нельзя допускать внутренних наплывов в трубопроводе
Типичные ошибки новичков:
- Плохая подготовка соединений. Фольгированный слой снимают полностью по всей разогреваемой площади.
- Варить нужно только чистые трубы. Поверхность, на которой будут лежать заготовки, должна быть без грязи и пыли. Труба должна быть сухой, без остатков воды.
- Соединяют разогретые заготовки только соосно. Для исправления неправильного позиционирования отводится несколько секунд. При деформации пластика качество шва снижается.
- Несоответствие фитингов и труб. Они должны быть из одного материала. Экономия на комплектующих неуместна. При самостоятельной сборке водоводов собственник несет ответственность за качество швов. При аварии будет оплачивать ремонт в нижних квартирах.










Сваривать пропилен в домашних условиях несложно. Инструмент сдают в аренду, освоить его легко
Важно придерживаться режима сварки. Предварительно удостовериться, что температура нагрева, время выдержки подобрано правильно
Некачественный шов срезают, варят стык снова. При соблюдении технологии трубопровод прослужит долго.
Способы и технология сварки стыковых соединений
Сварка полиэтиленовых труб в стык проводится сварочным зеркалом — оборудованием, нагревающим концы соединяемых изделий до оплавления и совместной диффузии материалов.

С первого взгляда — метод простой и не требует дополнительных изделий и фитингов. Но есть ряд определенных нюансов. Например, сварка встык требует обязательной оцентровки, соосности и оценки эллипсоидальности труб. Поэтому без специального аппарата- центратора, детали больших диаметров сварить невозможно
Ручные аппараты
Ручные аппараты для стыковой сварки используются при работе с небольшими диаметрами, но есть и отдельные модели со сварочным кольцом в 300мм. Состоит из центратора для выравнивания соединяемых заготовок, торцевателя и нагревательного элемента для торцов труб.
Механические аппараты
Состоят из нескольких основных частей:
- Центратор — элемент машины, выполненный в виде станины с четырьмя металлическими фиксаторами для зажима деталей;
- Торцеватель — агрегат для создания строго перпендикулярного оси сечения и его механической обработки. Представляет собой дисковое устройство с электродвигателем и ножами, заточенными с двух сторон.
- Сварочное зеркало — нагревательный элемент. Оплавляет концы свариваемых труб. Покрыт тефлоном для предотвращения налипания полиэтилена
- Механическое устройство для обеспечения сжатия.
Гидравлические
Состоят из такого же набора механизмов, что и механические, но в качестве сжимающего элемента— гидравлический привод. Он обеспечивает равномерное сжатие стыкуемых изделий. Давление у некоторых моделей-регулируемое.
Различают 3 вида гидравлических аппаратов:
- Ручные. Используются для прокладки трубопроводов низкого и среднего давления. Температура нагревательного элемента и управление гидравликой выбираются оператором в соответствии со специальными таблицами вручную;
- Полуавтоматические. Используются для труб среднего и большого диаметра. Снабжены электронным блоком. фиксирующим данные давления масла в приводе и температуры сварочной плиты, сверяет их с установленной программой и передают сигналы на специальный дисплей.
- Автоматические.
- Наиболее современная и высокотехнологичная система сварочного оборудования.
Процесс полностью автоматизирован, в хорде работы не требует вмешательства оператора и контролируется специальными электронными модулями. Аппаратчик только вводит данные изделий, а машина подбирает режим сварки самостоятельно. В конце работы аппарат выдает отчетный протокол сварки.
Какой из них лучше?
Выбирать тот или иной агрегат необходимо исходя из особенностей необходимого монтажа. Если нужно в домашних условиях сварить пару ровных участков — выбирайте дешевый, мобильный и удобный ручной механизм.

Если диаметр труб от 250мм — нужна механика. Опят таки, нет смысла тратиться на дорогие полнокомплектные изделия, если нет необходимости работать со сваркой постоянно.
В случае специализации на сварке пнд- необходимо выбирать агрегаты с гидравлическим приводом. Полностью автоматизированный прибор — самый дорогой, но и самый удобный. Здесь все зависит от ваших финансовых возможностей.









Сферы применение
Особенностью контактно-стыковой сварки является сопровождающее этот процесс сопротивление, при преодолении которого и происходит оплавление в зоне контакта. Конкретный вид сварки выбирают в зависимости от типа материала, который предстоит варить, а также от требований, предъявляемых к качеству швов.

К преимуществам стыковой технологии следует отнести высокую скорость и повышенную производительность сварочных операций с одновременным снижением излишней деформации металлических заготовок.
Для реализации этого метода используется специальное оборудование (аппарат стыковой сварки), работа которого может быть частично автоматизирована.
Наибольшей популярностью стыковой метод пользуется в автомобилестроении, а также в аэрокосмической индустрии. Такое положение объясняется тем, что эти отрасли характеризуются значительными объемами сварочных работ, к качеству которых предъявляются повышенные требования.
В последние годы технология стыковой сварки всё больше завоёвывает области, связанные с прокладкой мощных трубопроводных магистралей (нефте- и газопроводов, в частности).
Помимо этого, она может использоваться при необходимости обустроить трубопровод на основе изделий из пластика. И в этом случае востребованность метода объясняется эффективностью сварочных процедур, низким уровнем трудозатрат и высокими качественными показателями полученных соединений.
Способы соединения полиэтиленовых труб и их особенности
Существует несколько способов сварки ПНД труб, которые отличаются технологическими особенностями, применением различной аппаратуры и инструментов. Самыми востребованными методиками являются:
- сварка встык;
- электромуфтовый способ пайки;
- сварка враструб.
Стыковой метод
Востребованность стыкового метода сварки обусловлена дешевизной работ, низкой стоимостью приборов и широким диапазоном диаметров труб, которые можно соединить (5 -1200 мм).
Поэтапно технология выглядит так:
Подготовительные манипуляции. Нарезание труб необходимой величины, снятие фасок (скошенных краев трубы, которые препятствуют ровному соединению).
Выбор подходящих насадок и их монтаж в агрегат для пайки.
Разогрев прибора до оптимальной температуры.
Размещение окончаний труб на насадках и прогрев до необходимой температуры.
Одномоментное снятие срезов и их соединение между собой
Важно проследить за ровным соединением срезов и их фиксацией до застывания материала.
При качественно проведенных манипуляциях на выходе получится герметичное соединение пластика без каких-либо дефектов.
Сварка враструб
Технология сварки враструб менее распространена, чем сварка встык, но также надежна.
В процессе пайки срезы труб соединяют посредством пластиковых муфт — соединительных элементов трубопровода, которые необходимы для укрепления участков стыков и облегчения процесса сборки конструкции.
Сварка враструб подходит для внутренних работ по обустройству коммуникационных систем.
Электромуфтовый способ
Данный метод сварки подразумевает применение специализированного оборудования – электрической муфты (аппарата для сварки ПНД труб с применением муфт и закладного нагревательного элемента).
Процесс выглядит следующим образом: электрическая муфта надевается на оба среза, которые необходимо скрепить, подключается к аппарату для сварки и нагревается, затем образовавшийся на стыке шов остывает.










Муфтовая сварка
Сварка труб из полиэтилена способом в муфту применяется, если работа по стыковке туб проводится в условиях узкого пространства и невозможности свободного передвижения. Такой метод подходит для спайки туб со стенками неодинаковой толщины и разными по диаметру. Рекомендуется для монтажа канализационных систем, так как спайки, сделанные этим способом, выдерживают нагрузку давления в 16 атм.
Техника выполнения муфтовой сварки:
- Первым делом тщательная подготовка нужных для сваривания труб. Салфетками, пропитанными спиртом очищают их от загрязнений. Также обрабатывают внутренние поверхности электромуфт.
- Концы труб перед сваркой ровно обрезают с целью уплотнения соединений и проводят механическую зачистку промышленной окиси меди.
- Одевая, на стыки электромуфты, трубы укладывают в позиционер. Противолежащие от места спайки концы труб во время сварки закрывают, для сохранения тепла.
- Подключив, к электромуфтам электричество, проводят соединение плавлением ПЭ-трубы.
Важно сохранять неподвижность спаянных ПНД труб до полного остывания, чтобы не допустить деформацию сварных швов
Опубликовано 02.06.2020 Обновлено 13.06.2020 Пользователем admin
Сварка полимерных труб и фитингов с закладными электронагревателями
Магистральное направление технического прогресса в области сооружения трубопроводных систем различного назначения связано с применением полимерных труб. Проблемы производства, обусловленные кризисом 2008 года уже ликвидированы. Глобальный объем применения полимерных труб в 2011 г. восстановил докризисный уровень и продолжает расти. Российский рынок полимерных труб развивается в количественном и качественном отношении. В 2011 освоено производство супербольших монолитных труб диаметром до 1600 мм. Появляются новые разновидности витых труб диаметром до 2400 мм и предизолированных гибких труб. На ближайшие 3-5 лет прогнозируется ежегодный прирост 10-15 % [1]. В России наибольшее распространение получили полиолефиновые, в первую очередь полиэтиленовые (ПЭ) и полипропиленовые (ПП), а также, в значительно меньших объемах, полибутеновые (ПБ) трубы.
Важным аспектом экономичности и функциональности трубопроводов является их надежность. Расчетный срок эксплуатации полимерных трубопроводов составляет много десятилетий, но надежность трубопроводных систем в первую очередь лимитируется качеством соединений.
Основным способом получения неразъемных соединений полиолефиновых труб является сварка.
При сооружении самых массовых полиэтиленовых трубопроводов наиболее экономична контактная сварка встык. При точном соблюдении нормативных технологических параметров сварки встык получают сварные соединения, превосходящие по прочности основной материал труб, а их долговечность определяется структурой полимеров и условиями эксплуатации. В ряде работ проведен достаточно детальный анализ факторов, влияющих на надежность стыковых соединений [2-4].
Сварка закладными электронагревателями (ЗН), называемая иначе: электросварка, электроимпульсная, электротермическая, электродиффузионная сварка, сварка электросплавлением и закладными электрическими нагревателями приобретает все больше сторонников. Анализ факторов, определяющих надежность сварных соединений с ЗН, слабо представлен в литературе.
Существенным недостатком электросварки считалась дороговизна фитингов. Однако сторонники сварки с ЗН логично отмечают, что цена фитингов несущественна, если соединению подлежат длинномерные трубы (длиной до нескольких сот метров) смотанные в бухты или на катушки. Кроме того, муфты удобны при сварке в стесненных условиях и при ремонте трубопроводов. В некоторых случаях, с помощью электромуфт возможна также сварка разнотолщинных деталей и заготовок из различных градаций полимеров, а также сшитого полиэтилена.
Фитинги с ЗН седельной конструкции нашли широкое применение взамен неравнопроходных тройников, в качестве врезок в действующие трубопроводы, в том числе под давлением, в качестве ремонтных пластырей и других назначений.
Следует отметить типичную ошибку многих дилеров фитингов с ЗН и сварочных машин. Иногда преимуществом метода сварки ЗН называют слабое влияние «человеческого фактора» на качество соединения. Однако этот довод не выдерживает строгой критики, как с теоретических позиций, так и с точки зрения производственной практики [5].
Технологический процесс сварки ЗН труб малых диаметров действительно производит впечатление несложного, хотя и требует скрупулезного соблюдения всех норм. Что же касается сварки труб средних и больших диаметров, то от исполнителя (сварщикаоператора сварочных машин) требуется не только строгое выполнение предписаний, но и достаточно сложные процедуры по подготовке деталей к сварке и оптимизация основных параметров сварки с участием специалистов (ИТР и контролера).
Автоматизация сварочных машин и компьютеризация протоколирования технологического процесса сварки не исключает полностью «человеческий фактор», особенно в части подготовки деталей к сварке, но, несомненно, поднимает технический уровень технологии сварки до предшествующих процессов получения и переработки полимеров.
Следует отметить, что существующая нормативно-техническая документация (НТД), в которой отражены вопросы сварки ЗН, содержит ряд положений, взятых из авторитетных зарубежных норм, но устаревших и не актуализированных с учетом новых больших размеров свариваемых изделий.
Некоторую неопределенность вносят нормы, удобные производителям труб и деталей, но снижающие эффективность контроля со стороны потребителей.
В результате недостаточного доверия практиков к таким нормам нередко наблюдаются многочисленные технологические импровизации, которые, как правило, снижают качество сварки. В результате народнохозяйственные затраты, понесенные на предыдущих стадиях производства, обесцениваются.
В связи со стремительным расширением производства и соответственно применения труб и деталей под электромуфтовую сварку, а также деталей с ЗН в России проблема повышения технического уровня в области сварки ЗН приобретает высокую степень актуальности.
Высокая аварийность трубопроводов, собранных с грубыми нарушениями технологии сварки ЗН, неизбежна. Аварии сварных соединений с ЗН тормозят внедрение этого метода в практику. Так после серьезной аварии муфтового соединения диаметром 800мм Мосводоканал в 2011 г. запретил применение подобных соединений на своих объектах.
Решающее влияние на качество сварных соединений оказывает организация контроля технологического процесса как важнейшего элемента технологии. Поскольку единственного и абсолютного метода контроля сварных соединений не существует, высокое качество соединений гарантирует многоступенчатая система превентивного, пооперационного контроля и проверки готовых соединений [6, 7].
Ниже принципы технологического контроля сварки ЗН будут подробно рассмотрены.
Настоящее издание не заменяет действующую нормативнотехническую документацию (НТД), а, дополняя ее, является попыткой решения проблемы повышения уровня технологии сварки на основании научно обоснованных представлений и анализа практического опыта, накопленного авторами.
Исходным материалом для настоящей книги являются расширенные и откорректированные издания [8,9], дополненные новыми разделами, расчетно-аналитическими данным и другой научнотехнической информацией.
Существенную помощь в составлении настоящей монографии оказали, Эдуард Краузе (SKZ Германия), Дмитрий Александров (ООО «Глинвед Раша»).
Библиографический список
1. Развитие рынка ПЭ труб и трубных марок ПЭ в 2011году. Ожидания 2012. /Кирилл Трусов, Мария Кузовкова// Полимерные трубы № 1(35)/март 2012.– С. 28-30.
2. Влияние структуры полиолефинов на долговечность изготовленных из них труб и их сварных соединений / В.И. Кимельблат [и др.] // Долговечность и защита конструкций от коррозии строительство, реконструкция: матер. междунар. конф. – М., 1999. – С. 332-339.
3. Влияние качества сырья на эксплуатационные свойства ПЭ труб/ В.И. Кимельблат [и др.]//Пласт. массы. – 1988. –№ 2. – С. 52,53.
4. Влияние свойств полиэтилена низкого давления на долговечность сварных соединений / В.И. Кимельблат [и др.]//Механика композитных материалов. – 1996. –№ 6. –С. 842-847.
5. Кимельблат, В.И. Роль, место и обучение кадров в технологическом процессе применения полимерных труб / В.И. Кимельблат // Полимерные трубы. – 2008. –№ 4 (22). –С. 70-78.
6. СП 40-102-200 °Cвод правил по проектированию и строительству. «Проектирование и монтаж трубопроводов систем водоснабжения и канализации из полимерных материалов».
7. СП 42-103-2003 Свод правил по проектированию и строительству. «Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных газопроводов».
8. Электродиффузионная сварка труб и фитингов: учебное пособие/ В.И. Кимельблат, И.В. Волков; Федер. агентство по образованию, Казан. гос. технол. ун-т. – Казань: КГТУ, 2010. – 84 с.
9. Традиции и новации в электродиффузионной сварке/ В.И. Кимельблат, И.В. Волков, Н.В.Прокопьев; М-во образ. и науки, Казан. нац. исслед. технол. ун-т. – Казань: КНИТУ, 2011.-108 с.
1. ОБЩИЕ ПОЛОЖЕНИЯ
Сварка пластмасс
Термин «сварка пластмасс» означает процесс получения неразъемных соединений деталей из термопластичных полимерных материалов. Для осуществления сварки полимерные детали разогреваются до температуры, обеспечивающей переход полимера в вязкотекучее состояние, и соединяются под определенным давлением.
Отличительная особенность сварки – возможность получения, в области соединения, материала наиболее близкого по составу и свойствам к основному материалу свариваемых изделий [1].
Естественно реологические процессы, протекающие при сварке, накладывают отпечаток на ориентацию макромолекул в области сварки и формирование надмолекулярных образований, однако химические свойства материала сварного соединения подобны свойствам основного материала.
Сварка не предусматривает целенаправленных проведение химических реакций. Однако при нагревании полимеров неизбежно ускоряются нежелательные химические реакции, в частности, термоокислительная деструкция полиолефинов, а также сшивка характерная для полиэтиленов низкого давления, негативно влияющие на свойства сварных соединений [2].
Согласно общепринятым представлениям на качество сварных соединений влияет природа и характеристики свариваемых полимеров, конструкция соединения и технология его выполнения.
Основные технологии сварки различаются по способу нагревания соединяемых поверхностям, специфическим процедурам и основным параметрам сварки. Конструкция сварочных машин должна обеспечивать точное соблюдение норм сварки.
Независимо от технологических особенностей сварки для качества сварных соединений важны поверхностные явления между свариваемыми деталями, реологические процессы (вязко-упругие высокоэластические и пластические деформации, а также течение расплавов полимеров), кинетика диффузии макромолекул и их сегментов, ориентация макромолекул в области соединения и внутренние напряжения сварочного происхождения.
Все эти положения актуальны в отношении сварки закладными нагревателями (ЗН).
Принципы сварки с ЗН
При сварке ЗН свариваемые поверхности соединяются внахлест. Источником тепла обычно является металлическая проволока с высоким сопротивлением, разогреваемая электрическим током. Проволока (ЗН) при изготовлении фитинга размещается на рабочей поверхности фитинга (рис 1.1).

Рис. 1.1. Размещение проволоки в муфте
Известны попытки применить тепловыделяющие элементы из полимерных электропроводящих композиций, но они не получили широкого распространения.
Тепловая энергия распространяется в зоне сварки в течение всего периода сварки. При этом вначале плавится материал фитинга или раструба, а затем материал трубы. Такой механизм наиболее явно выражен для фитингов с закрытыми спиралями, утопленными в теле фитинга.
Если спирали расположены на поверхности детали, то разогрев свариваемых поверхностей начинается практически одновременно.
В пространстве между свариваемыми поверхностями образуется определенный объем расплава, который продолжает расширяться по мере роста температуры. Расширяясь, расплав вытекает из горячей зоны действия электроспиралей в холодную зону, где застывает в зазоре между свариваемыми деталями, образуя «пробку», препятствующую дальнейшему течению расплава. Дальнейший разогрев расплава приводит к образованию сварочного давления, обеспечивающего надежную сварку заготовок.
Материалы труб и фитингов
Сварка ЗН чаще всего применяется для соединения заготовок их следующих материалов:
–полиэтилен (ПЭ) низкого давления (высокой плотности, средней плотности) – PE-HD (ПЭНД);
– полиэтилен сшитый – PEX (ПЭС);
–статистический сополимер пропилена и этилена, – PP-RС (ПП-Р или ПП тип 3);
–полибутен – РВ (ПБ).
Полимерные трубы и фитинги с ЗН не разрешается изготавливать из базовых полимеров. Чистые, исходные, полимеры не обладают необходимым комплексом свойств, в частности стойкостью к термоокислительной деструкции, фотостарению и механодеструкции. Согласно действующим нормам, при производстве труб и соединительных деталей применяют только специальные композиционные материалы.
Композиция – это гомогенная гранулированная смесь базового полимера с добавками (антиоксиданты, пигменты и УФстабилизаторы и другие), вводимыми на стадии производства композиции (компаундирование) в концентрациях, необходимых для переработки материала и использования изделия. Важнейшей характеристикой трубной композиции является минимальная длительная прочность материала (Minimum required strength (MRS)). Соответствие MRS полимера нормам, гарантирует его эксплуатационные качества в части долговечности труб. MRS используется в расчетах рабочего давления в трубопроводе.
Фитинги с ЗН изготавливаются преимущественно методом литья под давлением, но из композиций экструзионного назначения.
Композиции полиолефинов отличаются хорошей свариваемостью, т.е. способностью образовывать сварные соединения необходимого качества в достаточно широком диапазоне технологических параметров сварки.
Молекулярная, макромолекулярная и надмолекулярная структуры полимеров оказывают настолько существенное влияние на свойства сварных соединений, что эффект структурных параметров может значительно превысить влияние технологических параметров сварки [2]. При экспертизе аварий трубопроводов анализ структуры полимеров часто бывает необходим [3].
Минимальные требования к материалам свариваемых деталей можно сформулировать так: одинаковая природа материала и близкие значения вязкости расплава полимера. В производственной практике вязкость оценивается по индексу текучести расплава (ИТР) в г/10 мин при фиксированной температуре и величине груза. Так для разных трубных марок полиэтиленов низкого давления (ПНД) диапазон ИТР составляет 0.2?1.2 при 190?С и нагрузке 5 кгс [5].
При сварке ЗН эти положения претерпевают значительные изменения. В ряде случаев этим методом сваривают все трубные марки ПЭ (градаций ПЭ32-100), частично сшитые и даже сшитые полиэтилены – РЕХ [6]. Однако, чаще всего, практично сваривать детали не только из одинаковых материалов, но и из полимеров идентичных или близких градаций, например, полиэтилена с минимальной длительной прочностью MRS 8 МПа (ПЭ 80) и MRS 10 МПа (ПЭ 100).
Полипропиленовые фитинги с ЗН применяют для соединения изделий из этого же полимера. Сварка изделий из других полимеров (например ПВХ) полиэтиленовыми фитингами не допускается.
Полибутеновые фитинги (рисунок 1.2) для электрофузионной сварки напорных и предизолированных полибутеновых труб, – это инновационная и перспективная система соединений. Использование этих фитингов позволяет получить лучшее сочетание простоты монтажа и максимальной надежности системы [7].

Рис. 1.2. Полибутеновая муфта с ЗН
Свариваемые поверхности. Посторонние материалы, попавшие на свариваемые поверхности деталей, способны необратимо испортить сварные соединения. Поэтому поверхность свариваемых деталей должна быть очищена от природной или техногенной пыли, масел, жиров, влаги и других загрязнений. Большинство органических растворителей, попав на поверхность деталей, препятствуют сварке. К числу редких исключений относится этанол, который используется для обезжиривания. Впрочем, он тоже должен полностью испариться до начала сварки. Поэтому обычно рекомендуют применять для обработки свариваемых поверхностей 98 % и даже 99.8 % этанол.
Обезжиривание свариваемых поверхностей необходимо, но недостаточно для сварки ЗН. В процессе хранения на наружной поверхности труб и деталей адсорбируются загрязнения, которые невозможно смыть растворителем. Кроме того, наружная поверхность труб и деталей подвергается окислительному и фотостарению, что стимулирует как деструкцию, так и образование сшитых структур. В результате сшивки материал теряет способность свариваться. Механическая обработка свариваемых поверхностей труб и фитингов под сварку муфтами с ЗН обеспечивает доведение наружного диаметра до номинального значения, что позволяет собрать соединение без больших напряжений. Поэтому механическая обработка наружных свариваемых поверхностей непосредственно перед сваркой, безусловно, необходима, ее выполнение строго проверяется при пооперационном контроле и контроле готовых соединений.
Внутренние поверхности муфт и седелок не обрабатываются, чтобы исключить повреждение нагревателя, зато, для исключения загрязнений, детали с ЗН герметично упаковываются и извлекаются из упаковки непосредственно перед сваркой.
Роль реологических процессов. Сварка ЗН сопровождается значительными деформациями. Пластические деформации начинаются при предварительном нагревании (если оно рекомендовано), которое приводится с целью уменьшения избыточных зазоров между свариваемыми деталями. Дальнейшее нагревание проводится с целью получения достаточно текучего расплава, который заполняет зазор между свариваемыми деталями. В соответствии с общими представлениями о роли температуры при сварке следует отметить следующее.
При температуре в области сварке ниже температуры плавления кристаллов полиолефинов сварка деталей просто не произойдет.
С повышением температуры до оптимального уровня полимер плавится, его объем увеличивается, как за счет плавления кристаллов, так и благодаря объемному термическому расширению. В результате увеличения объема в расплаве возникают напряжении, которые являются движущей силой реологических процессов, необходимых для заполнения зазоров и осуществления сварки. Кроме того, при дальнейшем нагреве достигается вязкость расплава достаточно низкая, чтобы реологические процессы могли осуществиться за период нагрева. В определенных пределах повышение температуры расплава положительно влияет на качество сварки.
С повышением температуры расплава выше оптимальной стремительно ускоряются цепные реакции термоокислительной деструкции и деполимеризации, сопровождающиеся нежелательными газообразованием и сшивкой. Следовательно, хотя при повышении температуры расплава уменьшается вязкость, и ускоряются процессы самодиффузии макромолекул, деструкция и сшивка могут значительно ухудшить качество сварки.
Эти процессы следует учитывать при оптимизации таких параметров сварки, как напряжение сварочного тока и длительность нагрева в неблагоприятных условиях сварки. Полезно принимать во внимание сведения о термостабильности материалов свариваемых деталей, которая оценивается, например, в производственной практике синтеза и переработки ПЭ по индукционному периоду окисления [5]. При нормальных условиях следует строго соблюдать указания производителя детали с ЗН. При использовании ускоренных режимов нагрева трудно точно контролировать параметры, а замедленные режимы провоцируют потерю устойчивости деталей.
Нежелательные деформации соединения возникают в процессе сварки, если детали плохо зафиксированы.
Сварочные напряжения. После завершения сварки, при охлаждении соединения неизбежно возникают радиальные сварочные напряжения, поскольку наружные поверхности соединения охлаждаются раньше внутренних элементов. Сварочные напряжения, естественно, увеличиваются при больших зазорах между деталями и при перегреве. Искусственное и ускоренное охлаждение сварного соединения приводит к увеличению сварочных напряжений, появлению трещин, раковин, и потому нежелательно.
Размеры и конструкции соединений с ЗН. Ранее область применения электромуфт ограничивалась малыми диаметрами [1], но в последние годы промышленность освоила производство муфт для соединения монолитных (гладких) труб больших диаметров (до 1200 мм) [8]. Производители деталей с ЗН декларируют планы по выпуску фитингов супербольших диаметров до 1600 мм.
По расположению спиралей различают фитинги с открытыми и закрытыми спиралями.
По конструкции соединений фитинги с закладными нагревателями классифицируют как муфтовые и седельные (рис. 1.3 и 1.4).
В настоящее время на рынке присутствуют седловые отводы для подсоединения ответвлений к трубам до 1000 мм [8] и выше.
Разумеется, наиболее популярны седелки различной конструкции к трубам малых диаметров.

Рис. 1.3. Соединение труб муфтой с ЗН

Рис. 1.4. Соединение полиэтиленовой трубы и седлового отвода с ЗН
Седловые фитинги отличаются разнообразием конструкций.
Различают, например, арматуру для врезки под давлением, изображенную на рис. 1.5 и арматуру для соединения с вентилями (рис 1.6). Они применяется для врезки в трубы 250-560 мм [8].

Рис. 1.5. Арматура для врезки с в вентилем

Рис. 1.6. Арматура для соединения с вентилями
Другие фитинги, изображенные на рис 1.7-1.12 дают некоторое представление о разных функциях седловых фитингов с ЗН.

Рис. 1.7. Воздушно-камерная запорная арматура

Рис. 1.8. Деталь седлового типа с патрубком 250-560 мм

Рис. 1.9. Усиливающая и ремонтная накладка ? 250-560 мм

Рис. 1.10. Шаровой кран для боковой врезки ? 250-560 мм

Рис. 1.11. Различные седелки [8]

Рис. 1.12. Ремонтная накладка седловидная на ? 560-1000 мм
На рынке фитингов с ЗН, наряду с традиционными муфтами представлены новые клиновые адаптивные муфты больших диаметров [8], (рис 1.13) и фитинги с муфтовыми подсоединительными частями (Рис. 1.14).

Рис. 1.13. Клиновая муфта (? 1000-1200 мм)


Рис. 1.14. Отв оды 45°, 90°


Рис. 1.15. Тройники
Кроме того, сварка с ЗН применяется для муфтового соединения гофрированных и витых труб, которые выпускаются диаметром до 3000 мм и реже до 5000 мм [5].
страницы: 1 2
У нас ищут
- Борис Акунин (автор)
- Александра Маринина (автор)
- Дарья Донцова (автор)
- Татьяна Устинова (автор)
- Сергей Лукьяненко (автор)
- Юлия Шилова (автор)
- Александр Пушкин (автор)
- Стивен Кинг (автор)
- Сталкер (книга)
- Сумерки (книга)
Технологическая карта сварка полиэтиленовых труб встык
Технологическая карта и протокол сварки полиэтиленовых труб
Протокол сварки полиэтиленовых труб является результатом правильно разработанной технологической карты согласно требованиям нормативных документом системы аттестации сварочного производства НАКС.
В современном мире полимерные материалы все больше вытесняют металл, поскольку они обладают превосходной химической стойкостью, низким удельным весом, стойкостью к абразивному износу, высокой прочностью на растяжение и низким водопоглощением. Сейчас уже не в диковинку, что полимерные трубы и фитинги используют в трубопроводах холодного и горячего водоснабжения, газоснабжении, водоотведении (канализация). Эти системы являются жизненно важными, поэтому к качеству материалов и сварных соединений предъявляются высокие требования. Поломка любого трубопровода может вызвать техногенную катастрофу влекущую за собой экологическую катастрофу и даже гибель людей.
С целью обеспечения безупречного качества в НАКС была разработана процедура аттестации технологии сварки, сварщиков и оборудования, в рамках которой является обязательным разработка технологических карт, которые позволяют обеспечить повторяемость процесса, а протокол служит подтверждением соблюдения всех режимов и условий.
Форма технологической карты на сварку полиэтиленовых труб
Сварку полимерных труб и муфт производят следующими способами:
- нагретым инструментом (НИ);
- закладными нагревателями (ЗН);
- нагретым газом (НГ);
- экструзионная сварка (Э).
Ниже представлены образцы технологических карт сварки нагретым инструментом и закладными нагревателями. А здесь и здесь можно их скачать.
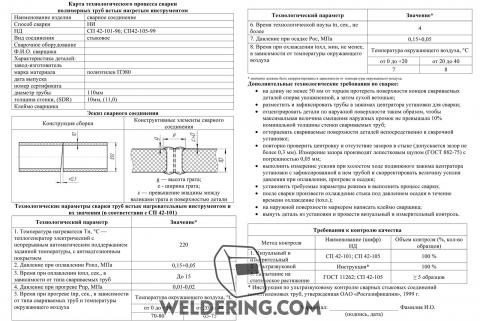
Карта технологического процесса сварки полимерных труб встык нагретым инструментом
| Наименование изделия | сварное соединение |
| Способ сварки | НИ |
| НД | СП 42-101-96; СП42-105-99 |
| Вид соединения | стыковое |
| Сварочное оборудование | |
| Ф.И.О. сварщика | |
| Характеристика деталей: | |
| завод-изготовитель | |
| марка материала | полиэтилен ПЭ80 |
| дата выпуска | |
| номер сертификата | |
| диаметр трубы | 110мм |
| толщина стенки, (SDR) | 10мм, (11,0) |
| Клеймо сварщика | |
| Эскиз сварного соединения | |
| Конструкция сборки | Конструктивные элементы сварного соединения |
|---|---|
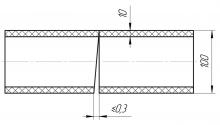 | 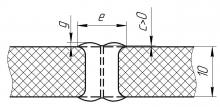 |
g — высота грата;
е — ширина грата;
с — превышение впадины между валиками грата и поверхностью детали
Технологические параметры сварки труб встык нагревательным инструментом и их значения (в соответствии с СП 42-101)
5. Время при прогреве tпр, сек., в зависимости от типа свариваемых труб и температуры окружающего воздуха
8. Время при охлаждении tохл, мин, не менее, в зависимости от температуры окружающего воздуха
* значения должны быть скорректированы в зависимости от температуры окружающего воздуха.
Дополнительные технологические требования по сварке:
- на длину не менее 50 мм от торцов протереть поверхности концов свариваемых деталей сперва увлажненной, а затем сухой ветошью;
- разместить и зафиксировать трубы в зажимах центратора установки для сварки;
- отцентрировать детали по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10% номинальной толщины стенки свариваемых труб;
- отторцевать свариваемые поверхности деталей непосредственно в сварочной установке;
- повторно проверить центровку и отсутствие зазоров в стыке (допускается зазор не более 0,3 мм). Измерение зазора производят лепестковым щупом (ГОСТ 882-75) с погрешностью 0,05 мм;
- выполнить измерение усилия при холостом ходе подвижного зажима центратора установки с зафиксированной в нем трубой и скорректировать величину усилия давления при оплавлении, прогреве и осадки;
- установить требуемые параметры режима и выполнить процесс сварки;
- после сварки произвести охлаждение стыка под давлением осадки в течение времени охлаждение (tохл.);
- на наружной поверхности маркером написать клеймо сварщика;
- вынуть деталь из установки и провести визуальный и измерительный контроль.
Требования к контролю качества
| Метод контроля | Наименование (шифр) НД | Объем контроля (%, кол-во образцов) |
|---|---|---|
| 1. Визуальный и измерительный | СП 42-101; СП 42-105 | 100 % |
| 2. Ультразвуковой | Инструкция* | 100 % |
| 3. Испытание на статическое растяжение | ГОСТ 11262; СП 42-105 | ? 5 образцов |
* Инструкция по ультразвуковому контролю сварных стыковых соединений полиэтиленовых труб, утвержденная ОАО «Росгазификапия», 1999 г.
| Разработал: | (подпись, дата) | Фамилия И.О. |
Карта технологического процесса сварки полимерных труб с применением деталей с закладными нагревателями
| Наименование изделия | сварное соединение | ||||
| Способ сварки | ЗН | ||||
| НД | СП 42-101-96: СП 42-105-991 | ||||
| Вид соединения | стыковое | ||||
| Сварочное оборудование | ЗНШ | ||||
| Ф.И.О. сварщика | |||||
| Характеристика деталей: | |||||
| завод-изготовитель | |||||
| марка материала | |||||
| дата выпуска | |||||
| номер сертификата (ГОСТ/ТУ) | |||||
| диаметр трубы | 50 мм | ||||
| толщина стенки, (SDR) | 4,5 мм (11,1) | ||||
| Клеймо сварщика | |||||
| Технологические параметры сварки* | |||||
| Температура окружающего воздуха, °С | Наружный диаметр трубы, мм | Толщина стенки, мм | SDR | Время охлаждения после сварки, мин | |
|---|---|---|---|---|---|
| 20 | 50 | 4,5 | 11,1 | 7 | |
*При сварке на аппаратах с ручным вводом параметров режима сварки указывают их действительные значения.
Дополнительные технологические требования по сварке:
- произвести обрезку труб под прямым углом к их осям;
- пометить на торцах участок сварки длинной не менее 0,5 длины фитинга от края;
- произвести зачистку механическим способом поверхности деталей в зоне сварки от оксидного пленки на глубину 0,1—0,2 мм;
- провести снятие фаски на внутренней и наружной поверхностях торца трубы;
- при помощи приспособления придать трубе в зоне сварки круглую форму;
- обезжирить зону сварки;
- маркером на поверхность трубы нанести отметки на расстоянии 0,5 длины фитинга от торца трубы;
- закрепить детали в позиционере или на выравнивающих опорах;
- вставить подготовленные торцы труб в фитинг, после чего подключить его к сварочному аппарату;
- в сварочный аппарат, при помощи карандаша, записать параметры сварки, которые указаны на штрихкоде этикетки фитинга;
- включить сварочный аппарат и осуществить сварку;
- провести визуальный и измерительный контроль сварного соединения.
Требования к контролю качества
Протокол сварки полиэтиленовых труб или муфт
После того, как проведена процедура аттестации и технологическая карта на сварку полиэтиленовых труб или муфт утверждена в НАКС — можно приступать к промышленной сварке изделий. Для того, чтобы отслеживать точность соблюдения параметров и режимов сварки предусмотрена обязательная регистрация этих данных в виде протокола.

Протокол сварки полиэтиленовых труб включает в себя информацию:
- название модели или номер сварочного аппарата;
- дата сварки;
- Ф.И.О. сварщика и/или клеймо;
- наименование проекта или объекта;
- материал;
- типоразмер трубы или муфты;
- SDR (стандартное размерное отношение трубы т.е. отношение номинального наружного диаметра к номинальной толщине стенки);
- температура воздуха окружающей среды;
- давление сопротивления;
- режимы сварки: температура, давления, время и т.д.;
- другая дополнительная информация: погодные условия, меры защиты, № шва, ошибки и т.д.
Каждый производитель сварочных аппаратов делает свое уникальное внешнее оформление протокола и добавлять как можно больше дополнительной информации, которая позволит с точностью проанализировать причину образования дефектов.
Образец протокола сварки полиэтиленовых труб можно скачать по ссылке.
Карта технологического процесса сварки полимерных труб встык нагретым инструментом
Оглавление
Карта технологического процесса сварки полимерных труб встык нагретым инструментом
Вид документа:
Образцы документов и формы отчетности
Тип документа:
Дата начала действия: None
Опубликован:

Настоящую форму можно распечатать из редактора MS Word (в режиме разметки страниц), где настройка параметров просмотра и печати устанавливается автоматически. Для перехода в MS Word нажмите кнопку .
ФОРМА
карты технологического процесса сварки полимерных труб встык нагретым инструментом
контрольное сварное соединение
Характеристика труб (деталей):
Эскиз сварного соединения
Конструктивные элементы сварного соединения
g — высота грата;
е — ширина грата;
с — превышение впадины между валиками грата и поверхностью трубы
Технологические параметры сварки труб встык нагревательным инструментом и их значения
(в соответствии с СП 42-101)

1. Температура нагревателя , ° С — теплогенератор электрический с непрерывным автоматическим поддержанием заданной температуры, с антиадгезионным покрытием

2. Давление при оплавлении , МПа

3. Время при оплавлении , с, в зависимости от типа свариваемых труб

4. Давление при прогреве , МПа

5. Время при прогреве , с, в зависимости от типа свариваемых труб и температуры окружающего воздуха
Температура окружающего воздуха,°С

6. Время технологической паузы , с, не более

7. Давление при осадке , МПа

8. Время при охлаждении , мин, не менее, в зависимости от температуры окружающего воздуха
Температура окружающего воздуха, °С
* Значения параметров должны быть скорректированы в зависимости от температуры окружающего воздуха.
Дополнительные технологические требования по сварке:
- очистить поверхности концов свариваемых труб сначала увлажненной, затем сухой ветошью на длину не менее 50 мм от торцов;
- установить и закрепить трубы в зажимах центратора установки для сварки;
- отцентрировать трубы по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10% от номинальной толщины стенки свариваемых труб;
- отторцевать свариваемые поверхности труб непосредственно в сварочной установке;
- еще раз проверить центровку труб и отсутствие недопустимых зазоров в стыке (допускается зазор в стыке не более 0,3 мм). Зазоры измеряют лепестковым щупом (ГОСТ 882-75) с погрешностью 0,05 мм;
- произвести замер усилия при холостом ходе подвижного зажима центратора установки с закрепленной в нем трубой и скорректировать величину усилий
 ,
,  , .
, .
Установить требуемые параметры режима сварки и произвести сварку контрольного соединения.
После сварки произвести охлаждение стыка под давлением осадки в течение времени .
Проставить клеймо сварщика маркером на наружной поверхности трубы.
Удалить контрольное сварное соединение из установки для сварки и провести визуальный и измерительный контроль сварного соединения.
Требования к контролю качества
Объем контроля
(%, количество образцов)
Источник https://oboiman.ru/ingeneer/svarka-polietilenovyh-trub-obzor-metodov-i-montaznyh-hitrostej.html
Источник https://bookz.ru/authors/oleg-stoanov/svarka-p_333/1-svarka-p_333.html
Источник https://solidiron.ru/kovka-2/tekhnologicheskaya-karta-svarka-poliehtilenovykh-trub-vstyk.html





