Технологическая карта сварки: образцы, виды, способы и контроль
Технологическая карта – это утвержденный документ, описывающий последовательность проведения сварочных работ. Она является, по сути, инструкцией по технике выполнения сварки.
Карта необходима при прокладке газопроводов и трубопроводов, при выполнении монтажных работ, сборке некоторых деталей транспортных средств и т.д. В ней также содержатся указания касательно методов для проведения контроля выполненных работ.
В зависимости от решаемой задачи, технологическая карта может быть типовой или стандартной. В любом случае она должна выполнятся в соответствии с существующими ГОСТами.
Определение
Что такое технологическая карта на сварочные работы (она же ттк на сварку, технологическая карта сварки или просто техкарта)? Говоря простыми словами, это просто документ-инструкция, выдаваемая сварщику для правильного выполнения работ. Также техкартой может пользоваться специалист по контролю качества. В техкарте прописывается всё: от типа сварки до геометрических расчетов.
Проще говоря, техкарта — это «сборник» всех технологических особенностей, которые нужно учесть при сварке. Правильно разработанная техкарта позволяет улучшить качество сварного соединения и, в целом, сделать работу сварщика или прочих специалистов продуктивнее и лучше.
Технологическая карта была придумана и внедрена не так уж давно, а именно в конце 80-х годов прошлого века. Это связано с большим технологическим прорывом в сфере сварки, когда появились новые современные технологии и стали доступны редкие металлы.
Для чего нужна техкарта
Процесс сварки состоит из множества ступеней, запомнить которые нелегко даже опытному сварщику. Кроме этого, хотя и имеются общие рекомендации, каждое соединение деталей из металла, произведенное с помощью сварочного процесса, имеет свои нюансы.
Существенную помощь оказывает технологическая карта на сварочные работы. Сварщик перед началом процесса обязан ознакомиться с техкартой на сварку. Особое значение наличие этого документа приобретает при ответственных сварочных работах. К таким видам относится, например, технологическая карта по сварке трубопроводов.

Также имеет большое значение наличие такого руководящего материала, как технологическая карта сборочно-сварочных работ при выполнении сложных монтажных работ больших конструкций и подобных задачах.
При этом у сварщика появится полная картина предстоящей ему работы, этапы и переходы между ними. У него будет иметься представление, как осуществлять контроль полученного сварного соединение и какое оборудование необходимо для этого подготовить. Наличие технологической карты на сварку позволит улучшить качество производимых работ и получить хороший результат.
Кроме сварщика техкартой по сварке могут руководствоваться работники, в обязанности которых входит осуществление контроля полученных сварочных соединений.
Наличие техкарты на сварочные работы позволяет повысить продуктивность и эффективность работы сварщика при осуществлении сборки таким способом различных металлических деталей, поэтому ее значение трудно переоценить.
Пример технологической карты
Ниже вы можете видеть образец заполнения технологической карты. Сейчас мы подробнее разберем все, что тут написано, а вы запомните (или лучше запишите) то, что прочтете.


Образец взят с сайта zibon.ru
Итак, первая графа «Способ сварки». Здесь, как не трудно догадаться, нужно написать, такой тип сварки был выбран для выполнения работ (ручная дуговая, контактная, полуавтоматом в среде газа и т.д.). В нашем случае мы указали «ручная дуговая сварка покрытыми электродами». Далее указаны цифры «(111)», это код сварки. Его можно указывать в техкарте, чтобы не писать подробно словами.
Мы приведем несколько наиболее распространенных кодов:
- 141 — ручная аргонодуговая сварка неплавящимся электродом
- 131 — механизированная аргонодуговая сварка плавящимся электродом
- 135 — механизированная сварка плавящимся электродом в среде активного газа
Далее графа «Основной материал (марка)». Здесь пишем марку металла, который нам нужно сварить. Обычно марка указывается в проекте детали, оттуда ее можно переписать в техкарту. Дополнительно укажите группу металлов. Ниже таблица с основными группами.




Затем идет графа «Наименование (шифр) НТД». Здесь вы должны указать, какие нормативные документы были использованы при разработке данной технологической карты. Остальные графы заполняются подобным образом, думаем, все логически понятно.
В нашем случае заполняется типовая технологическая карта на сварку газовых трубопроводов. Но если вам нужна техкарта на другие работы (например, на сварку стальных труб), то она будет заполняться таким же образом, просто поменяется заголовок.
Данные в техкарте
Итак, в технологической карте в обязательном порядке указываются общие сведения о металле, который нужно сварить, данные о разделке металла и их очистке, данные о размерах сварных швов. Также указывается прогрев металла, если он необходим, последовательность формирования сварных швов.
Еще указывается, какое оборудование будет использоваться и какие комплектующие необходимы для выполнения сварки. Некоторые мастера уверены, что оборудование и комплектующие можно подбирать, основываясь на своем опыте или тематических журналах, но это неверно. Позже мы расскажем, как подбирается комплект оборудования.
Дополнительно нужно указать, какой тип сварки будет использовать в работе, а также какие параметры нужно установить (значение сварочного тока, напряжения, полярности, скорость сварки и так далее). Также указывается, какая будет форма у сварного соединения и какие будут использоваться методы проверки качества сварных швов.
Какие данные должна содержать технологическая карта?
Технологические карты являются важнейшим средством нормализации и типизации производства. Они составляются с учетом использования прогрессивной технологии, комплексной механизации процесса и лучших примеров организации труда.
Единой формы технологической карты нет. Ее можно разработать и утвердить самостоятельно.
Такой проект будет учитывать все необходимые тонкости при выполнении поставленного задания в соответствии с потребностями предприятия. В то же время документ должен отвечать существующим государственным стандартам и нормам.
Данный документ подлежит утверждению в обязательном порядке. В нем должно быть указано название объекта, в котором будет проводиться сварка. Кроме технических данных, документ может включать информацию о составе рабочей группы и сроки выполнения задания.
Иногда отмечаются этапы выполнения поставленных заданий и общие трудозатраты. Могут указываться также затраты на ресурсы: электроэнергию, материалы, заработную плату.
Оформляется данный нормативный документ в виде таблицы с указанием всех перечисленных вопросов. Затем она утверждается руководителем предприятия или главным инженером и техническими службами.

Типовая карта на сварочные работы должна включать в себя:
- данные об используемом материале;
- информацию о сварном соединении, его параметры и расположение;
- данные о фиксации изделия;
- сведения о возможном подогреве конструкции;
- данные о параметрах сварки, включая: ток, напряжение дуги, скорость сварки, полярность, скорость подачи проволоки и т.д.;
- информацию о методах контроля шва;
- сведения об оборудовании и материалах, которые используются.
Разработка карты начинается с анализа выполняемого задания. Затем определяются условия сварки. Согласно с полученными данными выбираются нормативные документы, в соответствии с которыми будет осуществляться сварочный процесс.
В независимости от решаемых задач, будь то сваривание труб, сварка глушителя выхлопной системы автомобиля или других металлических конструкций, использование технологической карты является обязательным.
Данные нормативные документы должны использоваться на каждом предприятии. При строительстве объекта должен быть разработан комплект карт для всех сварных соединений. Хранится такая документация у главного инженера.
В технической документации указывается методика подготовки и контроля соединений. Осмотр выполненной работы осуществляется технической службой в соответствии с нормативными документами.
Это позволяет организовать последовательное функционирование всех служб и исключает любую путаницу. В результате, даже при наличии большого количества сварных швов, все они будут проверены, что гарантирует высокое качество выполняемых работ.
Несмотря на то, что технологические документы должны разрабатываться предприятием индивидуально для каждой задачи, на сегодняшний день они изготавливаются по типовым схемам. На данный момент уже создано большое количество шаблонов и изобретать что-то новое нет необходимости.
Практически все карты для трубопроводов, решеточных- и металлоконструкций и схожи между собой. Их отличает только наполнение.
Какие пункты присутствуют
Технологическая карта должна содержать следующие сведения:
- Все, что касается основного материала поверхностей: марку металла, параметры и химические характеристики, группу стали, данные о разделке и очистке кромок. Это самый важный пункт ТК. Основная задача мастера для минимизации риска совершения ошибки – верно определить тип рабочего материала. От этого зависят все остальные пункты инструкции.
- Способ и вид сварки, параметры для установки.
- Используемое сварочное оборудование.
- Температурные режимы.
- Последовательность формирования сварочных швов.
- Нормативную документацию по сварке (НТД).
В ТК могут быть вписаны любые пункты на усмотрение организации или заказчика.
Требования заказчика
Организация или частное лицо, по заказу которых выполняются работы, выдвигают требования о точных сроках сдачи. Они прописываются отдельным пунктом в ТК после утверждения. Заказчик определяет пожелания к оценке соответствия сваренных конструкций после проведения контроля качества.

Порядок проведения работ
Для оптимизации производства предусмотрен стандартный алгоритм действий:
- Проводят проверку оборудования и подготавливают материалы. Детали очищают от посторонних элементов. Особого внимания требует околошовная зона, чтобы мелкие крупицы не оказали негативного влияния на качество всего изделия. При необходимости стачивают кромки шлифовальной машиной или вручную напильником. Разделку заполняют электродным металлом, зазор между кромками варьируется в зависимости от марки, толщины частей, вида сварки и т.д.
- При несущественном зазоре соединение выполняют без присадочного материала – неплавящимся электродом. Вариант сварки плавящимся электродом предусмотрен для более широкого зазора. Его размер прямо пропорционален глубине проплавления задействованных кромок. Оптимальная разделка – это форма Х, обеспечивающая долговечность сварочного шва и минимизацию риска деформации готового продукта сварки.
- Притупляют кромки посредством плотного сжатия деталей тисками.
- Наступает время сборки. Сварочные элементы фиксируют разными способами: болтами, креплениями, прихватками, чтобы с местом для будущего шва было максимально удобно работать электродом или горелкой.
- После всех подготовительных этапов приступают непосредственно к сварке. Ее осуществляют разными способами, например:
- ручная дуговая – покрытыми электродами или неплавящимся электродом;
- механизированная – самозащитной порошковой проволокой или плавящимся электродом в среде активных газов и смесях;
- автоматическая – под флюсом;
- газовая;
- термитная.
Оснащение и оборудование для перемещений
Средства для установки и перемещения сварочных аппаратов – это разные подъемные и выдвижные площадки с дистанционным управлением, колонны и тележки.
Колонны в большинстве поворотные, благодаря чему возможно манипулировать аппаратом, чтобы переставить изделие. Используются для установки сварочных автоматов 2 типов:
- несамоходных (позволяют выполнить только кольцевые и круговые швы);
- самоходных (предназначены для кольцевых, круговых и прямолинейных швов).

Тележки применяются для кольцевых и продольных. В зависимости от конструкции различают:
- велосипедные;
- глагольные;
- портальные.
Рабочая бригада
Рабочая (производственная) бригада сварщиков – это группа людей, совместно ведущих специализированную трудовую деятельность в условиях предприятия на основе общей ответственности и заинтересованности в результате. Создание рабочих бригад позволяет существенно ускорить темпы производства однородной продукции в крупных масштабах. Решением всех управленческих задач занимается специально созданный совет бригады.
Специалисты сварочного производства должны быть аттестованы в соответствии с ПБ 03-273-99.
Рабочее место сварщика организовано согласно техпроцессу. Предусмотрено коллективное обеспечение спецодеждой и защитными масками, необходимым сборочно-сварочным оборудованием.
Какие бывают сварочные посты
Перед допуском к производственным сварным соединениям рабочий выполняет сварку образцов для подтверждения своей квалификации.
Меры безопасности и охраны труда на месте
Требования к выполнению сварки закреплены в ГОСТ 12.3.003 и правилах безопасного проведения газосварочных и электросварочных работ.
Сварщик может быть подвергнут таким опасным факторам, как:
- удар током;
- вдыхание вредных паров;
- ожог;
- ультрафиолетовое и инфракрасное облучение;
- превышение допустимой степени шума и вибрации и др.

- К электросварочным и газосварочным работам могут быть допущены лица старше 18 лет, которые прошли медосмотр, получили инструктаж по технике безопасности, окончили стажировку и выполнили проверочное испытание.
- У сварщика должна быть II квалификационная группа по электробезопасности.
- Рабочие оснащаются необходимыми средствами индивидуальной защиты, к которым относятся:
- брезентовый костюм сварщика;
- ботинки или сапоги;
- брезентовые рукавицы;
- защитные очки или щиток;
- спецодежда для работы зимой.
- При обнаружении опасности или подозрении на техническую неисправность чего-либо следует незамедлительно доложить об этом руководству.
- Каждый участник процесса должен выполнять только ту работу, которую ему поручили.
- Руки, обувь и одежда должны быть сухими.
- Возгораемые материалы должны находиться от зоны сварки на расстоянии не менее 5 м, а взрывоопасные – не менее 10 м.
- При необходимости проведения работ на высоте следует использовать леса или лестницы со специальными площадками, покрытыми огнестойким настилом, и с ограждениями для защиты.
- Проводятся регулярные осмотры оборудования на предмет возможных механических повреждений и отрицательного воздействия высоких температур.
- Если приходится проводить сварку вне помещения в условиях выпадения осадков, то источники питания размещают в мобильных навесах. Поражение током в производственных условиях случается из-за прикосновения рабочего к токоведущим частям оборудования, находящегося под опасным напряжением:
- до 12 В – во влажных условиях;
- до 36 В – в сухих.
- После окончания сварки следует тщательно убрать рабочее место и отключить аппаратуру от потребления тока, спрятать баллоны в помещение для хранения.
Контроль качества сварных работ
Инспекция для проверки мероприятий по сварке призвана обнаружить дефекты на всех этапах производства. Контроль осуществляется согласно проектной, нормативной и технологической документации и состоит из:
- входного и операционного контроля;
- оценки реализации проделанных работ, созданных конструкций.
Посредством входного контроля исследуется качество материалов, оборудования, инструментов и приспособлений на соответствие всем необходимым стандартам. Итоги вносятся в журнал технического состояния инвентаря.

С помощью операционной проверки выявляется качество сборки свариваемых элементов и самого соединения, учитываются величина и положение зазоров, стыков, нахлестов, прихваток.
Оценка соответствия готовой конструкции проводится в качестве завершающего этапа при сдаче объекта. Требования к ней предусмотрены документами, в которых прописаны:
- методы и объемы проверочных мероприятий (неразрушающий и разрушающий контроль);
- испытания готового изделия;
- соответствие уровню качества.
Измерения и испытания, проводимые в ходе проверок неразрушающими или разрушающими методами, осуществляются в специализированных лабораториях. Методики, в свою очередь, должны быть аттестованы в соответствии с ГОСТ Р 8.563.
Ознакомительный лист
В конце изучения ТК каждый рабочий подписывает бумагу о подтверждении прохождения служебной инструкции: указывает должность, ставит свое имя, дату и подпись. Документ выступает в качестве свидетельства того, что все задействованные на производстве люди будут ориентироваться в своей работе на установленные правила и порядки, а в случае несоблюдения регламента последуют санкции.
Образец технологической карты по видам сварки
Для каждого способа сварки существует ряд своеобразных деталей, которые вносятся в документ, чтобы максимально полно отразить нюансы будущей работы.

Ручная дуговая сварка с неплавкими и плавящимися электродами
РД с плавящимся электродом (код 141) — это сварка, при которой электрическая дуга является источником энергии. Сварщик может работать с комфортом даже в труднодоступных местах. При использовании неплавящихся (покрытых) расходных материалов (код 111) на выходе получаются более качественные сварные соединения. Достоинство этого метода в том, что появляется возможность сплавки черного металла с заготовками, отличающимися по структуре.
| Название организации и объекта изготовления | ||
| Способ сварки | РД 111 | |
| Шифр НТД, ГОСТ | ПБ 03-585-03 , РД 38.13.004-86, СНиП 3.05.05-84, 16037-80 | |
| Основной материал (марка) | (М01) сталь 20 | |
| Типоразмер | Диаметр — 70 мм, толщина — 5 мм | |
| Тип шва | СШ (стыковой шов) | |
| Тип соединения по НТД | Т (труба) | |
| Положение шва | В1 (вертикальный) | |
| Вид соединения | ОС (сварное с одной стороны) | |
| Требование к прихваткам | 3 прихватки протяженностью 10-15 мм | |
| Материалы | Электрод SE 46 ГОСТ 9467-75 | |
| Оборудование | Трехфазный инвертор «ФОРСАЖ-301» | |
| Эскизы соединения | ||
| Конструкция | Конструктивные элементы подготовленных кромок деталей и шва | Порядок сварки |
| Технологические параметры | ||
| Номер валика (шва) | I | |
| Диаметр электрода или проволоки | 3 мм | |
| Род и полярность тока | Постоянный, обратная | |
| Сила тока | 80-140 А | |
| Напряжение | — | |
| Время сварки | 8 минут | |
| Расход электродов | 6 штук | |
| Требования к контролю качества | ||
| Метод контроля | Шифр НТД | Объем контроля (%, количество образцов) |
| Визуальный и измерительный | РД 03-606-03 | 100% (1 образец) |
| Радиографический | ГОСТ 23055-78 | 100% (1 образец) |
| Дата и подпись главного инженера |
Дуговая сварка в газовой среде
Дуговая сварка в защитном газе — это метод, при котором в точку плавления подается газ, позволяющий снять напряжение в зоне расплава. Мастер должен иметь квалификацию сварщика не ниже 5-го разряда.
Технологическая карта на сварочные работы заполняется с указанием специфических классификационных признаков для кода 311.
| Название организации и объекта изготовления | |
| Способ | Г — газовая сварка |
| НТД по сварке, ГОСТ | ПБ 12-529-05, СНиП 42-01-2002, СП 42-101-2003, СП 42-102-2004, 16037-80 |
| Основной материал | Группы — I, II, III, марка — Ст2сп |
| Способ создания газовой защиты | Струйный |
| Тип газа | Инертный |
| Тип электрода | Неплавящийся |
| Род тока | Постоянный |
| Типоразмер | Диаметр — 15-100 мм, толщина — 2-3 мм |
| Вид соединения | Стыковое |
| Вид разделки | Без разделки |
| Тип соединения | С2 по ГОСТ 16037-80 |
| Форма подготовки кромок | Со скосом >15° |
| Эскизы конструкционных швов и соединений | |
| Значения проверки качества | |
| Число утверждения и подпись специалиста |
Автоматика и полуавтоматика с использованием присадок или газа
Степень участия работника в сварочном процессе — это основное отличие автоматического оборудования от полуавтоматического. К функциям человека при работе с автоматикой относятся настройка и слежение за правильностью выполнения задач.










Автоматическое соединение материалов можно выполнять на флюсовых подушках. Более высокий результат дает использование газовых. Они способствуют формированию корня шва, при работе с активными металлами защищают нагретый твердый материал от воздействия воздуха. Состав газов, подаваемых в подушку, может быть похож на применяемый для защиты сварочной зоны. Расход газа зависит от состава и толщины рабочей поверхности, конструкции соединения, скорости сварки. Насколько удачно удалось оттеснить воздух от сварочной зоны, настолько выше уровень качества шва.
| Название организации и объекта изготовления | |
| Способ | Корень шва: ААД — автоматическая аргонодуговая сварка неплавящимся электродом. Заполнение и облицовка: ААДП — автоматическая сварка плавящимся электродом в среде инертных газов и смесях |
| НТД по сварке, ГОСТ | ПБ 03-585-03, СНиП 3.05.05-84, 16037-80 |
| Основной металл | Индекс группы — углеродистые стали, марка — 20 |
| Типоразмер | Диаметр — 140 мм, толщина — 20 мм (стенки трубы), 23 мм (патрубка), 16,5 мм (в зоне сварки) |
| Вид соединения | Стыковое |
| Вид разделки | Односторонняя, угол разделки — свыше 15° |
| Тип соединения | С10 по ГОСТ 16037-80 |
| Эскизы | |
| Инспекция по контролю качества | |
| Дата составления ТК, подпись ответственного лица |
Касательно прочих видов сварных работ
Маршрутная карта разрабатывается специалистами для всех видов сварочных работ. При этом указываются дополнительные данные для каждого отдельного типа согласно специфике работы с ним и вносится неизменный перечень, который присутствует в любом документе:
- шапка, где отражаются наименования предприятия и объекта;
- шифр процедуры;
- параметры основного металла;
- вид энергии;
- температурные режимы;
- данные об оборудовании и пр.
Пример заполнения технокарты для отдельных работ
Условия, порядок выполнения сварки на каждый отдельный вид сварочных конструкций и примеры оформления подробно описаны в рабочем проекте.
Для сборки металлоконструкций в целом
Монтаж металлоконструкций – это трудоемкая операция, требующая большой точности расчетов.
Работы с трубопроводами, в том числе ПНД
Технологическая карта на сварку трубопроводов – типовая ТК ОСТ 36-79-83.
| Форма техпроцесса сварки полимерных труб встык нагретым инструментом | |
| Название организации | |
| Способ сварки | НИ |
| НТД | СП 42-101-96, СП 42-105-99 |
| Вид соединения | Стыковое |
| Марка материала | Полиэтилен ПЭ80 |
| Диаметр трубы | 110 мм |
| Толщина стенки | 10 мм |
| Сварочное оборудование | СР |
| Температура нагревателя | 220°С |
| Удельное давление при оплавлении | 0,15 МПа |
| Время при оплавлении | До 15 секунд |
| Удельное давление при прогреве | 0,02 МПа |
| Время технологической паузы | 4 секунды |
| Время охлаждения | 7 минут |
| Эскиз сварного соединения | |
| Инспектирование качества изделия | |
| Число и подпись составителя ТК | |
Для стыковых соединений
Данный вид сварки представляет собой плотное прилегание торцевых поверхностей деталей, находящихся в одной плоскости. Чаще применяют в местах, где действует переменное напряжение.
| Технологическая карта сварки горизонтального стыка труб | |
| Название предприятия | |
| Нормативный документ | РД 153-34.1-003-01 [1] |
| Способ | РД |
| Вид свариваемых деталей | Т |
| Основной материал | Марка – Ст3сп, 10, 16 ГС, группа – I |
| Вид покрытия электродов | Б |
| Толщина свариваемых деталей | 4,5-12 мм |
| Диаметр | 108-1420 мм |
| Тип шва | СШ |
| Тип соединения | С |
| Вид соединения | ОС |
| Положение при сварке | Г |
| Стык варить в 3 слоя: I – корневой, II – заполняющий, III – облицовочный, с полной переплавкой прихваточных швов | |
| Иллюстрация изделия с комментариями по сварке | |
| Контрольные графы | |
| Число составления и подпись инженера | |
Для тавровых соединений
Порядок применения таврового соединения при сварке: 2 детали размещают под углом так, чтобы торец первой прилегал перпендикулярно к боковой поверхности второй.
| Технология ручной дуговой сварки тавровых соединений без разделки кромок металлоконструкций | |
| Название организации, выполняющей заказ | |
| Способ | РД покрытыми электродами |
| Основной материал | Группа – углеродистые и низколегированные конструкционные стали, марка – Ст3, 16Д |
| Вид покрытия электродов | Б |
| Толщина деталей | 10-30 мм |
| Тип шва | УШ |
| Вид соединения | Тавровое |
| Вид разделки | Без разделки |
| Тип соединения | Т1, Т3 по ГОСТ 5264-80 |
| Положение при сварке | Н1 |
| Сварочное оборудование | ВДГ-306 |
| Метод подготовки и очистки | Механический, на ширину 20 мм в каждую сторону от оси шва |
| Требования к прихватке | 2 штуки, длина – 30-40 мм, высота – 6-7 мм |
| Диаметр электрода | 4 мм |
| Род тока | Постоянный |
| Сварочный ток | 120-160 А |
| Напряжение дуги | 22-26 В |
| Сварку выполнять в 1 проход, наиболее короткой дугой не более 4 мм. В процессе обрывать как можно реже | |
| Эскизы с дополнительными комментариями | |
| Требования к контролю | |
| Графа для даты и подписи | |
Качественный контроль осуществляемых работ по сварке
Контроль производства работ по сварке, их процесс и результаты закрепляются в специализированных формах или глянцах сварочного производства. В журналы заносятся итоги выполнения каждого процесса, полученного шва с их нумерацией, изометрические чертежи свариваемых объектов, данные по материалам, требования к сборке.
Контроль за качеством швов выполняют рядом методов, к примеру:
- проверка плотности шва;
- проверки на крепость механическими методами;
- металлографический анализ;
- рентгеновское зондирование и гамма-лучами;
- при помощи ультразвука и магнитных методов.
Нарушение токовых режимов приводит к подрезкам. Работа со сталями с большим содержанием легирующих присадок, углерода часто даёт трещины в швах. По этому производство работ по сварке обязано строго держаться технологичной карты для любого этапа.
Собственно карта тех. процесса сварки гарантирует повторяемость каждой процедуры — возможность воспроизведения тестового соединения для любого шва.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Карта технологического процесса сварки
Сварка – сложный процесс, выполнение которого должно производится в строгой последовательностью определенных действий, которые связаны с подготовкой металла, выполнением сварного соединения и последующим контролем. Сварной шов, если не уделить ему должного внимания, является уязвимым местом в любой сварной конструкции. Причиной этому может послужить недостатки в разработке технологии сварки или вообще ее отсутствие, недостаточный контроль, неудачный выбор сварочного оборудования и материалов. Как результат — большое количество брака и убытки понесенные организацией для его устранения. Предотвратить убытки можно корректно разработав инструкцию на выполнение сварочных работ и проконтролировав ее исполнение.
Так что же такое технологическая карта на сварку? Карта технологического процесса сварки или как ее еще называют технологическая карта сварки — это документ, который является результатом разработки технологии сварки конкретного соединения, в котором прописаны самые важные технологические параметры создания сварного соединения, по сути это инструкция по сварке соединений. Технологическая карта сварки была утверждена и введена в активное действие первого января 1984 года, более 30 лет назад. При разработке технологии сварки металлоконструкций каждое сварное соединение должно быть изготовлено в соответствии с разработанной для нее технологической картой сварки.
Технологическая карта по сварке должна содержать следующие данные:

1. Сведения о основном металле.
2. Сведения о качестве и подготовке соединения под сварку: данные о разделке (величина зазора, величина притупления, угол наклона разделки и т.д.), о количестве и расположении прихваток, данные о предварительной очистке кромок, размеры шва.
3. Данные о фиксации свариваемого изделия и о возможном подогреве. А также последовательность выполнения проходов в сварном шве.
4. Сведения об используемом сварочном оборудовании и сварочных материалах. Подбор сварочных материалов и оборудования основывается на различных сведениях, полученных из литературы, в том числе профессиональной сварочной (журналы, статьи), на собственном опыте, а также на отзывах организаций.
5. Сведения о режиме сварки в зависимости от способа сварки могут включать: сварочный ток, напряжение дуги, скорость сварки, полярность при сварке, расход защитного газа, скорость подачи проволоки и др. Нарушение рекомендованных режимов сварки может привести к охрупчиванию металла шва и околошовной зоны.
6. Сведения о форме сварного соединения, способах и объемах контроля качества сварного соединения.
Разработка карты технологического процесса сварки начинается с анализа свариваемого материала и подбора способа сварки. После этого производится анализ условий, при которых будет работать сварная конструкция и определяется, какими нормативными документами нормируется изготовление и работа этой конструкции. Далее по данным нормативной литературы и по расчетным данным определяется режим сварки, рассчитывается необходимое количество проходов, геометрия сварного соединения и другие параметры.
Каждая технологическая карта по сварке получает свой идентификационный номер, который в дальнейшем используется для указания в технической документации и спецификациях проекта. Визирует карту технологического процесса сварки сам разработчик, он же ставит свою подпись внизу формуляра.

При строительстве объекта на производстве должен находиться комплект
технологических карт всех используемых типов сварных соединений. Полный комплект карт технологического процесса сварки хранится в отделе главного сварщика. Сварщик при выходе на смену получает технологические карты для сварных соединений, которые он выполняет в процессе работы. Осмотр и контроль подготовленных кромок и готового сварного соединения выполняется службой технического контроля в соответствии с разделом контроля качества и испытаний сварных соединений. Таким образом, не происходит никакой путаницы между службами, так как всё необходимое указано в технологической карте сварного соединения.
На каждом предприятии, при организации сварочного производства обязательно составляются карты технологического процесса сварки, иначе сложно выдержать параметры, предъявляемые к качеству выполняемой работы. Некоторые предприятия не могут позволить себе содержание дорогостоящего инженерного состава сварочного производства. Инженерный центр «Mavego» минимизирует Ваши затраты на содержание инженерно-технических работников и на основании договора и технического задания, в кратчайшие сроки разработает комплект технологических карт сварки, а также подберет оборудование и материалы.
Для получения качественного результата проделанной работы при производстве сварочных работ, сварщик должен руководствоваться документом, в котором корректно описаны все этапы выполнения сварки на объекте строительства. Несоблюдение рекомендаций приведенных в технологической карте может привести к разрушению сварного соединения при эксплуатации, что может повлечь за собой необратимые последствия.
Технологические карты ТК сварки
Технологическая карта ТК сварки — документ в составе проекта производства сварочных работ ППСР, по которому выполняются все технологические операции сборки и сварки сварных соединений при монтаже трубопроводов, металлоконструкций. В нем отражается вся последовательность выполнения сварочно-монтажных работ: степень подготовки и подготовка сварных соединений, сборка, сварка, подготовка стыков к проведению неразрушающего контроля. На месте проведения работ сварщик в обязательном порядке должен руководствоваться техкартой и соблюдать все ее требования.
Технологическая карта сварки описывает подготовительные операции, выбор сварочного оборудования и методы сварки, а так же заключительные операции по объему проведения неразрушающего контроля. Приложением к ней являются ОТК по типам сварных стыков. Состав и содержание такие же как и у обычной технологической карты в строительстве.
Особенности
На больших производственных объединениях составлением технологической карты занимаются инженеры. На небольших предприятиях эту работу сварщики делают сами. Независимо от личности составителя работа начинается с внимательного анализа материала, который требуется сварить. Именно материал определяет выбор типа сварочного оборудования, расходных материалов и рабочих параметров. Если металл был изначально проанализирован правильно, то в дальнейшем не возникнет неожиданностей в работе, а конечный результат будет качественным.
Каждой технологической карте присваивается оригинальный шифр. Он нужен, чтобы идентифицировать карту среди прочих архивных материалов. Этот номер фиксируется в технической документации на готовую конструкцию. Карта подписывается специалистом, который ее составил.
Для чего нужна технологическая карта сварочных работ
Реализация проектов в различных сферах производства (строительстве, машиностроении или любой другой сфере) сопряжена с необходимостью последовательного выполнения ряда технологических процедур.
Все условия и порядок выполнения каждой такой процедуры должны быть исчерпывающе описаны в рабочем проекте. Рабочий проект часто представляет собой многотомный документ, содержащий большой объем текстовой и графической информации. Поэтому составляют технологическую карту, которая помогает представить информацию более компактно, сжато и доходчиво.
Она, по сути, является заранее разработанной и утвержденной инструкцией по сварке конкретного изделия.
Назначение
Работа исполнителей с проектной документацией оказывается затруднительной ввиду обилия информации и разрозненности сведений.
По этой причине возникает необходимость создания компактного и ёмкого документа, определяющего порядок выполнения той или иной технологической операции в конкретных условиях.
Применительно к сварочным процедурам составляется карта технологического процесса сварки.
Выполнение сварочных работ на производстве осуществляют рабочие бригады сварщиков под руководством мастеров.
При выдаче производственного задания на сварку, как правило, чётко документируется объём работ, подробно расписываются условия их выполнения, применяемое оборудование и материалы.
Это помогает рабочему персоналу соблюсти технологию операции сварки, а руководителю среднего звена легко контролировать процесс её выполнения.
Необходимые для этого данные содержит технологическая карта сварки, которая подготавливается технологами предприятия. В этом документе сконцентрирована вся необходимая информация, содержащаяся в рабочем проекте.
То есть, в карте может не указываться номер ГОСТа, требования которого необходимо выполнить, но подробно расписываются сами требования, касающиеся порядка выполнения сварки.
Единой формы технологической карты сварки, которой обязаны придерживаться все без исключения организации, не существует.
Поэтому, если предприятие столкнулось с потребностью в таком документе, а какие-либо отраслевые нормы вышестоящих организаций в этой части отсутствуют, технологическую карту сварки можно разработать и утвердить самостоятельно.
Поскольку документ такого рода подлежит обязательному утверждению, карта должна содержать шапку, в которой указываются наименования предприятия и объекта, где планируются сварочные работы.
В разделе изложения технологии все однотипные сварочные швы для удобства следует объединить, снабдив их общим описанием, содержащим исчерпывающую технологическую информацию.
Кроме информации чисто технологического характера, карта может содержать некоторые нормативно-технические данные. К ним относятся количественный и качественный состав бригады, выполняющей работу, а также время выполнения операционного задания.
Также в карте могут быть указаны трудозатраты общего объема работ с разбивкой их на отдельные этапы и обозначением контрольных сроков их выполнения.
Отдельный раздел технологической карты может содержать сведения о мерах безопасности при выполнении сварки, мероприятиях по подготовке рабочих мест.
Данные о сварных соединениях
По каждой группе сварных соединений, выполняемых в процессе сборки объекта, должны указываться следующие технологические данные:
- информация о материале, из которого изготовлены соединяемые части объекта, включающая марки сталей, их физические и химические особенности;
- данные о необходимости предварительной подготовки деталей к сварке. Если должен быть применен скос кромок, необходимо привести точное описание геометрических характеристик, форму скоса и необходимые значения углов;
- описание применяемой технологии электродуговой сварки и конкретных аппаратов, посредством которых должна быть выполнена сварка. Указывается режим выполнения сварного соединения, перечень применяемых расходных материалов. Например, при применении ручной дуговой сварки указывается марка и диаметр применяемых электродов, ток при котором осуществляется сваривание, если предусмотрена аргонодуговая сварка, приводится форма применяемого электрода, род и полярность тока, расход газа.
Технологическую карту составляют по результатам исследовательской работы, в которую входят расчеты, эксперименты, подбор оптимальных материалов и многое другое.
Существует огромное количество шаблонов, позволяющих упростить составление карты. Разработанная технология не должна противоречить всем существующим нормам и правилам.










Пример применения данной карты

Технологическая карта на газовую сварку.
В качестве примера техпроцесса выполнения сварки можно рассмотреть карту сварки решетчатых конструкций. К таким конструкциям относятся фермы. Для их изготовления используют металл толщиной до 10 мм.
Сварочные швы должны быть хаотично ориентированы в пространстве. Их длина не должна превышать 20-40 см.
Выполняется сварка обычно шланговым полуавтоматом в защитном газе, порошковой или самозащитной проволокой или вручную штучными электродами. Использовать автоматическую сварку нецелесообразно. Она является неэкономичной независимо от типа производства.
При серийном производстве ферм выгодно использование точечной сварки.
Не следует последовательно сваривать швы, расположенные близко друг другу. В таких случаях необходимо предварительно охладить часть металла, на которой будет располагаться второй шов.
Это уменьшит перегрев и область пластических деформаций металла. В результате шов будет качественным и долговечным.
Чтобы минимизировать напряжения в узлах фермы, их необходимо сваривать от середины конструкции к краям. Если технологической картой предусмотрено наличие швов с большим и маленьким сечением, тогда первыми необходимо делать большие швы.
В аргонодуговой технологической карте сварки металлоконструкций описаны области применения технологии и руководство по ее выполнению. Указываются типы металла для сварки, расстояния между деталями конструкции, углы наклона различных узлов и др.
Какие данные должна содержать технологическая карта?
Технологические карты являются важнейшим средством нормализации и типизации производства. Они составляются с учетом использования прогрессивной технологии, комплексной механизации процесса и лучших примеров организации труда.
Единой формы технологической карты нет. Ее можно разработать и утвердить самостоятельно.
Такой проект будет учитывать все необходимые тонкости при выполнении поставленного задания в соответствии с потребностями предприятия. В то же время документ должен отвечать существующим государственным стандартам и нормам.
Данный документ подлежит утверждению в обязательном порядке. В нем должно быть указано название объекта, в котором будет проводиться сварка. Кроме технических данных, документ может включать информацию о составе рабочей группы и сроки выполнения задания.
Иногда отмечаются этапы выполнения поставленных заданий и общие трудозатраты. Могут указываться также затраты на ресурсы: электроэнергию, материалы, заработную плату.
Оформляется данный нормативный документ в виде таблицы с указанием всех перечисленных вопросов. Затем она утверждается руководителем предприятия или главным инженером и техническими службами.

Таблица технологической карты для сварочных работ.
Типовая карта на сварочные работы должна включать в себя:
- данные об используемом материале;
- информацию о сварном соединении, его параметры и расположение;
- данные о фиксации изделия;
- сведения о возможном подогреве конструкции;
- данные о параметрах сварки, включая: ток, напряжение дуги, скорость сварки, полярность, скорость подачи проволоки и т.д.;
- информацию о методах контроля шва;
- сведения об оборудовании и материалах, которые используются.
Разработка карты начинается с анализа выполняемого задания. Затем определяются условия сварки. Согласно с полученными данными выбираются нормативные документы, в соответствии с которыми будет осуществляться сварочный процесс.
В независимости от решаемых задач, будь то сваривание труб, сварка глушителя выхлопной системы автомобиля или других металлических конструкций, использование технологической карты является обязательным.
Данные нормативные документы должны использоваться на каждом предприятии. При строительстве объекта должен быть разработан комплект карт для всех сварных соединений. Хранится такая документация у главного инженера.
В технической документации указывается методика подготовки и контроля соединений. Осмотр выполненной работы осуществляется технической службой в соответствии с нормативными документами.
Это позволяет организовать последовательное функционирование всех служб и исключает любую путаницу. В результате, даже при наличии большого количества сварных швов, все они будут проверены, что гарантирует высокое качество выполняемых работ.
Несмотря на то, что технологические документы должны разрабатываться предприятием индивидуально для каждой задачи, на сегодняшний день они изготавливаются по типовым схемам. На данный момент уже создано большое количество шаблонов и изобретать что-то новое нет необходимости.
Практически все карты для трубопроводов, решеточных- и металлоконструкций и схожи между собой. Их отличает только наполнение.
Пример оформления технокарты
Рассмотрим использование технологической карты на примере работы с металлическими конструкциями. В первом пункте будет обозначена сфера использования техпроцесса. Тут указываются материалы, подлежащие сварке, нормативные расстояния между объектами, углы их наклона и количество необходимых швов.
Во втором пункте отмечены особенности работы с металлоконструкцией.

Оформление технологической карты.
Тут обычно указываются такие данные:
- действия для подготовки изделий к работе с ними;
- виды соединений;
- пошаговое руководство выполнения сварки;
- техника безопасности при выполнении работы;
- количество рабочих;
- экономическая составляющая.
В данном пункте содержится исчерпывающая информация о выполнении работы. Тут можно не только ознакомиться с последовательностью действий, но и оценить затраты на выполнение поставленного задания.
Технологическая карта должна выполняться в виде таблицы. В первой колонке указывается название предприятия. Вписывается название не того объекта, где будут проходить работы, а выполняющей ее организации.
Далее в строки вносятся данные с характеристиками используемых материалов. Именно эти параметры определяют требования, предъявляемые к работе. Тут могут указываться и некоторые дополнительные данные.
Отдельная строка посвящена нормативам сварки. Тут приводятся рекомендации и нормы техпроцесса. В данной графе детально указаны все действия для выполнения поставленной задачи.
Каждый шаг подробно расписан. Сварщик обязан строго придерживаться отмеченных рекомендаций. Отступление от них может привести к несоответствию выполненных работ заявленным требованиям.
Именно этот раздел является наиболее подробным. От правильного соблюдения всех указанных действий будет зависеть результат работы.
В последних строках указываются методики для контроля работы. Ниже ставится подпись ответственного разработчика карты. В дополнениях может быть указано все необходимое оборудование для выполнения задания.
Эскизы для технологической карты.
Еще одним типовым технологическим документом является карта сварки труб. Она включает в себя такие же пункты, в металлических конструкциях. В первую очередь отмечается применимость данной карты к соответствующей области.
- особенности выполнения техпроцесса;
- критерии по оценке и приемке работ;
- техника безопасности;
- виды задач.
Главной составляющей документа является подробное руководство и последовательность выполнения операций. Отмечаются особенности визуальной оценки материалов пред выполнением работы. Отдельным пунктом указываются действия сварщика при обнаружении дефектов, превышающих установленные нормы.
В разделе, посвященном технике безопасности, указаны действия рабочего во время и перед выполнением работы. Описаны требования к рабочей площадке и используемому оборудованию.
Требования к качеству работ содержат перечисления методов проверки сварных швов и допустимые отклонения. При неудовлетворительных результатах контроля указывается порядок и способ исправления дефектов.
Следует отметить, что карты сварки труб и металлических конструкций схожи между собой. Однако они отличаются наполнением.
Операционно-технологические карты содержат все технические характеристики, необходимые для проведения сварки.
Метод плавлением
Существует несколько видов сварочного процесса методом плавления, которые должны быть указаны в технологических картах по сварке металлоконструкций:
- Ручная дуговая.
- Газовая.
- Полуавтоматическая.
- Автоматическая.
- TIG сварка.
Наиболее распространенной является дуговая сварка. Она находит широкое применение, как в быту, так и в промышленности. Этим видом сварочного процесса можно соединять детали и конструкции из различных материалов. В комплект аппарата для осуществления этого процесса входят держатели электрода, а также держатель массы, крепящийся на свариваемой детали.

Сварка ручным дуговым методом производится электродами, состоящими из металлического стержня и обмазки, функцией которой является защита стержня и обеспечение стабильности горения электрической дуги.
Операционная технологическая карта сборки и ручной дуговой сварки содержит сведения о том, какие электроды могут использоваться. Имеется большой выбор электродов. При правильном выборе с помощью этого метода может проводиться сварка деталей из различных материалов. Этим методом возможна сварка во всех пространственных положениях, а также в труднодоступных местах. К отрицательным моментам относится низкий КПД работ, невысокая производительность, вредные условия. Такой род работ для получения качественного результата может проводиться только сварщиком, имеющим опыт и высокую квалификацию.
Несмотря на то, что имеется много видов электродов, для разных видов сварки применяются определенные электроды. Имеется указание на то, что перед началом сварки электроды должны быть просушены и другие нюансы этого процесса.
Ручная дуговая сварка потенциально опасна для сварщика, поэтому большое внимание уделяется требованиям безопасности.

В технологической карте указываются способы подготовки кромок деталей и способ сборки.

В качестве способа сборки чаще всего указываются прихватки.

При сварке стыковым методом для получения хорошего шва большую роль играет форма скосов деталей. В технологической карте указывают, каким рекомендуется делать скос. V-образный применяется для тонких листов, а X-образный используется для сварки более толстых деталей.
Согласно технологии электрод вместе со сварной ванной следует плавно перемещать вдоль линии соединения со скоростью, которая зависит от материала деталей. Рекомендуемая скорость указывается в технологической карте. Основной принцип заключается в том, что тонкие детали требуют большую скорость. Для толстых и массивных предпочтительнее будет более медленная.
Исходя из ширины шва и глубины проплавки, необходимо выбрать способ перемещения электрода — прямой, зигзагообразный, петлевидный. Во время выполнения сварки ручным дуговым способом значительную роль играет направление перемещения электрода. Необходимо выбрать один из трех вариантов: по оси электрода, вдоль оси валика, поперек шва.
Газовая сварка также осуществляется методом плавления. При этом используется смесь кислорода и горючего газа. К плюсам газовой сварки относится возможность сваривать цветные металлы, в том числе очень тонкие. Недостатком является сильный нагрев детали.

Видом сварки, при которой соединение происходит благодаря тому, что в зону сварки подается проволока, выполняющая роль электрода, является полуавтоматическая сварка. В ту же зону, что и электрод подается защитный газ, функцией которого является защита места сварки от окружающего негативного воздействия. Таким способом можно сваривать черные и цветные металлы. Еще одним достоинством является то, что можно сваривать тонкие детали и обладающие большой толщиной.
Этот вид сварки весьма распространен. С работой таким методом может справиться сварщик и более низкой квалификации, что делает особо востребованной технологическую карту на сварку металлоконструкций.
Автоматическая сварка отличается используемым оборудованием.
Применяемые автоматы являются сложным оборудованием, поэтому в технологической карте важным является описание его настройки, которое должно обеспечивать работоспособность. Существует много видов автоматов, поэтому должны указываться рекомендуемые для сварки конкретного соединения.
TIG сварка в основном используется для сварки деталей из алюминия и сплавов, куда он входит в состав. Также она может использоваться для соединения деталей из нержавеющей стали. При этом виде сварки, как правило, используется электрод из вольфрама, что должно быть отражено в технологической карте.
Термомеханический способ
При термомеханической сварке используется контактный способ. Сварка осуществляется сочетанием местного нагрева и применения давления. Различают точечную, стыковую, шовную, рельефную, шовно-стыковую, что должно быть отражено в технологической карте.
Операционная технологическая карта сборки и сварки металлических строительных конструкций



Сварочное оборудование (тип): Сварочный ВД 6303.
Метод подготовки и очистки : Разметку на металлопрокате следует выполнять чертилками. Резку листового проката следует выполнять на гильотинных ножницах, ручной или машинной термической резкой. Кромки деталей после резки на гильотинных ножницах не должны иметь трещин, расслоений, заусенцев и завалов более 1,0 мм. Кромки деталей, образованные термической резкой, должны быть очищены от грата. Кромки листовых деталей, выполняемые термической резкой, могут иметь шероховатость до 1,0 мм, а отдельные выхваты — до 1,5 мм. Разделку кромок под сварку необходимо выполнять термической резкой или механической обработкой. По качеству поверхности кромок листовых деталей, шероховатость поверхности разделки не должна превышать 0,3 мм. Геометрические размеры и форма разделки кромок должны соответствовать требованиям ГОСТ 5264-80. :
Свариваемые кромки и прилегающая к ним зона металла шириной не менее 20 мм перед сборкой должны быть очищены от влаги, масла, грата и загрязнений до чистого металла. Непосредственно перед сваркой при необходимости очистка должна быть повторена, при этом продукты очистки не должны оставаться в зазорах между собранными деталями. Зазор и смещение кромок деталей, собранных под сварку, должны соответствовать требованиям ГОСТ 5264-80 Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более 1,0 мм. Требования к прихватке : Закрепление деталей при сборке следует осуществлять прихватками. При выполнении прихваток необходимо соблюдать следующие требования:
А).Прихватки собираемых деталей в конструкции необходимо располагать только в местах наложения сварных швов;
Б).Длина сварного шва прихватки должна быть 30-50 мм, расстояние между прихватками — не более 100 мм,
В).Количество прихваток на каждой детали — не менее двух;
Д).Сварочные материалы для прихваток должны обеспечивать качество наплавленного металла, соответствующее качеству металла сварных швов по проектной документации;
З).Прихватки выполняют сварщики, имеющие право на сварку строительных конструкций.
Прихватки необходимо выполнять с полным проваром и полностью переплавлять их при сварке корневого шва. К качеству прихваток предъявляются такие же требования, как и к основному сварному шву. Поверхность сборочных прихваток должна быть тщательно очищена от шлака и подвергнута внешнему осмотру. Забракованные прихватки должны быть удалены только механизированной шлифовкой абразивным инструментом и выполнены вновь.
Параметры процесса сварки.
Диаметр электрода, мм
Род и полярность тока
Сварочный ток, А
Технологические требования к сварке:
1.Сварку соединения следует выполнять только после проверки правильности сборки конструкции.
2.На подготовленных под сварку кромках и поверхностях не допускается наличие влаги, ржавчины, окалины, краски и других загрязнений.
3. Сварку необходимо выполнять на стабильном режиме. Допускаемые отклонения принятых значений силы сварочного тока не должна превышать ±5% от номинальных.
4. При ручной дуговой сварке сварные швы необходимо выполнить многослойным способом слоями высотой 4,0-6,0 мм. Корневой слой (валики) шва при ручной дуговой сварке следует выполнять электродами диаметром не более 3,0 мм.
5. При сварке многослойных стыковых швов первый следует выполнять электродом диаметром 3,0 мм для обеспечения проплавления корня шва и уменьшения величины отклонения принятых значений силы сварочного тока не должны превышать ±5% от сварочных напряжений в шве. Для сварки последующих слоёв допускается использовать электроды большого диаметра. Сварку в вертикальном и потолочном положениях необходимо осуществлять электродами, диаметр которых не превышает 4,0 мм.
6. При многослойной сварке разбивать шов на участки следует с таким расчётом, чтобы стыки участков («замки» швов) в соседних слоях не совпадали, а были смещены на величину не менее 20 мм.
7. Выполнение каждого валика многослойного шва допускается производить после очистки предыдущего валика, а также прихваток от шлака и брызг металла. Участки слоёв шва с порами, раковинами и трещинами должны быть удалены до наложения следующего слоя.
8. При вынужденном перерыве в работе сварку разрешается возобновлять после очистки концевого участка шва длиной 50 мм и кратера от шлака. Этот участок и кратер следует полностью перекрыть швом. Кратеры на концах швов должны быть тщательно заварены и зачищены.
9. При многопроходной сварке стыковых соединений не допускается совмещение кратеров в одном поперечном сечении стыка.
10. Для предотвращения образования трещин в сварных швах в процессе выполнения много проходных швов следует избегать перерывов в работе до получения шва проектного сечения.
11. По окончании сварки обрывать дугу следует после заполнения кратера шва. При ручной дуговой сварке стыковых соединений с разделкой кромок кратера первого прохода шва необходимо выводить на кромку основного металла, подвергаемую при последующих проходах переплавлению.
12. Для снижения сварочных напряжений и деформаций сварку металла толщиной менее 25 мм при небольшой длине шва (от 250 до 300 мм) выполнять «на проход».
13. Запрещается возбуждать дугу и выводить кратер на основной металл за пределы шва. Зажигание (возбуждение) дуги следует выполнять в разделке кромок сварного соединения или на ранее выполненной части шва.
14. Величина перекрытия металлом шва наружной поверхности свариваемых элементов конструкции, начиная от вершины разделки или стыка, должна составлять 2,5-3,0 мм на одну сторону.
15. Швы сварного соединения по окончании сварки должны быть очищены от шлака, брызг и натеков металла.
16. При визуальном контроле сварного шва должны удовлетворяться следующие требования:
— иметь гладкую или равномерно чешуйчатую поверхность без резких переходов к основному металлу;
— швы должны быть плотными по всей длине и не иметь видимых прожогов, сужений, перерывов, наплывов, а также недопустимых по размерам подрезов, непроваров в корне шва, несплавления по кромкам, шлаковых включений и пор;
— металл шва и околошовной зоны не должен иметь трещин любой ориентации и длины;
— кратеры швов в местах остановки сварки должны быть переварены, а в местах окончания – заварены.
17.Сварные соединения, не отвечающие требованиям к их качеству, необходимо исправлять.
18.Наплывы и недопустимое усиление швов обрабатывают абразивным инструментом. Неполномерные швы, недопустимые подрезы, незаплавленные кратеры, непровары и несплавления по кромкам подваривают с последующей зачисткой. Участки швов с недопустимым количеством пор и шлаковых включений полностью удаляют и заваривают вновь.
19.Заварку подготовленного к ремонту дефектного участка необходимо осуществлять, как правило, тем же способом сварки, которым выполнен шов.
20.Исправленные участки швов должны быть подвергнуты повторному контролю.
Заполнение технологической карты
Заполнять все графы документа удобно, используя образец технологической карты сварки. В технологической карте должны иметься сведения о металле соединяемых деталей, их размеры, подготовительные работы, необходимые мероприятия по очистке поверхностей.
Если требуется предварительный прогрев деталей, то надо сообщить об этом. Следует указать последовательность действий для формирования шва, и какое оборудование можно применять для этого конкретного вида работ. Важную роль играют сведения о том, какое значение должен иметь ток, а также значение напряжения, полярность, скорость, с которой должен проходить процесс сварки.
Разработка технологической карты по сварке согласно образцу облегчит и ускорит этот процесс. Режим сварки будет подбираться не на основании опыта сварщика, а согласно рекомендациям, имеющимся в соответствующих нормативных документах. Внизу технологической карты должна стоять фамилия разработчика и его подпись.
Карта технологического процесса сварки — образец заполнения:

Вначале указывается объект, на котором будет осуществляться сварочный процесс. В первой графе «Способ сварки» пишется: ручная дуговая, газовая, полуавтоматическая, автоматическая или иной способ. В приведенном примере РД(111) означает «ручная дуговая», а в скобках — цифровой код этого вида сварки.
Затем следует графа, в которой должна содержаться информация о марке основного материала, из которой состоят свариваемые детали. Эти сведения можно узнать из проекта на изделие. В графу «Наименование (шифр) НТД» заносят перечень нормативных документов, которыми необходимо руководствоваться при сварочном процессе.
Затем сообщаются сведения о типе шва, его диаметре и толщине, а также о типе соединения согласно существующей нормативной документации и распространяемого на него ГОСТа. Затем имеются сведения о положении шва, виде соединения, способе сборки. Если будут использоваться прихватки для надежной фиксации свариваемых изделий, то указываются их количество, длина и высота. Для сварочных материалов должны быть обозначены марка и стандарт или ТУ, согласно которым они были изготовлены.
Важной графой является та, где имеются рекомендация по выбору применяемого оборудования, например, инвертор сварочный.
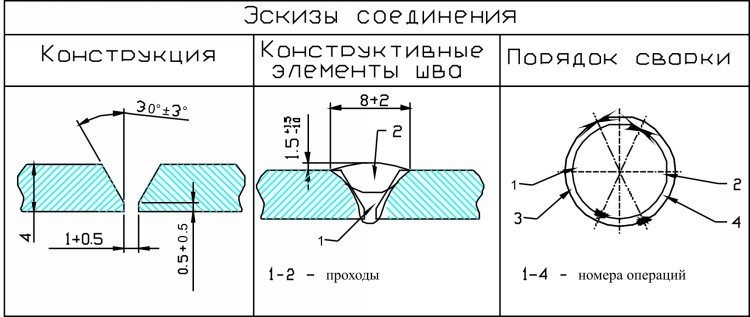
Неотъемлемой частью технологической карты являются эскизы. Отдельно показываются конструкция, конструктивные элементы шва и порядок сварки. На чертежах проставляются необходимые размеры с допусками.
В качестве параметров технологического типа на каждый валик указывается способ, которым должна быть проведена сварка, диаметр электрода, род тока и его полярность, сила тока, напряжение, скорость, с которой должен перемещаться электрод, расход газа и другая нужная информация.
Ниже находятся дополнительные параметры технологии сварки:
- вид электрода, например, вольфрамовый;
- флюс;
- защитный газ;
- способ защиты обратной стороны шва;
- режим, в котором осуществляется предварительный и сопутствующий подогрев;
- температура при сварке;
- режим термообработки.
К дополнительным параметрам сварочного режима относятся:
- ширина и толщина валика одного прохода в миллиметрах;
- вылет электрода в миллиметрах;
- расстояние, на котором должно находиться сопло горелки от свариваемого изделия, в миллиметрах;
- амплитуда колебания в миллиметрах;
- частота колебаний в мин-1;
- значения параметров импульсного режима: ток импульса в амперах, длительность импульса в секундах, ток паузы в амперах, длительность паузы в секундах.
К дополнительным технологическим требованиям при сварке могут относиться:
- Предварительная просушка торцов деталей при наличии на них влаги.
- Требования к прихваткам. Равномерность расположения прихваток для фиксации изделий. Предварительная зачистка прихваток шлифовальным кругом.
- Какими электродами должна выполняться сварка корневого шва, и их покрытие.
- Шлифование абразивным кругом корневого слоя.
- Какими электродами должна выполняться сварка облицовочного слоя.
- Послойная зачистка каждого из слоев от шлака и брызг.
- Выравнивание с помощью шлифовальной машины или напильника грубых участков облицовочного слоя.
Важной составляющей являются методы контроля полученного соединения и оборудование, применяемое для этого. При многосерийном производстве необходимо указать, какой процент изделий подлежит контролю.
Внизу технологической карты должны иметься подписи работника, который разработал технологическую карту, того, кто проверил правильность ее заполнения, с кем было проведено согласование, с расшифровкой фамилий и указанием должности.
Сварка трубопроводов и стальных труб
Трубопроводы относятся к конструкциям повышенной сложности, поэтому к их сварке предъявляются повышенные требования. Это находит отражение в технологической карте сварки трубопроводов, а также в технологической карте на сварку стальных труб.
Технологическая карта сварки трубопроводов — образец:

Операционно-технологическая карта сварки трубопроводов содержит:
- Шифр карты.
- Объект строительства.
- Наименования и обозначение нормативных документов.
- Тип трубопровода.
- Стыкуемые элементы, например, труба с трубой, труба с фланцем.
- Характеристика труб: марка материала, диаметр, толщина стенок, класс прочности.
- Режимы сварки корневого и облицовочного слоев: величина тока, полярность.
- Сварочные материалы.
- Необходимость предварительного подогрева.
На рисунке технологической карты на сварку трубопроводов показывается эскиз с необходимыми размерами.
Внизу технологической карты на сварку трубопроводов имеется раздел с дополнительными требованиями и рекомендациями.
Контрольное сварное соединение
При массовом или многосерийном производстве выполняют соединение, называемое контрольным. Оно может быть вырезано из числа имеющихся соединений или выполнено отдельно из материалов, идентичных основному. Такие соединения легче подвергать контролю и делать на основании этого соответствующие выводы.
Карта технологического процесса сварки контрольного сварного соединения выглядит следующим образом:

На ней должен быть указан основной материал, способ сварки, положение шва, вид соединения, применяемое сварочное оборудование. Указываются технологические параметры сварки: диаметр электрода или проволоки, сила тока, напряжение, время, необходимое для процесса, расход электродов. Сообщается, каким методом должен осуществляться контроль сварных изделий, например, визуальный или радиографический.
Контрольное соединение может подвергаться разрушающим методам контроля, что недопустимо при контроле основных соединений.
- https://milling-master.ru/svarochnye/operatsionnaya-tehnologicheskaya-karta-na-svarochnye-raboty.html
- https://svarkaed.ru/svarka/poleznaya-informatsiya/obrazets-zapolneniya-tehnologicheskoj-karty-svarki.html
- https://osvarka.com/poleznaya-informaciya/tekhnologicheskaya-karta-svarki
- https://svarkaved.ru/o-svarke/obraztsy-tehnologicheskoj-karty-dlya-svarochnyh-rabot
- https://armatool.ru/karta-tehnologiceskogo-processa-svarki-oformlenie-naznacenie/
- https://milling-master.ru/svarochnye/tehnologicheskaya-karta-svarochnyh-rabot-obrazets.html
- https://ooocentrsvarki.ru/raboty/tehkarta-na-svarochnye.html
- https://tutsvarka.ru/tb/karta-tehnologicheskogo-protsessa
Читайте также:
- Сколько весит пустой и полный кислородный баллон?
- Алюминий — свойства, харакретистики, обзорная статья
- Как закалить металл в домашних условиях: улучшение свойств ножа, зубила и топора
- Эстакада своими руками: как сделать для ремонта авто, чертежи и размеры
- ZipLock пакеты: разновидности и сферы применения
Карта технологического процесса сварки
Сварка является одним из наиболее важных и широко используемых способов соединения. Она значительно дешевле, чем завинчивание или клепка, при этом обеспечивает гораздо более прочные связи, чем пайка или склеивание.

Под сваркой понимают процесс соединения материалов, как правило, металлов или термопластиков, с использованием высокой температуры для совместного расплава деталей с последующим охлаждением, вызывающим их слияние. Другими словами – это технологический процесс образования неразъемного соединения материалов при нагревании или пластической деформации за счет создания межмолекулярных или межатомных связей.

Это отличает сварку от низкотемпературных методов соединения металлов, таких как пайка или склейка, при которых не происходит расплава основного металла.
Существует множество видов соединения различных деталей методом сварки. Для каждого конкретного случая необходимо учитывать ряд аспектов.
Исходя из требований технологического процесса:
- вид материала;
- геометрия соединения;
- доступность сварного шва;
- место сварки;
- требования к качеству конечного изделия.
С экономической стороны:
- количество требуемых заготовок;
- затраты на сварочное оборудование;
- общие затраты на производство.
Технологическая карта
Совокупность всех необходимых сварщику спецификаций оформляется как карта технологического процесса сварки (КТПС) (welding procedure specification (WPS)).
В ней подробно изложены технологии для сварки каждого вида соединения, которое будет использовано в общем объеме работ. Описаны все базовые технологические моменты и параметры сварных швов.
Такой вид инструкции по работе сварщиков официально утвержден и принят к обязательному исполнению с 1984 года. Для подготовки сварочных работ готовится спецификация, которая является неотъемлемым руководством для сварщиков и сварочных операторов. Такая спецификация называется технологической картой и является официально утвержденным документом.
Спецификация – это маршрутная карта, поэтапно описывающая технологический процесс требуемого сборочного и сварочного производства.
Она — неотъемлемая и унифицированная часть всего комплекта документов технологического процесса в целом. Маршрутные карты используются независимо от вида и характера производства и детализации технологии.
Цель документа – целенаправленно направлять сварщиков по принятым процедурам, использующим повторяющиеся и надежные способы сварки с целью создания качественных сварных швов в соответствии с требованиями действующих ГОСТов. КТПС разработана для каждого сплава, материала и вида сварки. Все технологии многократно проработаны и апробированы. Согласно спецификации, к работе допускаются сварщики, прошедшие аттестацию.
Комитет по стандартизации в Европе (CEN) утвердил новые квалификационные стандарты для сварочных процедур (ISO15607 — ISO15614), заменившие прежние (EN288). В ENISO15607 зафиксировано, что WPS предоставляет совокупность необходимых переменных для процедуры сварки с целью обеспечения повторяемости результатов.
Гостированный технологический процесс использует тестовый сварной шов, занесенный в квалификационное действие. Обычно для ГОСТов процедуры такого типа выполняются специализированными промышленными организациями.
В конечном итоге технологическая карта сварки – это результат огромного производственного опыта и мер безопасности на производстве. Она необходима для определения необходимых сварочных процедур для создания прочных и качественных сварных швов. Карта выступает гарантом безопасности и единообразия сварочных процедур.
Для допуска к работе сварщик должен быть подвергнут процедуре аттестации на необходимую квалификацию для данного вида работ, что затем документируется и заносится в специальный реестр.
Карта включает информацию по типам используемых металлов. В основной форме технологической карты процесса сварки обязательно должны быть:
- шифр, присвоенный каждой процедуре;
- описание процесса для тестового шва;
- совокупность процедур, приводящая к повторяемости тестового результата;
- параметры используемого металла;
- какого вида сварка, и какие процессы применяются для испытательных швов;
- вид энергии, применяемый при сварке;
- температурные режимы;
- какие виды сварки могут быть использованы.
Также очень важно задать спецификации сварных швов, которые играют основную роль для конструкции, в целом. Необходимо знать:
- в каком порядке собираются детали;
- режимы термических обработок деталей;
- предельные параметры энергии для дугового разряда.
Дополнительной информацией служит:
- эскизы и шаблоны для швов;
- подготовка к сварке необходимых соединения;
- последовательность операций.
Результатом подробной проработки маршрута является несомненная возможность получить тестовый образец сварки в соответствие со стандартами любым компетентным сварщиком.
Стандарты для отрасли разрабатываются по каждому виду сварочных работ. Например, стандарт ОСТ36-79-83 утверждает типовую технологическую карту, предназначенную для сварки трубопроводов. Используемая сталь является низколегированной или углеродистой. Сварка полуавтоматическая, с применением плавящихся электродов. Атмосфера — из углекислого газа.
Стандарт ОСТ36-79-83 на сварочные работы имеет вид технологической карты для сварки трубопроводов, введен в действие 1 января 1984 г., причем действует до сих пор.
Стандарт состоит из 4 разделов:
- Технические требования, относящиеся к материалам труб, сварочным материалам, оборудованию, квалификации сварщиков.
- Технология сварочного процесса – для всех элементов трубопровода, кромок и стыков труб, прихваток, режимов сварки, схем для электродов, флюс-пасты, порядка выполнения, температурные параметры.
- Требования по контролю за качеством сварных соединений – на начальном этапе, в процессе работ и готовых изделий.
- требования безопасности – физические, химические и психофизиологические.
А также ряд приложений:
- материалы;
- источники питания;
- технические характеристики сварочных аппаратов;
- шланговые держатели сварочных аппаратов;
- шлифовальные машинки.
Функциональная схема технологического процесса сварки имеет вид.

В итоге, стандарты представляют собой документы, в которых собраны все необходимые данные для обеспечения повторяемости сварки при ее производстве. Также они определяют процедуру аттестации сварочной технологии, необходимую для подготовки технологической карты сварочного процесса для конкретного сварного изделия.
Назначение документов при подготовке карты сварочных процессов
Единая система технической документации содержит требования и указания по подготовке технологических документов, к которым относятся документы специального назначения — карты маршрутов, операционные и технологических процессов. Руководящие документы готовятся для каждого направления промышленности. Например, такой документ для РАО Газпром расписывает сварочные, ремонтные и восстановительные процедуры на газопроводах. В него включены требования по выбору труб, их сборке, материалов, сварке стыков, обработке сварных соединений и т.п. Приводятся методы аттестации, отбраковки и контроля, технологий сварки, техники безопасности и т. д.
Рассмотрим в качестве примера типовой техпроцесс сварки фланцев к трубам.
Типовой техпроцесс сварки фланцев с концами труб
Часто используемым методом соединения являются фланцы. Они имеют вид плоских деталей разной формы, в которых сделаны специальные отверстия для крепления труб. С их помощью собираются трубопроводы разного назначения и длинные строительные конструкции. Они прочно и герметично соединяют трубы, обеспечивая гибкость в обслуживании различных стыков. Кроме этого, они соединяют трубу с различным оборудованием и клапанами.
В трубопроводной системе часто добавляют разгрузочные фланцы, позволяющие проводить регулярное техническое обслуживание системы во время ее работы. С этой целью на концы труб наваривают фланцы, которые затем соединяются между собой болтами с использованием герметизирующих прокладок. Такие дополнительные вставки в систему трубопровода позволяю подключать различную аппаратуру и устройства, делать дополнительные системы подключения.
Фланцы можно классифицировать разными способами, например:
- по типу соединений;
- по типу самих фланцев;
- на основании температурных значений и давления;
- по используемым материалам.
Для изготовления фланцев используют углеродистые, низколегированные, нержавеющие стали и комбинации экзотических материалов.
Использование фланцев весьма распространено. Поэтому разработан и ряд типовых техпроцессов, используемых в процедурах сварки фланцев к трубам.
Обычно технику сварки определяет требуемая величина люфта (зазора) в создаваемых стыках.
- При отсутствии люфта используется техника глубокого проваривания кромки трубы (технический прием — в лодочку).
- Люфт свыше 1.5 мм – технический прием поперечных колебательных движений самого электрода, выполняемых под определенным углом к осевой плоскости трубы.
- Люфт составляет 4-5 мм – метод угловых швов.
Фланцы привариваются с двух сторон для получения надежного соединения. Здесь учитывается вид конструкции и требования к креплениям.
Отметим, что в подземных трубопроводах не используются фланцевые соединения, так как фланцы являются наиболее распространенным источником утечки и пожаров.
Сварка металлоконструкций и карты техпроцессов
Конструкции из металла – металлоконструкции — это общепринятое обозначение изделий из металлов и сплавов. Например, детали из профилированного металла в машиностроении, несущие стальные каркасы зданий – в строительстве.
Если вначале прошлого века обычно использовались детали, литые из чугуна, то современные создаются из стали или легких сплавов, например, алюминия. Их преимущество:
- легкость;
- коррозионная устойчивость (оцинкованные или алюминиевых сплавы);
- удобство производства;
- объемная прочность, жесткость;
- декоративность;
- скорость монтажа.
Сварка служит одним из наиболее важных и широко применяемых методов соединения металлоконструкций. Этот процесс значительно дешевле винтов и заклепок и более надежен по сравнению с пайкой или склеиванием.
Сварные детали приобретают свойства долговечности, являются надежными, легко ремонтируются и удобны в производстве.
В одной конструкции нельзя одновременно совмещать процедуры сварки и клепки из-за разного отношения к нагрузкам. Сварные конструкции предпочтительнее клепанных или склеенных из-за более низкой стоимости производства, экономии материала, большей надежности при создании герметичности швов и др.
Недостатки вызваны образованием дефектов в швах из-за возникновения внутренних напряжений при перепаде температур, некачественной сварке.
Существует множество видов соединения отдельных деталей методом сварки. В каждом конкретном случае выбирается свой вид и способ, для которых составляется технологическая карта сварки металлоконструкций.
Исходя из характера требований к сварному изделию, подбираются материалы, геометрия компонентов, вид сварного шва, техника.
Сваривание металлов регламентируется по ряду физических, технических и технологических параметров. В физический критерий включены три основных класса – механический, термомеханический, сварка дуговым разрядом.

Например, электродуговая ручная сварка – это часто используемый на практике вид электросварки, оптимальной при сваривании мягких и легированных сталей, нержавейки, чугуна, ряда цветных металлов. Очевидно, что любой вид дуговой сварки требует свою карту технологического процесса.
Функциональная схема сварочного процесса
Стержневой электрод (диаметр 1,5-10 мм) закреплен в электрододержателей. Соприкосновение электрода с поверхностью металла вызывает электрозамыкание цепи и разогрев торца электрода. При отодвигании электрода на 3-5 мм от металла возникает дуговой разряд, который поддерживает электрический ток. Происходит интенсивный локальный разогрев, вызывающий плавление детали. К этому расплаву добавляется металл с торца электрода. Образуется совместная «сварочная ванна». Метод сварки, форма электродов и сварного шва, а также все тонкости процесса фиксируются в заранее составленной карте технологического процесса сварки.
Аттестованный сварщик, строго следуя технологической карте, отслеживает неизменность дугового зазора при соединении свариваемых краев, а также создающийся при кристаллизации расплавленного металла валик-шов.

Здесь 1. Ориентация сварочного процесса; 2. Экранирующая оболочка электрода; 3. Проволока, добавляемая в качестве плавящегося материала; 4. Газ, защищающий от воздушной атмосферы; 5. Сварочная ванна; 6. Шов, возникающий в процессе работы; 7. Свариваемая деталь.
Работа с неплавящимся вольфрамовым электродом часто требует добавку присадки из проволоки. В рабочую область для защиты от примесей из воздуха вводится инертный газ. Этот метод характеризуется возможностью точного контроля и для ручной сварки, и для механизированного процесса.
Сварка металлоконструкций допускает различные виды соединений деталей: встык, угловое, с напуском и тавровое.
Группы из разных видов сварных швов различают:
- По позиции в пространстве – снизу, горизонтально, вертикально и на потолке.
- Касательно к прикладываемому напряжению – с флангов, с торцов, в комбинации, наклонное.
- По протяженности – непрерывные или нет.
- По степени округлости – ровные, выпуклые или вогнутые.
- По типу сочленения – в стык или углом (валиком).
Все это многообразие учитывается при написании технологической карты для сварки металлоконструкций.
Карта начинается с описания возможной сферы применения. В ней подробно указываются типы металлоконструкций, по отношению к которым применима данная технология, расписывается расположение деталей и углы креплений. Определяется температурный режим.
Ядром техкарты выступает сварочный маршрут и его технические характеристики. Он подразделяется на разделы:
- Начальная подготовка работ и правила их проведения.
- Типы работ.
- Последовательность этапов.
- Схемы, конструкторские чертежи, их описание по каждому процессу.
- Техника безопасности и условия труда.
- Численность и квалификация аттестованных работников, длительность работы.
- Расходные материалы, их количество.
Четко проработанный маршрут технологического процесса дает возможность заранее оценить технические и материальные расходы, сроки работ и экономическую эффективность.
Завершающим разделом техкарты является экономический расчет необходимых материальных и людских ресурсов.
Технологическая карта на сварку стальных труб идентична вышеприведенной карте по форме, но несколько отличается по информации.
В этот документ включены следующие данные:
- Область применимости техкарты, для каких объектов она работает.
- Общие положения и рекомендации по проведению работ.
- Описание технологии и требования по организации рабочего процесса.
- Контроль качества работ.
- Условия для проведения работ и техника безопасности.
- Перечень используемой нормативной документации и ГОСТов.
- Техкарты по каждому виду сварки.
Инструкции готовятся по каждой операции в отдельности, по всей их совокупности и последовательности, по предварительному контролю свариваемых объектов на предмет неисправностей, чистоты и дефектов. Обязательно следование технике безопасности работ и противопожарным, требованиям охраны труда при подготовке рабочей площадки.
Все действия необходимо исполнять согласно операционным техкартам, входящим в технологическую карту процесса в целом. Качественность выполнения работ определяется по перечисленным там же методикам проверки швов.
В качестве примера приведем техкарту сварки трубопровода.

Контроль качества выполняемых сварочных работ
Контроль производства сварочных работ, их процесс и результаты фиксируются в специальных формах или журналах сварочного производства. В журналы заносятся итоги выполнения каждого процесса, полученного шва с их нумерацией, изометрические чертежи свариваемых объектов, данные по материалам, требования к сборке.
Контроль за качеством швов осуществляют рядом методов, например:
- проверка плотности шва;
- испытания на прочность механическими методами;
- металлографический анализ;
- рентгеновское зондирование и гамма-лучами;
- с помощью ультразвука и магнитных методов.
Источником сварных дефектов служит ряд причин. Например, нарушение режима дуговой или газовой сварки дает неравномерность пересекающихся швов.
Нарушение токовых режимов приводит к подрезкам. Работа со сталями с высоким содержанием легирующих присадок, углерода часто дает трещины в швах. Поэтому производство сварочных работ обязано строго придерживаться технологической карты для каждого этапа.
Именно карта технологического процесса сварки гарантирует повторяемость каждой процедуры — возможность воспроизведения тестового соединения для каждого шва.
Карта технологического процесса сварки стыкового соединения труб Ø 159 х 6 мм, сталь 10
Техпроцесс состоит из множества этапов, каждый из которых должен быть просчитан с точностью до миллиметра. Все эти данные сложно запомнить или кратко записать, поэтому была придумана карта технологического процесса сварки. Она позволяет улучшить качество работ: сварщик получит полую информацию о типе сварки, специалисты проведут тщательный контроль сварного соединения, будет выбран оптимальный комплект оборудования и комплектующих. Соответственно снизится количество брака и завод понесет меньшие убытки. И все это возможно, если у вас есть технологическая карта на сварку.

В этой статье мы расскажем, что это такое, как составляется техкарта для сварочных работ, приведем пример, благодаря которому вы научитесь быстро и легко читать технологические карты, а впоследствии и составлять их.
Определение
Что такое технологическая карта на сварочные работы (она же ттк на сварку, технологическая карта сварки или просто техкарта)? Говоря простыми словами, это просто документ-инструкция, выдаваемая сварщику для правильного выполнения работ. Также техкартой может пользоваться специалист по контролю качества. В техкарте прописывается всё: от типа сварки до геометрических расчетов.
Проще говоря, техкарта — это «сборник» всех технологических особенностей, которые нужно учесть при сварке. Правильно разработанная техкарта позволяет улучшить качество сварного соединения и, в целом, сделать работу сварщика или прочих специалистов продуктивнее и лучше.
Читайте также: Как резать металл сварочным аппаратом. Резка металла электросваркой как метод обработки поверхностей. Технология резки металла электродуговой сваркой
Технологическая карта была придумана и внедрена не так уж давно, а именно в конце 80-х годов прошлого века. Это связано с большим технологическим прорывом в сфере сварки, когда появились новые современные технологии и стали доступны редкие металлы.






Расположение оборудования и приспособлений
Схема расположения оборудования строго регламентирована нормами и правилами техники безопасности в сварных цехах. Планировка определяет безопасность, удобство передвижения персонала, перемещения деталей, узлов и готовой продукции. Есть несколько рекомендация по обустройству:
- если в цеху используется для электросварки трансформатор, то его надо устанавливать в 5-7 м от верстака и в полуметре от стены (минимум). Бытовой инвертор может быть установлен на поверхности стола;
- если сварка производится газом, тогда баллоны с кислородом и ацетиленом расставляются вдали друг от друга на расстояние не менее 5 м. То же самое касается и пропанового оборудования. Это же расстояние выдерживают между местом сварки и баллонами;
- газовые шланги, электрические кабели укладывают в стороне от проходов, чтобы по ним не ходили. Это в первую очередь требование техники безопасности, во вторую способ сохранения имущества;
- между оборудованием, столами, шкафами и другими громоздкими предметами оставляется расстояние 1 м для удобства перемещения людей, перевозки деталей на тележках.
Оборудование для автоматической сварки требует большего пространства. Необходимо учитывать его передвижение по сварочному цеху и доступ к нему исполнителей.
Данные в техкарте
Итак, в технологической карте в обязательном порядке указываются общие сведения о металле, который нужно сварить, данные о разделке металла и их очистке, данные о размерах сварных швов. Также указывается прогрев металла, если он необходим, последовательность формирования сварных швов.
Еще указывается, какое оборудование будет использоваться и какие комплектующие необходимы для выполнения сварки. Некоторые мастера уверены, что оборудование и комплектующие можно подбирать, основываясь на своем опыте или тематических журналах, но это неверно. Позже мы расскажем, как подбирается комплект оборудования. Дополнительно нужно указать, какой тип сварки будет использовать в работе, а также какие параметры нужно установить (значение сварочного тока, напряжения, полярности, скорость сварки и так далее). Также указывается, какая будет форма у сварного соединения и какие будут использоваться методы проверки качества сварных швов.
Конструктивные размеры
в = 1 ± 0,5 (0,5 – 1,5) мм
α = 30 ± 3 (27 – 33) град
6. Способ подготовки кромок: механический (Rz 80).
7. Контроль труб перед сборкой:
проверить правильность разделки кромок: зачищены ли поверхности, прилегающие к кромкам катушек до металлического блеска; протереть кромки ацетоном; проверить отсутствие загрязнений труб снаружи и изнутри, проверить отклонение от перпендикулярности торцевых поверхностей стыкуемых труб и отсутствие на кромках механических повреждений.
8. Способ сборки: прихватка на уголке.
9. Требования к прихватке: РД, 3 – 4 шт., длиной – 30 – 40 мм.
распределить по периметру равномерно, не накладывать на потолочной части стенки, высота прихваток 4 – 5 мм; прихваточные швы зачистить металлической щеткой.
Читайте также: Какой выбрать станок для заточки коньков своими рукам?
10. Проверить качество сборки и прихватки. Величина внутреннего смещения
кромок не должно превышать 1,6 мм. Сварка образца проводится после
контроля правильности сборки.
11. Сварочные материалы: электроды марки УОНИ 13 / 55 Р, ТМУ 21У, ГОСТ 9466 и 9467 – для прихватки, корневого шва и заполнения разделки стыков Ø 2,5 – 3 мм, а облицовочного слоя Ø 4 мм.
12. Положение шва при сварке: наклонное, неповоротное (Н 45).
13. Подогрев: без подогрева.
14. Сварочное оборудование: ВДМ-1202, шесть постов с КСУ-320, или другое аналогичное оборудование.
15. Технологические требования к сварке:
Угол наклона 45 град.
Рис. 2 а
Рис 2 б
Рис. 3
· Стык варить в 3 слоя: I – корневой, II – заполняющий, III – облицовочный, с полной переплавкой прихваточных швов, рис. 2; порядок наложения валиков на рис. 3:
· Сварку выполнять после выполнения прихваток и контроля.
· Наложение корневого слоя шва (I) выполнить в 2 приема по ½ окружности, начиная сварку слоя в потолочной части стыка, отступив на 10 – 30 мм. от нижней точки, соответственно справа снизу вверх и слева снизу вверх – операции 1 и 2.
· Высоты валиков: корневого слоя 4 – 5 мм, последующих – 3 – 4 мм – при положении шва при сварке Н 45.
· Порядок наложения последующих слоев шва (II и III) аналогичен порядку наложения корневого слоя (I), показан на рис. 3 (смещать замки на 12–18 мм). После наложения каждого слоя шва производить зачистку металлической щеткой. Зачистку облицовочного слоя шлифмашинкой не производить, обнаруженные дефекты не исправлять.
· Параметры сварочного тока:
Читайте также: Автоматический комплекс сварки обечаек на базе колонны INCZ, INTEGRAL
Особенности
На крупных производствах (например, если это сборочно-сварочный цех) разработкой техкарты занимаются отдельные специалисты, а на мелких заводах эту работу часто поручают сварщикам. Тем не менее, любая разработка техкарты должна начинаться с тщательного анализа металла, который нужно сварить. Именно от металла зависит выбор типа сварки, комплектующих и прочие параметры. Если вы с самого начала правильно проанализируете металл, то затем у вас не возникнет никаких ошибок. Режим сварки подбирается по нормативным документам, а не по опыту варщика. Это тоже важно понимать.
Каждая технологическая карта по сварке металлоконструкций должна иметь свой индивидуальный номер (шифр), с помощью которого ее можно будет найти в архиве. Также этот номер будет указываться при разработке полной техдокументации и в характеристиках проекта на сварку. Также на техкарте должна стоять подпись специалиста, который эту кару составлял.
Организация работы сварочного цеха
Любой сварочный цех – объект непростой. Чтобы его организовать, придется провести согласования с пожарной охраной и санэпидстанцией, потому что в первую очередь здесь будет присутствовать энергия в чистом открытом виде, а это электричество или огонь от газовой горелки.
Во вторую очередь, все по тем же причинам, здесь будут сложные условия работы. Поэтому очень важно изучить правила организации цеха, строго соблюдать их в процессе всего срока эксплуатации сварочного участка.
Пример технологической карты
Ниже вы можете видеть образец заполнения технологической карты. Сейчас мы подробнее разберем все, что тут написано, а вы запомните (или лучше запишите) то, что прочтете.

Образец взят с сайта zibon.ru
Итак, первая графа «Способ сварки». Здесь, как не трудно догадаться, нужно написать, такой тип сварки был выбран для выполнения работ (ручная дуговая, контактная, полуавтоматом в среде газа и т.д.). В нашем случае мы указали «ручная дуговая сварка покрытыми электродами». Далее указаны цифры «(111)», это код сварки. Его можно указывать в техкарте, чтобы не писать подробно словами.
Мы приведем несколько наиболее распространенных кодов:
- 141 — ручная аргонодуговая сварка неплавящимся электродом
- 131 — механизированная аргонодуговая сварка плавящимся электродом
- 135 — механизированная сварка плавящимся электродом в среде активного газа
Далее графа «Основной материал (марка)». Здесь пишем марку металла, который нам нужно сварить. Обычно марка указывается в проекте детали, оттуда ее можно переписать в техкарту. Дополнительно укажите группу металлов. Ниже таблица с основными группами.




Затем идет графа «Наименование (шифр) НТД». Здесь вы должны указать, какие нормативные документы были использованы при разработке данной технологической карты. Остальные графы заполняются подобным образом, думаем, все логически понятно.
В нашем случае заполняется типовая технологическая карта на сварку газовых трубопроводов. Но если вам нужна техкарта на другие работы (например, на сварку стальных труб), то она будет заполняться таким же образом, просто поменяется заголовок.
Выводы
Операционная технологическая карта является обязательным атрибутом сварочных работ, выполняемых на производстве. Сложно рассчитывать, что без нее специалист положит правильный сварочный шов. Становится невозможным и контроль качества, поскольку нет явных требований к сварочному процессу. Соответственно, и сопоставлять нечего.
Необходимо обратить внимание на то, что сварочные карты существуют и на отдельные технологические операции. К примеру, существует документ на ультразвуковой контроль сварных соединений. К таким приемам составители прибегают в тех случаях, когда работа очень сложная и сопровождается большим количеством данных.
К примеру, технологическая карта на сварку стальных труб может быть одна, а техкарта на сварку металлоконструкций сложной конфигурации состоит из нескольких отдельных документов. Собирать всю информацию в одну технологическую карту нецелесообразно, поскольку это только усложнит исполнение. Десятки таблице и большой объем информации неудобно изучать и руководствоваться ими в работе.
Система вентиляции
Вентиляция сварочного цеха – наиважнейшая составляющая и одно из главных требований организации сварочных цехов. С ее помощью из пространства рабочего места сварщика удаляются тяжелые газы от расплавления металлов и сгорания покрытий электродных стержней.
Многие делают ошибку, устанавливая над верстаком больших размеров зонд, который трубами или гофрами подсоединяется к общей системе вентиляции. Оптимальный и эффективный вариант – установить боковой отвод газов, чтобы они не поднимались выше уровня свариваемых заготовок.
Очень важно сделать точный расчет вентиляционной системы, чтобы обеспечить максимальный отсос воздуха из каждого рабочего места. Вентилятор лучше установить за пределами цеха. Особенно это будет актуально, если сварной цех организуется в гараже.
Небольшое помещение без вентиляции станет местом, где невозможно будет находиться без респиратора или противогаза. Да и СЭС разрешение на эксплуатацию такого плохо оборудованного цеха не даст. Поэтому очень важно не только установить систему вентиляции, но и грамотно рассчитать характеристики вентилятора, особенно мощность прибора.
Плюс правильно распределить воздуховоды, чтобы они не мешали при перемещении крупногабаритных деталей. А значит, придется сделать чертеж с условием грамотного расположения всех элементов системы.
Назначение
Работа исполнителей с проектной документацией оказывается затруднительной ввиду обилия информации и разрозненности сведений. По этой причине возникает необходимость создания компактного и ёмкого документа, определяющего порядок выполнения той или иной технологической операции в конкретных условиях. Применительно к сварочным процедурам составляется карта технологического процесса сварки.
Выполнение сварочных работ на производстве осуществляют рабочие бригады сварщиков под руководством мастеров.
При выдаче производственного задания на сварку, как правило, чётко документируется объём работ, подробно расписываются условия их выполнения, применяемое оборудование и материалы.
Это помогает рабочему персоналу соблюсти технологию операции сварки, а руководителю среднего звена легко контролировать процесс её выполнения.
Читайте также: Инструкция по выполнению склеивания методом холодной сварки, лучшие марки и как наносить
Необходимые для этого данные содержит технологическая карта сварки, которая подготавливается технологами предприятия. В этом документе сконцентрирована вся необходимая информация, содержащаяся в рабочем проекте.
Кроме этого, та часть информации, которая присутствует в проекте в виде ссылки на какой-либо ГОСТ, в технологической карте полностью раскрывается и конкретизируется.
То есть, в карте может не указываться номер ГОСТа, требования которого необходимо выполнить, но подробно расписываются сами требования, касающиеся порядка выполнения сварки.
Единой формы технологической карты сварки, которой обязаны придерживаться все без исключения организации, не существует.
Поэтому, если предприятие столкнулось с потребностью в таком документе, а какие-либо отраслевые нормы вышестоящих организаций в этой части отсутствуют, технологическую карту сварки можно разработать и утвердить самостоятельно.
Поскольку документ такого рода подлежит обязательному утверждению, карта должна содержать шапку, в которой указываются наименования предприятия и объекта, где планируются сварочные работы.
В разделе изложения технологии все однотипные сварочные швы для удобства следует объединить, снабдив их общим описанием, содержащим исчерпывающую технологическую информацию.
Кроме информации чисто технологического характера, карта может содержать некоторые нормативно-технические данные. К ним относятся количественный и качественный состав бригады, выполняющей работу, а также время выполнения операционного задания.
Также в карте могут быть указаны трудозатраты общего объема работ с разбивкой их на отдельные этапы и обозначением контрольных сроков их выполнения.
Кроме трудозатрат на сварку объекта, может быть приведен общий расчет затрачиваемых ресурсов. К ним относится стоимость электрической и тепловой энергии, расходных материалов, затраты на заработную плату.
Отдельный раздел технологической карты может содержать сведения о мерах безопасности при выполнении сварки, мероприятиях по подготовке рабочих мест.
Пример оформления технокарты
Рассмотрим использование технологической карты на примере работы с металлическими конструкциями. В первом пункте будет обозначена сфера использования техпроцесса. Тут указываются материалы, подлежащие сварке, нормативные расстояния между объектами, углы их наклона и количество необходимых швов.
Во втором пункте отмечены особенности работы с металлоконструкцией.
Тут обычно указываются такие данные:
- действия для подготовки изделий к работе с ними;
- виды соединений;
- пошаговое руководство выполнения сварки;
- техника безопасности при выполнении работы;
- количество рабочих;
- экономическая составляющая.
В данном пункте содержится исчерпывающая информация о выполнении работы. Тут можно не только ознакомиться с последовательностью действий, но и оценить затраты на выполнение поставленного задания.
Далее в строки вносятся данные с характеристиками используемых материалов. Именно эти параметры определяют требования, предъявляемые к работе. Тут могут указываться и некоторые дополнительные данные.
Отдельная строка посвящена нормативам сварки. Тут приводятся рекомендации и нормы техпроцесса. В данной графе детально указаны все действия для выполнения поставленной задачи.
Каждый шаг подробно расписан. Сварщик обязан строго придерживаться отмеченных рекомендаций. Отступление от них может привести к несоответствию выполненных работ заявленным требованиям.
Именно этот раздел является наиболее подробным. От правильного соблюдения всех указанных действий будет зависеть результат работы.
В последних строках указываются методики для контроля работы. Ниже ставится подпись ответственного разработчика карты. В дополнениях может быть указано все необходимое оборудование для выполнения задания.

Еще одним типовым технологическим документом является карта сварки труб. Она включает в себя такие же пункты, в металлических конструкциях. В первую очередь отмечается применимость данной карты к соответствующей области.
- особенности выполнения техпроцесса;
- критерии по оценке и приемке работ;
- техника безопасности;
- виды задач.
Источник https://tutsvarka.ru/raznoe/tehnologicheskaya-karta-svarki-obraztsy-vidy-sposoby-i-kontrol
Источник https://sterbrust.tech/tehnologii/karta-tekhnologicheskogo-processa-svarki.html
Источник https://miminonino.ru/raboty/karta-svarki.html




